Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Общая информация
Итак, наплавка металла— это метод восстановления или укрепления сварного шва. В ходе работ на поверхности соединения формируется новый слой. Слоев может быть несколько, если это необходимо
Такая технология не похожа на формирование шва, важно не путать наплавку и сварку
Для выполнения наплавки применяются электроды из особых групп, всего их 6. Каждая группа предназначена для определенных металлов, наделяет наплавочный слой индивидуальными свойствами и характеристиками. О группах мы поговорим позже. Изготовление наплавочных электродов регулируется ГОСТами №9466-75 и №10051-75.
Профессиональные сварщики могут применять для наплавки обычные электроды, не предназначенные для этих целей. Зачастую они используют марки, заточенные под сварку жаростойких и антикоррозийных сталей. Мы не рекомендуем новичкам и даже практикующим мастерам использовать обычные электроды в целях наплавки. Результат, скорее всего, разочарует вас. Здесь важен многолетний опыт и постоянная практика.
Какое нужно покрытие
 Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
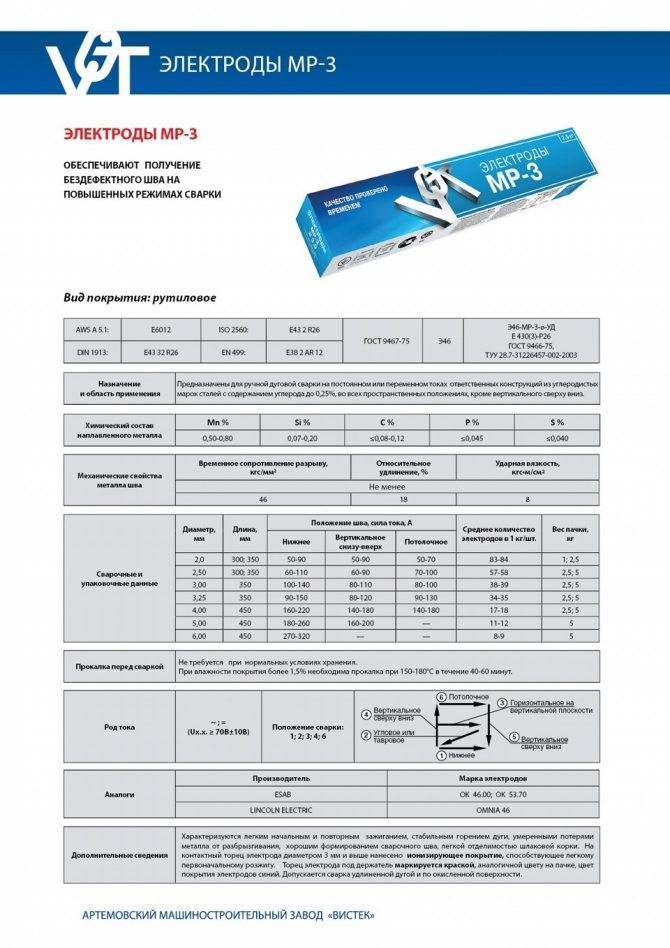
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
Характеристики сварочных электродов
Сварочные электроды УОНИ-13/55К имеют следующие характеристики:
- покрытие – основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 1,3;
- расход электродов на 1 кг наплавленного металла, кг: 1,6.
Типичные механические свойства металла шва
Типичные механические свойства металла шва, наплавленного сварочными электродами «УОНИ-13/55К», указаны в таблице № 1.
Таблица № 1.
| Временное сопротивление σВ, МПа | Предел текучести σт, МПа | Ударная вязкость aн, Дж/см2 | Относительное удлинение δ 5, % |
| 490 | 400 | 230 | 28 |
Типичный химический состав наплавленного металла
Типичный химический состав наплавленного сварочными электродами УОНИ-13/55К в сварном шве металла в % указан в таблице № 2.
Таблица № 2.
| C | Mn | Si | S | P |
| 0,06 | 0,58 | 0,24 | 0,016 | 0,024 |
Геометрические размеры, среднее количество штук в 1 кг и сила сварочного тока
Геометрические размеры сварочных электродов УОНИ-13/55К, их среднее количество в 1 кг и сила сварочного тока указаны в таблице № 3.
Таблица № 3.
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 3,0 | 350 | 60…130 | 40 |
| 4,0 | 450 | 100…180 | 17 |
| 5,0 | 450 | 140…220 | 11 |
Особые свойства
Сварочные электроды УОНИ-13/55К обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварка электродами УОНИ-13/55К имеет следующие технологические особенности:
осуществляется во всех пространственных положениях шва, кроме вертикального “сверху-вниз”, постоянным током обратной полярности;
- производится только на короткой длине дуги по очищенным кромкам;
- перед сваркой необходимо электроды обязательно прокалить при Т = 250…300°С в течение 1 часа.
Отличительные характеристики сварочных электродов марки УОНИ-13/55К от марки УОНИ-13/55
В соответствии с ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы» сварочные электроды марки УОНИ-13/55 относятся к типу «Э50А», а марки УОНИ-13/55К – к типу «Э46А». Оба типа включают в себя сталь с пределом прочности при растяжении 451 МПа (46 кгс/кв. мм) и гарантируют соответствие повышенным требованиям к швам по пластичности и ударной вязкости.




Различие между типами заключается в механических свойствах металла шва (или наплавленного металла):
- временном сопротивлении;
- пределе текучести;
- ударной вязкости;
- относительном удлинении.
Кроме того, сварочные электроды марки УОНИ-13/55 выпускаются диаметром, мм: 2,0; 2,5; 3,0; 4,0; 5,0, а марки УОНИ-13/55К – диаметром 3,0; 4,0; 5,0. Подробнее ознакомиться с характеристиками сварочных электродов УОНИ-13/55 вы можете в статье «Электроды «УОНИ-13/55». Технические характеристики».
Аналоги сварочных электродов УОНИ-13/55К
Для сварки углеродистых и низкоуглеродистых сталей рекомендуются модели следующих брендов:
- ESAB (Швеция): OK Rapid 23.50;
- OK 46.00;
- ОК48.04;
BÖHLER (Австрия):
- FOX UNA;
FOX MST;
FOX SUM;
LINCOLN (США):
- JET-LH 70;
JETWELD 2;
FLEET 5P;
UTP (Германия):
- UTP 611;
UTP 612;
UTP 617 и многие другие.
Сохранить
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1 кг.
Общая характеристика электродов “УОНИ 13/5”
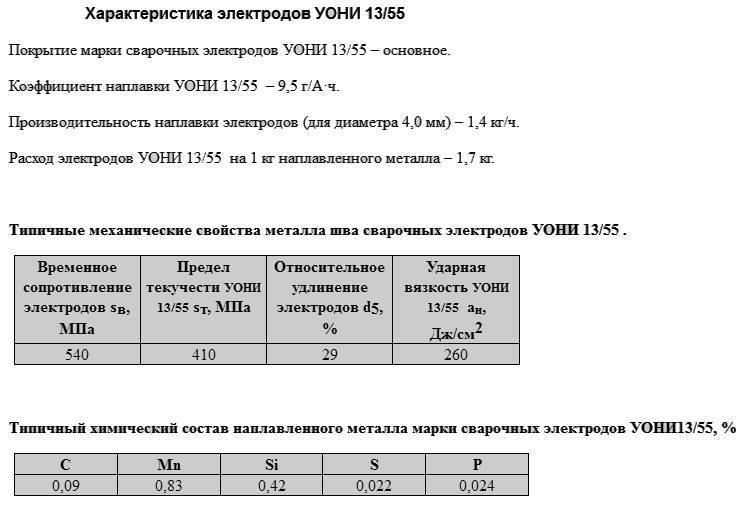
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % – 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.

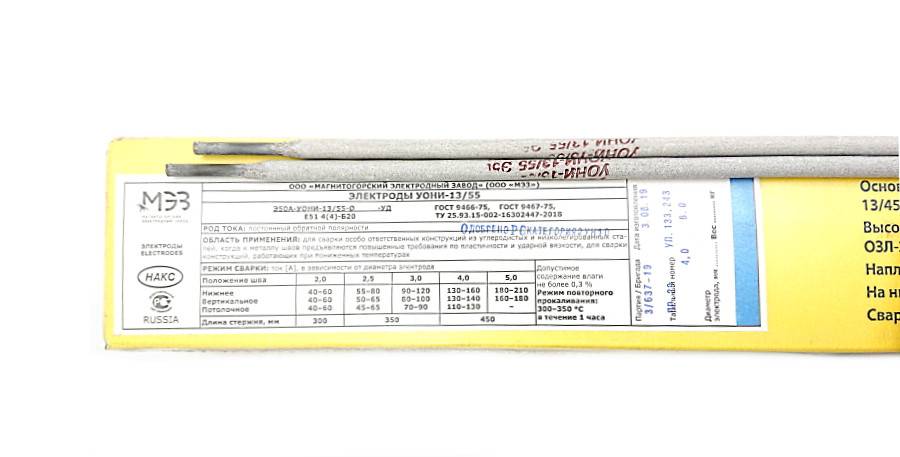
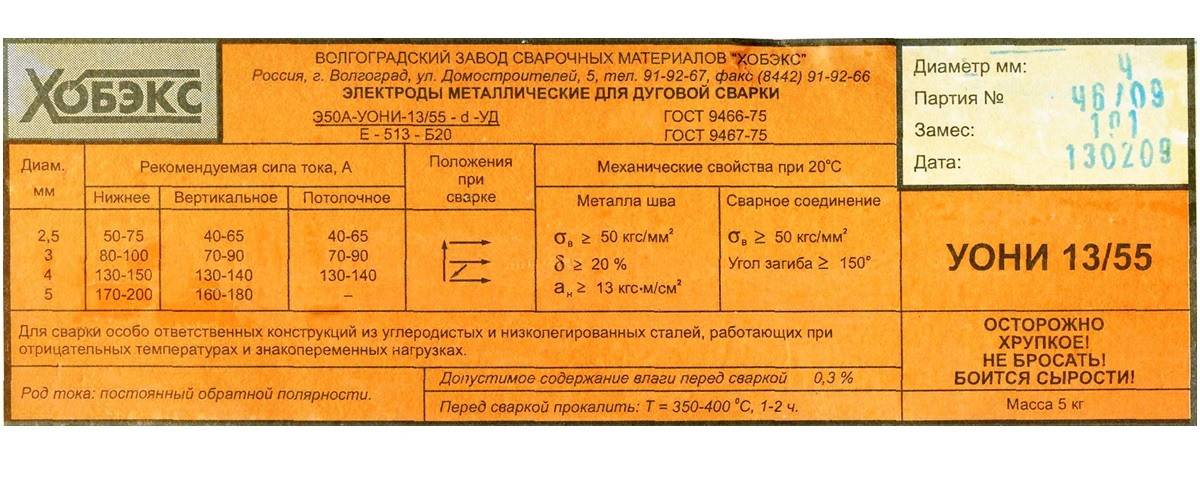
Величина сварочного тока электродов «УОНИ-13/55»
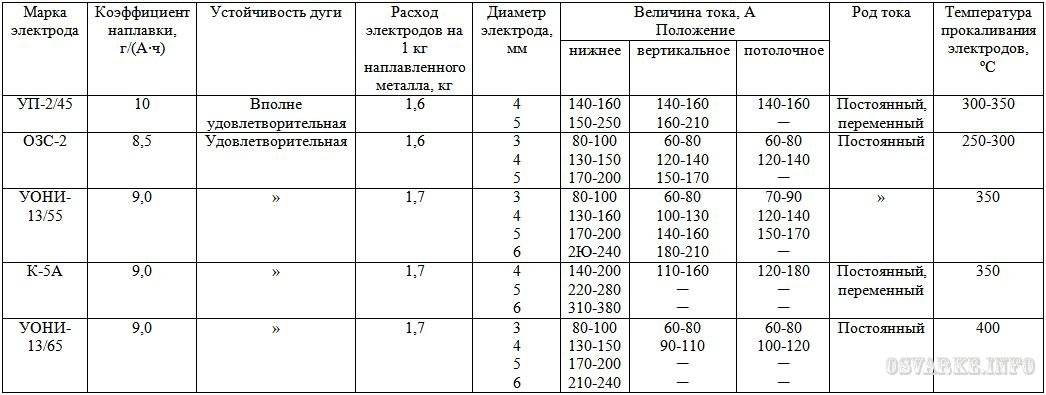
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Применение
Наплавка электродом— это непростой процесс. И здесь недостаточно просто правильно подобрать электроды
Важно понимать принцип этой технологии и знать особенности
Исходя из оглавления вы могли понять, что наплавка — это формирование дополнительного слоя (или нескольких слоев) на поверхности уже существующего шва. Это действительно так. Но что насчет количества слоев? Это сложный вопрос, на который нельзя дать однозначный ответ.

Количество слоев зависит от многих факторов: типа металла, эксплуатационных условий, применяемой марки электродов и пр. Некоторые марки нельзя использовать для формирования более одного слоя, например. Поэтому каждый случай индивидуален и вам поможет только опыт проб и ошибок.
Наплавляемый вами слой не должен быть глубоким. Помните, что этот метод совершенно отличается от привычного формирования сварного шва
Здесь важно, чтобы наплавленный металл не начал смешиваться с основным. Зачастую металлы все же перемешиваются, но постарайтесь избежать этого
Следите, чтобы шов под наплавочным слоем не деформировался и не коробился. Не нужно наплавлять «с запасом». Количество наплавленного металла на поверхности шва должно быть умеренным. Чтобы не было деформаций наплавляйте металл небольшими отрезками. Наплавку каждого последующего валика проводите с противоположной стороны.
Не забывайте подготавливать металл перед наплавкой. На поверхности шва не должно быть грязи, краски или следов масла. Очистите поверхность и обезжирьте.
Если вы будете соблюдать эти несложные рекомендации, то сможете получить плотный качественный шов без деформаций и дефектов. Помните, что ваша цель — улучшить уже имеющийся сварной шов, а не усугубить положение. Шов должен стать эстетичнее, прочнее и качественнее предыдущего. Ведь в этом и заключается вся суть наплавки как технологии.
Как правильно варить, особенности процесса сварки, теория и практика
Прежде чем выполнять сварку электродами УОНИ новичкам следует набраться практического опыта, например, чаще варить электродами с рутиловой обмазкой. Иначе, кроме проблем с зажиганием дуги и залипанием электрода, при формировании шва ничего хорошего не получится
Навыки зажигания дуги легким ударом конца электрода о поверхность свариваемого металла или чирканьем конца наподобие воспламенения спички также приобретаются на практике.Важно. Хороший шов возможно получить после прокаливания электродов (при температуре около 350°С в течение часа) и на зачищенной от ржавчины поверхности
Можно ли варить на инверторе, марки для инверторной сварки
Расходные материалы УОНИ находятся в полной гармонии с инверторной технологией. Применять лучше инверторные аппараты с высоким показателем напряжения холостого хода, будет меньше проблем с зажиганием дуги на повышенной силе тока.







Ручная сварка вертикального шва
Сварка вертикального шва трудна тем, что расплавленная масса под действием силы гравитации стремится стечь вниз. Задача сварщика не допустить этого. Сварщик, владеющий навыками работы с электродами марки УОНИ, выполнит главное условие: будет держать стабильную дугу на минимальном расстоянии от конца стержня до зеркала сварочной ванны.

Требуется соблюдать некоторые технологические особенности:
- следует выбирать оптимальное соотношение между скоростью движения электрода и токовой нагрузкой;
- диаметр расходника должен с небольшим зазором вписываться в ширину разделки сварочного шва. Это позволит выполнять движение расходником из стороны в сторону, для уменьшения возможности стекания расплава.
Подходят ли для чугуна
Имеется практический опыт ремонта чугунных деталей (слесарных тисков, небольших корпусов и других) с помощью электродов марки УОНИ 13/55. Сварку деталей следует производить в нагретом состоянии, а охлаждение после окончания процесса должно быть максимально медленное.
Важно. Нагрев выдерживать в районе 300°С, более поднимать температуру нельзя, возникают структурные превращения в чугуне, приводящие к трещинам
Почему липнут
Выделяются следующие основные причины залипания электродов:
- Использование в работе «сырых» (с большим процентом содержания в обмазке влаги).
- Неправильно подобрана сила сварочного тока. На заниженной величине электрод плохо зажигается, ее нужно увеличить.
- Человеческий фактор. Практический опыт здесь играет решающую роль, который не рекомендует устанавливать электрод вертикально под прямым углом к поверхности. Следует выдерживать наклон около 45° и учитывать степень разогрева металла стержня электрода и самой сварочной ванны.
Виды электродов и параметры
Сейчас на рынке встречаются 4 модели УОНИ: 13-45, 13-55, 13-65, 13-85. Они хороши для простой ручной сварки. Давайте разбираться в них подробнее.
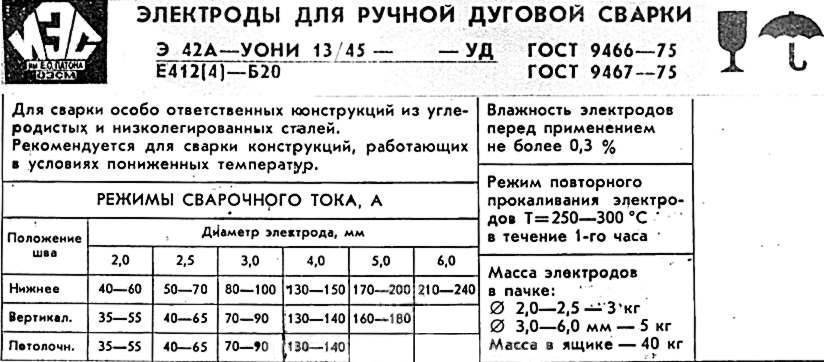
Уони 13-45
Этот вид нужен для варки элементов и конструкций, имеющих низкоуглеродистый и углеродистый состав. Швы, сделанные такими электродами будут иметь серьезный уровень пластичности. Покрытие электродов содержит карбонаты и элементы фтора. По своему составу, наплавленный металл соответствует обычной стали.
Данная модель электродов изготавливается по ГОСТу Э42А. Вот ее параметры:
- коэф. наплавки — 9,5 г/Ач;
- расход — 1,6 кг на 1 кг наплавленного металла;
- производительность — 1,3 кг/ч;
- диаметр — 2 — 5 мм.
Сварку рекомендуется вести только на короткой дуге. Полученные швы содержат небольшое количество водорода и стойки к появлению трещин.
Перед сваркой, электроды прокаливаются 50-60 минут при 400°С.
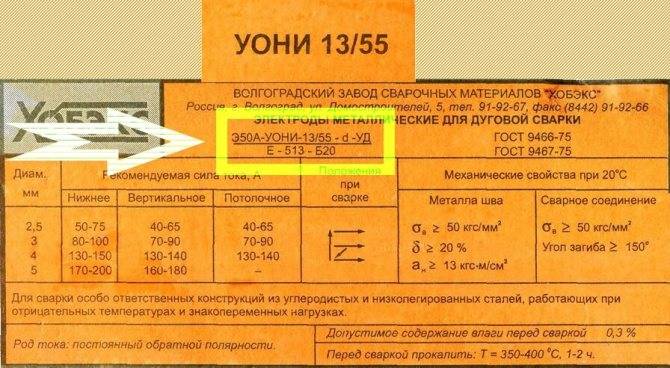
Уони 13-55
Эта модель электродов применяется при сварке различных швов. Они хорошо проявляют себя с низколегированными и высокоуглеродистыми составами. Работать электроды могут в разных направлениях, только не сверху-вниз. “13-55” покрыты марганцем, серой, углеродом и кремнием. Они отлично подходят для создания швов, имеющих повышенную стойкость к появлению трещин.
Модель производится по ГОСТу Э50А и имеет такие технические характеристики:
- коэф. наплавки — 9,5 г/А-ч;
- расход — 1,7 кг на 1 кг наплавленного металла;
- производительность — 1,4 кг/ч;
- диаметр — 2 — 5 мм.
Швы, полученные при варке этими электродами, отличаются небольшим содержанием водорода. Они отлично проявили себя в работе при большом минусе. Их активно используют в Арктике.
Сварка производится на короткой дуге по зачищенным кромкам. Перед работой, электроды нужно прокалить 1-2 часа при температуре около 370°С.
Уони 13-65
Эти модели нужны для конструкций с дополнительными требованиями. Варить можно в любом положении, кроме вертикального. Электроды рассчитаны на низкие температуры.
Модель производится по ГОСТу Э60 и имеет такие параметры:
- коэф. наплавки — 9,5 г/А-ч;
- расход — 1,6 кг на 1 кг наплавленного металла;
- производительность — 1,4 кг/ч;
- диаметр — 2 — 5 мм.
Швы имеют малое содержание водорода и не подвержены растрескиванию. Сварку следует вести на короткой дуге по зачищенным краям. Перед эксплуатацией следует прокалить электроды пару часов при 270 — 300°С.

Уони 13-85
Эта модель используется для конструкций из легированной стали. Варить можно по всем направлениям. Главным условием является постоянный ток.
Электроды изготавливаются по ГОСТу Э85 и имеют характеристики:
- коэф. наплавки — 10 г/А-ч;
- расход — 1,6 кг на 1 кг наплавленного металла;
- производительность — 1,6 кг/ч;
- диаметр — 2, 2,5, 3, 4, 5 мм.
Модель рассчитана на работу при жестком температурном режиме. Металл шва получается стойким к влаге и нагрузкам, а также содержит малое количество водорода.
Варить следует на короткой дуге. Перед работой, электроды следует прокалить полтора-два часа при 270°С.
Виды покрытий
Электроды для сварки подбираются так, чтобы материал стержня максимально точно совпадал со свариваемым металлом. Только так можно получить качественный шов с равномерной структурой, повышающей его прочность
Не менее важной является обмазка, которая должна обеспечить стабильную дугу, равномерное плавление сварочной ванны и защитить ее от внешних факторов. Некоторые составы даже позволяют варить по ржавой или масляной поверхности без предварительной подготовки. Различают несколько видов:
Различают несколько видов:
- Кислое маркируется буквой А. Композиция состоит из кремния, марганца, титана, оксидов железа и других элементов. Преимущество обмазки – отсутствие порообразования в шве даже на ржавых заготовках или при наличии окалины. Основной недостаток покрытия – высокий риск появления горячих трещин при сваривании. Электроды с кислой обмазкой хорошо работают на постоянном и переменном токе, применяются для нижних швов. Такой тип используется для марок Э-42 и Э-38.
- Основное, или флористо-кальциевое, которое обозначается буквой Б. Используется для ручной дуговой сварки. Состоит из шлаковой основы с добавлением карбоната кальция, фтористого калия и минералов, которые выделяют защитный газ. Основная обмазка отличается высоким процентом шлакообразования, а наплавленный металл содержит малую часть водорода, потому что отсутствуют органические соединения-поставщики. Наплавляемый металл окисляется слабо, что снижает риск образования трещин. По сравнению с рутиловым покрытием обеспечивается высокое сопротивление сероводородному растрескиванию, поэтому электроды с такой обмазкой успешно применяют для соединения трубопроводов. Работают от постоянного тока обратной полярности.
- Рутиловое маркируется буквой Р. Считается универсальным и самым распространенным. В составе обмазки около половины занимает рутил (двуокись титана), а также ферромарганец, карбонаты и жидкое стекло. Небольшой процент кремния и кислорода снижает риск образования горячих трещин. Наплавленный металл имеет высокий показатель ударной вязкости. Газ от сгорания карбонатов и органических материалов защищает сварочную ванну. Наплавленный металл склонен к образованию окислов под воздействием пара или углекислого газа. При соблюдении режимов содержание водорода минимальное, что исключает появление пор. Сварные швы получаются качественными.
Электроды с рутиловым покрытием перед началом работы необходимо прокаливать, что повысит качество шва. Такие расходные материалы позволяют накладывать шов по ржавчине. Отличаются чувствительностью к температуре и повышенным режимам, что приводит к браку.
Технические характеристики рутилового слоя превосходят основной и кислый. Стержни легко поджигаются и работают во всех пространственных положениях.
- Целлюлозное с маркировкой Ц. Характеризуется самым высоким содержанием органических компонентов: целлюлозы, талька, рутила и ферромарганца. Готовый шов по химическому составу соответствует спокойным (с) и полуспокойным сталям (пс). Отмечается большое количество выделяемого водорода и разбрызгивание металла. При односторонней сварке наплавляемый валик ложится равномерно. Обмазка используется в марках Э-46 и Э-50. Электроды отличаются производительностью и позволяют сваривать в вертикальном пространственном положении. Применяются для сварки трубопроводов.
- Смешанные и прочие покрытия П: кисло-рутиловое (АР), рутилово-целлюлозное (РЦ), рутиловое с железным порошком (РЖ), рутилово-основное (РБ).
Несмотря на отличие свойств и составов, у электродов есть общие характеристики:
- Толщина наносимого покрытия должна составлять 1/3 общей толщины.
- Степень влагопоглощения, от которого зависит необходимость в предварительной просушке.
- Температура горения, влияющая на легкость поджига дуги.
Как наносится покрытие
Технология нанесения одинакова для всех видов. Толщина покрытия зависит от сечения стержня электрода. Работы ведутся на специальном станке в автоматическом цикле, что обеспечивает высокую производительность. Твердые фрагменты подсушиваются и измельчаются. Компоненты просевают для отделения однородной фракции нужного размера. Смесь обжигают, чтобы вышла сера. Потом она поступает в смеситель, где соединяется с жидкими компонентами. На завершающей стадии стержни погружаются в готовую смесь.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.


Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.
Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа
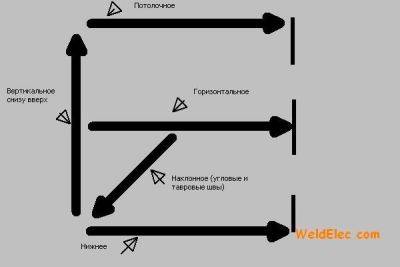
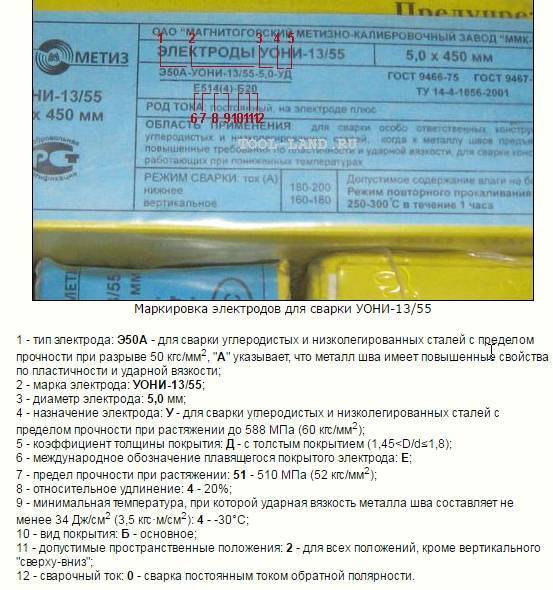
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.