Определение шага резьбы
Удобное определение шага винтовой нарезки производится специальными калиброванными шаблонами — резьбомерами. Устройство выполнено в виде набора пластинок с вырезанными профильными зубцами имитирующих профиль резьбы соответствующих размеров. На каждом шаблоне указана величина межвиткового размера, соответствующего при полном совпадении с измеряемым профилем витков крепёжного элемента.

Резьбовые шаблоны
Прикладыванием зубчатой пластинки в профиль резьбовых витков подбирают пластинку, зубцы которой будут полностью совпадать. Для удобной идентификации полного совпадения зубцов шаблона с витками опытную пару просматривают на против источника света.

Определение шага резьбы шаблоном
При отсутствии шаблонов шаг можно определить имеющимися в наличии измерительными приборами линейками штангенциркулем или изготовленным шаблоном самостоятельно.

Замер нескольких ниток линейкой
Крупные шаг можно измерять обычной миллиметровой линейкой. При определения более мелкого шага, осуществляя визуальный контроль измерения, можно использовать увеличительное стекло. Естественно мелкие виды резьбы на маленьком сечении миллиметровой линейкой измерять шаг будет сложней.

Замер нескольких ниток
При определении шага мелких резьб простым действенным приёмом есть измерение длинны сразу нескольких шагов ниток резьбы. Проще всего измерение сделать штангенциркулем. Определив длину нескольких шагов, величину одного шага определяют делением на число ниток, захваченных штангенциркулем при измерении. Также для облегчения проведения замера можно пользоваться приёмом оттиска профиля резьбы на бумаге при предварительном окрашивании резьбы детали маркером или любым другим способом.
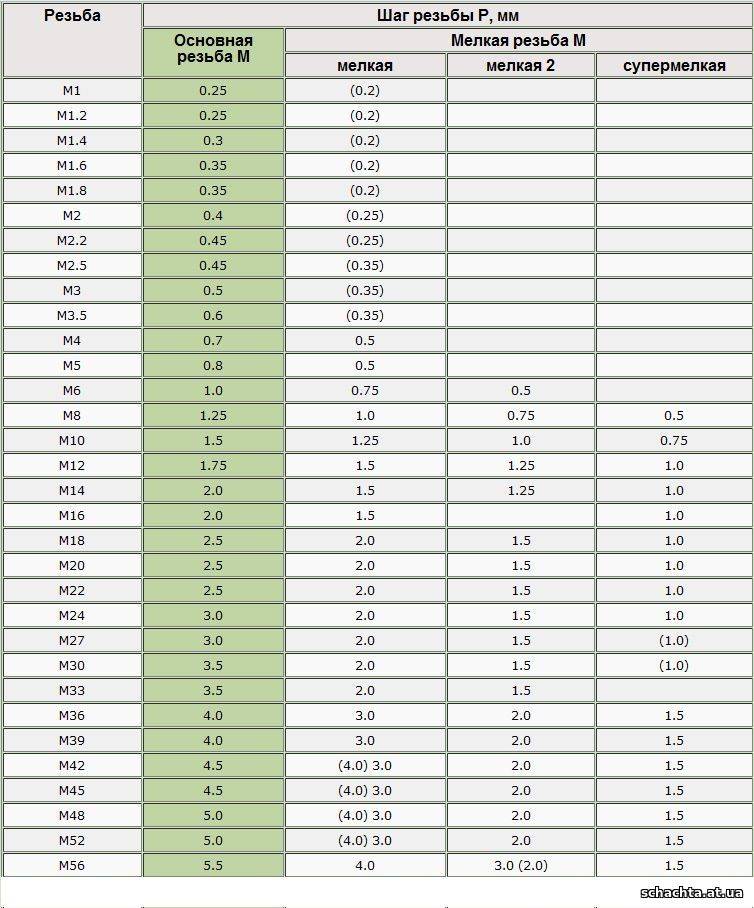
Например, вы при измерении длинны 10 ниток резьбы получили результат 4 мм. Делим 4:10 получаем шаг резьбы 0.4 мм. При соответствии наружного диаметра 2 мм, к данному шагу, согласно таблице основных шагов метрических резьб, измерение показывает, что данный крепёж имеет стандартную метрическую резьбу марки М2.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | Н*м*Фунт силы-фут** |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Цилиндрическая дюймовая резьба
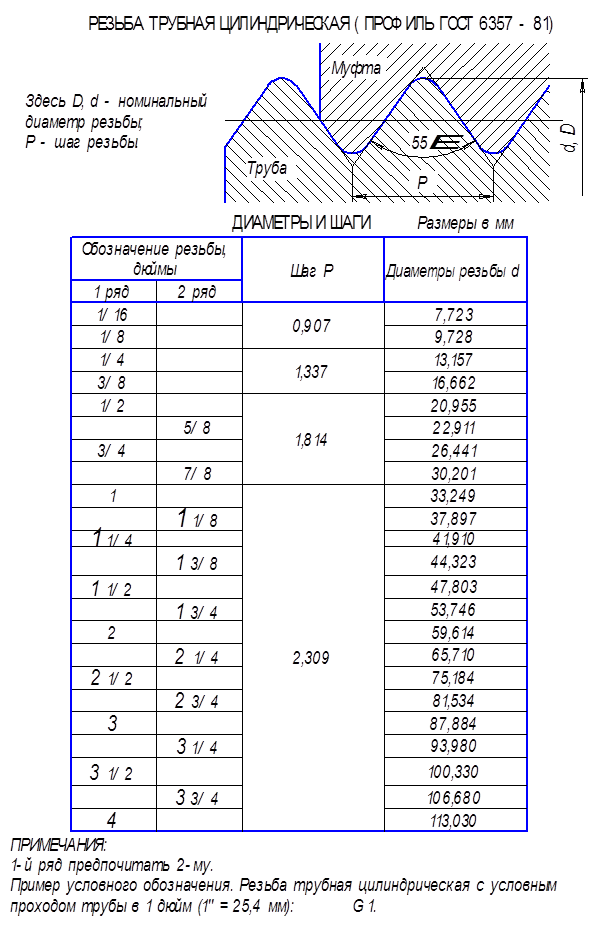
Согласно ГОСТ наружный или внутренний диаметр не изменяется на протяжении всего нарезанного участка. Наносится на крепеж различного диаметра. Позволяет выполнить надежное соединение деталей одинакового размера.Технические характеристики обозначены в ГОСТ 6357-81.
Сечение профиля представляет собой равнобедренный треугольник. Боковые стороны расположены под углом 55 градусов по отношению друг к другу. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок. Для определения размеров производители наносят на изделия следующие обозначения:
- G — резьба дюймовая цилиндрической конфигурации;
- 1, 2, 3 –обозначение класса точности;
- A, B — расположение резьбы. Наружная или внутренняя;
- LH –обозначение левостороннего направления витков.
После буквы “G” производители указывают обозначение внутреннего диаметра в дюймах. Учитывая эти обозначения, удается быстро определить требуемые размеры.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
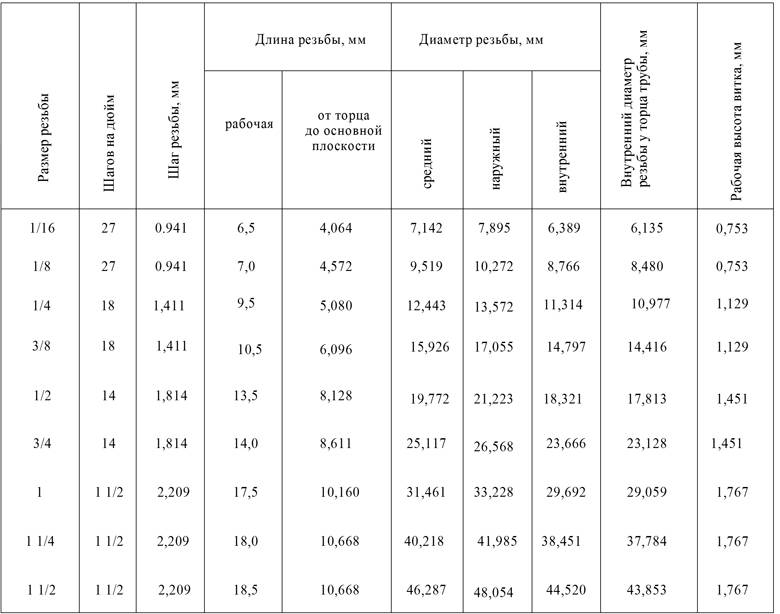
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
 Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.






Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.  Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Резьба по ОСТ-266
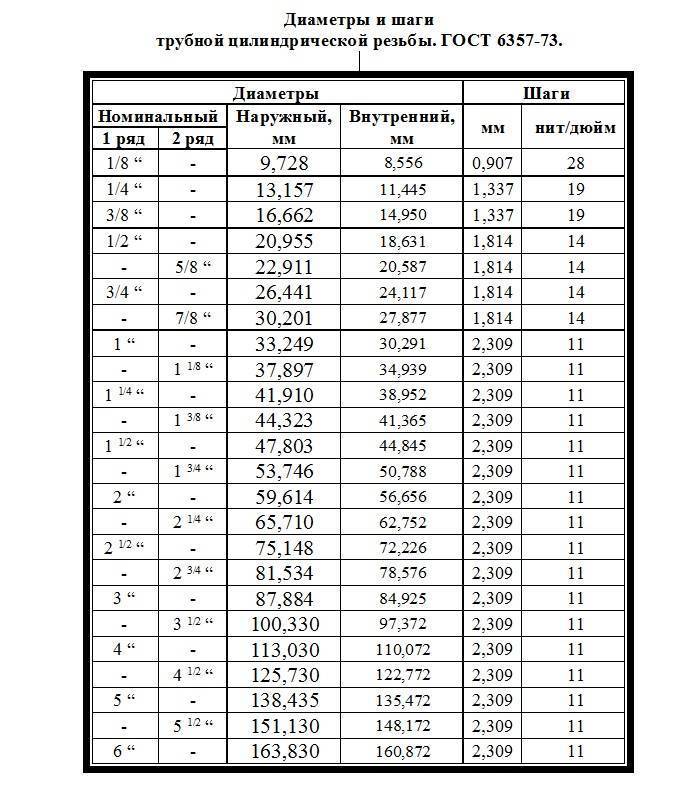
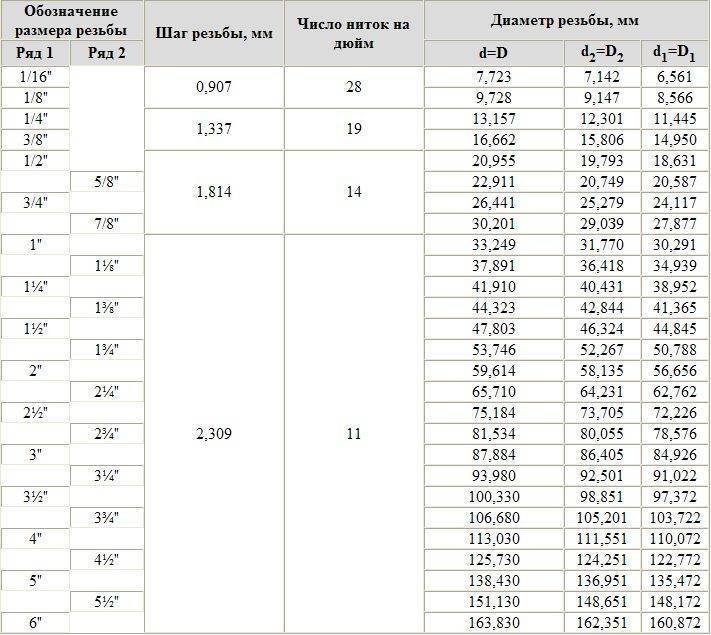
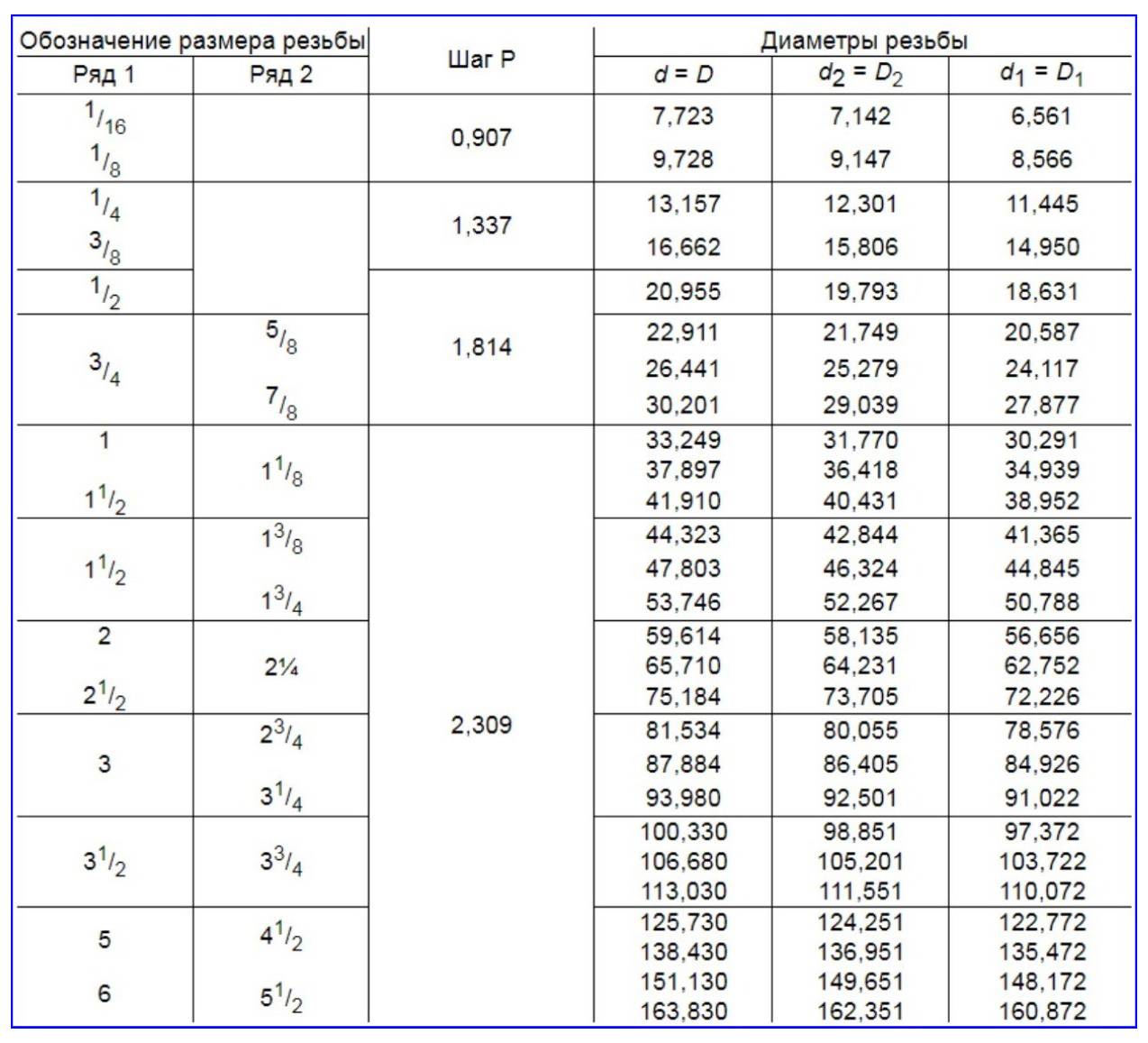
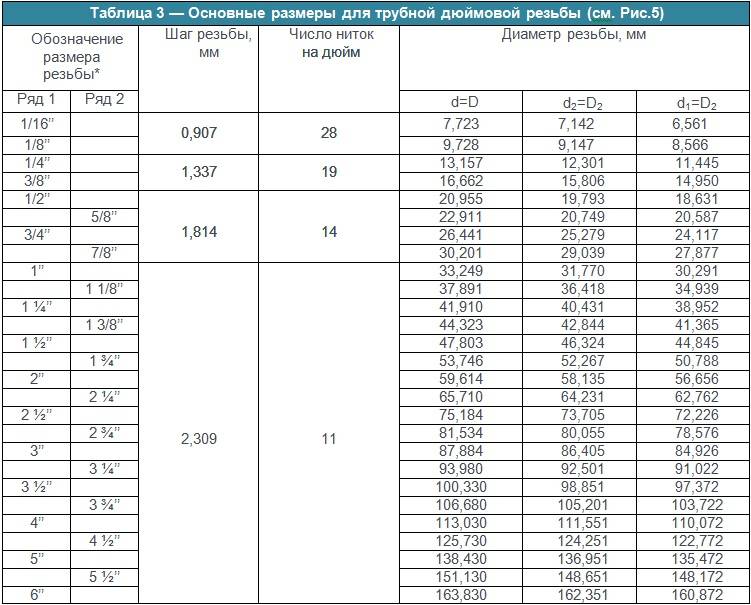
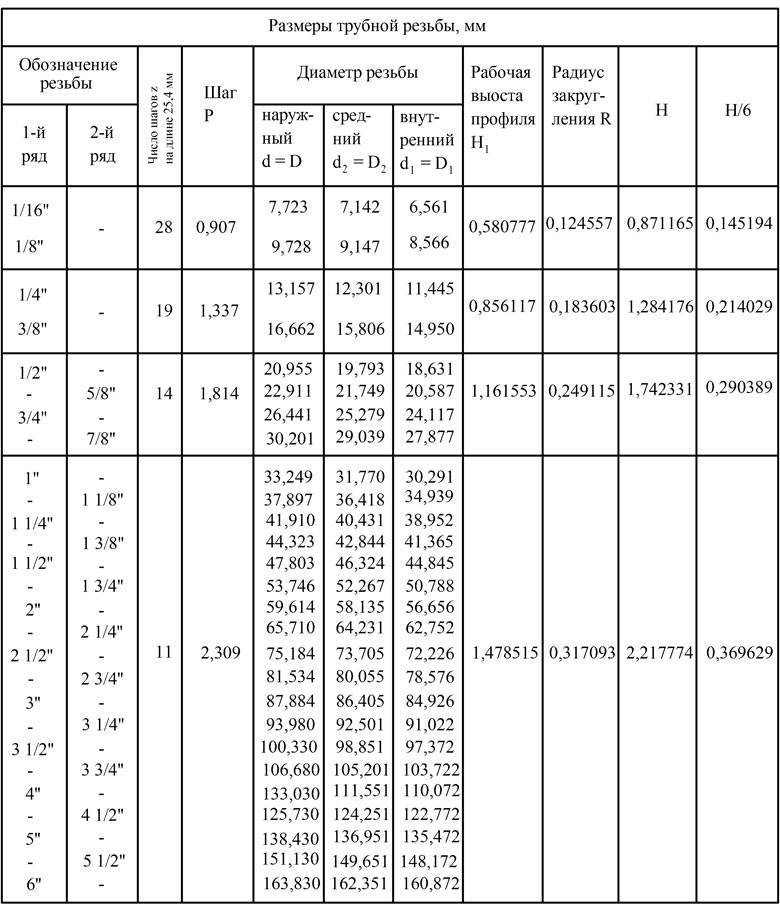
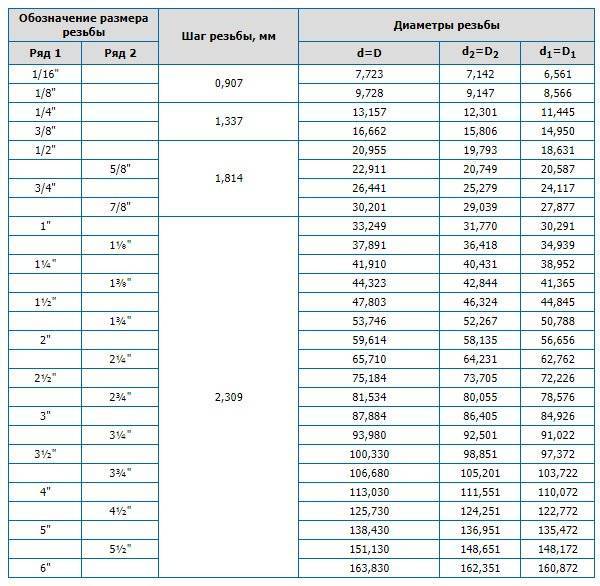
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
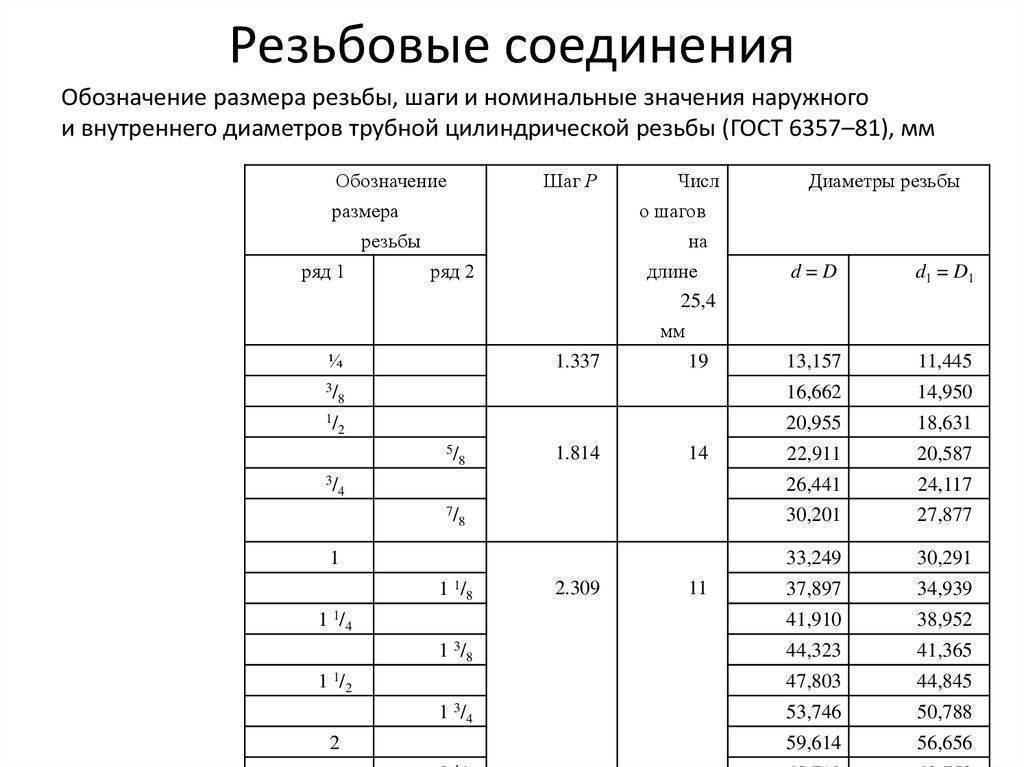
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.

При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.

Трубная дюймовая резьба
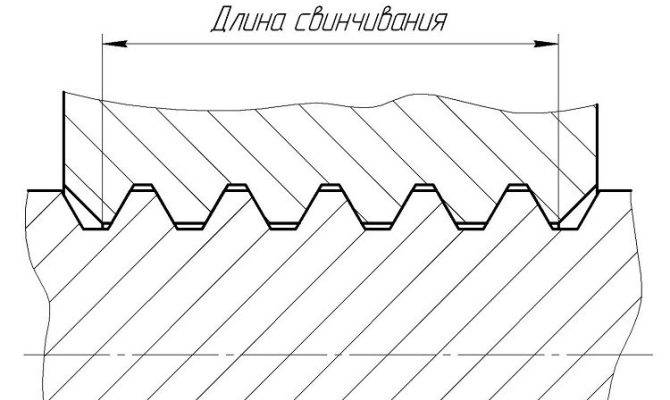
В сантехнике дюймами обозначают длину металлических соединительных частей с чередующимися крепежными бороздками и выступами. В отличие от метрической системы, угол при вершине витков в большинстве случаев равен 55°. Впадины и гребни закругляются, как показано на чертеже ниже.
Обозначение элементов зависит от их диаметра и материала, т. к. в разных системах снабжения измеряемые параметры деталей отличаются. В металлических трубопроводах принято указывать внутренний диаметр, а в пластиковых – наружный. При покупке фитингов нужно учитывать, какой из размеров следует определять (значения можно узнать из приведенной ниже таблицы).
| Наименование материала | Внутренний диаметр, мм | Диаметр нарезки, дюйм | Наружный диаметр, мм |
| Металл | 15 | 1/2 | 20 |
| 20 | 3/4 | 26 | |
| 25 | 1 | 32 | |
| Металлопластик | Зависит от толщины стенок | 1/2 | 16 |
| 3/4 | 20 | ||
| 1 | 26(25) | ||
| Полипропилен (ПП) | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 | ||
| Полиэтилен | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 |
Для резьбового монтажа труб используют закругленные впадины и торцы витков.
Трубная нарезка может быть разной:
- Американская типа UTS. Подразделяется на несколько видов: UNF, UNEF, UNC. Все они отличаются расстоянием между витками. Угол у вершины гребня составляет 60°.
- Английская типа BSV. Это крепеж с мелким шагом, угол при вершине равен 55°.
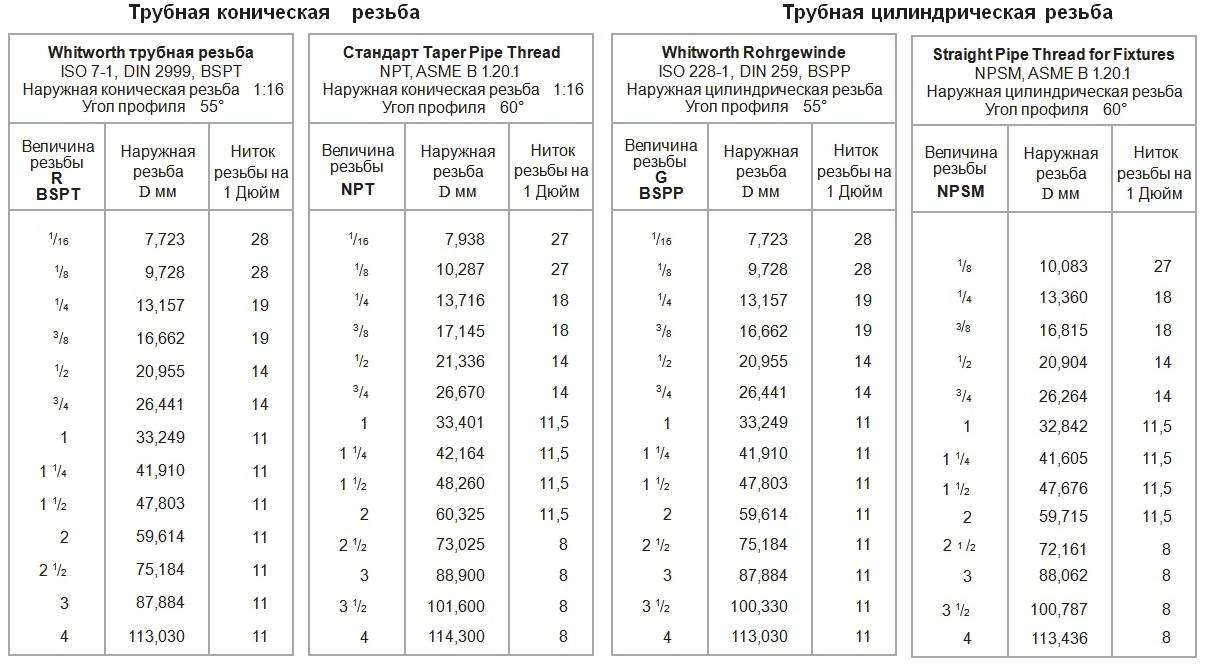
- Коническая NPT.
- Цилиндрическая типа NPS.

Трубная нарезка подразделяется на разные виды.
Два последних вида нарезки соответствуют ГОСТ 6111-52 и имеют угол при вершине витков в 60°.
Международное наименование цилиндрической резьбы – G, конической – R.
2 Определение размеров трубы – вычисление шага и диаметра
Для максимально точного определения шага и нужного диаметра трубной резьбы, учитывая сложную систему исчисления по ГОСТ 6357-81, необходимо использовать специальные приборы. Среди наиболее распространенных приборов выделяют калибр, резьбомер, микромер, штангенциркуль. Если у вас есть таблица параметров, вы можете взять специальное приспособление – штуцер или муфту с нарезанными на них калибровками, значение которых вам известно.
 Для труб используются две основные размерности
Для труб используются две основные размерности
Еще более простым способом является использование стандартного резьбомера. Этот прибор состоит из набора измерительных пластинок, которые прикладываются к резьбовым канавкам с внешней или с внутренней стороны, после чего определяется необходимая величина по номеру пластинки на резьбомере. С помощью микрометра или штангенциркуля получится измерить только наружный диаметр трубной резьбы, но этого иногда достаточно для определения шага и дюймовых величин. Для строительства бытовых трубопроводов из труб с дюймовым типом соединения на сегодняшний день используются две основных размерности:
- Диаметр – 1/2 или 3/4 дюйма с шагом 1,814 мм или 14 ниток;
- Диаметр – 1, 1 и 1/2, 1 и 1/4, 2 дюйма при шаге, равном 2,309 мм или 11 ниток.
При этом дюймовое соединение в трубопроводах используется только на металлических и пластиковых трубах небольших и средних размеров. Во всех остальных случаях рекомендуется применять сварочный тип соединения для повышения надежности на стыках. Таким образом, для определения способа соединения трубопровода необходимо использовать несколько таблиц, включая таблицу размеров самой трубы.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов. Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.





Как определить шаг?
Для измерения шага дюймовой резьбы используют специализированные приспособления и таблицы. Они позволяют точно определить расстояние между витками или канавками.
В случае, когда специального инструмента и таблиц нет в наличии, можно приблизительно определить шаг дюймовой резьбы болта. Наилучшим способом для этого является подбор гайки с заведомо известными параметрами. Если резьбовой элемент накручивается легко, значит размеры болта соответствуют крепежу с внутренней резьбой. При затрудненном накручивании подбирают другую гайку. Так удается определить шаг без специальных приспособлений и таблицы.
Возможно проведение расчетов с помощью простой линейки. С работой справится человек, имеющий минимальные технические знания и навыки. Потребуется измерительный инструмент со шкалой в дюймах.
Для замера совмещают первый виток с нулевой отметкой линейки. Далее считают количество выступов в пределах 1 дюйма. Для определения шага без таблицы полученное расстояние делят на количество выступов. Таким образом, с помощью несложных математических расчётов удается определить шаг наружной дюймовой резьбы.
Для определения шага между витками на внутренних поверхностях без таблицы и инструмента на выступы наносят краситель. После этого укладывают внутри отверстия небольшой отрезок бумаги и прижимают к гребням. По образовавшемуся оттиску проводят расчеты шага с помощью линейки.
Следует учитывать, что таким образом можно получить приблизительное значение. Для более точных измерений шага используют специальный инструмент и таблицы.
Как обозначить резьбу в Автокаде
Чтобы нарисовать болт с метрической резьбой в Автокаде обычно используют интерфейс 3D-моделирования. С помощью команды «Условное обозначение резьбы» можно получить необходимый чертеж с нужными параметрами. При моделировании в 2D наружную резьбу проще чертить набором линий — для этого выбираем в верхней командной строке иконки «Отрезок» или «Спираль» и чертим также, как делали бы это не листе ватмана.
Лайфхак
Лайфхак: чтобы сократить время на вычерчивание, используйте библиотеки резьбовых соединений, которые выставлены в сети «Интернет». Библиотека называется «Сервисные инструменты», далее «Отверстия и резьбы».
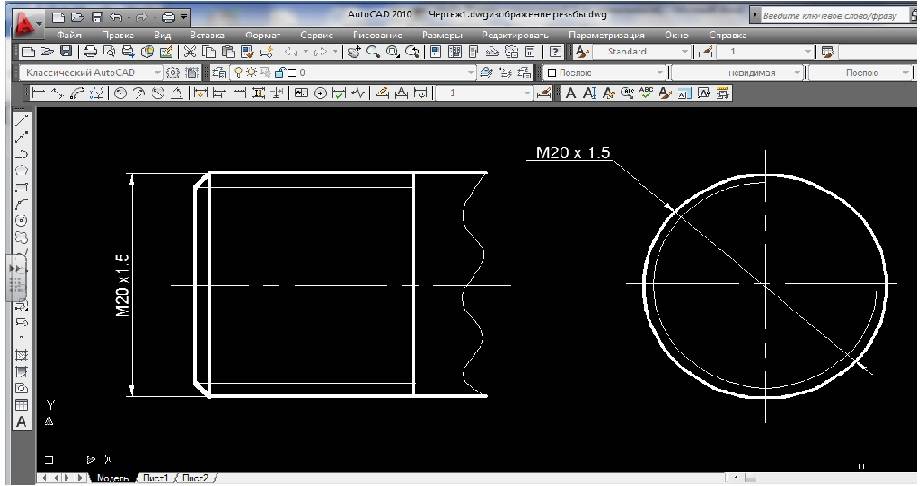 Рисунок 7. Как обозначить резьбу в Автокаде
Рисунок 7. Как обозначить резьбу в Автокаде
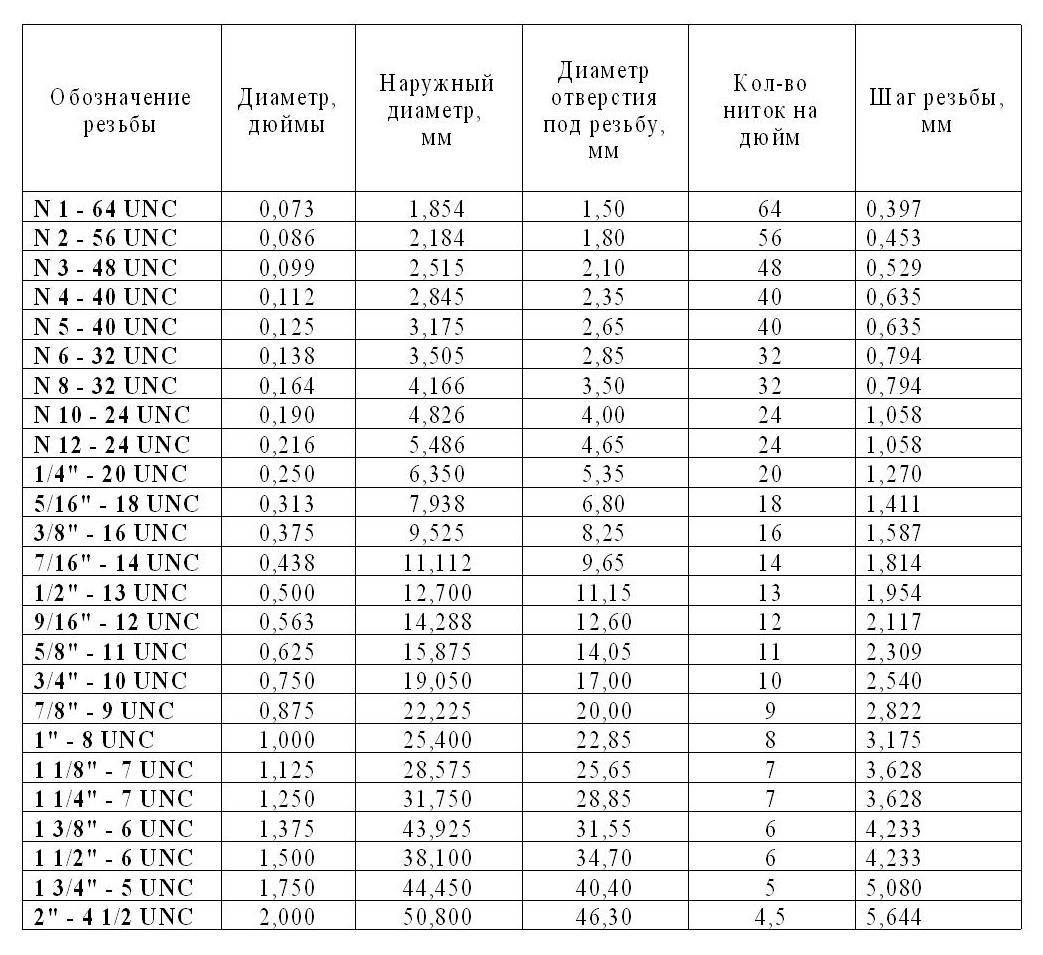
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках. 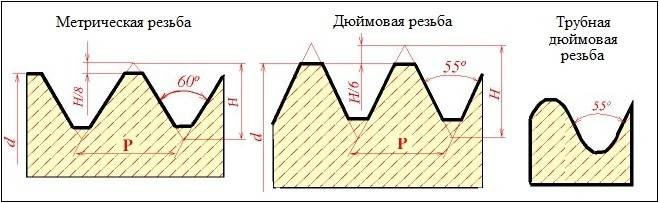 Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Таблицы переводов дюймовых размеров в метрические. Резьба размер: таблица метрических и дюймовых резьб
Таблица перевода дюймовых размеров в метрические
| дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. |
|---|---|---|---|---|---|---|---|---|---|
| — | — | 1 | 25,4 | 2 | 50,8 | 3 | 76,2 | 4 | 101,6 |
| 1/8 | 3,2 | 1 1/8 | 28,6 | 2 1/8 | 54,0 | 3 1/8 | 79,4 | 4 1/8 | 104,8 |
| 1/4 | 6,4 | 1 1/4 | 31,8 | 2 1/4 | 57,2 | 3 1/4 | 82,6 | 4 1/4 | 108,8 |
| 3/8 | 9,5 | 1 3/8 | 34,9 | 2 3/8 | 60,3 | 3 3/8 | 85,7 | 4 3/8 | 111,1 |
| 1/2 | 12,7 | 1 1/2 | 38,1 | 2 1/2 | 63,5 | 3 1/2 | 88,9 | 4 1/2 | 114,3 |
| 5/8 | 15,9 | 1 5/8 | 41,3 | 2 5/8 | 66,7 | 3 5/8 | 92,1 | 4 5/8 | 117,5 |
| 3/4 | 19,0 | 1 3/4 | 44,4 | 2 3/4 | 69,8 | 3 3/4 | 95,2 | 4 3/4 | 120,6 |
| 7/8 | 22,2 | 1 7/8 | 47,6 | 2 7/8 | 73,0 | 3 7/8 | 98,4 | 4 7/8 | 123,8 |
Параметры дюймовых резьб
| Наружный диаметр подсоединяемой трубы | Номинал резьбы SAE | Номинал резьбы UNF | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Шаг резьбы | ||
| мм | дюйм | мм | ниток/дюйм | ||||
| 6 | 1/4»» | 1/4»» | 7/16»»-20 | 11,079 | 9,738 | 1,27 | 20 |
| 8 | 5/16»» | 5/16»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 10 | 3/8»» | 3/8»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 12 | 1/2»» | 1/2»» | 3/4»»-16 | 19,012 | 17,33 | 1,588 | 16 |
| 16 | 5/8»» | 5/8»» | 7/8»»-14 | 22,184 | 20,262 | 1,814 | 14 |
| 18 | 3/4»» | 3/4»» | 1»»-14 | 25,357 | 23,437 | 1,814 | 14 |
| 18 | 3/4»» | — | 1»»1/16-14 | 26,947 | 25,024 | 1,814 | 14 |
| 20 | 7/8»» | — | 1»»1/8-12 | 28,529 | 26,284 | 2,117 | 12 |
| 22 | 7/8»» | 7/8»» | 1»»1/4-12 | 31,704 | 29,459 | 2,117 | 12 |
| 22 | 7/8»» | — | 1»»3/8-12 | 34,877 | 32,634 | 2,117 | 12 |
| 25 | 1»» | 1»» | 1»»1/2-12 | 38,052 | 35,809 | 2,117 | 12 |
Медные жилы, проводов и кабелей
| Сечение токопроводящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 29 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
Размеры дюймовой резьбы
ОСТ 1260
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 3/16 | 4,762 | 4,085 | 3,408 | 1,058 | 24 |
| 1/4 | 6,350 | 5,537 | 4,724 | 1,270 | 20 |
| 5/16 | 7,938 | 7,034 | 6,131 | 1,411 | 18 |
| 3/8 | 9,525 | 8,509 | 7,492 | 1,588 | 16 |
| 1/2 | 12,700 | 11,345 | 9,989 | 2,117 | 12 |
| 5,8 | 15,875 | 14,397 | 12,918 | 2,309 | 11 |
| 3/4 | 19,05 | 17,424 | 15,798 | 2,540 | 10 |
| 7/8 | 22,225 | 20,418 | 18,611 | 2,822 | 9 |
| 1 | 25,400 | 23,367 | 21,334 | 3,175 | 8 |
| 1 1/8 | 28,575 | 26,252 | 23,929 | 3,629 | 7 |
| 1 1/4 | 31,750 | 29,427 | 27,104 | 3,629 | 7 |
| 1 1/2 | 38,100 | 35,39 | 32,679 | 4,233 | 6 |
| 1 3/4 | 44,450 | 41,198 | 37,945 | 5,080 | 5 |
| 2 | 50,800 | 47,186 | 43,572 | 5,644 | 4 1/2 |
ОСТ 266
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 1/8 | 9,729 | 9,148 | 8,567 | 0,907 | 28 |
| 1/4 | 13,158 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,663 | 15,807 | 14,951 | 1,337 | 19 |
| 1/2 | 20,956 | 19,794 | 18,632 | 1,814 | 14 |
| 5/8 | 22,912 | 21,750 | 20,588 | 1,814 | 14 |
| 3/4 | 26,442 | 25,281 | 24,119 | 1,814 | 14 |
| 7/8 | 30,202 | 29,040 | 27,878 | 1,814 | 14 |
| 1 | 33,250 | 31,771 | 30.293 | 2,309 | 11 |
| 1 1/8 | 37,898 | 36,420 | 34,941 | 2,309 | 11 |
| 1 1/4 | 41,912 | 40,433 | 38,954 | 2,309 | 11 |
| 1 3/8 | 44,325 | 32,846 | 41,367 | 2,309 | 11 |
| 1 1/2 | 47,805 | 46,326 | 44,847 | 2,309 | 11 |
| 1 3/4 | 53,748 | 52,270 | 50,791 | 2,309 | 11 |
| 2 | 59,616 | 58,137 | 56,659 | 2,309 | 11 |
Таблица перевода единиц
Перевод энергетических единицПеревод единиц давления
| 1 Дж = 0,24 кал | 1 Па = 1 Н/м*м |
| 1 кДж = 0,28 Вт*ч | 1 Па = 0,102 кгс/м*м |
| 1 Вт = 1 Дж/с | 1 атм =0,101 мПа =1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал/ч = 1,163 Вт | 1 PSI = 0,06895 бар = 0,06805 атм |
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.

Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.




Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Читать также: Как узнать обороты электродвигателя в домашних условиях
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.
1 Характеристики дюймовой и метрической трубной резьбы по ГОСТ
Согласно прописанным в документе ГОСТ 6357-81 нормам, цилиндрическая или дюймовая трубная резьба характеризуется такими основными параметрами, как диаметр и шаг. При этом диаметр высчитывается двумя способами:
- Внешний диаметр – это расстояние между верхней и нижней противоположными точками, которые лежат на гребнях резьбы.
- Внутренний диаметр – расстояние между верхней и нижней противоположными точками, которые лежат на впадинах или резьбовых канавках.
Высота профиля дюймовых труб с цилиндрической резьбой рассчитывается, исходя из разницы между внешним и внутренним диаметром соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТ( шаг резьбы) рассчитывается, как расстояние между соседними канавками или впадинами. Таким образом, шаг имеет всегда постоянное значение, вне зависимости от типа резьбового соединения, чтобы была возможность подобрать необходимый болт или гайку для крепления.
 Параметры трубной резьбы нормируются ГОСТ 6357-81
Параметры трубной резьбы нормируются ГОСТ 6357-81
Иногда дюймовую резьбу называют метрической. Такое сравнение неверно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба так же, как и дюймовая, характеризуется аналогичными основными параметрами, эти виды резьбового соединения отличаются по форме профиля. У дюймовых труб более подчеркнутый и острый резьбовой гребень с большим углом, нежели в метрических. Кроме того, диаметр и шаг резьбы метрического типа исчисляется в миллиметрах, тогда как дюймовый исчисляется в трубных дюймах.