Цепи для бензопилы. Как выбрать? Как устроена? Видео.

Лесорубов-профессионалов и новичков в этом деле отличает между собой то, что первые точно понимают, как определить качество бензопилы. Брать в расчет одну только мощность устройства смысла мало, так как определяющее значение имеет конфигурация режущего элемента. В случае с бензопилой, этим элементом является цепь, которая состоит из режущих, ведущих и соединительных звеньев. Режущее звено включает в себя ограничитель глубины и саму режущую часть, работа которого чем-то похожа на рубанок, то есть, толщина стружки зависит от того, насколько сильно будет выдвинута верхняя кромка. Ведущее звено берет на себя функцию вращения цепи по пазу и распределение смазывающего вещества, а соединительные звенья предназначены для того, чтобы соединить остальные элементы цепи между собой. Их конструирование происходит всегда под строгим углом, то же самое относится и к последующей заточке, так как малейшее изменение угла в ту или иную сторону приведет к тому, что бензопила не будет работать.
Первый раз подобные инструменты стали использоваться еще в 1920 году, но тогда зубья были плоскими и прямыми, что не могло не сказаться на конечном результате резки, да и работать с такой пилой было достаточно трудно. Определенный прорыв в данной области случился в 1947 году, когда был введен принципиально новый тип зубьев цепи — Г-образная форма позволила выполнять распил материала значительно быстрее, кроме того, процесс заточки зубьев упростился, поэтому неудивительно, что изобретение Джозефа Кокса, который и предложил такую идею, за короткий срок стало лидером продаж. Если рассматривать именно наши дни, то до нас дошел практически такой же вариант бензопилы, в основе которой лежит цепная система с серпообразным режущим профилем, для которого тип древесины не играет существенной роли.
Подготовительные работы
В пакетном варианте изготовления ножа из цепи, изделие подойдёт от различных механизмов: мотоцикла, автомобиля, велосипеда или бензопилы. Определившись со способом изготовления, необходимо подготовить инструмент и материалы:
- наковальня, два молота – большой и малый;
- печь или горн;
- тиски, УШМ с дисками различного назначения;
- тетраборная кислота (бура);
- гидравлический пресс;
- шлифовальный станок;
- сварочный аппарат, стальная цепь;
- пластина высокоуглеродистой стали;
- моторное масло и ёмкость с водой;
- дрель, деревянный брусок, эпоксидный клей;
- малярный скотч, наждачка разного зерна;
- пропитка для рукояти из натуральных масел.

Нож из цепи. Инструменты и материалы носят профессиональный характер. С самого начала озвучивалось – работа для опытных мастеров. Начинающим, не следует пробовать этот материал. Экспериментировать необходимо начинать с простых заготовок.
Инструкция по изготовлению ножа из цепи
Отличительной чертой процесса пакетной ковки, является работа с несколькими пластинами металла. Имея всё необходимое, нужно приступить к первичной проковке клинка:
- Отрезным кругом на УШМ, разрезаем цепь на несколько одинаковых по длине кусков. Сложив их в единую форму, при помощи сварки, «прихватываем» для получения цельной заготовки.
- К получившемуся прямоугольнику приваривается пруток, для удобства удержания. Разогрев печь, укладываем заготовку в неё и греем до 1100-1200 °С.
- Металл, достигнув ярко-красного оттенка, вынимаем и обильно посыпаем бурой. Это позволит надёжнее скрепить куски цепи между собой и избавиться от пустот в звеньях. Отправляем в печь для дальнейшего разогрева.
- Вынимаем в очередной раз, посыпаем бурой и быстро перемещаемся к прессу. При его помощи постепенно сжимаем заготовку со всех сторон. Следим за температурой, деталь остыла – опять в печь. Процесс, проделанный прессом, поможет избавиться от пустот в заготовке и сварить её кузнечной сваркой в монолит.
- Убедившись в достаточном сваривании, большим молотом расплющиваем заготовку в одну пластину. Остужаем изделие на воздухе, отрезаем с помощью УШМ пруток. И этим же инструментом располовиниваем пластину.
- Промеж получившихся половинок прокладываем углеродистую сталь, просыпав слои бурой. Аккуратно «прихватываем» сваркой, пруток возвращаем на место. Помещаем в печь, и греем до ярко-красного оттенка. Вынув пластины, проковываем большим молотом. Пластины должны свариться между собой ковочным методом.

Ножи из цепи бензопилы.
О размере шага
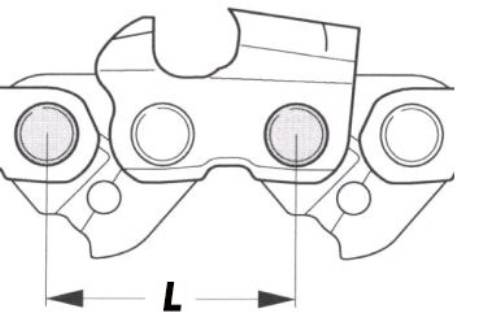
Главной характеристикой любой бензопильной цепи является её шаг, характеризующий расстояние между соседними зубьями. Для каждой модели пилы значение шага по умолчанию фиксированное и определяется характеристиками ведущей звёздочки и установленной шины. Поэтому просто так взять и поставить на свою мотопилу цепь с большим или меньшим шагом не получится. Для этого придётся менять и звёздочку с шиной. Но не всегда в этом есть смысл.
Безусловно, чем больше значение шага, тем выше производительность работы. Однако не следует гнаться за максимально возможной величиной – его следует выбирать с учётом мощности пилы:
- с увеличением шага возрастает скорость вращения цепи;
- увеличивается сопротивление древесины;
- возрастает нагрузка на двигатель.
В результате, если шаг не соответствует рабочим параметрам пилы, работа в таком режиме может привести к быстрому выходу инструмента из строя.
Кроме того, чем больше шаг пильной цепи, тем выше её агрессивность – она сильнее рвёт дерево. Одновременно увеличивается и ширина пропила. Удерживать и контролировать такой инструмент тоже будет намного сложнее.
Для удобства выбора все представленные на рынке варианты цепей стандартизированы под определённые размеры шага:
- 1/4 дюйма – самый маленький шаг, звенья расположены максимально близко друг к другу. Такая оснастка подходит для маломощных садовых пил.
- 325 дюйма – самый популярный вариант для пил начального класса мощностью в 3-3.5 л.с. Вибрации при пилении такой цепью минимальные, поэтому работа не утомляет, срез получается ровный, древесину пила не рвёт. Однако при длительной работе 0.325-дюймовые гарнитуры быстро тупятся.
- 3/8 дюйма – это оснастка для полупрофессионального и профессионального инструмента мощностью 4 л.с. Такой цепью можно без лишних усилий перепиливать средние по толщине стволы.
- 404 дюйма – гарнитура только для пил класса Профи, оснащаемых двигателями мощностью от 5.5 л.с. Таким инструментом можно пилить стволы любой толщины.
- 3/4 дюйма – достаточно редко встречающаяся размерность, предназначенная для пил с особо мощными двигателями.
Несколько слов о том, почему в большинстве случаев не следует перенастраивать пилу под цепи с меньшим или большим шагом. Если на маломощную пилу поставить гарнитуру с большими зубьями, то мощности и крутящего момента двигателя будет недостаточно для её протаскивания через дерево – крупная цепь будет встречать серьёзное сопротивление. Поэтому работа будет непродуктивной, а инструмент может попросту выйти из строя.
Не стоит и ставить цепи с мелким шагом на мощные профи-пилы. Их двигатель рассчитан на более крупную и агрессивную оснастку, поэтому зубцы будут просто проскальзывать, практически не касаясь дерева. Двигатель же ввиду отсутствия сопротивления будет работать практически на максимальных оборотах, что негативно отразится на его состоянии.
В быту же чаще всего используются цепи с шагом 0.325 дюйма. Их производительности достаточно для большинства садово-огородных работ, подходят они и для строительства загородного дома. Кроме того, у такой гарнитуры выше точность реза — она обратно пропорциональна шагу. Ещё одно преимущество таких цепей – меньшая вероятность отскока пилы.
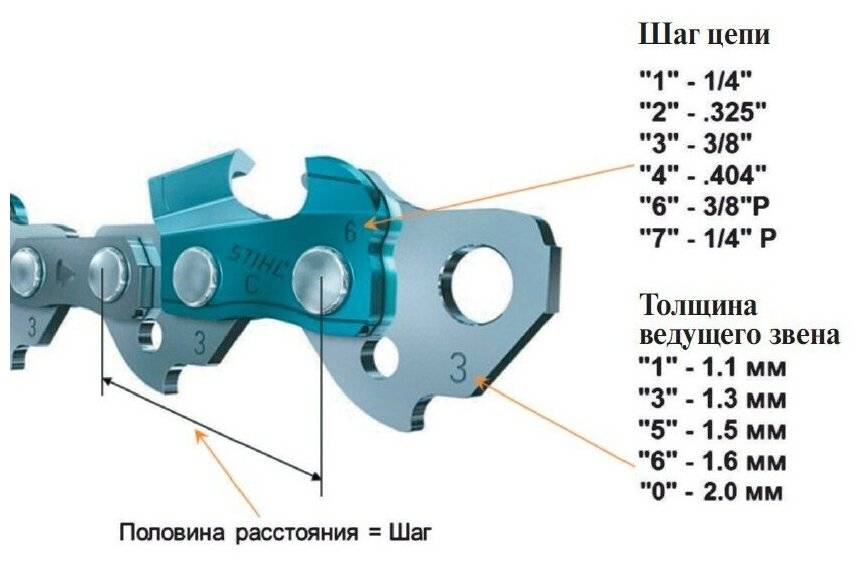
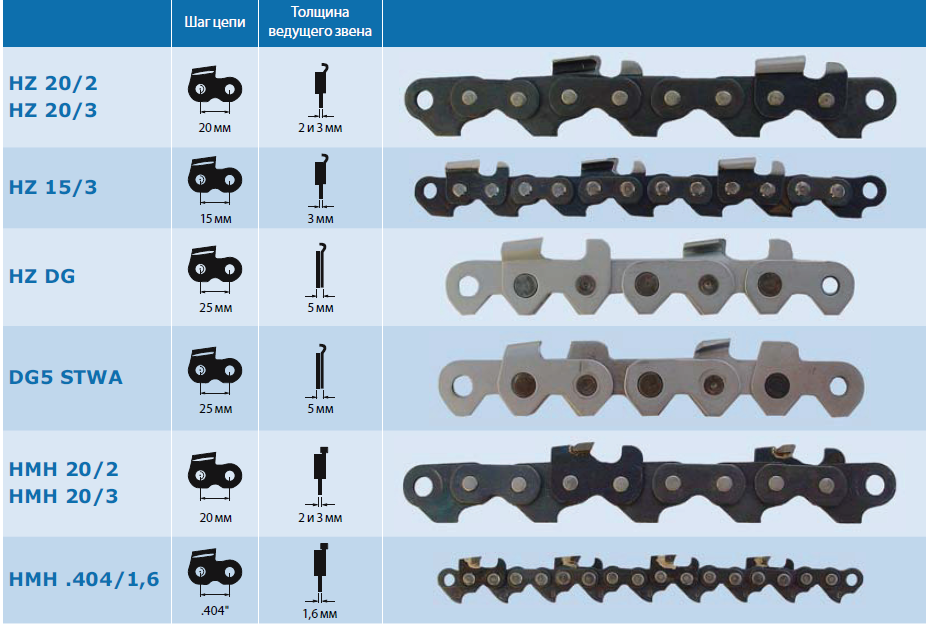
Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести:
- высокий уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка крупных деревьев).
Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются:
- низкий уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.

Разновидности и основные различия
Цепь с направляющей шиной – это сменное оборудование, а значит, например, решая, какая цепь для бензопилы штиль бюджетного класса лучше, можно рассматривать и резные элементы другого класса. Другими словами, владельцы бюджетных бензиновых цепных пил могут выбрать на свой инструмент долговечный пильный комплект, более износостойкий.








Пытаясь разобраться, какие цепи лучше для бензопилы, можно ориентироваться на отзывы владельцев разных силовых агрегатов. Можно поступить и иначе, обратившись к специалистам за профессиональной консультацией. Реально сделать верный выбор, ориентируясь на рейтинг и характеристики сменного оборудования. Чтобы подобрать идеальные комплектующие, которые не снижают производительность инструмента и становится причиной его неисправностей, учитывайте ряд критериев, по ним резной элемент отличается:
- качество материала, из которого изготовлена цепь;
- длина цепи;
- шаг цепи;
- толщина сменной гарнитуры;
- особенности паза;
- особенности звеньев (всего выделяют два типа).
По ряду характеристик фирменные и бюджетные цепи отличаются существенно. Тем не менее некоторым операторам достаточно мощных бюджетных бензиновых пил удается совмещать агрегат с совершенной пильной гарнитурой, выпущенной компаниями Орегон, Хускварна, Штиль. Если верить неофициальным данным, в последнее время на лидерские позиции в рейтингах потребительского спроса на такую продукцию, вышли модели компании Хаммер, а также Power Sharp.
Чем выше ценовой диапазон, тем больше вероятность, что фирменная цепь компенсирует технические несовершенства инструмента за счет улучшения результатов работы даже при выполнении сложных распиловочных работ, за счет увеличенного ремонтного ресурса, за счет стабильности ряда эксплуатационных характеристик.
Шаг зубьев цепи
Также, как высота зуба, шаг резца, применяемый на той или иной модели бензопилы, зависит от мощности инструмента. Шагом называют расстояния между зубьями. При этом, изменение в сторону увеличения шага, требует повышенной мощности силового агрегата. И наоборот, минимальный шаг зуба снижает нагрузку на ДВС, но и параллельно, производительность.
У всех сертифицированных изготовителей цепей существует установленная маркировка этого параметра (в дюймах). Так различают:
- 0,25;
- 0,325;
- 0,375 (чаще пишут 3/8);
- 0,404;
- 0,75.
Первый и последний не применяются в быту, так как при шаге в 0,75 требуется мощность силового агрегата свыше 6 л.с., а при 0,25 очень низкая скорость реза.
Чаще всего, для бытовых нужд, используется второй и третий вариант (0,325 и 0,375 соответственно). Ходовые бензопилы с номинальной мощностью от 3 до 4 л.с. обеспечивают необходимую производительность при использовании таких цепей.
В промышленных масштабах, при массовой валке леса, используются цепи с шагом 0,404. Это обеспечивает требуемую производительность при производстве работ. Такие цепи требуют мощности ДВС от 5 л.с.
Как проявляется необходимость заточки цепи
Если рабочие зубцы потеряли остроту либо неравномерно износились по высоте — работа такой бензопилой из удовольствия превращается в мучение.
Характерными признаками необходимости заточки цепи являются:
- снижение производительности;
- возрастание шума и вибрации при распиле;
- частые обратные толчки при заведении пилы в существующий пропил;
- образование мелкой по сравнению с обычной стружки;
- запах тлеющего дерева.
При проявлении этих признаков следует остановить работу и наточить цепь. Это можно сделать двумя методами.
Ручной способ заточки не требует полного снятия цепи с шины- достаточно ее ослабить. На затачиваемое звено устанавливают специальную оправку, задающую углы заточки рабочих поверхностей зубцов. С помощью круглого и плоского напильника, движущегося по направляющим, проводят заточку зубца. Далее оправку ослабляют и переставляют на следующее звено, повторяя операцию.
Точность заточки таким способом сильно зависит от квалификации и накопленного опыта работника. Преимущество его состоит в невысокой стоимости заточного комплекта и возможности правки зубьев прямо на рабочем месте.
Второй способ требует наличия дорогого оборудования, сравнимого по стоимости с самой бензопилой. Такой станок окупится, если требуется затачивать большое количество цепей каждый день. Несомненными достоинствами способа служат
- высокая производительность механизированных или автоматизированных установок;
- стабильность углов заточки от звена к звену;
- возможность установить высоту заточки по наиболее сточенному зубу.
Последняя возможность позволяет автоматически выравнивать высоту зубцов. Это существенно повышает срок службы цепи, поскольку нагрузка равномерно распределяется между всеми звеньями.
Еще один способ, позволяющий сэкономить и время, и средства- отдать цепь на заточку в сервисный центр. Он удобен, если есть запасная цепь.
Определение параметров цепного хвостовика

Толщина ведущего звена, которое называется хвостовой частью цепи, также является важным критерием выбора. В этом случае показатели выражаются в миллиметрах. Существует пять основных размеров по толщине хвостовика:
- 1,1 мм. Данный формат характерен для маломощных бензопил с миниатюрными цепями для резки тех же сучьев.
- 1,3 мм. В целом такие хвостовики можно отнести к предыдущему типоразмеру, но если нужен некоторый страховочный запас прочности при выполнении несложных задач, то отдают предпочтение данному формату.
- 1,5 мм. Промежуточный вариант, который можно рассматривать в качестве универсального. Он годится и для бытового, и для профессионального использования.
- 1,6 мм. Профессиональный формат, главными характеристиками которого можно назвать прочность, надежность и высокую производительность.
- 2 мм. Узкоспециализированная цепь с крупным хвостовиком, который выдерживает экстремальные нагрузки в работе со стволами больших диаметров.
Классификация достаточно четкая и охватывает весь спектр областей применения. Вопрос о том, какая цепь лучше для бензопилы с тем или иным мощностным потенциалом, должен будет решаться исходя из размеров шины. И шаг, и толщина хвостовика скорее отражают конструкционные возможности совместимости, но и они пересекаются с силовой нагрузкой и спецификой эксплуатации конкретного агрегата. Поэтому основной акцент в выборе делается на инструкцию к модели пилы и ее целевое назначение.
Глубина распиловки и высота профиля цепи
К следующей группе параметров, нужных, чтобы подобрать цепь, относится высота профиля. Она является одним из ключевых факторов, определяющих производительность инструмента. Чем глубже зуб погружается в материал, тем быстрее (при наличии достаточной мощности на валу) будет проведен распил. При малой высоте профиля производительность падает, но зато увеличивается точность реза и качество его поверхности, поскольку зуб меньше перекашивается.
Широко применяется два профильных типоразмера:
- низкий в 0,63 мм (или 0, 025 дюйма);
- высокий в 0,76 мм (0,03 дюйма).
Практически во всех бытовых моделях используются низкопрофильные цепи. В профессиональных можно подобрать и использовать как высокий, так и низкий профиль, в зависимости от вида работ. Знать высоту профиля необходимо при самостоятельной заточке инструмента, для того, чтобы не спилить лишнего по высоте.
Использование высокого профиля на бензопилах повысит производительность. Одновременно возрастет вибрация и шум, создаваемый бензопилой. Повышенное боковое давление повышает износ элементов шины.
Поэтому инженеры ведущих компаний-производителей бензопил, чтобы подобрать оптимальную комбинацию параметров, одновременно с увеличением высоты профиля снижают шаг. И наоборот, при увеличении шага приходится пользоваться более низким профилем. Таким образом, сохраняя баланс между этими показателями, можно подобрать их сочетание, обеспечивающее приемлемый уровня вибрации.
На практике для каждого вида и состояния древесины можно подобрать цепь, обеспечивающую максимальную производительность:
- высокий профиль и малый шаг;
- низкий профиль и большой шаг.
От сочетания высокого профиля и большого шага все же не отказываются, его применяют там, где нужна высокая производительность и есть возможность применить сложные системы виброизоляции и активного гашения вибрации. Как правило, это большие механизированные лесозаготовительные комплексы, в которых оператор находится в виброизолированной кабине. Там он хорошо защищен от действия вибрации и шума. В таких агрегатах высота профиля может достигать 0,9 дюйма.







Толщина пропила цепной пилы определяется шириной цепи. При шине в 1,1 мм получается аккуратный тонкий пропил, гарнитура в 2,6 мм пилит быстро, при этом больше древесины уходит в опилки.
Длина
Длину обозначают в дюймах или числом звеньев. Зная шаг, можно рассчитать первый параметр из второго. На упаковках ведущих производителей обычно указывают обе характеристики.
Длина цепи должна строго соответствовать вылету гарнитуры. Некоторые умельцы ухитряются подобрать длину, выкидывая несколько звеньев. Такая практика крайне не рекомендуется специалистами- в условиях домашней мастерской трудно добиться заводского качества крепления роликов. Такая самоделка может порваться в любой момент, приведя к разлету деталей, повреждению техники и даже травмам работающих рядом людей.
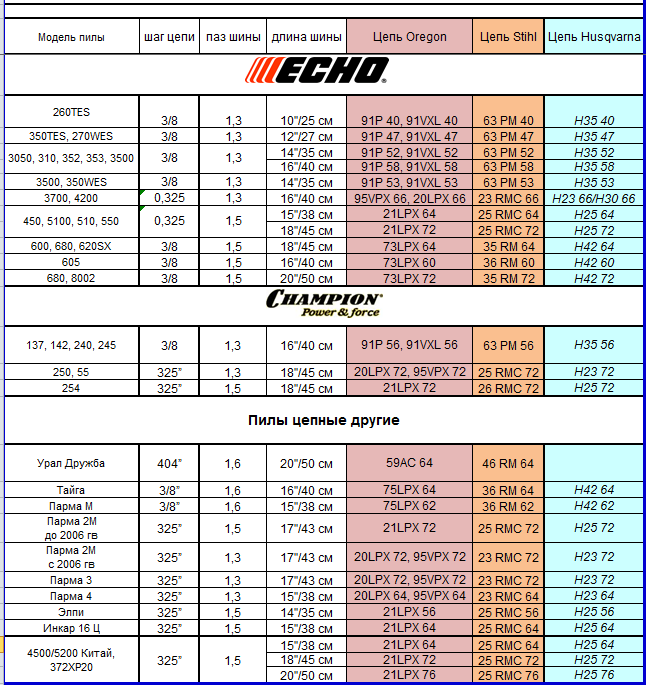
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Параметры пильной цепи
Цепи для бензопил принято разделять по следующим параметрам:
- Шаг или расстояние между соседними тремя заклепками.
- Ширина посадочного звена.
- Количество звеньев.
- Вид режущих зубьев.
Параметры гарнитуры сочетают в себе различные комбинации, от чего зависят конечные результаты, качество и скорость реза.
Например, гарнитура может иметь такие параметры: шаг 3/8, длину 52 звена, ширину паза 1,3 мм, вид режущего зуба чиппер. Опытный специалист, оценив данные, скажет, что она предназначена для продольного реза и имеет средние показатели производительности и отдачи. Цепи такого типа могут устанавливаться на бензопилы бытового назначения, т.к. они более универсальные.
Давайте разберемся, почему он делает такие выводы.
И последнее, что дает основание отнести гарнитуру к среднему классу производительности, это ширина посадочного паза. В основном встречается три варианта ширины, это: 1,1 мм, 1,3 и 1,5.
Ширина паза прямо пропорциональна ширине пропила и зависит от размеров зуба. Чем ширина паза больше, тем шире рез и наоборот. Цепи с минимальным показателем ширины отличаются низкой отдачей и скоростью реза. В основном, такие устанавливаются на бензиновых высоторезах и цепных пилах малой мощности.
Гарнитура с посадочным 1,3 мм может устанавливаться как на бытовых, так и на полупрофессиональных и профессиональных бензопилах, шаг цепи при этом может быть разный.
Ширина 1,5 мм ранее применялась только на цепях для профессионального использования. В последнее время, в связи с тем, что рынок заполонили мощные и доступные бензопилы китайского производства, такие цепи стали использоваться и на них.
Ширина 1,6 мм и 2 мм. применяется исключительно на профессиональных и промышленных пилах.
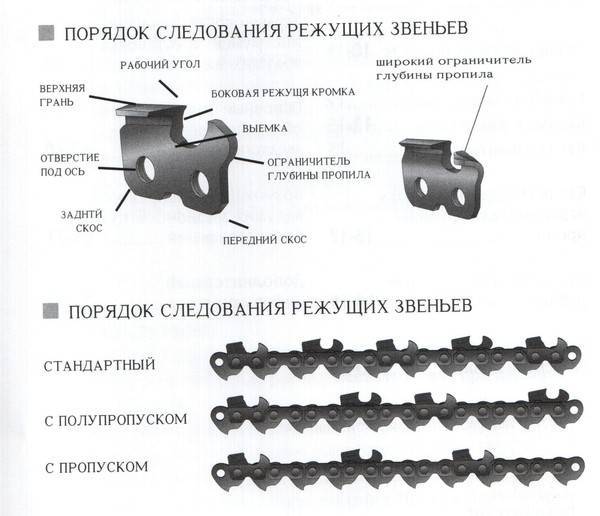
Выбор по типу звеньев
При изготовлении цепи могут применяться различные звенья, которые и определяют основные эксплуатационные свойства изделия. Среди особенностей выбора по этому признаку отметим следующее:
- Цепи среднего и высокого типа снабжаются двумя хвостовиками, за счет чего повышаются эксплуатационные характеристики, а также стоимость изделия.
- Владельцы бытовых моделей приобретают варианты исполнения пропускного и полупропускного типа. Первый вариант исполнения характеризуется тем, что после режущего звена располагается дополнительный элемент. Во втором случае соединительные элементы устанавливаются после каждой второй пары, что можно назвать ключевой особенностью.

Пильные элементы в зависимости от особенностей цепи могут составлять 50-37,5% рассматриваемого изделия. Не стоит забывать о том, что существенное упрощение конструкции становится причиной повышения нагрузки на основные звенья, вследствие чего изделие служит меньше и приходится чаще выполнять заточку. Однако, подобные варианты исполнения обходятся намного дешевле, что и определяет их популярность.










Также уделяется внимание и типу заточки. Классический вариант исполнения в большинстве случаев применяется для поперечного распила и редко для продольного
Это связано с тем, что звенья могут размещаться под различным углом относительно друг друга.
Глубина реза и высота профиля
От того, насколько высок профиль цепи, зависит глубина реза. Чем профиль выше, тем сильнее «вгрызается» цепь в материал, и как результат, повышается производительность инструмента. При невысоком профиле снимается более тонкая стружка, и цепь не так глубоко погружается в материал. Обычно глубина регулируется стачиванием ограничителей, которые находятся на каждом резце.

Есть следующие размеры профиля:
- высокопрофильные — 0,03” (0,762 мм);
- низкопрофильные — 0,025” (0,635 мм).
Эту информацию можно найти в документации к бензопиле. Данные типы профилей устанавливаются на любительские и профессиональные агрегаты. Но следует знать, что инструмент класса профи не всегда может быть оснащен высокопрофильными цепями, а бытовой инструмент всегда оснащается низкопрофильными режущими элементами.
Высокопрофильные цепи — это наиболее продуктивные элементы, а значит, имеют повышенную “агрессивность” и в добавок ощутимую вибрацию. Последняя значительно снижает производительность труда, так как не дает работать с агрегатом на протяжении длительного времени. Поэтому производители нашли золотую середину: при большом шаге изготавливается цепь с низким профилем, и наоборот, если шаг меньше, то и профиль делается высоким. Эти изменения максимально убирают все побочные эффекты, агрегат начинает работать с меньшей “агрессивностью” и нормальной производительностью.
Конструктивные особенности
На производительность, долговечность, а также на стоимость цепей для мотопил влияют и их индивидуальные особенности:
- Модели среднего и особенно высшего сегментов могут оснащаться ведущими звеньями не с 1, а с 2 хвостовиками. Такая конструкция обеспечивает более надёжное сцепление, не допускает проскальзываний цепи, а также увеличивает срок её службы.
- Для домашнего использования с низкой и средней интенсивностью можно выбрать цепь пропускного типа (с дополнительной секцией-соединителем после каждого режущего звена) или полупропускного (двойное соединение идёт через один резец).
Чем меньше режущих элементов, тем дешевле цепь. Однако одновременно возрастает нагрузка на неё. Поэтому выбирать тип – стандартный, пропускной или полупропускной – нужно в соответствии со сложностью и объёмом предстоящих задач.