Сталь У8А
Группа компаний УРАЛСПЕЦМЕТАЛЛ предлагает инструментальную сталь: круг У8А, полоса У8А, лист У8А, поковка У8А, квадрат У8А со склада и под заказ.
Короткие сроки оформления и отгрузки при наличии на складе. Смотрите складские остатки. Цены уточняйте у наших менеджеров.
Возможность изготовления на заказ в размер:
- поковка У8А — от 300 кг;
- квадрат У8А — от 300 кг;
- полоса У8А — от 300 кг;
- лист У8А — от 300 кг;
- круг У8А — от 300 кг.
Предлагаем комплекс услуг:
- отгрузка малотоннажными партиями;
- комплектация сборных вагонов (до 50 наименований);
- отгрузка транспортными компаниями или попутным грузом в любой город РФ, бывшего СНГ и экспорт.
Характеристики У8А
| Марка: | У8А |
| Классификация: | Инструментальная углеродистая сталь |
| Применение: | Для инструмента, который работает в условиях не вызывающих разогрева рабочей кромки: фрезы, зенковки, долота, пилы дисковые и продольные, стамески, топоры, колуны, плоскогубцы комбинированные, кернеры, отвертки, кусачки |
Химический состав в % материала У8А ГОСТ 1435
| C | Si | Mn | Ni | S | P | Cr | Mo | Fe | Cu |
| 0.76-0.83 | 0.17-0.33 | 0.17-0.28 | до 0.2 | до 0.018 | до 0.025 | до 0.2 | 0.8 — 1.1 | 98 | до 0.2 |
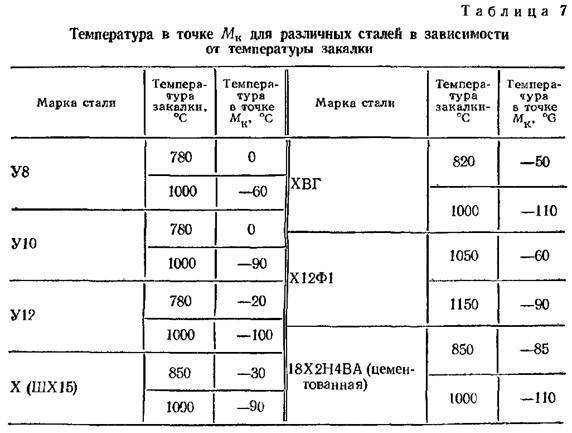
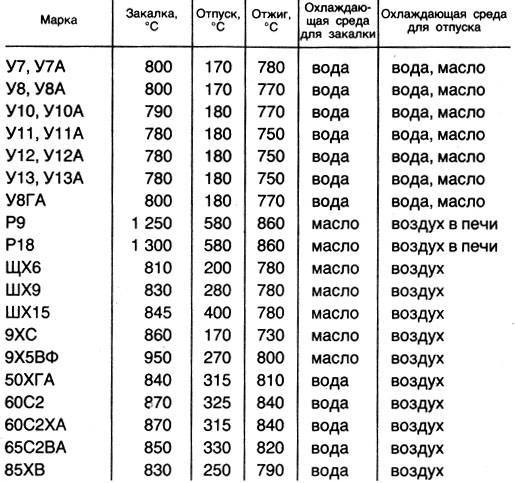
Температура критических точек материала У8А
| Ac1 = 720, Ar1 = 700, Mn = 245 |
Механические свойства при Т=20oС материала У8А
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Лента нагартован., ГОСТ 2283-79 | 740-1180 | |||||||
| Лента отожжен., ГОСТ 2283-79 | 640-740 | 10-15 |
| Твердость У8А после отжига, ГОСТ 1435-99 | HB 10 -1 = 187 МПа |
Зарубежные аналоги материала У8А
| Германия |
| DIN,WNr |
| 1.1525 C80W1 |
Сталь марки У8А — наиболее распространённый представитель нелегированных инструментальных сталей. Она сочетает в себе неплохие (для своего класса) эксплуатационные показатели с умеренной ценой за 1 кг и доступностью. Наиболее часто реализуется в виде квадрата У8А, полосы У8А, круга У8А, поковки У8А и другие виды проката.
Особенности состава и свойств
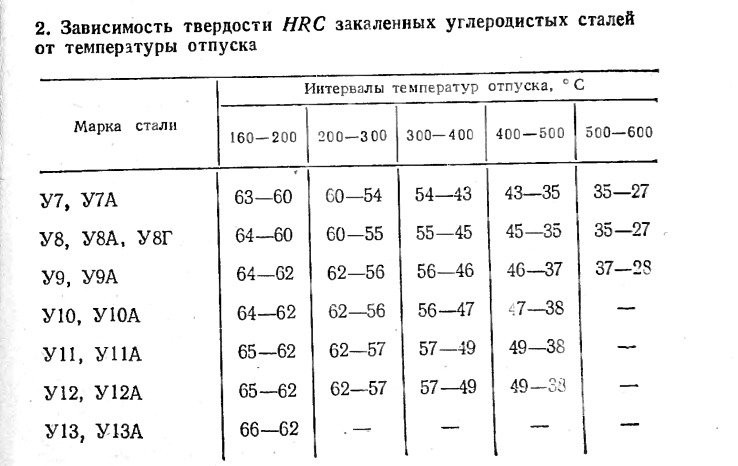
Основной элементной составляющей стали У8А, которая изготавливается по ГОСТ 1435, является цементит, поскольку в её химическом составе содержится не менее 0,65…0,75 % углерода. Остальные химические элементы находятся на уровне: • Магния – 0,15…0,30%; • Кремния – 0,15…0,30%. В качестве неизбежных металлургических примесей имеется незначительный процент серы и фосфора.Ввиду этого исходные заготовки круг У8А, полоса У8А, квадрат У8А, поковка У8А не отличаются большой прокаливаемостью, а диаметры и размеры ограничиваются диапазоном 40…60 мм. Буква А в обозначении указывает на повышенную химическую чистоту стали. Поскольку содержание углерода в стали не превышает 0,9%, материал считается условно «вязким», т.е., с показателями твёрдости после закалки не выше 56…60 НRC. При этом сталь марки У8А весьма чувствительна к температурам нагрева, и уже при 450…5000С теряет показатели своей прочности примерно вдвое (отпускается).
Применение
Сравнительно небольшая (как для инструментальной стали) прочность вынуждает использовать сталь У8А преимущественно для мелкоразмерной оснастки, где её твёрдость может быть наивысшей. Увеличить прокаливаемость, не меняя химсостава, невозможно, поскольку именно небольшие добавки хрома и никеля положительно влияют на стабильность прочности по глубине инструмента, изготовленного из данной стали.
Таким образом, из стали в виде круга У8А, полосы У8А, квадрата У8А, поковки У8А преимущественно изготавливают: 1. Вырубные пуансоны и матрицы для получения простых по конфигурации изделий из тонколистовой (до 1,0…1,2 мм) стали в холодном состоянии. 2. Штампосварные исполнения инструмента (сталь удовлетворительно сваривается). 3. Вспомогательные детали штампов – хвостовики, клинья, фиксаторы, упоры и т.п. (твёрдость в этом случае снижают до уровня 45…50 HRC). Сталь непригодна для штампов автоматизированной штамповки, когда высокий темп деформирования приводит к нежелательному повышению температуры на поверхности инструмента.
«УралСпецМеталл» поставляет эту марку стали в форме сортового проката или поковок У8А, в том числе квадрат У8А, полоса У8А, круг У8А. Качество данной стали, и соблюдение технологии выпуска, влияет на качество конечного продукта, изготовленного из нее. Наша компания работает только с крупными и известными предприятиями отечественной металлургии. Мы гарантируем, что наша продукция соответствует ГОСТу и соответствует всем требованиям.
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Суть процесса
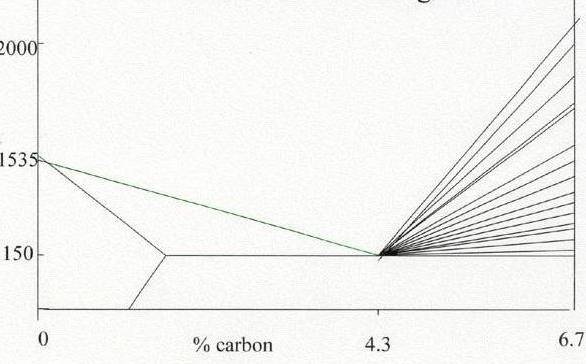
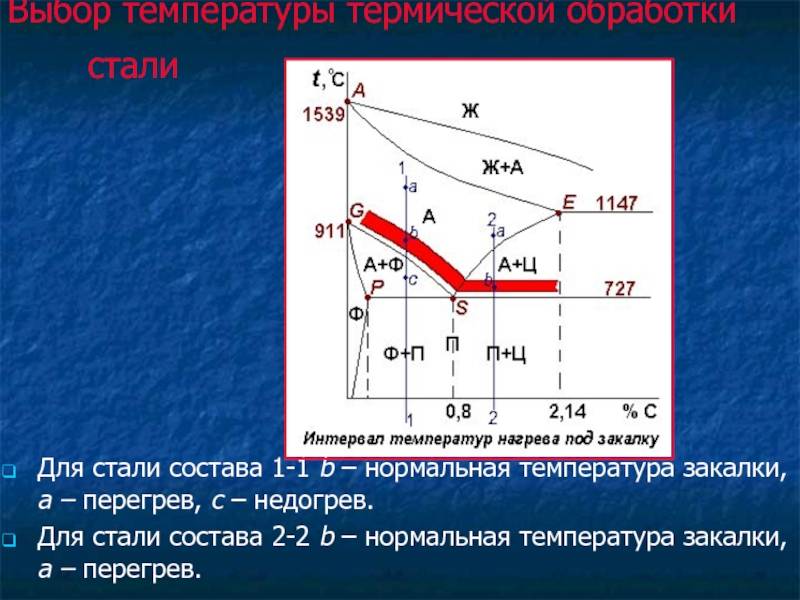
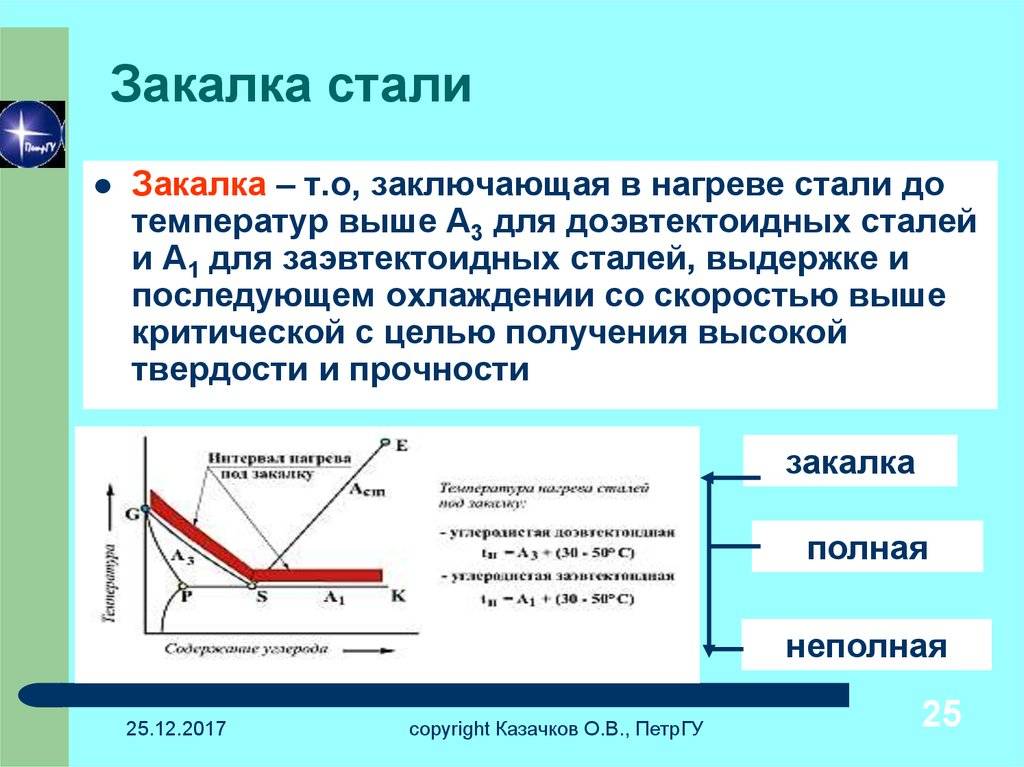
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
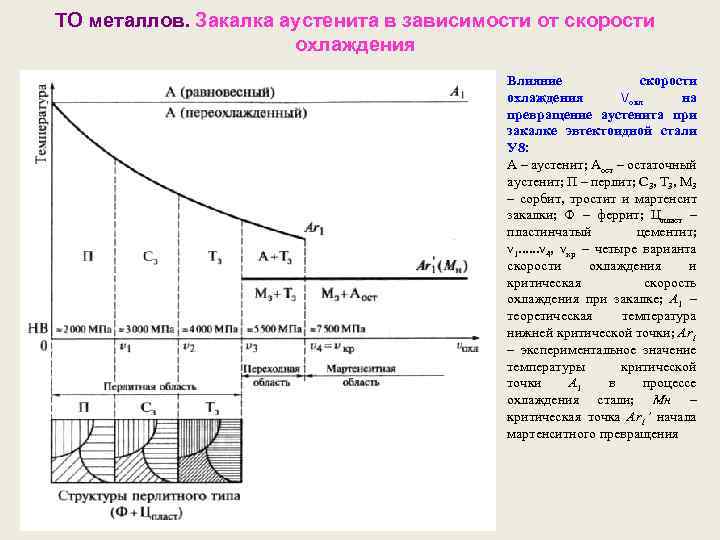
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.

Обработка инструментальных сплавов
Высокий, средний и низкий отпуск стали годятся только для температурной обработки сплавов, содержащих менее 0,7% углерода. Для сплавов с более высоким содержанием углерода (их называют инструментальными) используются другие способы. Рассмотрим основные технологии:
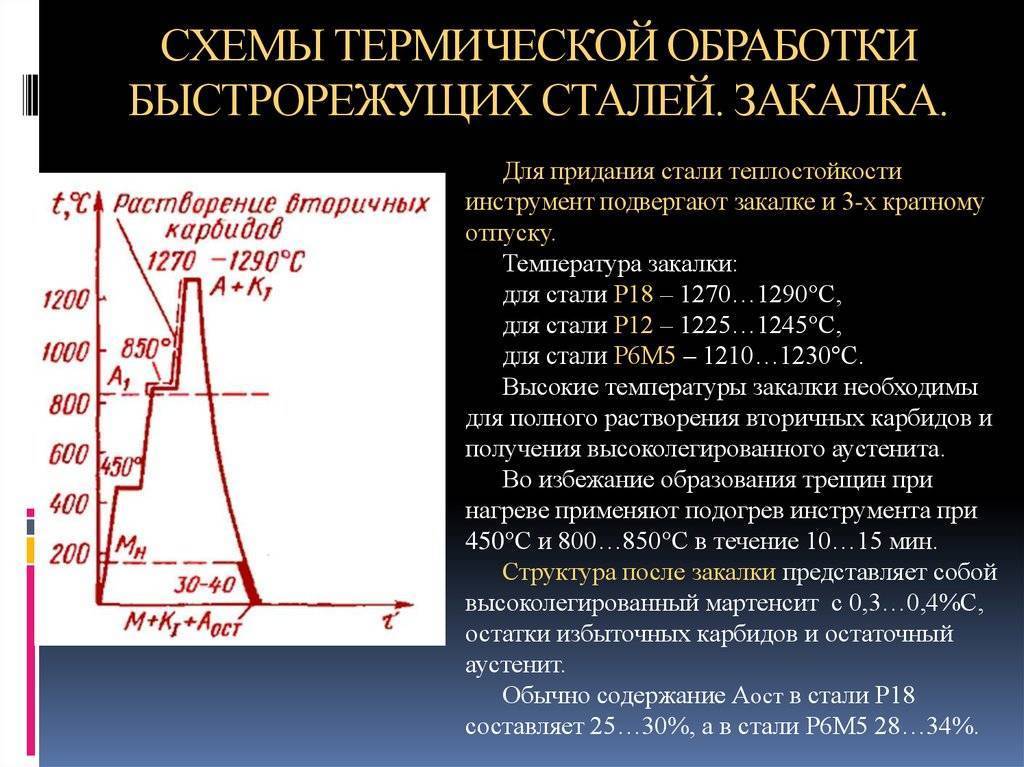
Не рекомендуется делать отпуск быстрорежущих инструментальных сплавов, поскольку они содержат молибден, кобальт, вольфрам, ванадий. Эти элементы устойчивы к нагреву, поэтому они не меняют своих физико-химических свойств при отпускном нагреве. Вместо отпуска рекомендуется делать многоступенчатую закалку: для этого материал поэтапно нагревается до 800, 1050 и 1200 градусов — после этого выполняется резкое охлаждение сплава в масляной среде.
Обработку обычных инструментальных сплавов рекомендуется выполнять в два этапа. Сначала происходит закалка материала в расплавах солей при температуре 450-500 градусов. После этого выполняется второй этап — двойной отпуск при температуре 550-600 градусов (не более 1 часа)
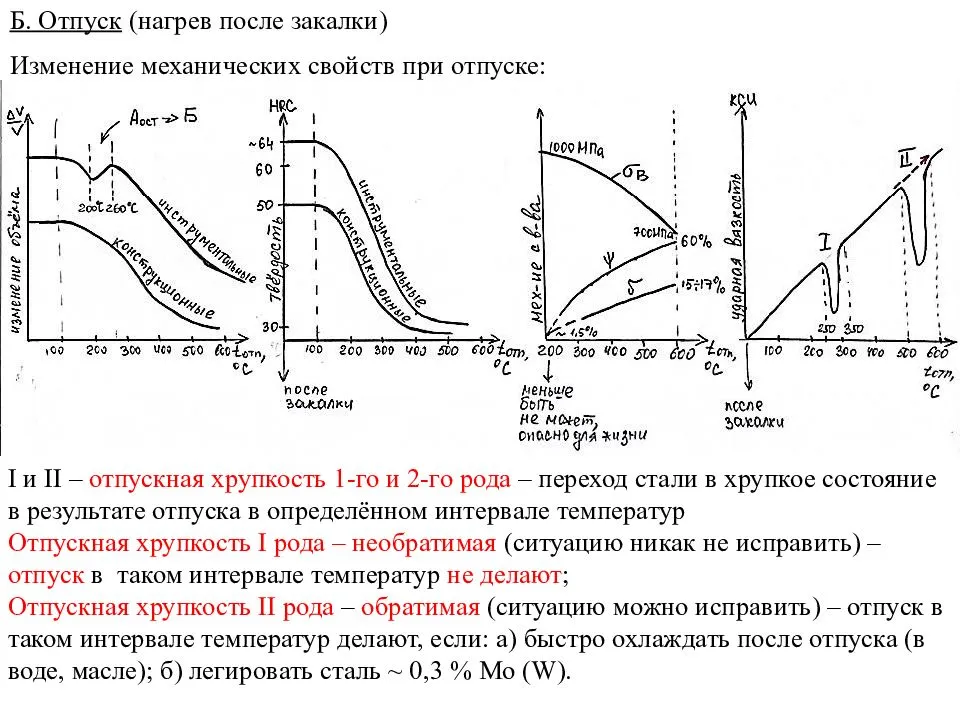
Обратите внимание, что при нагреве инструментальных сплавов возможность возникновения отпускной способности второго рода исключается.
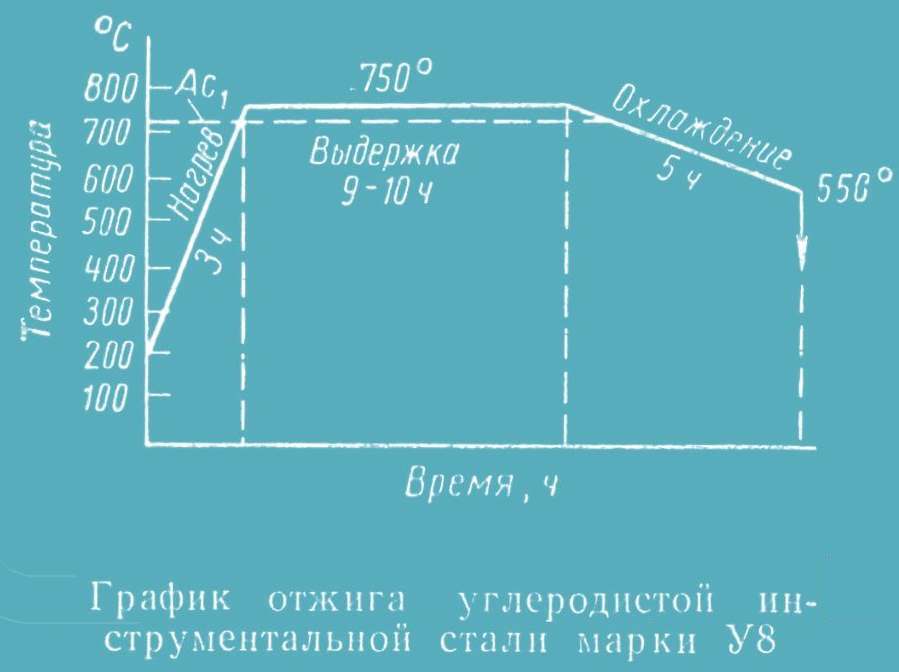
Технология производства отжига
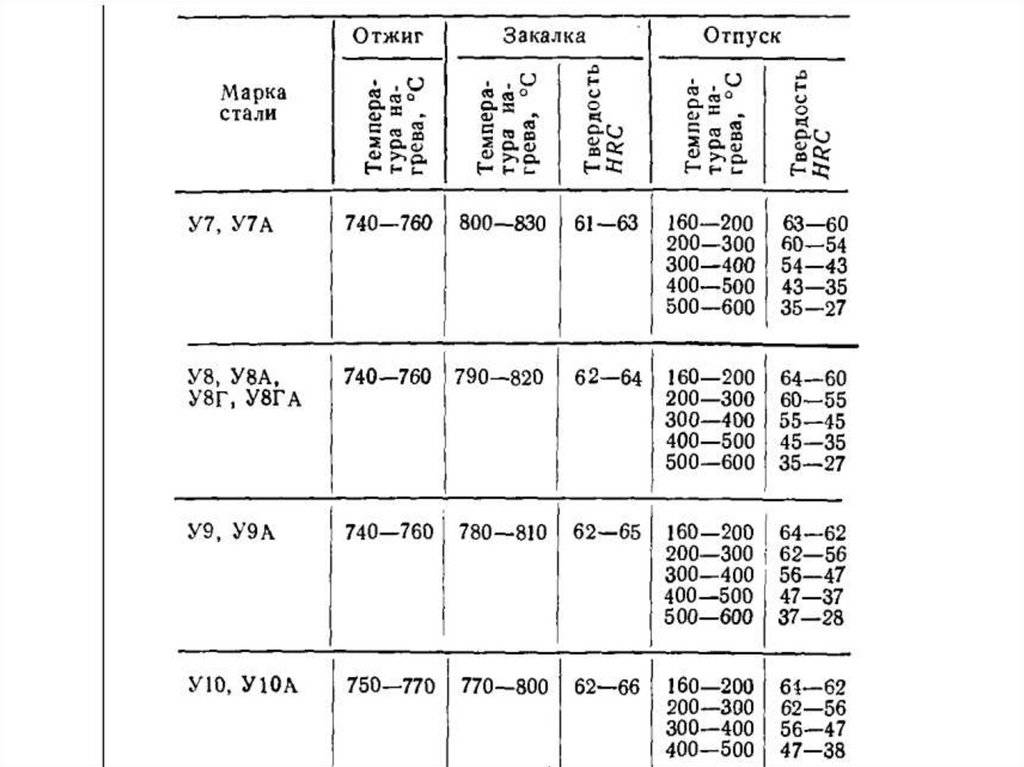
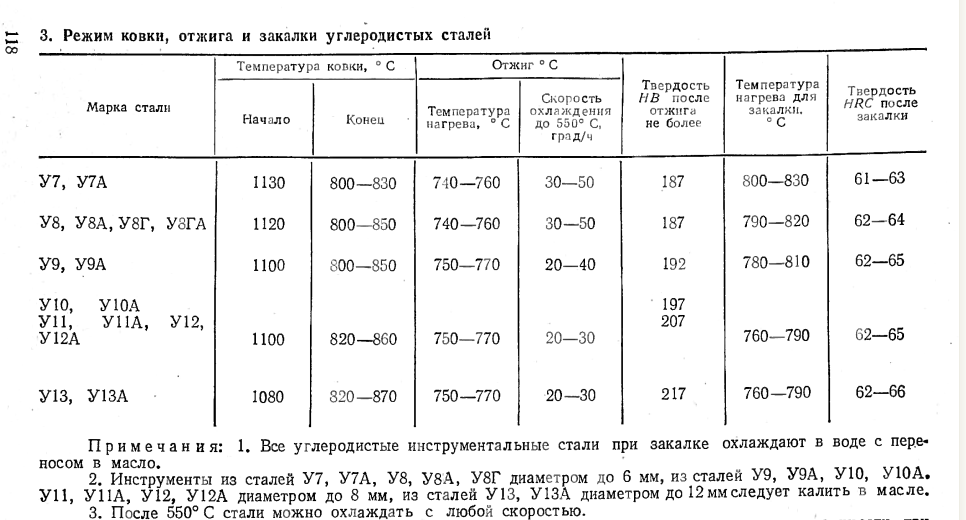
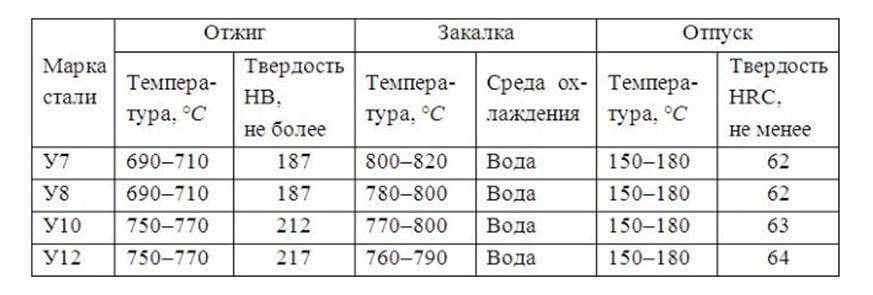
Режим отжига стали У8 определяется следующими факторами:
- способом укладки заготовок на под термической печи;
- соотношением высоты и толщины заготовок;
- температурой нагрева;
- типом нагревательной печи.

Экспериментально установлено, что наиболее эффективным режимом отжига является укладка заготовок в один слой на теплоизоляционных подставках из асбеста, при расстоянии между смежными заготовками не менее 3D (под D следует понимать максимальный габаритный размер сечения в плане). Тогда для нагрева до нужной температуры (1000…1200 ° С) потребуется:
- для сечения до 20 мм – 5…6 мин;
- для сечения до 30 мм – 8…10 мин;
- для сечения до 40 мм – 9…12 мин;
- для сечения до 50 мм – 12…15 мин;
- для сечения до 75 мм – 15…18 мин;
- для сечения до 100 мм – 19…25 мин;
Поскольку с увеличением продолжительности нагрева возникает опасность поверхностного науглероживания, то отжиг обычно ведут в печах с контролируемой атмосферой, либо в среде инертных газов (двуокиси углерода или даже аргона).
При иных способах укладки скорость нагрева уменьшается на 15…20%.
Лучшее качество отжига получается, если его проводить поэтапно. Вначале выполняется предварительный нагрев, для чего заготовки помещают в печь, которая уже имеет температуру в рабочей зоне до 500…550 °С, а потом постепенно нагревают изделия до требуемой температуры, не допуская скорости нагрева большей, чем 100 ° С в час. По достижении требуемого температурного диапазона, отжигаемую продукцию выдерживают в печи не менее 30% от общей продолжительности операции, а потом отключают печь.
Для снятия наклёпа холоднодеформированных изделий из стали У8 их подвергают рекристаллизационному отжигу с охлаждением в расплавах солей (для мелкого инструмента), и в водном растворе поваренной соли – для более крупного. В результате улучшается механическая обрабатываемость, снижаются остаточные деформации (особенно для длинных и тонких прутков и полос), а также оптимизируется структура стали. Температура такого вида отжига составляет 670…700 ° С пр выдержке в печи не более часа. При отжиге происходит полная перекристаллизация металла структура получается мелкозернистой, при равномерном распределении зёрен перлита. После отжига твёрдость стали У8 должна быть не более 190 НВ.
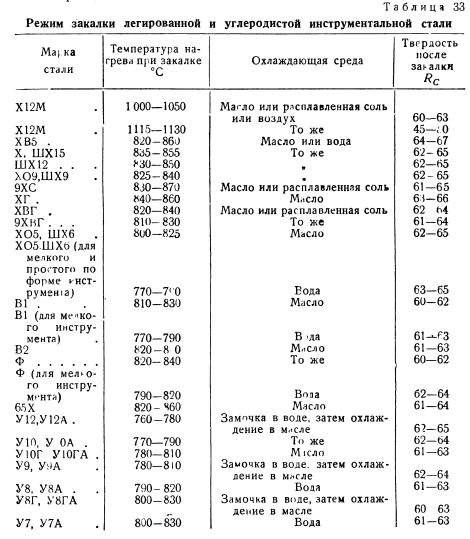
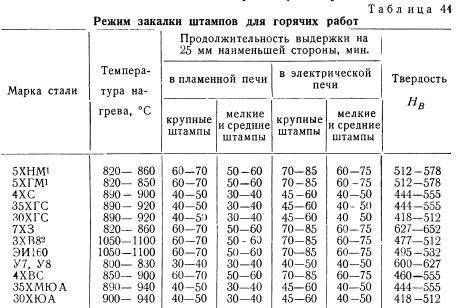
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
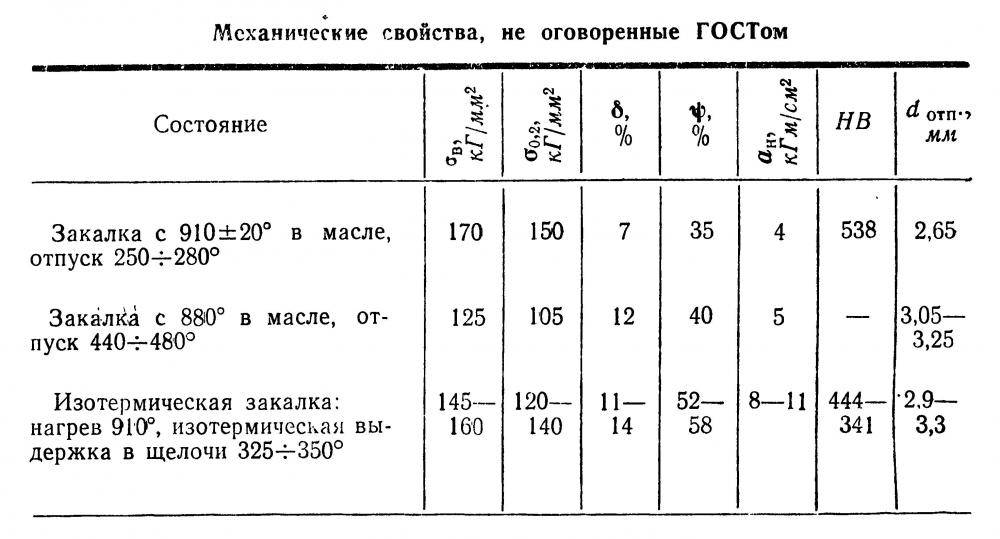
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Закалка
Если технология закалки соблюдена, то конечная твёрдость изделий после термообработки должна находиться в пределах 59…62 HRC. Для выполнения такого условия, и сохранения необходимой структуры (мартенсит+аустенит) необходимо придерживаться следующих рекомендаций:
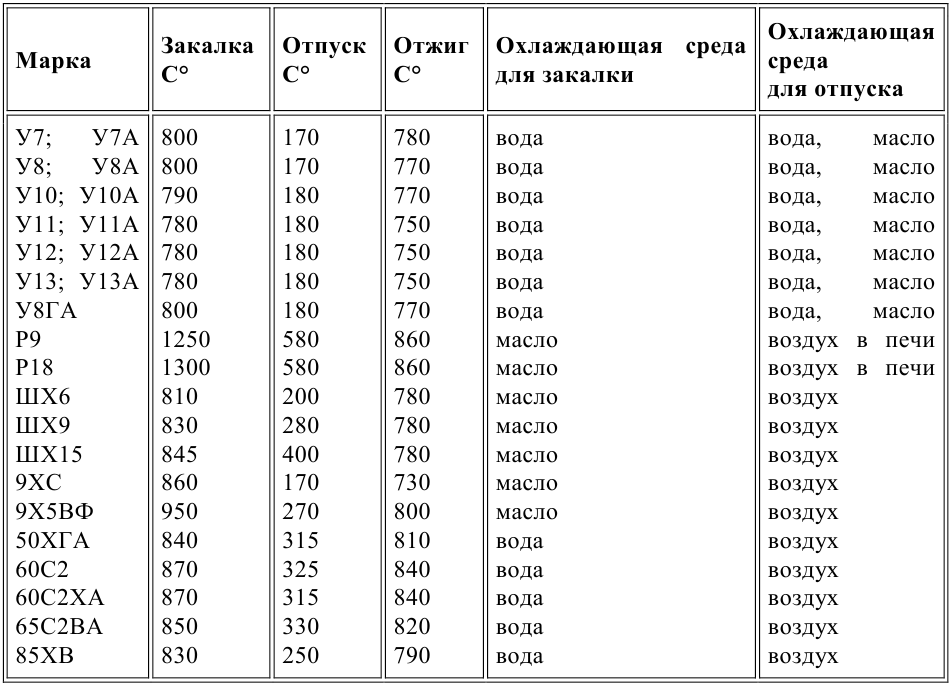
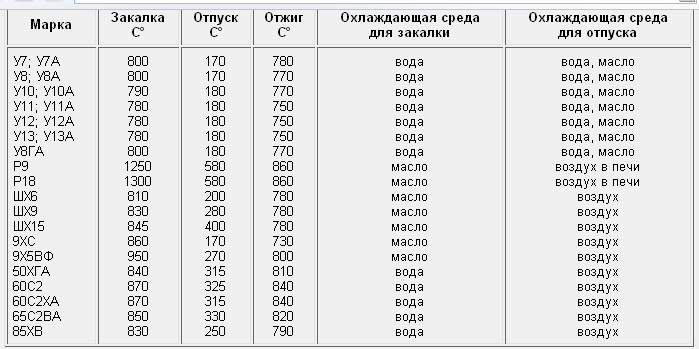
Закалочные процессы протекают в полном объёме, если они начинаются при 800…820 °С. Соотношение времени предварительного и окончательного подогрева инструмента под закалку должно быть одинаковым, и находиться в температурном диапазоне значений 400…500 °С. Точное время нагрева обычно рассчитывается в зависимости от площади поверхности инструмента и его объёма
Особенно это важно при нагреве заготовок в расплавах солей: для расплавов это должно быть 8…14 мин, для водных растворов – 15…30 мин (увеличенные нормативы применяются для инструмента с резко отличающимися продольными и поперечными размерами). Охлаждение инструмента после закалки проводят в воде, температура которой (независимо от времени года и температуры в термическом отделении) должна находиться в пределах 18…25 °С
При более низких температурах возрастает риск растрескивания изделий, а при более высоких твёрдость инструмента получается неравномерной. Тот же дефект возможен в том случае, когда закалочная среда загрязнена минеральными и органическими остатками. Закалка стали У8 на воздухе невозможна.
После закалки производится отпуск изделий. При этом мартенситное превращение происходит в полной мере, внутренне напряжения снижаются, а вязкость сердцевины возрастает. Температура отпуска стали У8 после закалки составляет 140…200 °С: именно после таких температур конечная продукция сохранит достаточную твёрдость, и будет обладать достаточно вязкой сердцевиной. Время выдержки принимают в пределах 120…200 с, для измерительного инструмента температура может быть дополнительно снижена на 20…50 °С.
Иногда после заточки и шлифования инструмента из стали У8 (в основном, мерительного) проводят дополнительный отпуск. При этом температура составляет 300…350 °С, а время выдержки — 1,5…2 часа, с последующим охлаждением детали на воздухе.
Источник
Расшифровка сплава
При рассмотрении того, как проводится у8а расшифровка стали, отметим, что в различных странах применяются разные стандарты обозначения. Обозначение материала У8 или У8а проводится согласно стандартам ГОСТ:
- Буква «У» указывает на принадлежность материала к группе инструментальных сталей. Подобный символ не указывает на какой-либо компонент или свойство.
- Следующая цифра в десятичной форме указывает на концентрацию основного компонента — углерода. В рассматриваемом случае концентрация 0,8%.
- Если проводить расшифровку У8а, то следует учитывать, что буква «А» указывает на повышенное качество, которое достигается путем исключения из состав различных вредных примесей или снижения их концентрации.
В маркировке отсутствуют другие обозначения веществ, но в химическом составе присутствует довольно большое количество различных примесей. Примером можно назвать кремний и марганец. Кроме этого, есть и вредные примеси, к примеру, фосфор и сера, от концентрации которых зависит качество стали. С повышением концентрации вредных примесей ухудшаются эксплуатационные качества материала, теряется прочность и твердость.
Как закалить сталь в домашних условиях?
Закалку и отпуск желательно осуществлять в производственных условиях с использованием специального оборудования и приборов. Однако домашние умельцы часто практикуют это в собственных мастерских. Для нагрева изделия используют электроплиты, духовки, раскаленный песок, паяльные лампы, костер. Самостоятельная термообработка оправдана в случае необходимости упрочнения режущей кромки инструмента.
Как сделать закаленную сталь:
- перед термообработкой изделие необходимо очистить от масла и ржавчины;
- равномерно разогреть;
- охладить и произвести отпуск в соответствии с режимами, рекомендованными для конкретной марки стали.
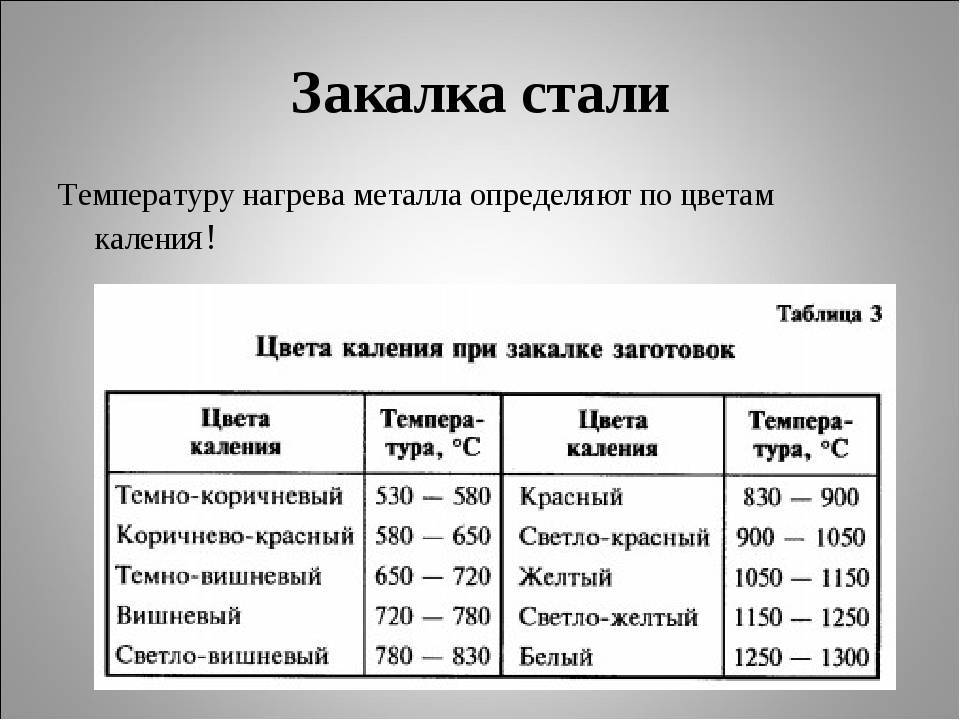
При необходимости проведения термообработки в домашних условиях в отсутствии приборов температуру металла ориентировочно определяют по цветам побежалости. Условие – помещение не должно быть освещено солнцем.
Определение! Цветами побежалости называют оксидные пленки, образующиеся без участия молекул воды на сплавах на основе железа во время нагрева. Каждому интервалу температур соответствует определенный цвет:
- темно-коричневый – 530-580°C;
- коричнево-красный – 580-650°C;
- вишневый – 650-730°C;
- вишнево-красный – 730-770°C;
- вишнево-алый – 770-800°C;
- светло-вишнево-алый – 800-830°C;
- ярко-красный – 830-870°C;
- красный – 870-900°C;
- оранжевый – 900-1050°C;
- темно-желтый – 1050-1150°C;
- светло-желтый – 1150-1250°C;
- желто-белый – 1250-1300°C;
ослепительно белый – более 1300°C.
Структура и свойства
Кристаллическая структура мартенсита тетрагональна, элементарная ячейка имеет форму прямоугольного параллелепипеда, атомы железа расположены в вершинах и центре ячейки, атомы углерода в объёме ячеек. Структура неравновесна, и в ней есть большие внутренние напряжения, что в значительной степени определяет высокую твёрдость и прочность сталей с мартенситной структурой.
При нагреве сталей с мартенситной структурой происходит диффузионное перераспределение атомов углерода. В стали возникают две фазы — феррит, содержащий очень мало углерода (до 0,02 ) и цементит (6,67 % углерода). Элементарная ячейка феррита имеет форму куба, атомы железа расположены в вершинах и в центре куба (объемноцентрированная структура), цементит имеет ромбическую структуру. Элементарная ячейка цементита имеет форму прямоугольного параллелепипеда.
Кристаллическая решётка мартенсита связана постоянными кристаллографическими соотношениями с решёткой исходной структуры аустенита, то есть плоскости с определёнными кристаллографическими индексами в структуре мартенсита параллельны плоскостям с определёнными индексами в структуре аустенита. Соотношение между кристаллографическими направлениями в решётках мартенсита и аустенита аналогично.
Термическая обработка металла
Для многих металлов термическая обработка играет ключевую роль. От этого зависит качество готовой продукции. В данном случае, сталь У8 не является исключением. Если произвести обработку неправильно, то в результате может получиться довольно скверный результат.
Отжиг
Во время отжига стали 8У и 8УА, непременно следует соблюдать: температуру обработки, механизм прогрева, габариты заготовки и принцип размещения детали в печи. Наиболее высокая эффективность достигается размещением заготовок на панели из асбеста в один ряд.
В таком случае, расстояние между деталями должно быть равно трёхкратному размеру максимального параметра сечения. Длительность нагрева будет зависеть от размера заготовки. Температура при этом должна быть от 1000 до 1200 градусов.
При таком нагреве на поверхности стали скапливается большое количество углерода. Для этого листы инструментальной стали 8У помещают в среду инертного газа. Давление при этом не изменяют. Наилучший результат достигается при ступенчатом нагреве.
При этом предварительно разогревают заготовки до 500-550 градусов. Если будет произведён неполный отпуск, качество стали заметно ухудшится.
Для устранения наклёпа выполняют рекристализационный отжиг. С последующим опусканием детали в солёную воду.
Это позволит в дальнейшем легко механически обрабатывать металл и устранит внутреннее напряжение стали. Также отжиг способствует улучшению кристаллической решётки стали и снимает остаточные деформации структуры материала.
Закалка
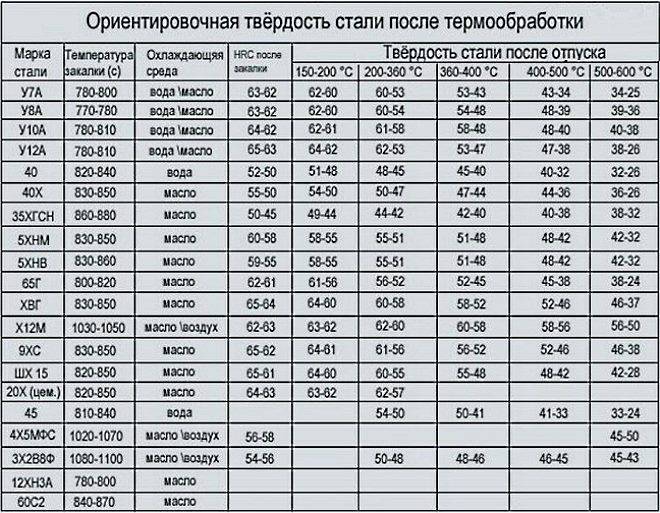
Ножи и режущий инструмент из стали У8 можно закалить до высоких диапазонов от 42 до 61 HRC. Но наилучшим вариантом металлурги считают твёрдость в 56-58 HRC. В этом случае, достигается наилучший баланс между твёрдостью и прочностью стали.
Также металл сохраняет все характеристики мартенситно-аустенитной структуры. Для правильной процедуры закалки, следует действовать согласно технологии:
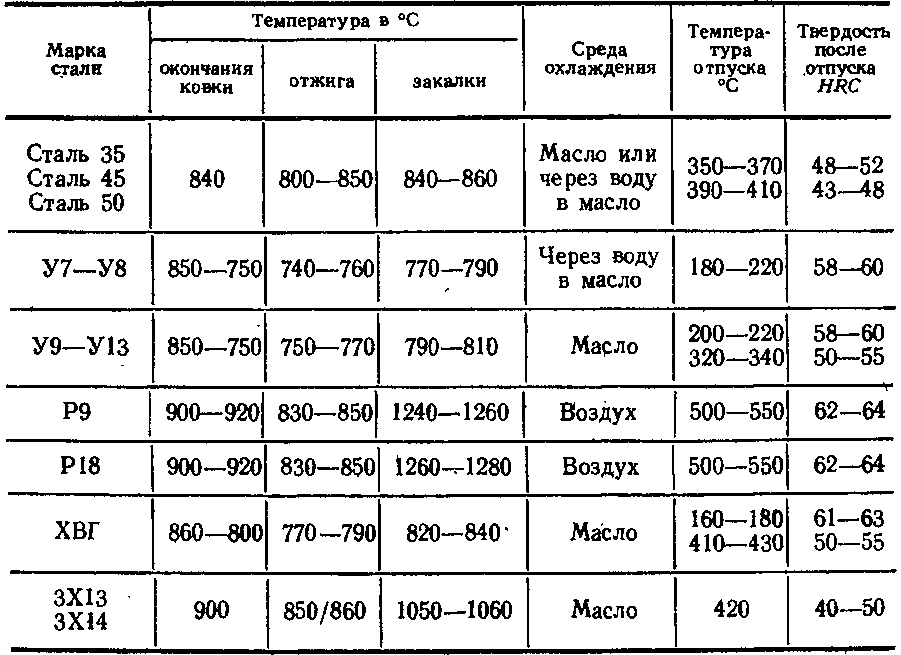
- температура закалки должна находиться в пределах 800-1020 градусов;
- остужение происходит в солёной воде с выдержкой в 20-30 минут;
- можно остужать в расплавленных солях в течение 10-15 минут;
- необходимо исключить охлаждение на воздухе.
Изделия из стали У8 и У8А.
Отпуск
Заключительная стадия закаливания, также считается довольно важной. Отпуск стали У8 позволяет добиться конечной мартенситной трансформации
Он снижает внутреннее напряжение и повышает параметр вязкости центральных элементов.
Отпуск производится непродолжительное время при температурах в 140-200 градусов. Это позволяет добиться оптимальных показателей по твёрдости и пластичности. В некоторых случаях температура может быть понижена до 95-170 градусов. Остывание производится в естественных условиях.


Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Расшифровка стали У8
В состав У8 входят следующие компоненты:
- железо до 97%;
- углерод до 0,83%.
Это основные составные части, кроме, них в этом сплаве присутствуют никель, марганец и другие.
У8 относят к инструментальным углеродистым сталям. Свойства сплава, которые обеспечивают входящие в его состав вещества позволяют производить из него инструмент, который может работать в условиях, когда режущая кромка не перегревается.
Как правило, такой материал применяют для производства ручного резьбонарезного инструмента — комплектные метчики, плашки для ручной работы и пр. Кроме того, из этой стали с успехом производят инструмент для обработки древесины.
Среди отечественных аналогов стали У8 можно назвать У7 и У10. в число зарубежных аналогов можно отнести 1080, 1070. Их часто применяют для изготовления мечей. А для производства ножей применяют 1095.
Но есть ещё одна сфера использования этого материала — изготовление клинкового оружия, в частности, ножей для выживания, пользующихся большим спросом у туристов, охотников, рыбаков.
По сути, сталь этой марки можно смело назвать классикой жанра.
Наличие углерода в её составе обеспечивает высокую твёрдость и соответственно качество заточки, то есть, нож длительное время сохраняет свою остроту. Кроме того, ножи для выживания, выполненные из стали У8, могут выполнять и другие роли, например, ломика или топора. С помощью такого ножа можно выполнять простейшие монтажные операции, например, вскрытие люка.