

Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.

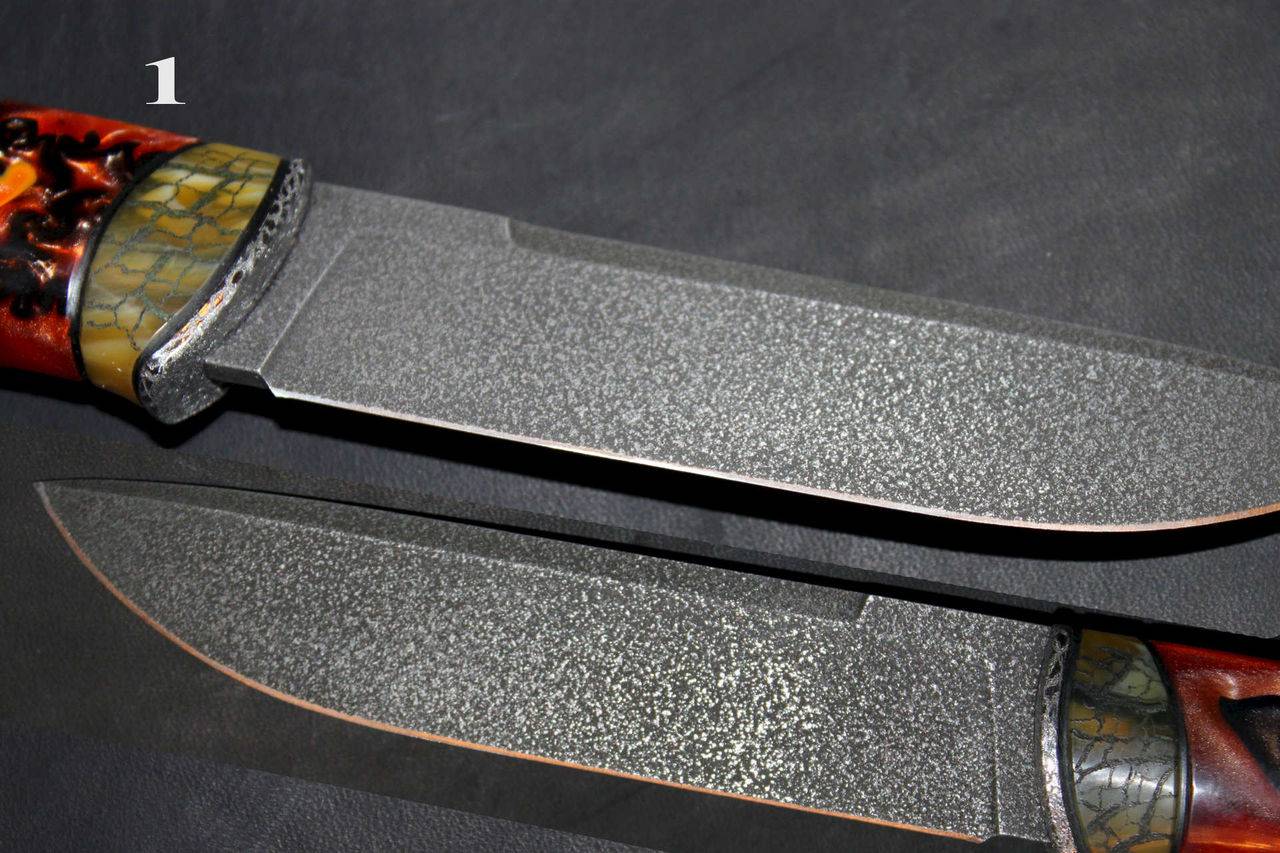
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
Avesta Finishing Chemicals — обработка и травление нержавеющей стали
#1 Raden
https://www.avestawelding.ru, готова предложить вам следующие материалы:
Avesta Finishing Chemicals — линейка продуктов для очистки, травления и пассивации нержавеющей стали, а также обработки сварных швов после сварки.
Травильные средства содержат гидрофтористую кислоту, азотную кислоту и серную кислоту.
Травильные средства применяются для очистки поверхности от грязи, налета, следов сварки, делают поверхность чистой и светлой, а также гарантируют что шов после сварки не заржавеет.
Почему швы нержавеющей стали могут заржаветь? Во время сварки хром активно выгорает, таким образом, на поверхности металла повышается концентрация железа, что и приводит к ржавчине.
Как работает травильная паста? Содержащиеся в травильных пастах и спреях кислоты, «съедают» железо находящееся на поверхности шва, тем самым восстанавливая концентрацию хрома способную сопротивляться коррозии.
Что такое пассивация? Пассивация это образование пленки оксида хрома на поверхности нержавеющей стали. Пассивация может осуществляться на воздухе, и протекает около 1 суток. Недостатком такой пассивации является ее неравномерность, ввиду внешних факторов, чистота, движение воздуха, в результате чего можно получить пятнистую поверхность. Решением данной проблемы может служить пассивация средством Аvesta FinishOne, которая образует равномерную защитную пленку по всей поверхности за 30-60 минут, без образования пятнистости.









Технология обработки: Нанести очиститель на 20-30 минут, смыть водой. Нанести травильную пасту на швы или спрей по всей поверхности изделия, на 20-60 минут, смыть водой. Нанести пассиватор на 30-60 минут, смыть водой.
- Наверх
- Вставить ник
#2 Raden
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии. Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %. Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля. Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали: · Однородная коррозия; · Межкристаллитная коррозия; · Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; · Коррозия в трещинах от механического воздействия; · Коррозию, вызванную микробиологическими факторами (МИК).
Белый травильный налет
Описание дефекта
Белый травильный налет проявляется как неоднородный белый слой на алюминиевых профилях из сплавов серии 6ххх после их щелочного травления. Белый слой возникает в результате неоднородного травления алюминия в растворах каустической соды из-за присутствия пленки из MgO/Al2O3 на алюминиевых профилях из сплава 6063 при закалке их на воздухе.
Оксид магния трудно растворяется в растворах каустической соды, и поэтому на поверхности алюминиевого профиля возникают участки повышенной шероховатости, которые хорошо рассеивают видимый свет и дают поверхности белый цвет.
На рисунке 2 показан такой дефект на профиле из алюминиевого сплава 6063. Темные пятна представляют собой места, где пленка оксида магния была удалена при внутризаводских перемещениях профиля и на которых после определенного времени образовалась еще и «пальцевая» коррозия.

Рисунок 2
Предотвращение дефекта:
- Обработка алюминиевых профилей в горячем нейтральном обезжиривающем (нетравящем) растворе или
- Обработка алюминиевых в осветляющем кислотном растворе перед щелочным травлением. В обоих случаях образование дефекта предотвращается за счет удаления слоя оксида магния.
Полировка нержавеющей стали: матовая, зеркальная, шлифованная
Финишная обработка поверхности металла и сварных швов позволяет производить качественную модификацию поверхности проката с получением разной степени шероховатости, упрочнением поверхностного слоя, в эстетическо-декоративных целях, для удобства ухода за металлоизделиями. Компания АРЕХ metal предлагает всевозможные виды проката из нержавеющих сталей и сплавов, для которых применяются разные способы отделки поверхности.
Механический способ получения нержавеющей поверхности
Механические способы очистки, полирования и шлифования поверхности связаны с применением абразивных материалов с разной фракцией зерна, тканых и сетчатых материалов и используется для толстостенных изделий несложной формы.
Так, шлифованная нержавеющая сталь и матовая нержавеющая полосовая холоднокатаная сталь получается при обработке грубыми абразивами, с последующей полировкой сеткой.
Зеркальная нержавеющая сталь обрабатывается абразивом мелкой фракции и полируется хлопком.
Производство шлифованной и зеркальной нержавейки от APEX metal:
- Мелкие изделия с пазами и углублениями — короткие муфты, декоративных заготовки обрабатывают на станках путем их погружения в быстротекущий абразивный материал. Современные материалы для сухого шлифования с эффектом самозатачивания обеспечивают превосходное качество поверхности нержавеющего проката и используются на полировальных станках, станках для чистой обработки методом волочения.
- Для шлифования деталей сложной формы с труднодоступными поверхностями применяют методы импульсной обработки, основанный на взаимном сочетании движений абразивного материала и заготовки.
- Для виброшлифования используют энергию вращения помещенного в барабан шлифстанка вихревого потока абразива, образующего форму тора, метод применим для закругления кромочных поверхностей, снятия заусенцев, уменьшения первоначальной шероховатости.
- Для получения улучшенного качества поверхности используют влажное шлифование и сухое полирование.
Химическая и электролитическая обработка поверхности
При химических и электролитических способах обработки поверхности используют концентрированные многокомпонентные электролиты, базу которых составляют агрессивные и токсичные серная, ортофосфорная, соляная кислоты.
Так, стали 18-10 (12Х18Н10Т) подвергают э/х полированию в двухкомпонентных фосфорно-серных электролитах. Данные методы применимы для любых марок нержавеющей стали, в том числе для тонкостенного проката и изделий сложной формы.








Метод электролитно-плазменного полирования
Более «чистым» с точки зрения экологии (по сравнению с травлением и э/х обработкой) является метод электролитно-плазменного полирования (ЭПП). Он подходит для ответственных изделий, тонкостенной продукции, деталей со сложной геометрией.
ЭПП производится механизированным способом или на автоматизированных линиях. Электроплазменная обработка проходит при напряжении в диапазоне 100 — 600 В. Обрабатываемая деталь становится анодом, вокруг которого начинается интенсивное газоотделение за счет протекающих процессов электролиза и закипания раствора.
В результате вокруг обрабатываемого изделия из нержавеющей стали создается парогазовая оболочка (толщиной от 50 — 100 мкм до 1 — 2 мм) с микроплазменно-электролитическими разрядами.
На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
Способ подходит для обработки нержавеющих хромистых сталей типа 20Х13, жаропрочных сплавов на железоникелевой основе. Обозначение видов поверхности проката указывается в стандартах на нержавеющую сталь, например, в ГОСТ Р 54908-2012 – модифицированном по отношению к ИСО 4955 «Жаростойкие стали»:
Вид проката Обозначение поверхности Способ изготовления
| Лист из полированной матовой нержавеющей стали | 2B | Холодная прокатка, термообработка, травление, пропуск в дрессировочной клети с правкой на полированных валках |
| Лист из нержавейки шлифованной | 1G | Поверхность спецотделки с текстурой одного направления, без сильного отражения поверхности с поверхностью заданной шероховатости |
| Длинномерная продукция, зеркальная нержавеющая | катанка — 3P проволока — 4P | Гладкая и блестящая полированная поверхность (спецотделка) |
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
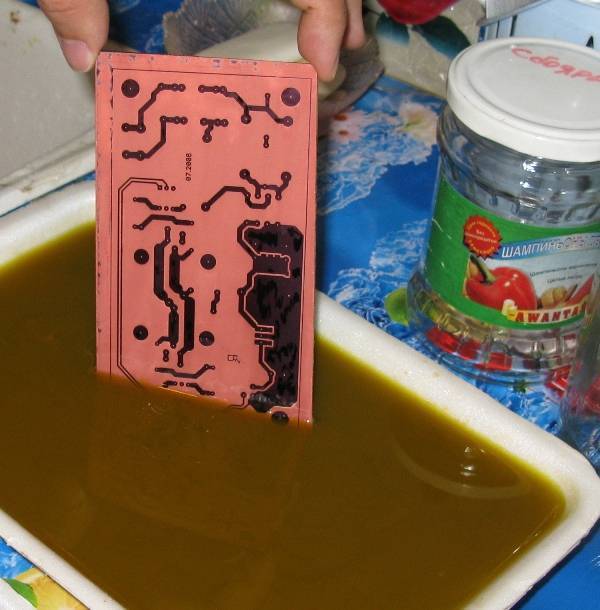
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
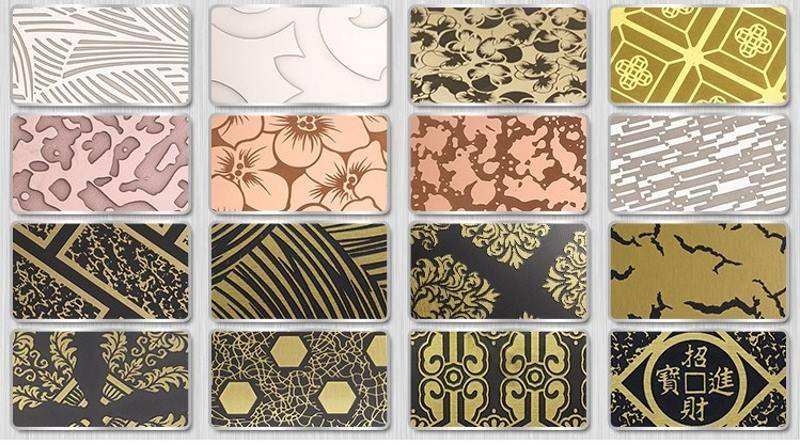
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Погружная обработка кислотами высокой концентрации
Процедура осуществляется на специализированных участках, поскольку связана с выделением насыщенных паров кислот, опасных для здоровья. Технология включает несколько этапов.
- Растворение окалины путем погружения сварного узла в ванну с раствором серной (6-8% от объема) и соляной (2-4%) кислот. Смесь нагревают до 60-80 градусов, делают выдержку в течение получаса. Быстрее разрушить окисную пленку помогает электролитическое погружное травление: через ванну пропускают ток, а изделие подсоединяют к положительному или отрицательному полюсу
- Интенсивное промывание в воде.
- Погружение в емкость, где смешаны азотная (весовая доля -10-20%) и плавиковая (1-2%) кислоты.
- Промывание в большом количестве воды.
Оборудование для гравировки
В принципе, сделать гравировку можно любым острым предметом, например, гвоздем. Но результат вряд ли порадует, да и времени этой займет немало. Более удобен специальный инструмент – гравер (или дремель). Он выпускается разными производителями, и может работать от электросети, так и автономно. Если Вы выбираете гравер, то стоит присмотреться к моделям с кронштейном – они позволяют подвесить инструмент и таким образом разгрузить руки.
Также для гравировки необходимы буры для разных поверхностей. Эти инструменты отличаются формами и материалом, поскольку применяются для разных видов работ. Наиболее прочными признаны алмазные буры, они служат долго и надежно. Видов буров очень много, но для начала можно приобрести два инструмента: для стекла и для металла.
Травление нержавеющей стали
Травление нержавеющей стали – немаловажный процесс, который обеспечивает удаление верхнего слоя материала и восстановление первоначального состояния. Суть в том, что после проведения определённых работ на поверхности нержавейки могут образоваться дефекты в виде сварных швов, оксидов и окалин, которые способны заметно подпортить внешний вид материала, а также ухудшить эксплуатационные и эстетические свойства. Отличительной чертой стали считается наличие оксидохромовой пленки, целью которой является защита верхнего слоя. Именно из-за неё и возникают вышеперечисленные дефекты, которые с трудом вступают в связь с реагентами. В случае возникновения таких неприятностей можно исправить ситуацию, воспользовавшись специальной процедурой – травление нержавеющей стали.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir. Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.









Паста травильная SAROX
Травильная паста SAROX предназначена для чистки нержавеющей стали и сварных швов, используется для обработки поверхности и удаления коррозии. Травильная паста удаляет окалину, загрязнения и коррозию в области сварного шва и в зоне воздействия температуры. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Прозрачная гелеобразная паста на основе плавиковой (фтористоводородной) и азотной кислот. Используется для устранения вредных последствий высокотемпературных воздействий после сварки или механической обработки (цвета побежалости, окалина) и восстановления пассивного слоя на нержавеющих и кислотостойких сталях в зонах теплового воздействия, а также для удаления загрязнений, которые также могут отрицательно повлиять на антикоррозионный барьер. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Паста SAROX специально предназначена для обработки поверхностей сборных элементов, машин, механизмов и емкостей из нержавеющей стали всех марок на которых находится большое количество сварных швов. Хорошо удаляет потемнения и побежалости, образованные термической сваркой , оставляя за собой светлую поверхность . Паста равномерно наносится на сухую, очищенную от механических и жировых загрязнений, поверхность шва толстым слоем, щеткой из искусственного волокна. Время действия пасты 30-90 минут. Затем паста смывается напором воды, пока поверхность не будет избавлена от кислотных остатков. При работе с пастой работник должен быть обеспечен защитной одеждой, рукавицами и очками. А при переработке большого количества пасты-противогазом. Расход одной банки пасты зависит от типа сварного шва и его ширины, и составляет от 100 до 200 метров шва. Вес банки: 2 кг. Состав: флуоресцентная и азотная кислота. Производительность: более 300 метров обработанных сварочных швов. Время активного воздействия на сталь: около 10 минут. Особенности: хорошо прилипает к обрабатываемой заготовке, придаёт блеск поверхности, значительно снижает трудозатраты перед полировкой.
КАК ПРАВИЛЬНО ПОЛЬЗОВАТЬСЯ ТРАВИЛЬНОЙ ПАСТОЙ ДЛЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
- Тщательно взболтайте банку перед началом применения.
- Тонким слоем нанесите пасту на поверхность нержавейки. Не забудьте, что кисть нужно выбрать ту, которая будет устойчива к кислотам.
- Подождите, пока произойдет химическая реакция. Среднее время, которое потребуется: 80-90 минут при 10°C 40-45 минут при 20°С 20-25 минут при 30°С Хотим заметить, что время данной химической реакции может варьироваться в зависимости от метода сварки, метода обработки поверхности и самой марки нержавеющей стали.
- Далее просто смойте остатки пасты под напором воды, если нужно, то используйте щетку.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.





