Слесарное дело
§ 10. Зенкерование. Зенкование. Цекование
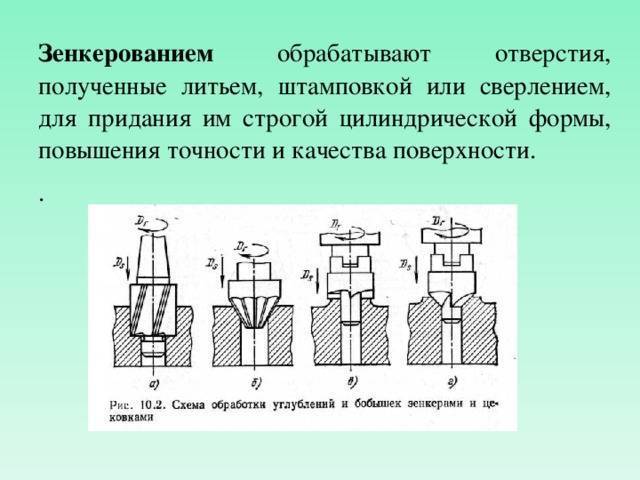
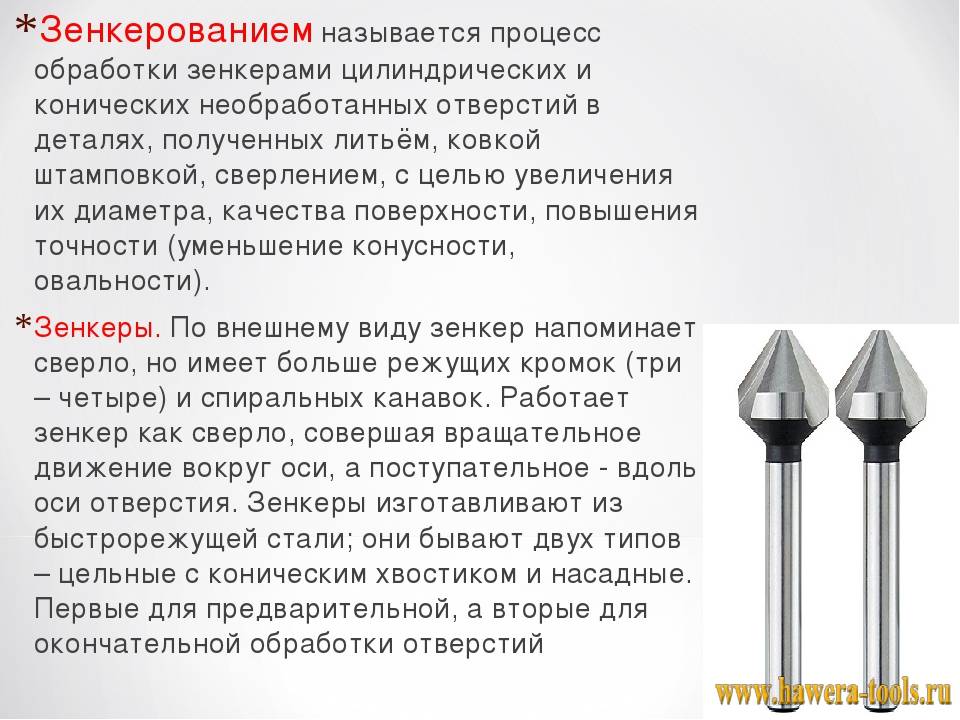
Зенкерованием называется процесс обработки зенкерами цилиндрических необработанных отверстий, полученных литьем, ковкой или штамповкой или предварительно просверленных отверстий с целью увеличения диаметра, улучшения чистоты их поверхности, повышения точности (уменьшения конусности, овальности, разбивки).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и при сверлении оставляют припуск под зенкерование).
Зенкерование обеспечивает точность обработки отверстий в пределах 3—5-го классов точности, шероховатость обработанной поверхности в пределах 4—6-го классов.
Зенкерование — операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5—3 раза больше, чем при сверлении.
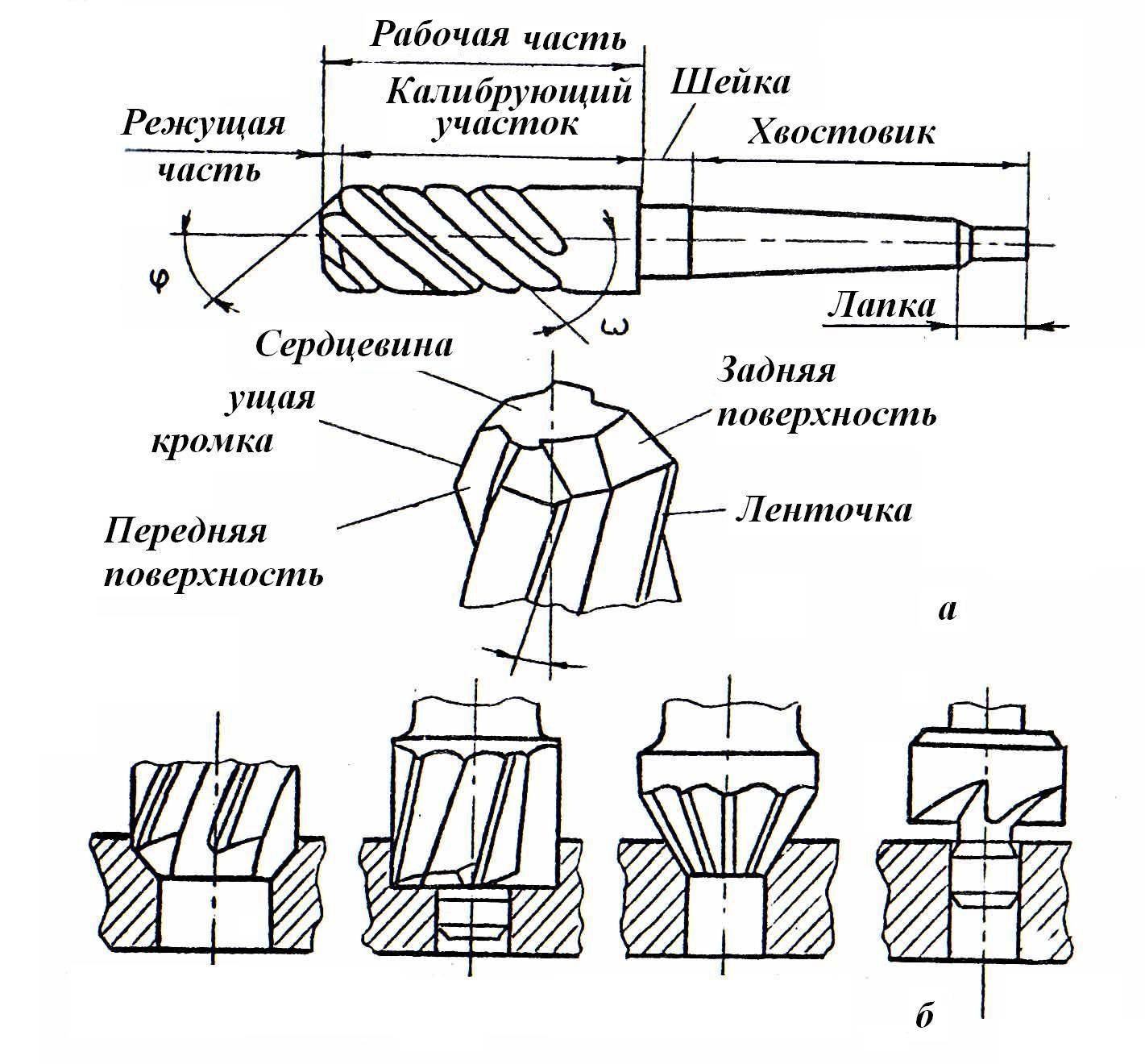
Зенкер так же, как и сверло, совершает вращательное движение вокруг оси и поступательное вдоль оси отверстия. Он обычно состоит из рабочей части, шейки и хвостовика.
Зенкеры изготовляют из быстрорежущей стали Р18, легированной стали 9ХС или инструментальной углеродистой стали У12А.
По конструкции зенкеры бывают цилиндрические и конические.
Цилиндрические зенкеры применяют для более точной обработки отверстий в заготовках, полученных отливкой, штамповкой, а также после сверления.
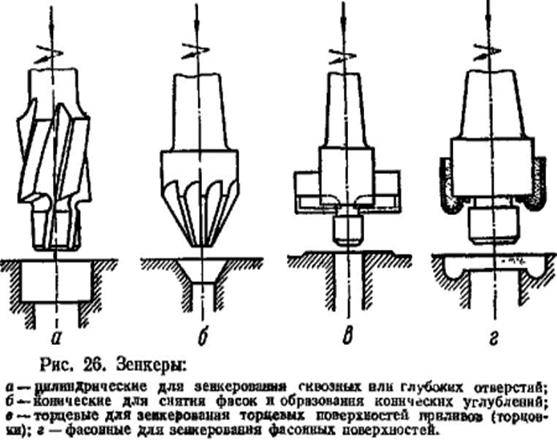
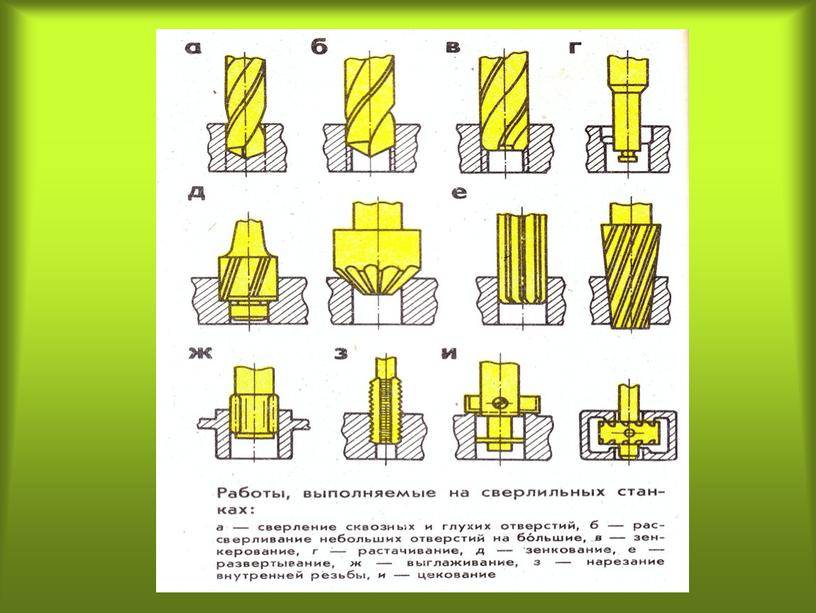
Цилиндрические зенкеры бывают цельные (рис. 183, а, б), насадные (рис. 183, в) и со вставной твердосплавной пластинкой (рис. 183, г). Рис. 183. Виды зенкеров (а, б, в г), примеры Примеры применения ци-оораоотки (о, е, ж) линдрических зенкеров приведены на рис. 183, д, е, ж.
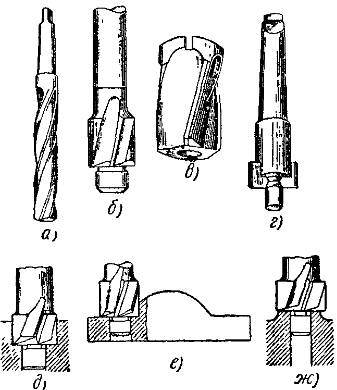
Рис. 183. Виды зенкеров (а, б, в г), примеры обработки (д, е, ж)
По количеству зубьев (перьев) зенкеры бывают трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадные — четыре режущие кромки.
Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Сменные зенкеры соединяются с оправкой при помощи выступа на оправке и выреза в зенкере или же закрепляются винтом.
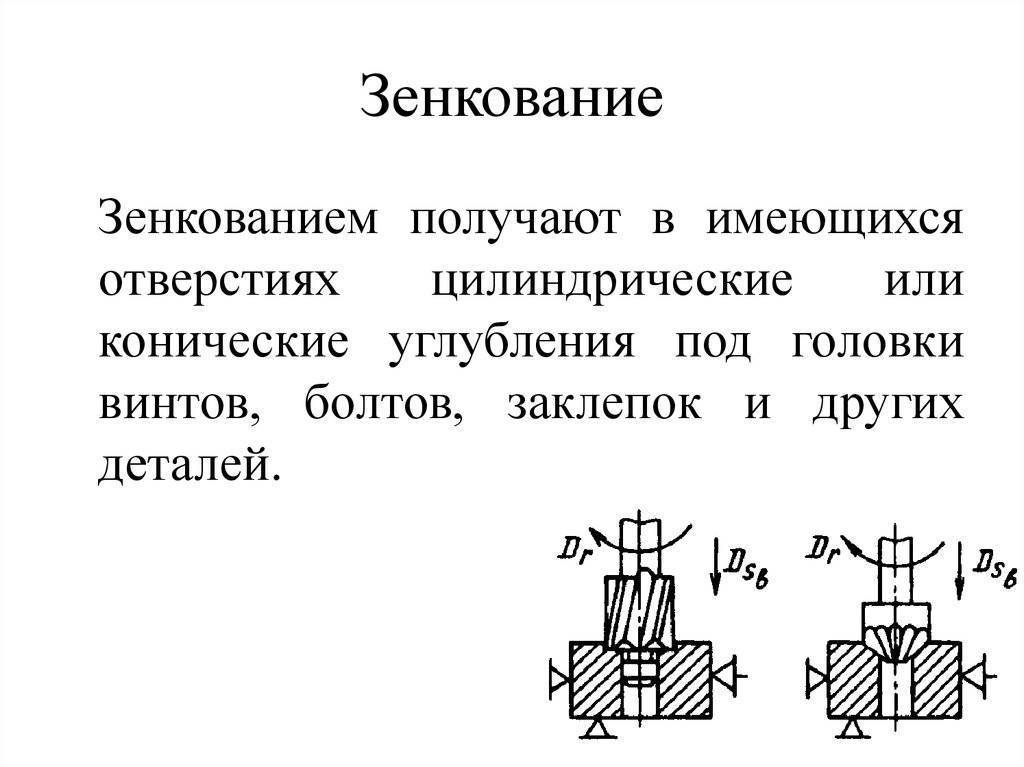
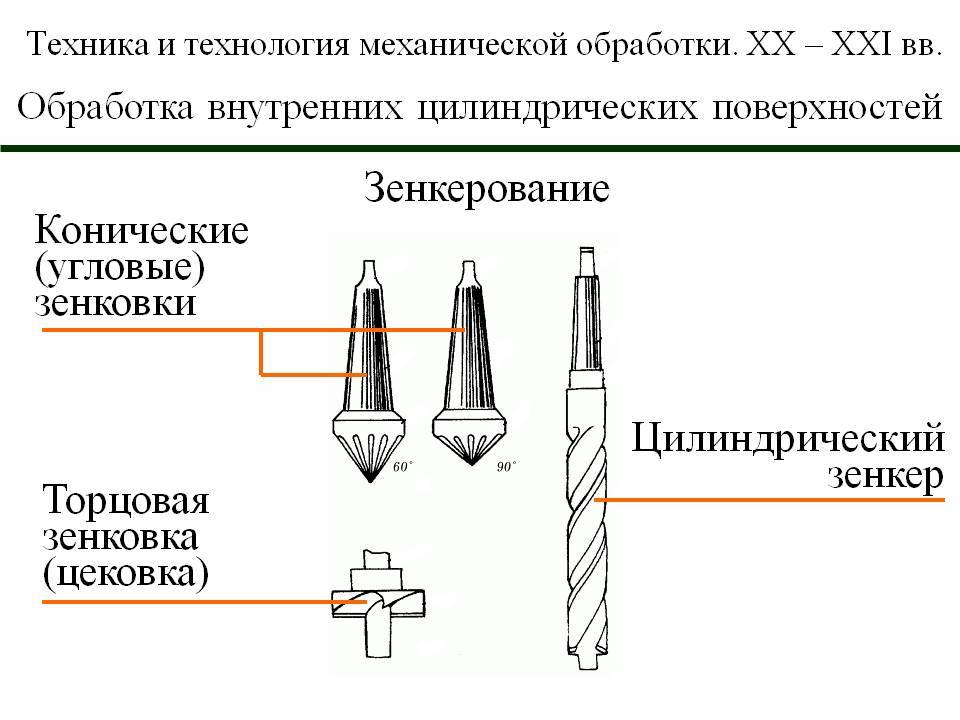
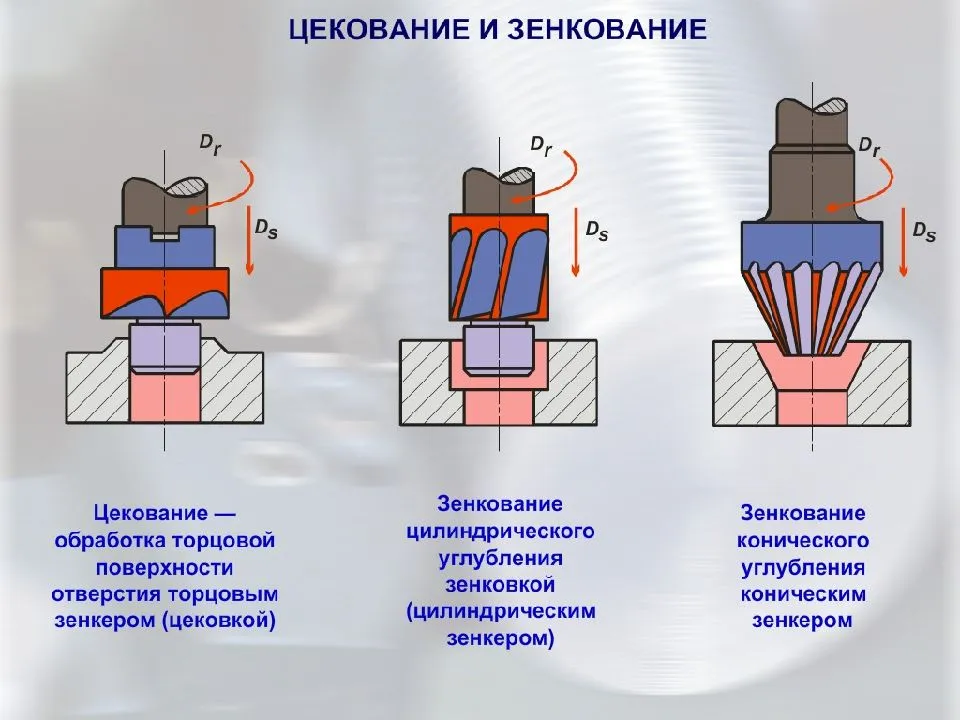
Для снятия фасок у отверстий, получения конических и цилиндрических углублений под головки винтов и заклепок и т. п. применяют зенкование.
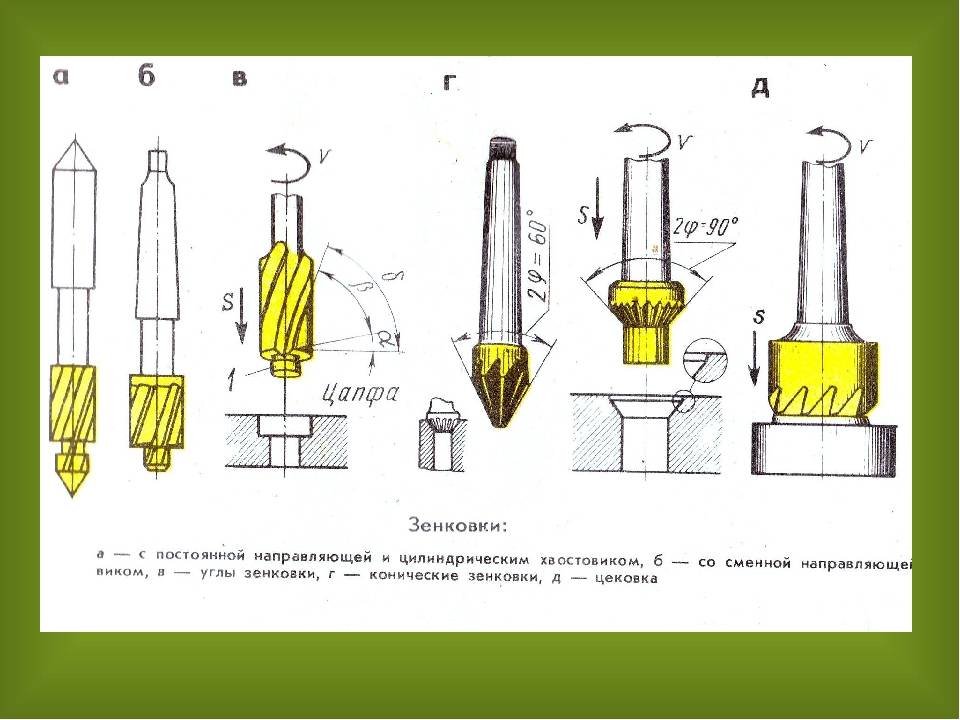
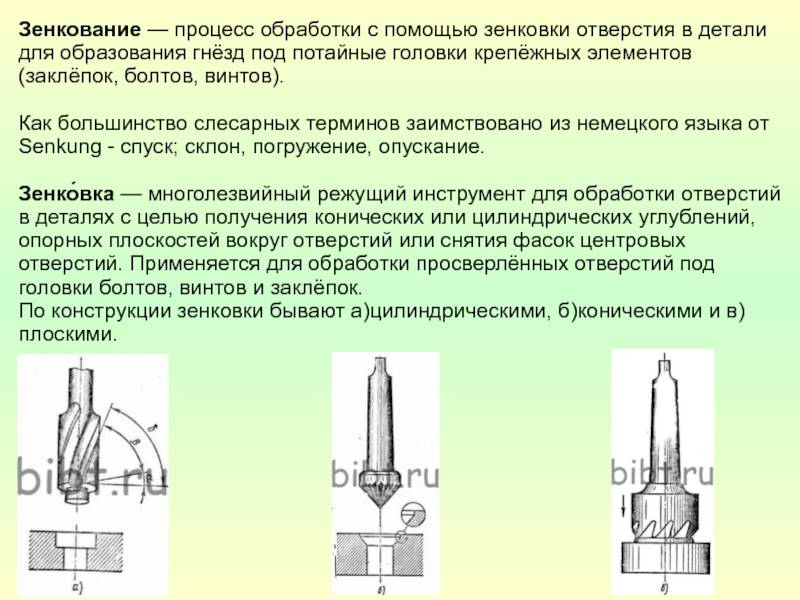
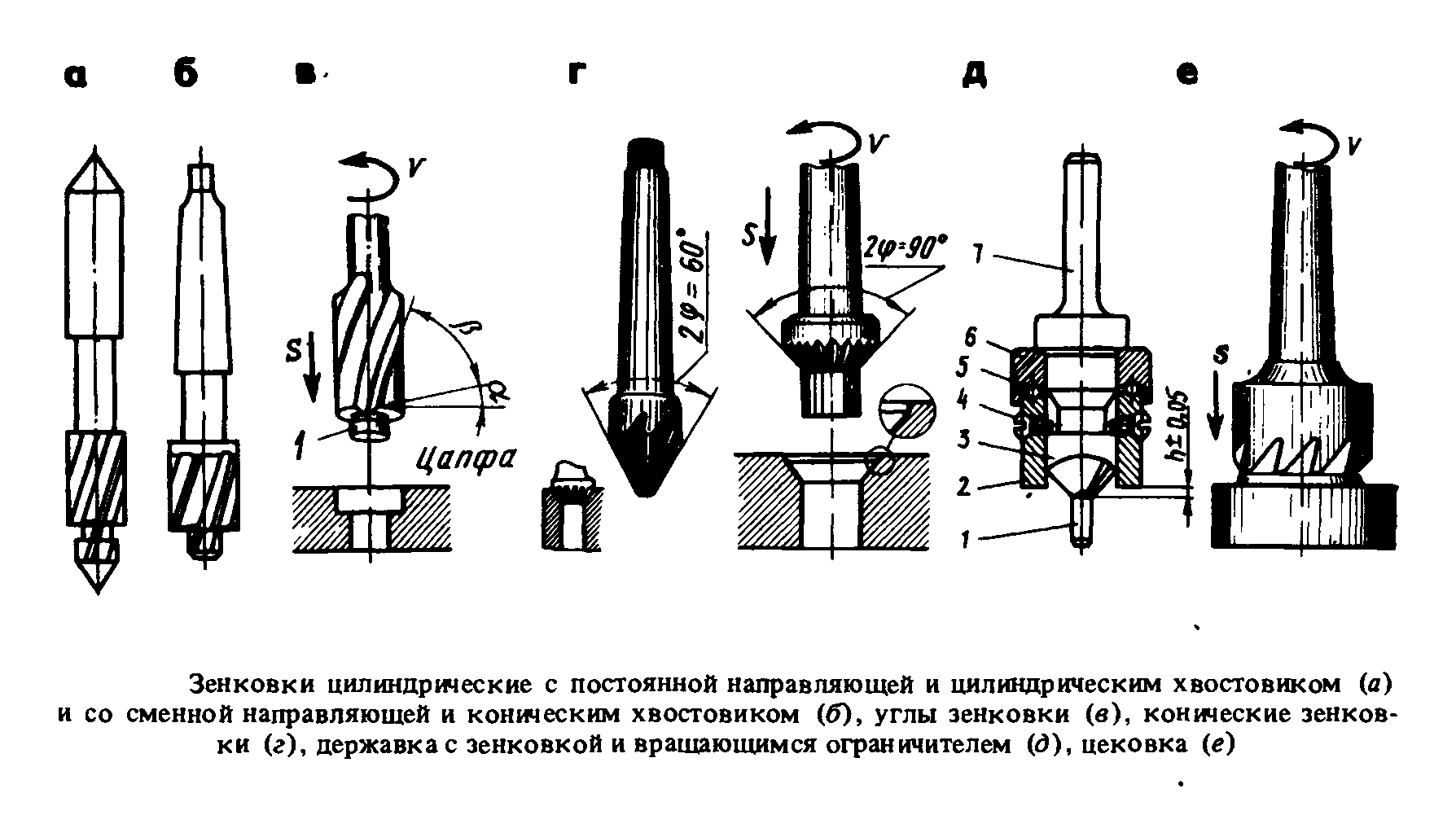
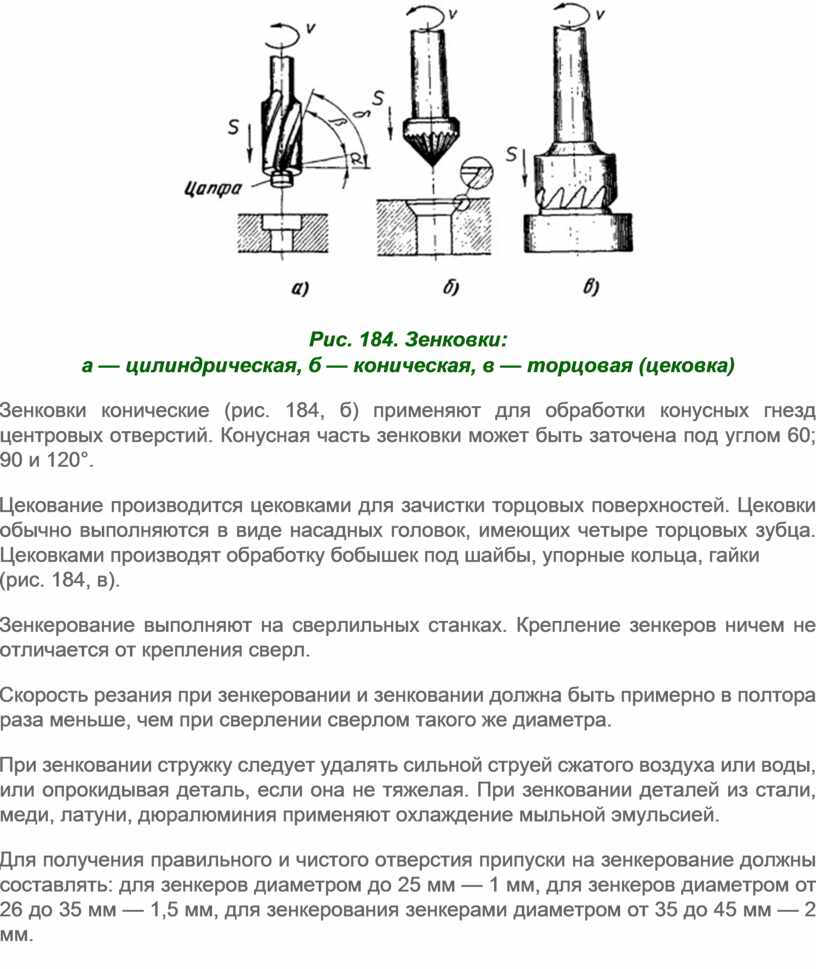
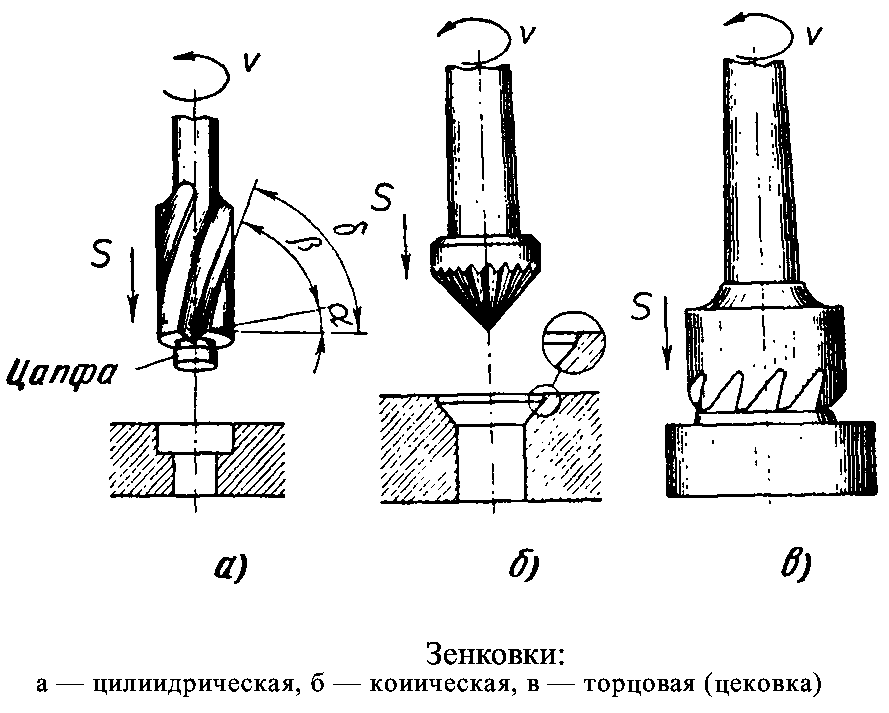
Зенковки цилиндрические (рис. 184, а) применяют для обработки гнезд с плоским дном. Для достижения соосности с точно обработанными отверстиями зенковки имеют направляющую цапфу.
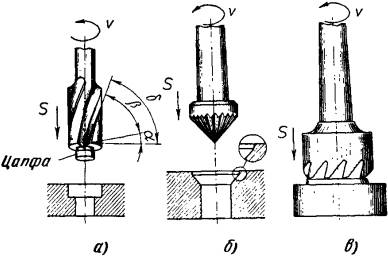
Рис. 184. Зенковки:
а — цилиндрическая, б — коническая, в — торцовая (цековка)
Зенковки конические (рис. 184, б) применяют для обработки конусных гнезд центровых отверстий. Конусная часть зенковки может быть заточена под углом 60; 90 и 120°.
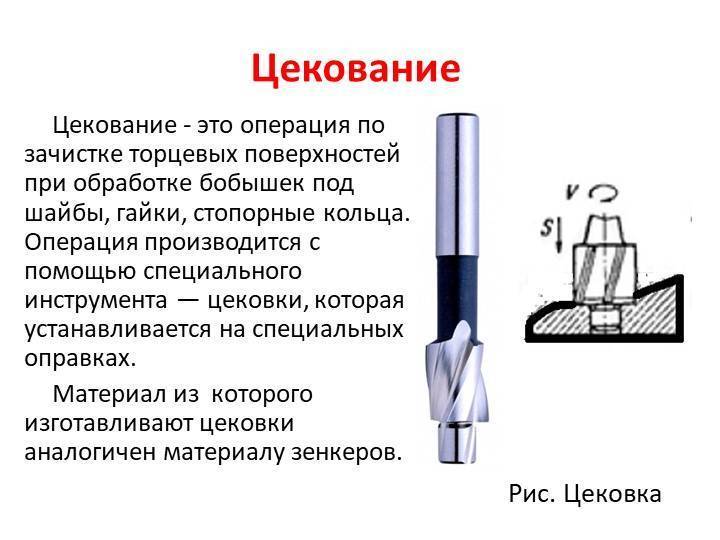
Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняются в виде насадных головок, имеющих четыре торцовых зубца. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки (рис. 184, в).
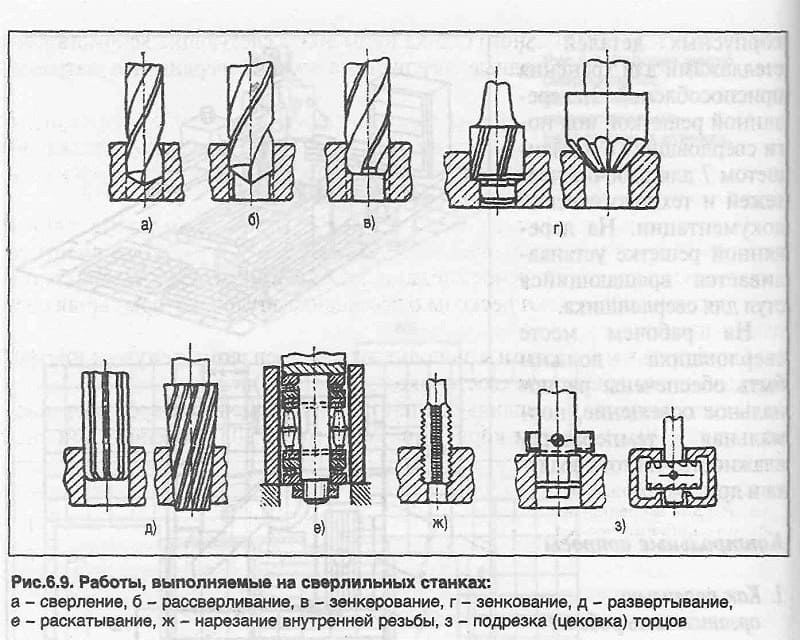
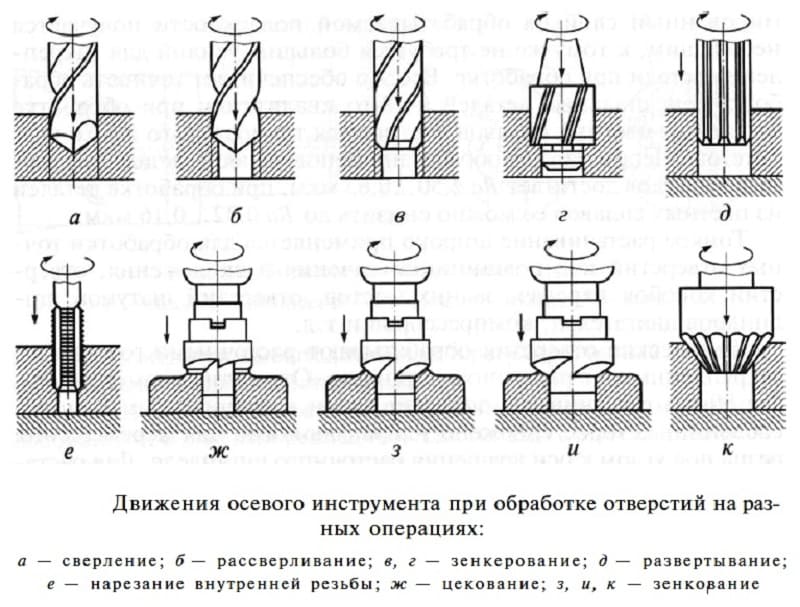
Зенкерование выполняют на сверлильных станках. Крепление зенкеров ничем не отличается от крепления сверл.
Скорость резания при зенкеровании и зенковании должна быть примерно в полтора раза меньше, чем при сверлении сверлом такого же диаметра.
При зенковании стружку следует удалять сильной струей сжатого воздуха или воды, или опрокидывая деталь, если она не тяжелая. При зенковании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией.
Для получения правильного и чистого отверстия припуски на зенкерование должны составлять: для зенкеров диаметром до 25 мм — 1 мм, для зенкеров диаметром от 26 до 35 мм — 1,5 мм, для зенкерования зенкерами диаметром от 35 до 45 мм — 2 мм.
При зенковании и зенкеровании необходимо соблюдать те же правила техники безопасности, что и при сверлении.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Зенкеры подразделяются: По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.



Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.

Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Зенковка – это… Что такое Зенковка?
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Зенковки для цилиндрических углублений и опорных плоскостей часто называют цековки.
Зенкование – процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов).
Виды зенковок
- По форме режущей части зенковки подразделяются на:
- – цилиндрические
- – конические
- – торцовые (цековки).
Цилиндрические зенковки состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления имеют направляющую цапфу.
Конические зенковки также состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления могут иметь направляющую цапфу.
Цековки предназначены для зачистки торцевых поверхностей бобышек под шайбы, упорные кольца или гайки.
- По диаметру обрабатываемых отверстий:
- – для отверстий от 0,5 до 1,5 мм (простые)
- – для отверстий от 0,5 до 6 мм (без предохранительного или с предохранительным конусом)
- – для отверстий от 8 до 12 мм (с конусным хвостовиком)
Зенковки конические. Технические условия – ГОСТ 14953-80
ГОСТ Р 21.1101-2013 СПДС. Основные требования к проектной и рабочей документации
Данный ГОСТ устанавливает основные требования к проектной и рабочей документации для строительства объектов различного назначения.
Требования к узлам и сечениям указаны в разделе 5.5 ГОСТ Р 21.1101-2013.
В соответствии с п.5.5.2 сечения здания или сооружения обозначают арабскими цифрами последовательно в пределах графического документа.
Допускается самостоятельная нумерация для сечений отдельных участков здания, сооружения или установок, все чертежи которых размещены на одном листе или группе листов и если на этих чертежах отсутствуют ссылки на сечения, расположенные на других листах графического документа.
Допускается обозначать сечения — прописными или строчными буквами русского алфавита (за исключением букв, указанных в 5.3.2).
Согласно п.5.3.2 ….за исключением букв: Ё, З, Й, О, X, Ц, Ч, Щ, Ъ, Ы, Ь) или, при необходимости, буквами латинского алфавита (за исключением букв I и О).
Положение секущей плоскости указывают на чертеже линией сечения (разомкнутой линией по ГОСТ 2.303). При сложном разрезе штрихи проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах следует ставить стрелки, указывающие направление взгляда; стрелки должны наноситься на расстоянии 2-3 мм от конца штриха (рисунок 10).
Рисунок 10
Направление взгляда для разреза по плану здания и сооружения принимают, как правило, снизу вверх и справа налево.
В соответствии с таблицей 1 ГОСТ 2.303-68 «Единая система конструкторской документации (ЕСКД). Линии»
п.5 ГОСТ 2.303 Толщина сплошной основной линии должна быть в пределах от 0,5 до 1,4 мм в зависимости от величины и сложности изображения, а также от формата чертежа.
Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
п.5.5.3 ГОСТ Р 21.1101-2013 Если отдельные части вида (фасада), плана, разреза требуют более детального изображения, то дополнительно выполняют местные виды и выносные элементы — узлы и фрагменты.
5.5.4 На изображении (плане, фасаде или разрезе), откуда выносят узел, соответствующее место отмечают замкнутой сплошной тонкой линией (окружностью, овалом или прямоугольником со скругленными углами) с нанесением на полке линии-выноски обозначения узла арабской цифрой в соответствии с рисунками 11а, 11б или прописной буквой русского алфавита в соответствии с рисунком 11в.
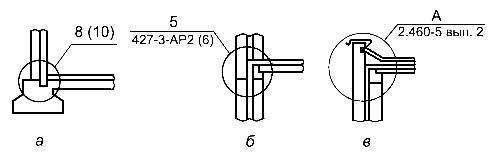 Рисунок 11
Рисунок 11
При необходимости ссылки на узел, помещенный в другом графическом документе (например, основном комплекте рабочих чертежей), или на рабочие чертежи типового строительного узла указывают обозначение и номер листа соответствующего документа в соответствии с рисунком 11б или серию рабочих чертежей типовых узлов и номер выпуска в соответствии с рисунком 11в.
При необходимости ссылку на узел в сечении выполняют в соответствии с рисунком 12.
Рисунок 12
Над изображением узла указывают в кружке его обозначение в соответствии с рисунком 13а, если узел изображен на том же листе, откуда он вынесен, или 13б, если он вынесен на другом листе.
Рисунок 13
Узлу, являющемуся полным зеркальным отражением другого (основного) исполнения, присваивают то же обозначение, что и основному исполнению, с добавлением индекса «н».
5.5.5 Местные виды обозначают прописными буквами русского алфавита, которые наносят рядом со стрелкой, указывающей направление взгляда. Эти же обозначения наносят над изображениями видов.
![Глава xi. зенкерование, зенкование и развертывание [1980 макиенко н.и. - общий курс слесарного дела]](https://stankotk.ru/wp-content/uploads/0/d/0/0d01b5e4bf397fd2a5def43e3c4f1876.jpeg)


5.5.6 Для каждого вида изображений (разрезов и сечений, узлов, фрагментов) применяют самостоятельный порядок нумерации или буквенных обозначений.
5.5.9 Если изображение разреза, сечения, узла, вида или фрагмента помещено на другом листе, то после обозначения изображения указывают в скобках номер этого листа в соответствии с рисунками 10, 11а, 12 и 14.
Согласно п.5.5.14 наименованиями сечений являются цифровые или буквенные обозначения секущих плоскостей.
Пример — 5-5, Б-Б, а-а
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.

Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.
Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.
Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).
Зенкер алмазный
По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.






Спиральные хвостовые зенкеры
Какие бывают виды

Зенкеров много представлено на рынке, неопытный пользователь может не понять зачем столько нужно, а ведь у каждого вида есть свое назначение и особенность в работе. Какие-то подойдут для увеличения диаметра отверстия, а какие-то будут наиболее эффективны в работе с торцевой частью детали. Чаще всего в работе с деревом используются базовый набор насадок:
цилиндрический;
цельный конический,
цельный насадной.
Каждый зенкер по дереву предназначен для работ соответствующих отверстий, указано в названии. Но в отдельных случаях, в особо трудоемких ситуациях, можно прибегнуть к использованию насадки на удлиненной оправке. У такого инструмента имеются специальные ножки, которые подрезают торец одновременно с процессом зенкерования. Поэтому лучше всего приобретать комплект, где будет сразу несколько моделей по типу и размеру, это буде выгоднее и эффективнее.