Кинематическая схема токарно-винторезного станка 1К62

Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
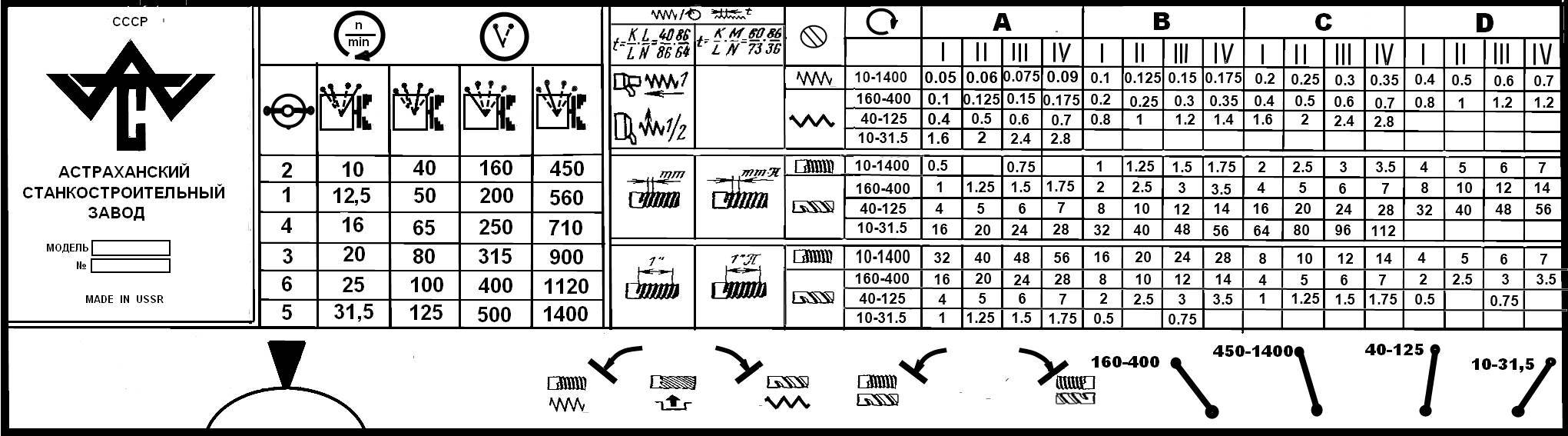
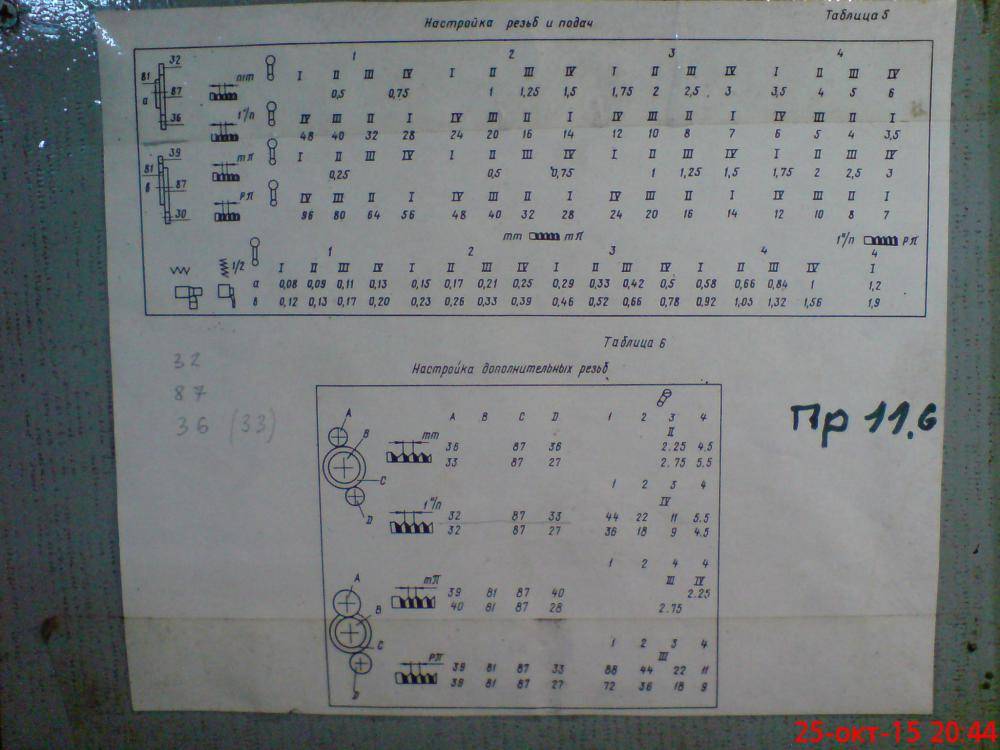
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:

Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:

Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:

Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)

б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)

В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:

Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
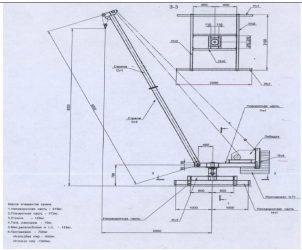
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.
Защита и обслуживание станка
Для предотвращения возможных поломок станок оборудован рядом приспособлений, это:
- Концевые упоры, отключающие механизм при достижении предела возможного перемещения его устройств.
- Плавкие предохранители, защищающие электрооборудование от короткого замыкания.
- Тепловые реле, отключающие двигатель при перегреве.
Для контроля над нагрузкой в электрическую схему 1К62 включен амперметр с черно-белой шкалой. Пока стрелка на первой белой полоске, налицо недозагрузка, движется по черному сектору нормальная работа, заходит дальше — перегруз.






1К62 славится своей надежностью, что не исключает необходимость правильной эксплуатации и регулярного ухода. К этому относится периодическая очистка и смазка механизмов. Подача масла у станка выполняется автоматически в процессе работы, с помощью насоса системы гидравлики. Однако уровень и качество смазки должен контролировать сам токарь, при необходимости доливать и своевременно менять. В задней бабке и каретке фартука предусмотрена отдельная заливка и смена.
Охрана труда и уход за станком
Станок 1К62 обеспечен средствами безопасной защиты в полном соответствии с ГОСТ. В первую очередь это защитные кожухи и щитки. Они защищают глаза и кожу от отлетающей стружки, не допускают случайного касания движущихся механизмов. В систему электрики станка встроен понижающий трансформатор. Благодаря ему освещение, а так же подача охлаждающей жидкости выполняется при рабочем напряжении безопасном для человека.
Уход за станком лежит на его хозяине. Хороший токарь никогда не оставит рабочее место не убранным. Своевременно контролирует уровень масла указываемого датчиками и нагрузку на двигатель.
Работа на токарном станке требует внимания и ответственности. Не допускается одежда с болтающимися краями, которые могут оказаться захвачены механизмами. Чтобы острые края стружки не поранили руки, используют перчатки, а очистку станка выполняют специальной щеткой.
На сегодня флагман российского станкостроения, завод «Красный пролетарий», где был создан 1К62, практически уничтожен. Но и сейчас купить б/у станок, а так же запчасти к нему получится без проблем. Причем состояние предлагаемых агрегатов позволяет предположить, что работать они смогут еще не один десяток лет.
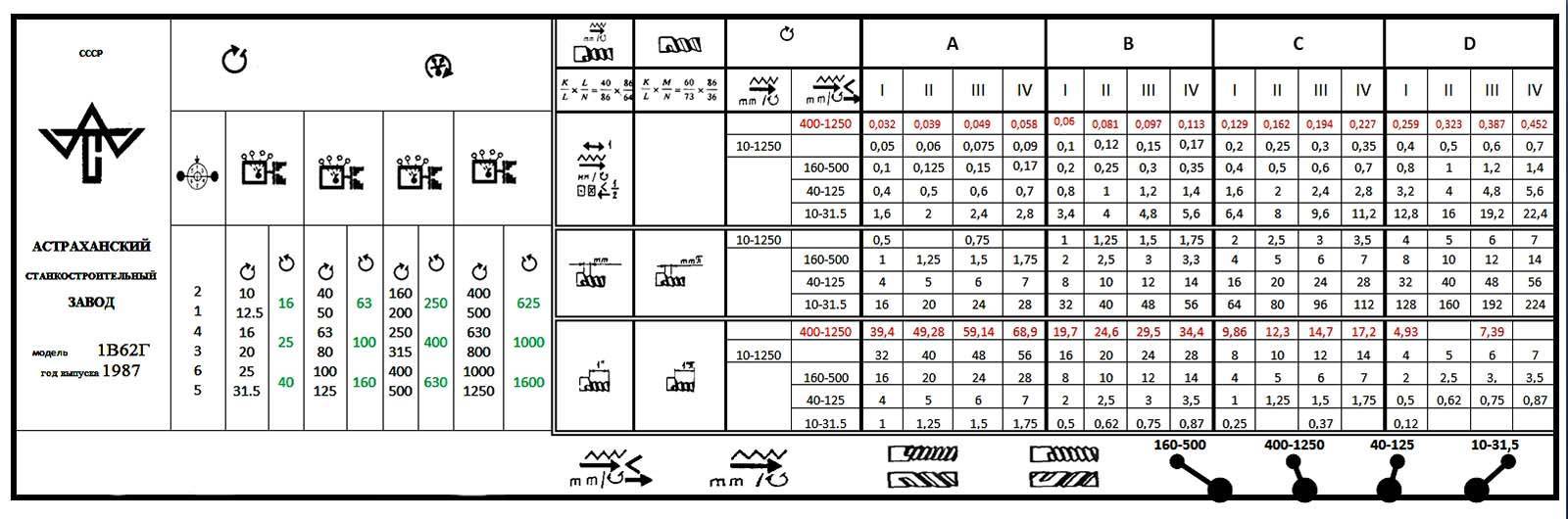
Основные технические данные станка 1в62г
Габариты и масса рассматриваемого токарного агрегата:
- Длина * высота * ширина – 2800х1190х1450 мм.
- Масса 2,43 т.
Такие масса-габаритные показатели станка свидетельствует о его достаточно широком функционале и универсальности применения. Важнейшими техническими характеристиками токарно-винторезного станка 1в62г являются:
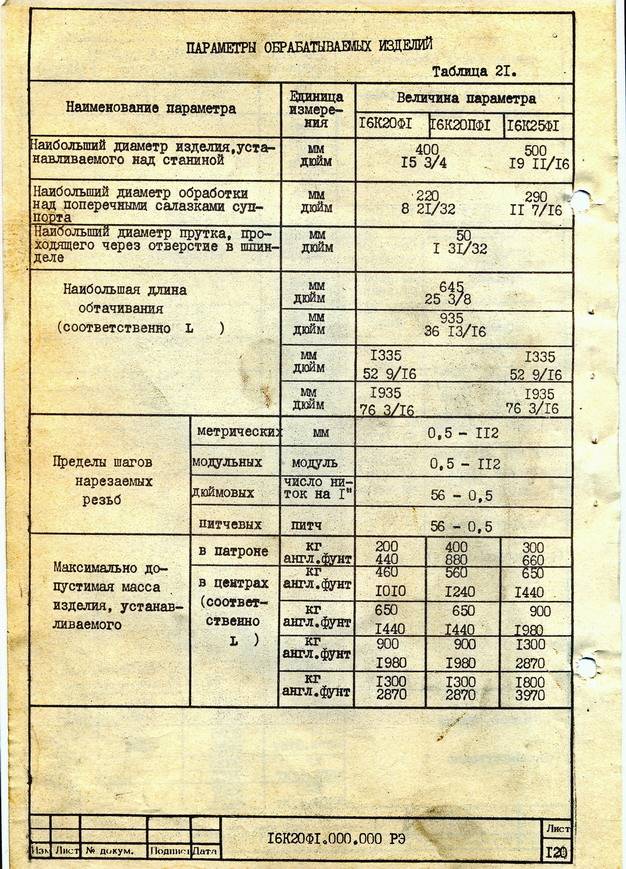
- Допустимая длина обтачиваемой детали может равняться 750, 1000 или 1500 мм.
- Предельные диаметры заготовок – 36 (в отверстии шпинделя), 220 (выше суппорта) и 445/620 мм (над станиной/в ее углублении).
- Число скоростей шпинделя – 36 в диапазоне 10…1800 об/мин.
- Цена деления лимба на салазках резца 0,05 мм.
- Параметр шероховатости поверхности детали (материал – сталь конструкционная) после чистового точения – не более Ra 2,0 (соответствует 6-у классу).
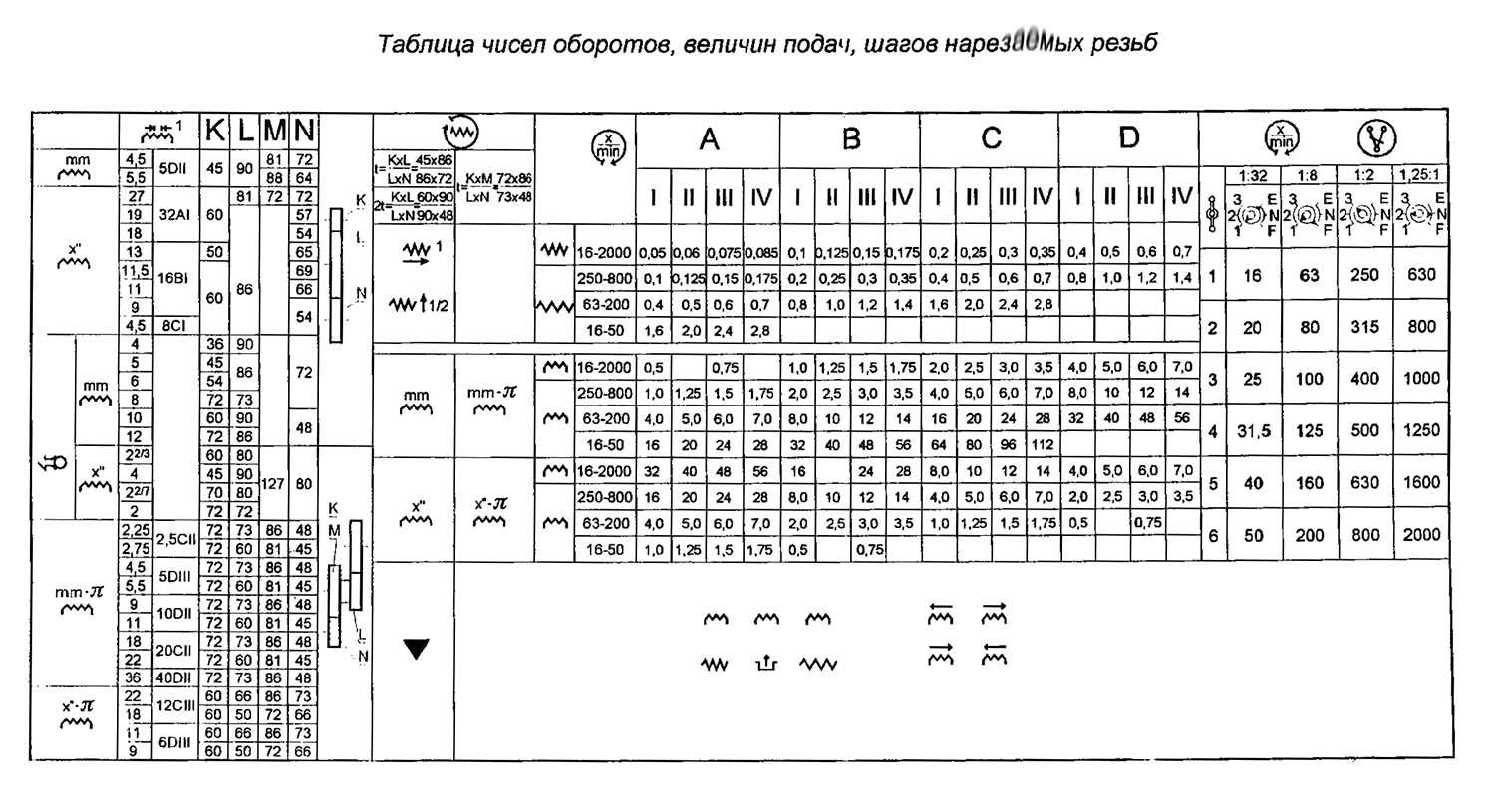
- Виды нарезаемой резьбы и их количество – метрическая 36 (шаг 0,5 – 224 мм), дюймовая 45 (77 – 0,125 ниток на дюйм), модульная 36 (0,5 – 224 модулей) и питчевая 45 (77 – 0,125 питчей).
- Максимальный ход пиноли задней бабки равен 150 мм.
Общая мощность, потребляемая электродвигателями привода станка, не более 8,4 кВт.
Особенности конструкции
К особенностям конструкции 1К62 относят универсальность его функциональных возможностей и грамотно организованное рабочее пространство. Особо отмечается простота настройки режимов работы станка.
Повышенная жесткость всех его рабочих узлов обеспечивается применением в конструкции сверхпрочных подшипников. Благодаря значительной по величине мощности привода на 1К62 допускается обрабатывать заготовки, прошедшие длительную закалку.
Обратите внимание: В конструкции станины предусмотрена возможность изменения положения задней балки, позволяющая обтачивать детали конусообразной формы. Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления. К основным конструктивным узлам этого изделия относят:
К основным конструктивным узлам этого изделия относят:
Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления. К основным конструктивным узлам этого изделия относят:
- Станину с двумя расположенными по краям тумбами.
- Две бабки (переднего и заднего размещения).
- Суппорт с резцедержателем и фартучный механизм.
- Коробку передач (КП).
Рассмотрим далее организацию рабочего места.

Габариты рабочего пространства
Характеристики рабочего места 1К62 выглядят следующим образом:
- высота станины с надстройками – полтора метра;
- общая длина основания – от 2,5 до 3,5 метров (при ширине 1,2 метра);
- допустимый размер детали, размещенной над суппортом – до 22,4 см, а над станиной – до 43,5 см
- допустимое резцовое сечение – в пределах 2,5 см;
- предельный размер болванки, фиксируемой при обработке – в границах от 75 см до 150 см;
- сквозной размер (диаметр) вала – 5,5 см;
- свободный ход рабочей каретки – до 1330 мм.
В определенных условиях эксплуатации станкового оборудования (при фиксации заготовки в патроне, в частности), вес обрабатываемой болванки может достигать 300 кг. При установке заготовок в центрированной позиции ее масса может достигать 1300 кг.
Передняя и задняя бабки
Основное предназначение передней бабки – обеспечить заданные параметры вращения вала в различных режимах работы при выполнении всего спектра рабочих операций. Здесь же размещены элементы переключения сменных зубчатых шестерен КП. Расположенные в ней механизмы позволяют:
- делать резьбу с шагом, который кратен 4-м и 16-ти единицам; при этом передаточное число увеличивается в 8 и 32 раза соответственно;
- обеспечивать правую и левую нарезку;
- подготавливать резьбы в многозаходном режиме (от 2-х до 60-ти заходов).
Преимущества станка 1В62Г
Станок модели 1В62Г относится к универсальному оборудованию, на котором осуществляют токарную обработку наружных и внутренних поверхностей деталей, имеющих форму тел вращения. Технические возможности станка позволяют использовать его для нарезания резьбы любого типа, при этом обрабатываемая заготовка может быть зафиксирована в патроне или центрах.
Несмотря на то, что выпускали станок 1В62Г на специализированном предприятии г. Астрахани еще во времена Советского Союза, данное оборудование и сегодня можно встретить в оснащении многих производственных предприятий. Кроме того, токарный станок данной модели пользуется популярностью и среди домашних умельцев, выполняющих на нем различные работы по металлу.
Защитные кожуха и блокировки на токарно-винторезном станке 1В62Г
Виды защиты:
У токарно винторезного станка 1В62Г, благодаря своим конструктивным характеристикам, существует ряд блокировок и защитных кожухов, тем самым увеличивается степень защиты работы токаря и обслуживающего персонала

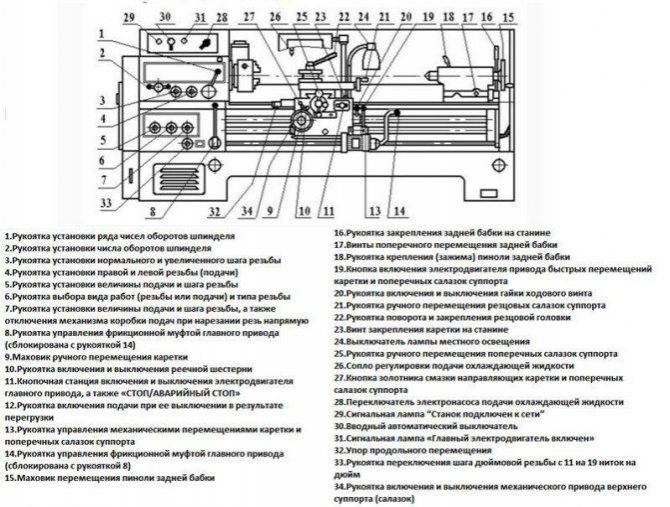
Защитные кожуха и блокировки на станке 1В62Г
- 1 и 13 — защитные кожуха ременных и зубчатых передач;
- 3 — замок электрошкафа, открываемый специальным ключом;
- 4 — лампа, загорающаяся при включении станка;
- 6 — ограждение патрона. Станок не будет работать, если кожух открыт;
- 7 — защитный экран со стеклом, предохраняющий от разлетающейся стружки и охлаждающей жидкости;
- 9 — защитный экран суппорта. Он защищает токаря от стружки и эмульсионной жидкости;
- 11 и 12 — защита ходового вала и ходового винта;
- 14 — механизм отключения перемещений вручную в момент работы подачи;
- 15 — устройство, защищающее кинематику фартука от перегрузки;
- 16 — кнопка стоп аварийного отключения главного двигателя.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.
- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.
- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.
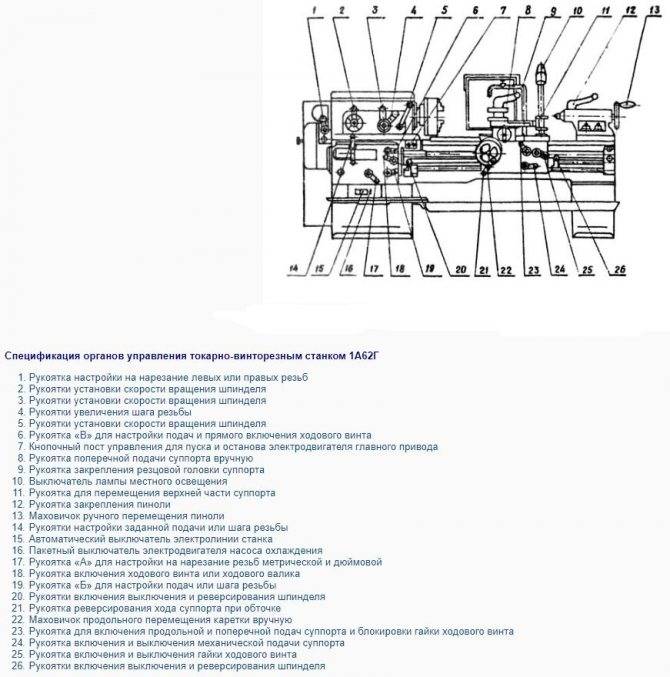
Важно! Также, наличие электрических выключателей, для освещения рабочего места. Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя
И кнопки, отвечающей за пуск двигателя.
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.

Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
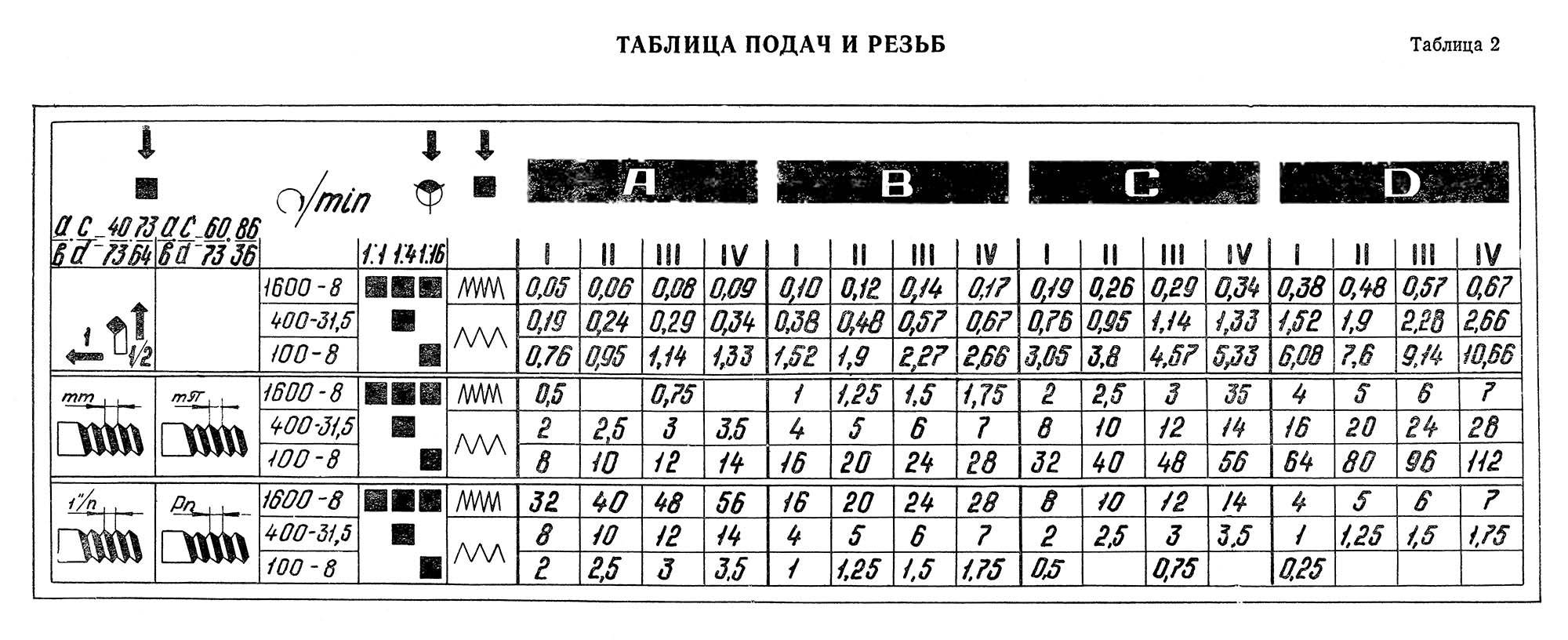
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.









Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
- Имеет продольные и поперечные подачи в количестве – 35 шт.
- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно! Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги. Что положительно сказывается на характеристиках работы:
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
Преимущества станка 1В62Г
Станок модели 1В62Г относится к универсальному оборудованию, на котором осуществляют токарную обработку наружных и внутренних поверхностей деталей, имеющих форму тел вращения. Технические возможности станка позволяют использовать его для нарезания резьбы любого типа, при этом обрабатываемая заготовка может быть зафиксирована в патроне или центрах.
Несмотря на то, что выпускали станок 1В62Г на специализированном предприятии г. Астрахани еще во времена Советского Союза, данное оборудование и сегодня можно встретить в оснащении многих производственных предприятий. Кроме того, токарный станок данной модели пользуется популярностью и среди домашних умельцев, выполняющих на нем различные работы по металлу.
Основные узлы станка
Рассмотрим преимущества агрегата данной модели.
- Основные рабочие узлы станка 1В62Г (валы, направляющие станины и зубчатые колеса) проходят термическую обработку и тщательную шлифовку, что обеспечивает высокую точность выполняемых операций и длительный срок эксплуатации оборудования.
- В опорах шпиндельного узла установлены высокоточные подшипники качения, что также положительно сказывается на точности выполнения технологических операций.
- В шпиндельном узле устройства могут быть установлены различные патроны, обеспечивающие фиксацию заготовки при помощи электромеханического, пневматического и гидравлического приводов.
- Чтобы обеспечить высокую жесткость конструкции оборудования, направляющие станины, имеющей коробчатую конфигурацию, подвергаются предварительной термообработке и тщательной шлифовке.
- Самые важные узлы агрегата 1В62Г (коробка скоростей, подач и фартук) смазываются автономно, что обеспечивает их длительное и безотказное функционирование.
- Благодаря особой конструкции резцедержателя режущий инструмент надежно фиксируется в процессе обработки.
- За исключительную легкость и плавность перемещения задней бабки станка по направляющим отвечает специальное разгрузочное приспособление механического типа.
Органы управления станка
Станок модели 1В62Г, согласно паспорту, оснащен несколькими блокировочными и ограждающими устройствами, которые значительно повышают безопасность работы на этом оборудовании. Все основные конструктивные узлы токарно-винторезного станка данной модели производятся из высококачественной стали, что также способствует длительной и эффективной эксплуатации оборудования, а также минимизирует количество ремонтных работ, которые ему необходимы. Чтобы продлить срок службы данного агрегата, следует придерживаться периодичности проведения технического обслуживания, указанной в паспорте оборудования.
Обзор станка 1В62Г: описание, технические характеристики, фото
Универсальный токарно-винтовой станок 1В62Г выпускался Астраханским станкостроительным заводом. В его конструкции учтены недостатки аналогичных моделей, в результате чего оборудование имеет более широкий функционал и улучшенные эксплуатационные параметры.
Особенности станка
Главной особенностью, которой обладает токарно-винторезный станок 1В62Г, является выемка на станине. Она закрывается съемным мостиком, убрав который можно обрабатывать крупногабаритные детали различной формы (кольца, диски, цилиндры и т.д.) диаметром до 62 см.
Для обеспечения максимально точной обработки станина станка 1В62Г изготовлена в виде жесткой коробчатой формы. При этом шлифованные направляющие имеют достаточно высокую механическую прочность. На точность обработки влияет схема шпинделя, которая включает в себя подшипники качения.
Помимо основных параметров станка 1В62Г можно выделить следующие особенности его конструкции:
- конфигурация резцедержателя. Она спроектирована таким образом, что обеспечивает стабильную фиксацию резца;
- фартук. Имеет уникальный механизм отключения основного суппорта;
- повышенные меры защиты. Они заключаются в правильно подобранных блокирующих и ограждающих устройствах;
- универсальная конструкция зажима. Это дает возможность крепить на шпиндельный узел различные виды патронов.
Эти характеристики позволяют использовать станки 1В62Г для комплектации мелкосерийных производств или мастерских. Также стоит выделить относительно небольшие размеры конструкции (280*119*145 см) и массу – 2430 кг.
Для обеспечения работоспособности в станке предусмотрены три трехфазных двигателя асинхронного типа – 7,5, 0,75 и 0,12 кВт.
Технические характеристики

Обзор параметров следует начать с указания класса точности станка. Он соответствует индексу «Н» согласно принятой классификации по ГОСТ 8-82Е. Условно технические характеристики можно разделить на несколько групп – основные, шпиндель и подача.
Максимально допустимый диаметр детали над станиной станка составляет 44,5 см. Это же значение при расположении заготовки над суппортом не должно превышать 22 см. Параметры указаны при закрытой выемке. Размеры детали не могут быть более 75, 100 или 150 см. Пределы длины обтачивания равны 65, 90 и 140 соответственно.
Параметры шпинделя
Основными параметрами шпиндельной головки являются количество скоростей (21) и частота прямого вращения вала (от 10 до 1400 об/мин). Для обратного вращения число ступней уменьшено в два раза и составляет 12.
Кроме этого следует учитывать такие характеристики шпинделя станка 1В62Г:
- размер внутреннего конуса – Морзе 5;
- конец шпинделя согласно принятой классификации по ГОСТ 12593-72 – 6К.
Благодаря наличию подшипников качения в конструкции можно выполнять своевременную регулировку шпинделя. Для этого предусмотрены специальные гайки. Они соответствуют метрическому размеру М6.
Суппорт
Предназначен для фиксации резца и его смещения относительно вращающейся заготовки по горизонтальной и вертикальной оси, а также в наклонном положении. Для этого в механизме предусмотрены устройства пошаговой регулировки с различной степенью точности.
Одной из главных особенностей суппорта является допустимое смещение каретки в продольном и поперечном направлении. Значения этого параметра соответственно равны 90 и 28 см. Для салазок (верхнего суппорта) максимальное поперечное смещение составляет 13 см. Число передач (продольных и поперечных) равно 50.
Дополнительно следует знать такие параметры данного узла станка 1В62Г:
- скорость смещений. Для поперечного направления – 2, продольного – 4;
- максимальное значение скоростей подачи (мм/об). У поперечных это значение варьируется от 0,009 до 11,2; у продольных – от 0,018 до 22,4;
- смещение на одно деление лимба – 0,05 мм.
Также учитываются параметры нарезаемой резьбы. Они отличаются в зависимости от классификации. Для метрических и модульных максимальное количество составляет 36 при пределе шагов от 0,5 до 224. У дюймовых и питчевых эти значения другие – 45 и 77-0,125 соответственно.
Для фиксации заготовки на оборудовании установлена задняя бабка. Наибольшая длина смещения ее пиноли составляет 15 см. Перемещение самой конструкции огранивается значением ±15 мм.
Перед началом работы на станке необходимо ознакомиться с правилами установки, настройки и эксплуатации. Они подробно изложены в техническом паспорте оборудования.
В видеоматериале показан пример проверки работы станка:
Описание
Разработчик и изготовитель – Астраханский станкостроительный завод

Токарно-винторезные станки моделей 1В62Г и 16В20 предназначены для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Наиболее целесообразно использовать станки в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Исполнение и категория размещения станков в части условии эксплуатации — УХЛ4 по ГОСТ 15150–82Е.
Класс точности станков — Н по ГОСТ 8—82Е.
В станках применены унифицированные узлы фартука 16Б20П.061 и коробки подач 16Б20П.070.






Модель 1В62Г — базовый станок с выемкой в станине.
Модель 16В20 — станок без выемки в станине.
Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью.
Станина станка модели 1В62Г имеет выемку, закрываемую съемным мостиком. Это позволяет при снятом мостике обрабатывать более крупные (диаметром до 620 мм) заготовки типа дисков, колец и фланцев.
Шпиндель смонтирован на точных подшипниках качения.
Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
| Основные данные | Модель | |
|---|---|---|
| 1В62Г | 16В20 | |
| Основные размеры | ГОСТ 440-81 | |
| Наибольший диаметр обрабатываемой заготовки, мм: | ||
| – над станиной | 445 | |
| – над суппортом | 220 | |
| – над выемкой в станине | 620 | – |
| Наибольшая длина обрабатываемой заготовки, мм: | ||
| – над суппортом | 1000 | |
| – над выемкой станины | 290 | – |
| – над выемкой станины при закреплении на планшайбе | 240 | – |
| Наибольшая длина обтачивания, мм | 900 | |
| Конец шпинделя фланцевого по ГОСТ 12593—72 | 6К | |
| Центр по ГОСТ 13214—79: | ||
| – в шпинделе | 7032-0043 (М6) | |
| – в пиноли задней бабки | 7032-0039 (М5) | |
| Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 54 | |
| Высота резца, установленного в резцедержателе, мм, не менее | 25 | |
| Количество скоростей прямого вращения шпинделя, не менее | 24 | |
| Количество скоростей обратного вращения шпинделя, не менее | 12 | |
| Частота вращения шпинделя, мин–1 | 10-1400 | 12,5-1700 |
| Количество ступеней подач продольных/поперечных, не менее | 50/50 | |
| Подача, мм/об: | ||
| – продольная | 0,018-22,4 | |
| – поперечная | 0,009-11,2 | |
| Количество нарезаемых резьб, не менее: | ||
| – метрических | 36 | |
| – модульных | 36 | |
| – дюймовых | 45 | |
| – питчевых | 45 | |
| Шаг нарезаемых резьб: | ||
| – метрических, мм | 0,5-224 | |
| – модульных, модуль | 0,5-224 | |
| – дюймовых, число ниток на один дюйм | 77-0,125 | |
| – питчевых, питч | 77-0,125 | |
| Скорость быстрого перемещения суппорта, м/мин: | ||
| – продольного | 4,0 | |
| – поперечного | 2,0 | |
| Наибольшая длина перемещения, мм: | ||
| – каретки | 900 | – |
| – нижнего суппорта | 280 | – |
| – верхнего суппорта | 130 | – |
| – пиноли | 150 | – |
| – задней бабки (поперечное смещение) | ±15 | – |
| Наибольший угол поворота верхнего суппорта, град | ±90 | – |
| Цена одного деления шкалы перемещения, мм: | ||
| – каретки | 1,00 | – |
| – нижнего суппорта | 0,05 | – |
| – верхнего суппорта | 0,05 | – |
| – пиноли | 5,00 | – |
| Цена одного деления шкалы поворота верхнего суппорта, град | 1,00 | – |
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2,0 | – |
| Габарит станка, мм | 2800 х 1190 х 1450 | |
| Масса станка, кг | 2450 | 2430 |
| Электрооборудование | ||
| Питающая электросеть: | ||
| – род тока | Переменныйтрехфазный | |
| – напряжение, В | 380 | |
| – частота тока, Гц | 50 | |
| Суммарная мощность, кВт | 8,37 | |
| Электродвигатели: | ||
| главного привода: | ||
| – тип | 4АМ132S4У3 | |
| – исполнение | 1М3081 | ГОСТ 2479-79 |
| – мощность, кВт | 7,5 | |
| – частота вращения, мин–1 | 1450 | |
| привода быстрых перемещений: | ||
| – тип | 4АМХ71В4У3 | |
| – исполнение | 1М3081 | ГОСТ 2479-79 |
| – мощность, кВт | 0,75 | |
| – частота вращения, мин–1 | 1370 | |
| привода подачи смазочно-охлаждающей жидкости: | ||
| – тип электронасоса | Х14-22М | – |
| – мощность, кВт | 0,12 | |
| – частота вращения, мин–1 | 2800 | |
| Система охлаждения | ||
| Электронасос: | ||
| – тип | Х14-22М | |
| – производительность, л/мин | 2,2 | |
| Вместимость бака СОЖ, л | 25 | |
| Система смазки | ||
| Насос: | ||
| – тип | Г11-11А | |
| – производительность при 1160 об/мин, л/мин | 4,4 |




3 Электрооборудование универсального токарного станка
Оно требуется для подключения сигнальных и осветительных устройств, а также всех силовых узлов установки к электрической сети с тремя фазами. Паспорт требует, чтобы сеть имела нейтральный глухозаземленный провод, в противном случае использовать станок запрещается.
Электрическая и релейно-контактная аппаратура агрегата работает при правильном ее обслуживании без сбоев за счет простоты своей конструкции. Рассматриваемый в статье станок всегда признавался отечественными специалистами одним из самых надежных именно ввиду стабильности его электрического оборудования. За счет этого к работе на нем допускаются операторы со средней квалификацией. Если простой человек изучит паспорт агрегата и будет четко следовать требованиям, которые изложены в этом документе, он без проблем сможет эксплуатировать станок.

Двигатель главного привода (его мощность составляет 7,5 киловатт) запускается на кнопочной станции специальной клавишей (операция возможна только тогда, когда вводный выключатель находится во включенном состоянии). Для остановки работы электродвигателя предусмотрена другая клавиша, расположенная рядом с кнопкой пуска.
Привод быстрых перемещений (мощность этого мотора – 0,75 киловатт) включается при помощи толчковой кнопки, которая при зажатии контактирует с конечным выключателем. “Спрятана” эта кнопка в рукоятке фартука. Если отжать толчковую кнопку, режим быстрых перемещений отключается автоматически.

На станке есть и еще один двигатель небольшой мощности (0,12 киловатт), который запускает электронасос, необходимый для работы системы охлаждения. Включают его на панели электрошкафа посредством специального переключателя. Сам электрошкаф находится на передней бабке, а именно на ее задней части. Именно в этом шкафу размещается практически вся электрическая аппаратура, обеспечивающая работу станка.
Особенности станка
Инструмент обладает главной особенностью, заключающейся в специальной выемке, которой снабжается станина. Специальный съёмный мостик используется, чтобы деталь оставалась закрытой. Если мостик убирается – появляется возможность обрабатывать детали, имеющие различную форму. Общий допустимый диаметр – до 62 сантиметра.
При изготовлении станины применяется жёсткая коробочная форма. Характерно сохранения достаточного уровня у механических направляющих. Схема шпинделя с подшипниками качения оказывает влияние на точность обработки.
Можно выделить не только основные параметры, но и следующие особенности конструкции станка:
- Конфигурация, характерная для резцедержателя. Резец стабильно фиксируется вне зависимости от созданных условий.
- Основной суппорт отключается уникальным механизмом, поставленным на фартук.
- Использование повышенных мер для повышения безопасности труда. Блокирующие и ограждающие устройства подобраны правильно, насколько это возможно.
- Зажим, обладающий уникальной конструкцией. Благодаря этому можно крепить различные типы патронов, используя шпиндельный узел.
Комплектация мелкосерийных производств, частных мастерских – сферы применения, для которых станок оказывается особенно эффективным.