Технические характеристики
Паспорт данного токарно-винторезного станка 1М63Н содержит в себе следующие характеристики:
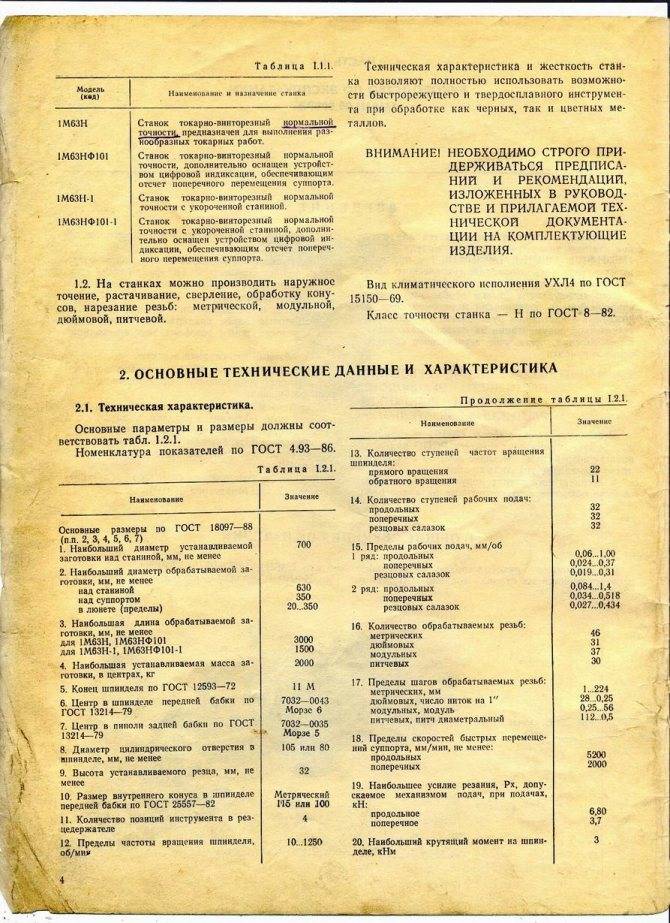
- Максимальный используемый диаметр заготовки:
- 630 мм при обработке обработка торцов изделия;
- 350 мм при обработке цилиндрических поверхностей;
- Диаметр внутреннего отверстия для размещения длинных труб и прутков в центре шпинделя – 105 мм;
- Таблица резьб:
- от 1 до 224 мм – предельные размеры метрической резьбы;
- от 28 до 0.25 ниток на дюйм – дюймовая резьба;
- от 0.5 до 112 питч – питчевая резьба;
- модуль от 56 до 0.25 – модульная резьба;
- Наименьшая частота вращения заготовки – 10 об/мин (18 об/мин при обратном вращении);
- Наибольшая частота вращения заготовки – 1250 об/мин (1800 об/мин при обратном вращении);
- Стандартный для обычной комплектации диаметр трехкулачкового патрона 400 мм;
- Конус шпинделя – Морзе 6;
- Количество передач – 22 для прямого вращения и 11 передач обратного вращения;
- Высота резца – 32 мм;
- Количество позиций резцедержателя – 3;
- Мощность привода (асинхронный трехфазный электродвигатель) составляет 15 кВт, что в сочетании с высокой жесткостью конструкции позволяет применять для точения обрабатываемых деталей инструмент избыстрорежущей стали или со сменными твердосплавными вставками на высоких скоростях обработки;
- Масса станка – от 4200 до 13200 кг.
Как видно из описания характеристик, скорость обратного вращения шпинделя, а соответственно и скорость подачи, больше, чем в прямом направлении. Данное качество позволяет сократить время выполнения операций по нарезанию резьбы.
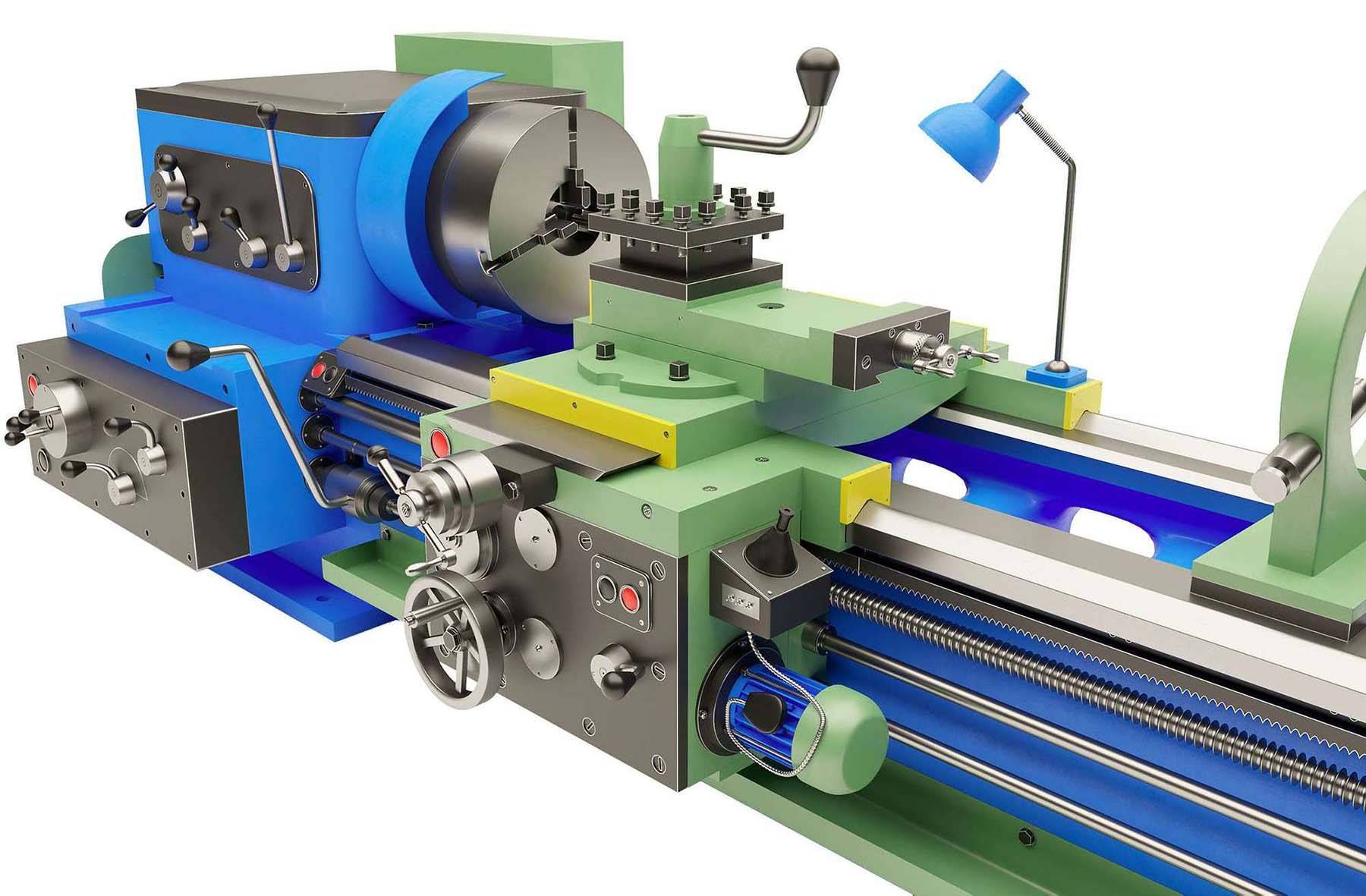
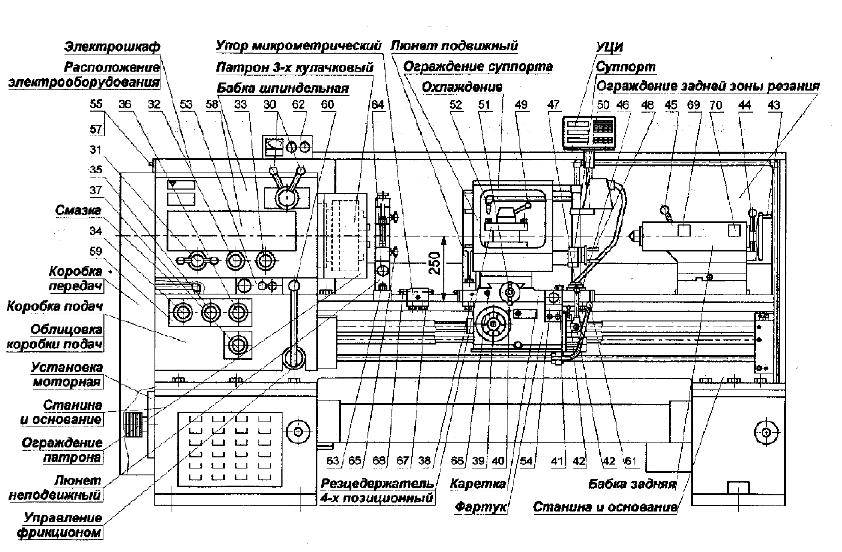
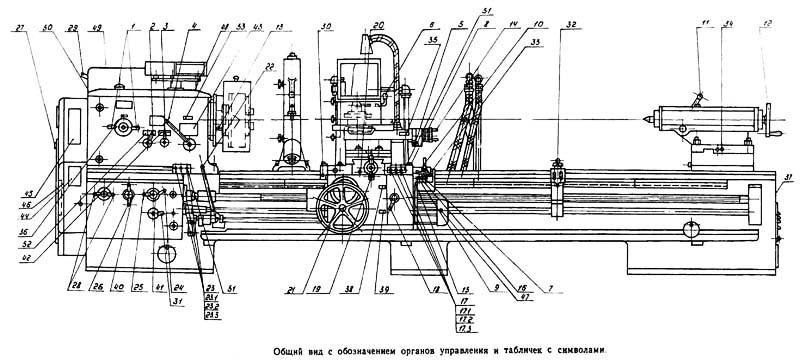
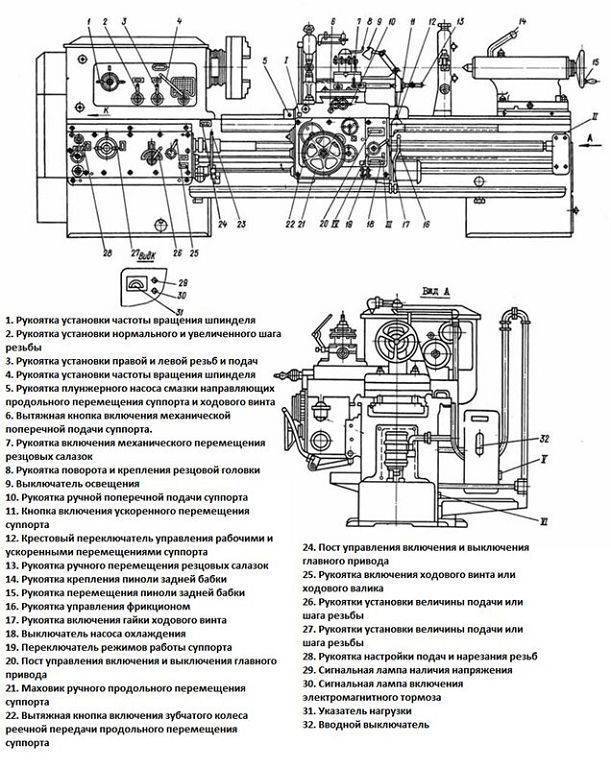
Конструкция
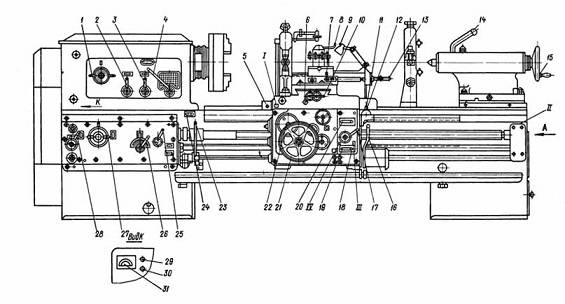
Основу токарно-винторезного станка 1М63Н составляет литая чугунная станина с двумя или тремя тумбами для установки на опорной поверхности (в зависимости от длины станка). Две призматические рабочие направляющие, расположенные на станине, служат для передвижения каретки суппорта, а также регулировки положения задней бабки. 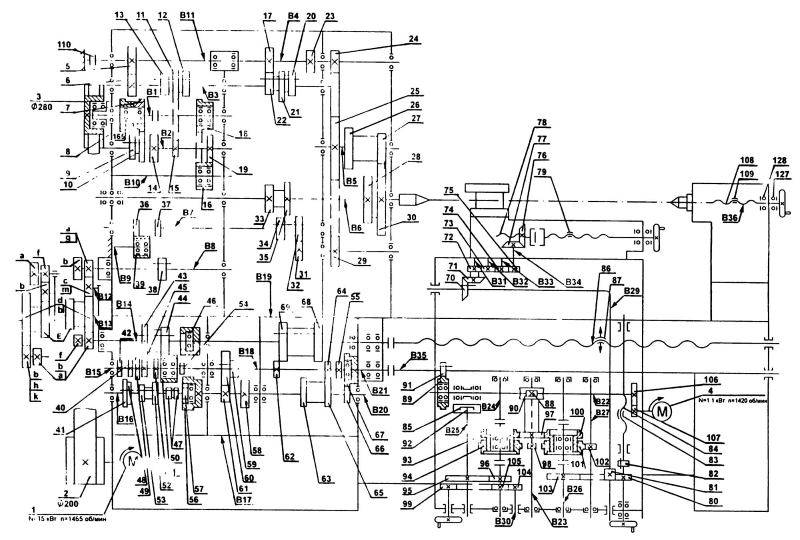 Внутри корпуса станины под рабочей областью выполнены люки для удаления стружки и вывода охлаждающей жидкости. Охлаждающе-смазывающая жидкость используется многократно, благодаря возвращению в емкость через систему фильтров. Крайние (передняя и задняя) тумбы станины полые. В передней (левой) расположен двигатель основного привода, в задней (правой) располагается электродвигатель насоса и бак с охлаждающей эмульсией. На задней стенке передней бабки находится блок сменных шестерен (гитара) для передачи и регулировки вращения от передней бабки на вал подач. Наборы сменных шестерен позволяют перестраивать станок на выполнение нарезки резьб допустимых типов.
Внутри корпуса станины под рабочей областью выполнены люки для удаления стружки и вывода охлаждающей жидкости. Охлаждающе-смазывающая жидкость используется многократно, благодаря возвращению в емкость через систему фильтров. Крайние (передняя и задняя) тумбы станины полые. В передней (левой) расположен двигатель основного привода, в задней (правой) располагается электродвигатель насоса и бак с охлаждающей эмульсией. На задней стенке передней бабки находится блок сменных шестерен (гитара) для передачи и регулировки вращения от передней бабки на вал подач. Наборы сменных шестерен позволяют перестраивать станок на выполнение нарезки резьб допустимых типов.  Смазка шестерен токарно-винторезного станка 1М63Н и его опорных подшипников производится автоматически при помощи механического масляного насоса с приводом от главного вала передней бабки. Применяемая для изготовления шестерен высококачественная легированная сталь, термообработанная после изготовления деталей, позволяет сохранять точность обработки заготовок на протяжении всего срока службы станка.
Смазка шестерен токарно-винторезного станка 1М63Н и его опорных подшипников производится автоматически при помощи механического масляного насоса с приводом от главного вала передней бабки. Применяемая для изготовления шестерен высококачественная легированная сталь, термообработанная после изготовления деталей, позволяет сохранять точность обработки заготовок на протяжении всего срока службы станка.
2 Описание электрооборудования 1М63
Станок снабжается четырьмя двигателями со следующими показателями:
- главный электродвигатель A02-6I-4 СПУЗ: вращение (частота) – 1750 об/мин (при 60 герц) и 1460 об/мин (при 50 герц), мощность – 13 кВт;
- мотор насоса охлаждения XI4-22М: частота вращения – 3350 и 2800 кВт, мощность – 0,12 кВт, подача охлаждающего состава – 22 литра за одну минуту;
- двигатель быстрых перемещений каретки A02-2I-4: частота – 1690 и 1400 об/мин, мощность – 1,1 кВт;
- шиберный насос смазочной системы С12-54 с подачей смазки на уровне 8,2 литров в минуту.
На насос смазочного механизма устанавливается пластинчатый стандартный фильтр модели Г41-22, который обеспечивает 120-микрометровую тонкость фильтрации (номинальная величина).

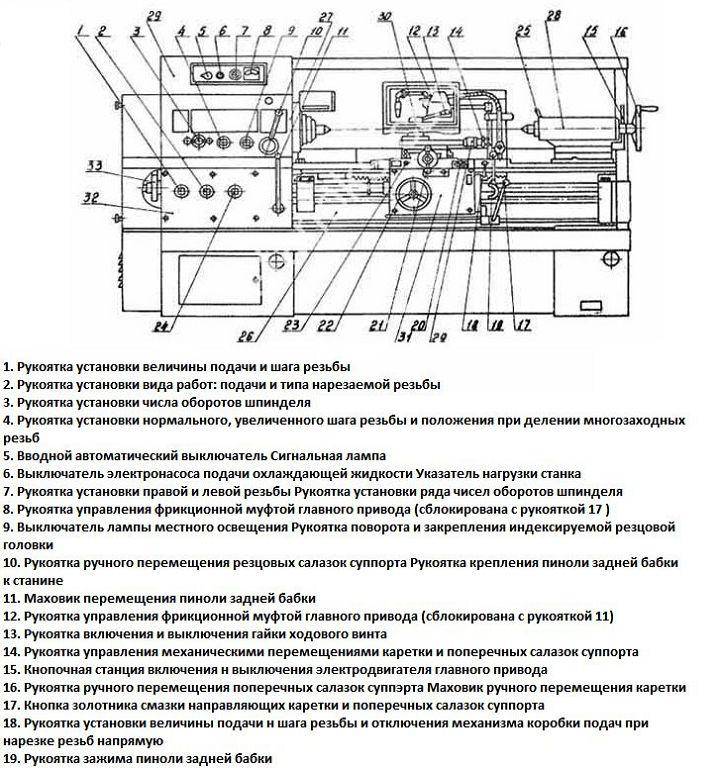
Главный электродвигатель 1М63 запускается тогда, когда фрикцион агрегата находится во включенном состоянии, посредством нажатия одной из двух кнопок с маркировкой “Пуск” (первая находится возле коробки подач, вторая – на пульте управления кареткой). Регулировка шпиндельного узла (в частности выбор конкретной частоты его вращения) выполняется фрикционом, пуск коего осуществляется рукояткой. Показатель силы тока основного двигателя может быть разным. При токе в 22 А он равняется 500 В, в 25 А – 440 В, 26,5 А – 415 В, 27 А – 400 В, 29 А – 380 В.
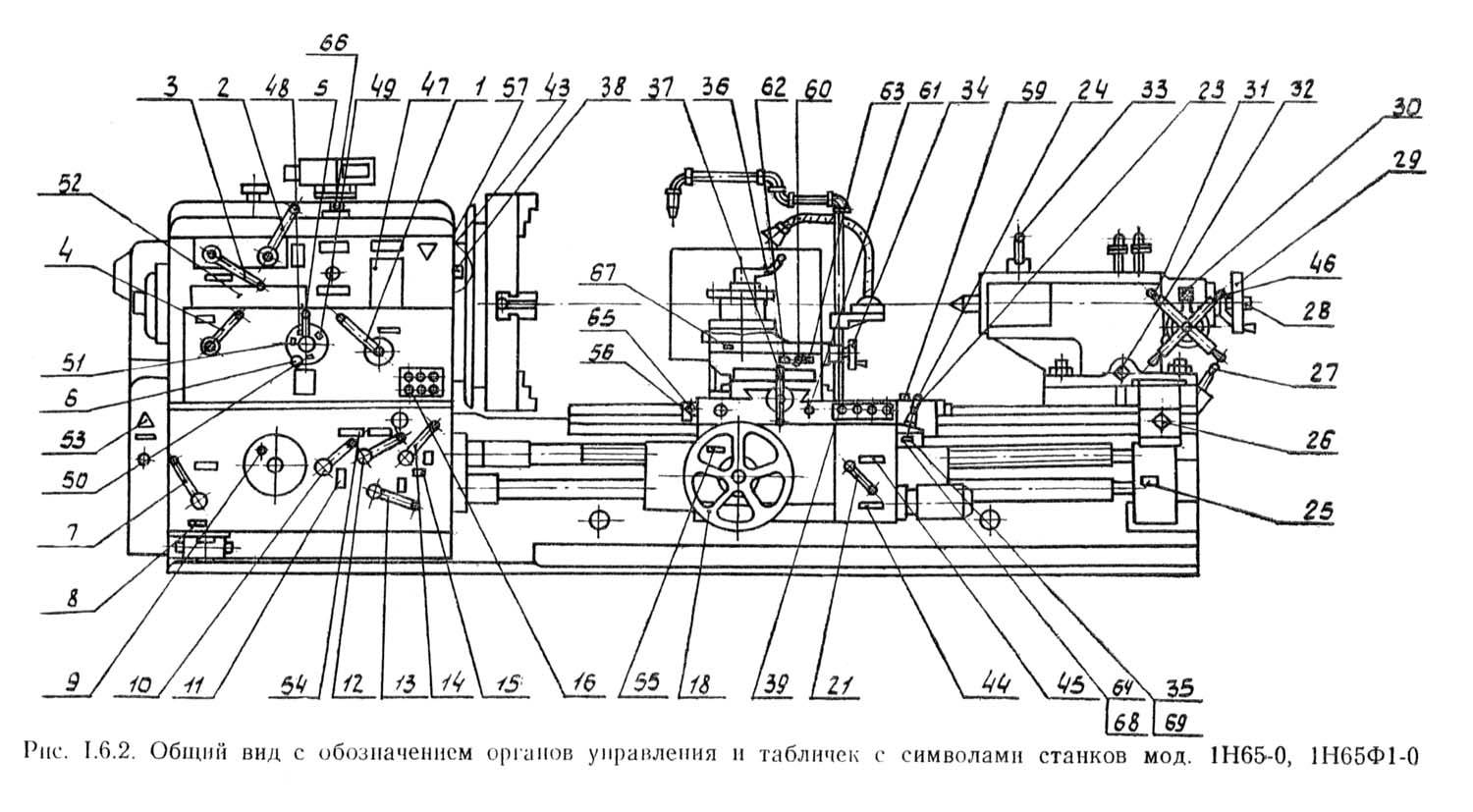
Двигатель главного привода обеспечивает рабочие подачи, за ускоренное движение отвечает отдельный двигатель. В фартуке установки смонтированы фрикционные муфты на электромагнитах в общем количестве четырех штук. Две из них используются для передвижения суппорта поперечно, две – продольно. Муфты управляются рукояткой переключателя (выполнен в крестовой форме), который размещен на фартуке. Данный переключатель может иметь пять положений:
- четыре наклонных (каждое из них совпадает с направлением хода каретки и суппорта)
- одно вертикальное (является нейтральным).

Также на фартуке имеется и еще один переключатель. С его помощью оператор имеет возможность выбрать требуемый рабочий режим:
- наружное конусное точение;
- внутренне точение;
- токарные операции.
Внутри фартука смонтирован конечный блокировочный выключатель. Он необходим для исключения вероятности включения электромагнитных муфт и маточной гайки в один и то же момент времени. Принцип его функционирования очень прост – при запуске гайки он отключает цепь питания муфт (просто-напросто обрывает ее).
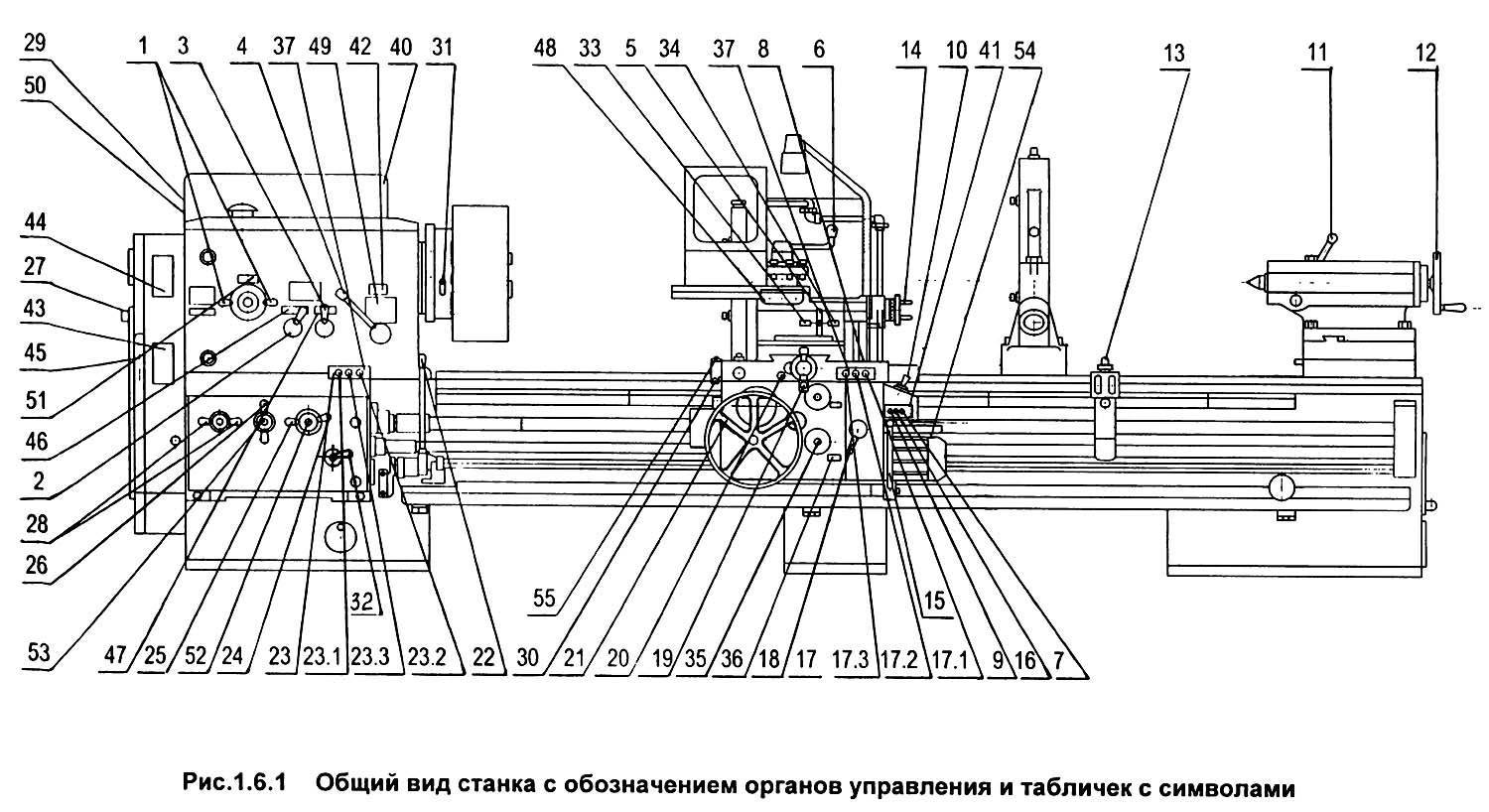
1М63Д станок токарно-винторезный универсальный. Назначение, область применения
Станок токарно-винторезный 1м63д (начало серийного производства – 1983 год) заменил модель . В 1986 году станок 1м63д был заменен на более совершенную модель .
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Основные технические характеристики токарно-винторезного станка 1М63Д
Изготовитель – Тбилисский станкостроительный завод им. Кирова.


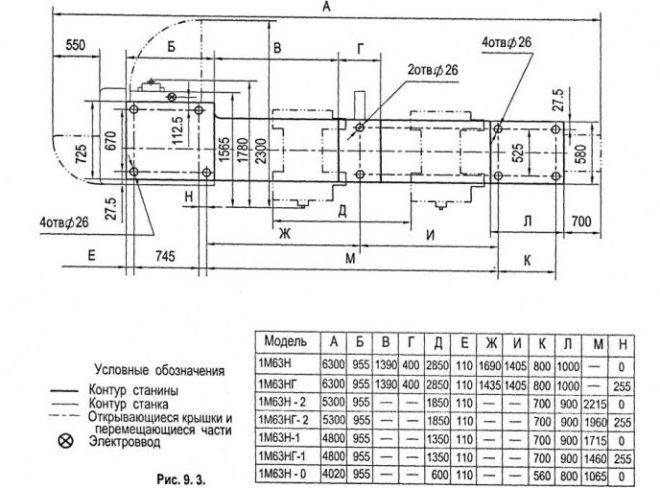

Запланированный срок установочной серии – 1983 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1400 мм
- Высота центров – 315 мм
- Мощность электродвигателя – 15 кВт
- Вес станка полный – 4,3 т
Шпиндель токарно-винторезного станка 1М63Д
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 70 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1М63Д
- Пределы продольных подач – 0,06..1,4 мм/об
- Пределы поперечных подач – 0,024..0,518 мм/об
- Пределы подач резцовых салазок – 0,019..0,434 мм/об
- Пределы шагов резьб метрических – 1..124 мм
- Пределы шагов резьб модульных – 0,25..56 модулей
- Пределы шагов резьб дюймовых – 28..1/4 ниток на дюйм
- Пределы шагов резьб питчевых – 112..0,5 питчей
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
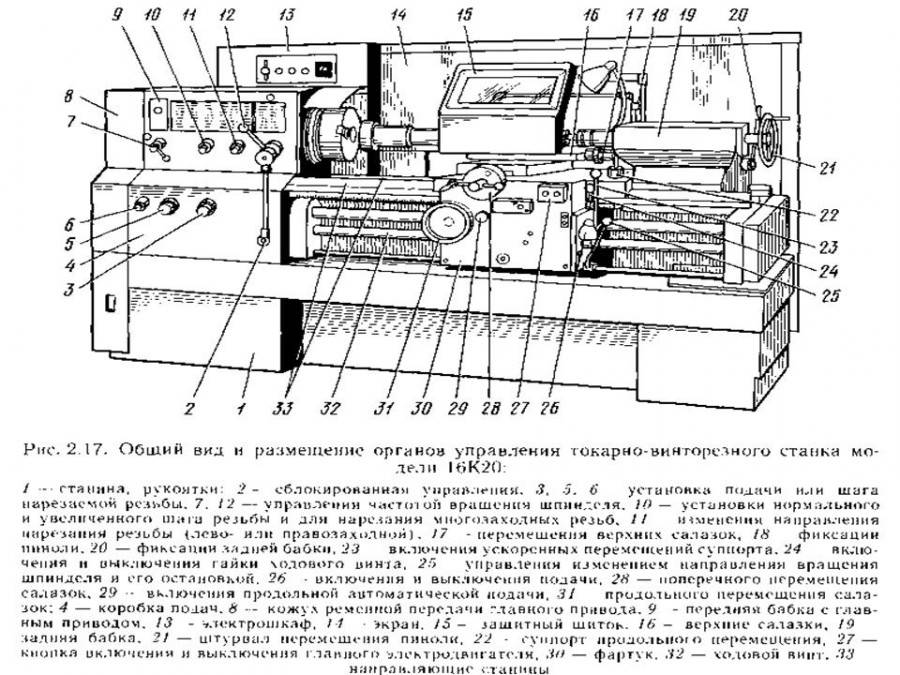
Обозначение токарного станка
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1
– токарный станок (номер группы по классификации ЭНИМС)
М
– поколение станка или обозначение завода – производителя:
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
3
– высота центров над станиной (1, 2, 3, 4, 5) (2 – высота центров 315 мм)
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
А, М
– станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
Б
– станок быстроходный
Д
– станок изготовленный Тбилисским станкостроительным заводом им. Кирова
К
– станок с копировальным устройством
П
– точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Подключение и безопасность
Электрическая схема токарно-винторезного станка 1М63Н рассчитана на подключение к трехфазной электрической сети переменного тока 380 А промышленной частоты 50 Гц. Обязательно наличие защитного заземления для соблюдения требований электробезопасности. Электросхема станка состоит из трех двигателей:




- Главный привод;
- Привод подач суппорта (каретки) с повышенной скоростью;
- Насос подачи смазывающе-охлаждающей жидкости.
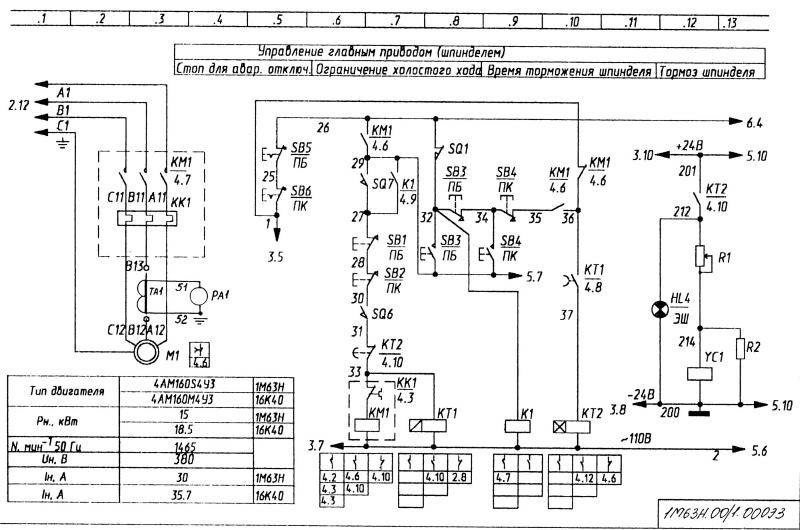 Все двигатели трехфазные асинхронные, управляемые при помощи мощных контакторов, связанных с органами управления станка.
Все двигатели трехфазные асинхронные, управляемые при помощи мощных контакторов, связанных с органами управления станка.
Для увеличения безопасности при работе со станком, элементы схемы управления питаются переменным напряжением 110 В. Для этой цели станок имеет понижающий трансформатор. С этого же трансформатора выходит постоянное напряжение 24 В через полупроводниковый выпрямитель также для работы схемы. Для освещения рабочего места предусмотрено подключение лампы освещения 24 В мощностью 60 Вт. Элементы электросхемы расположены в шкафу на задней стенке передней бабки. Для предотвращения несчастных случаев на токарно-винторезном станке 1М63Н установлены несколько блокировочных концевых выключателей, которые не разрешают работу двигателя в таких ситуациях:
- При открытии дверцы электрического шкафа;
- При поднятом защитном кожухе шпинделя;
- При открытом кожухе гитары.
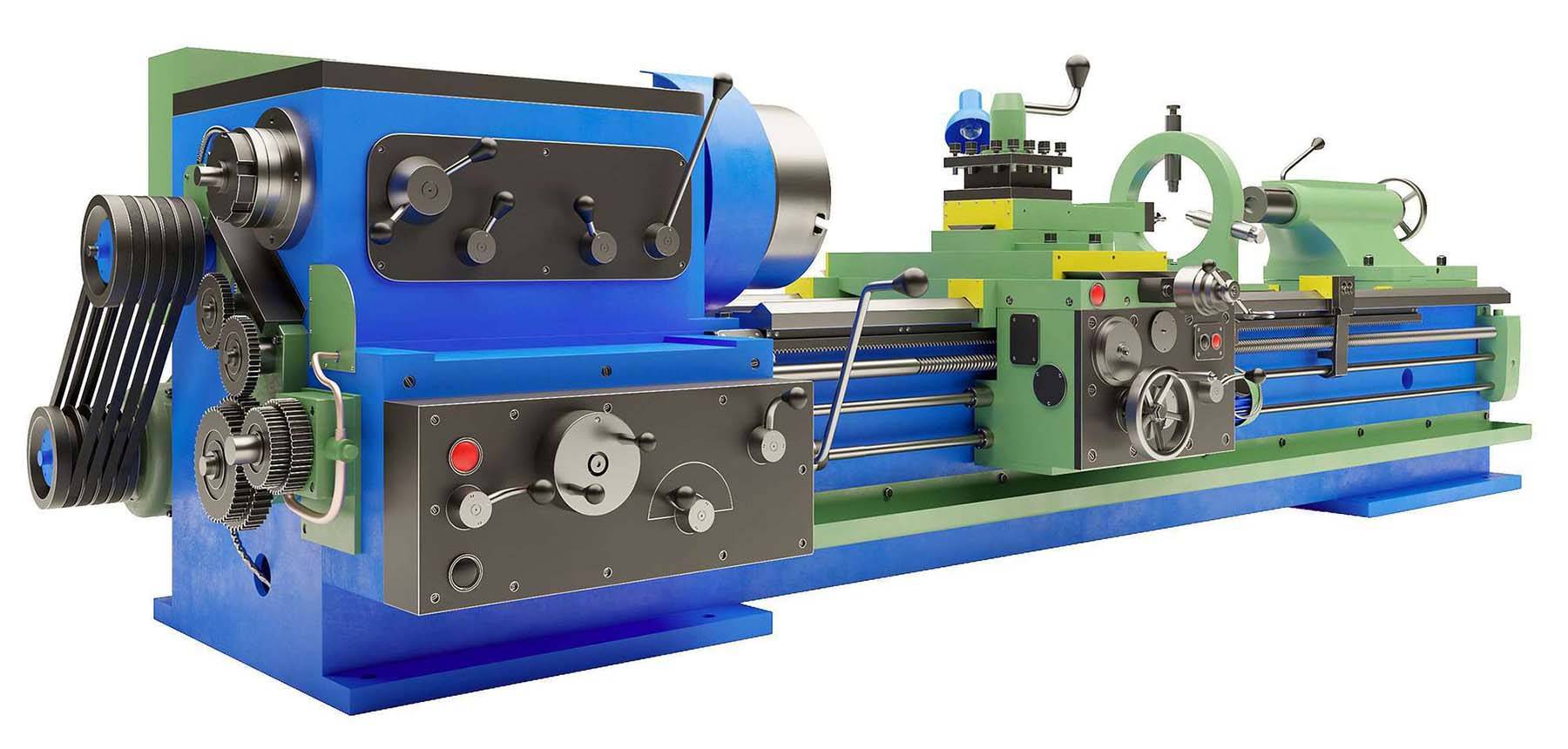
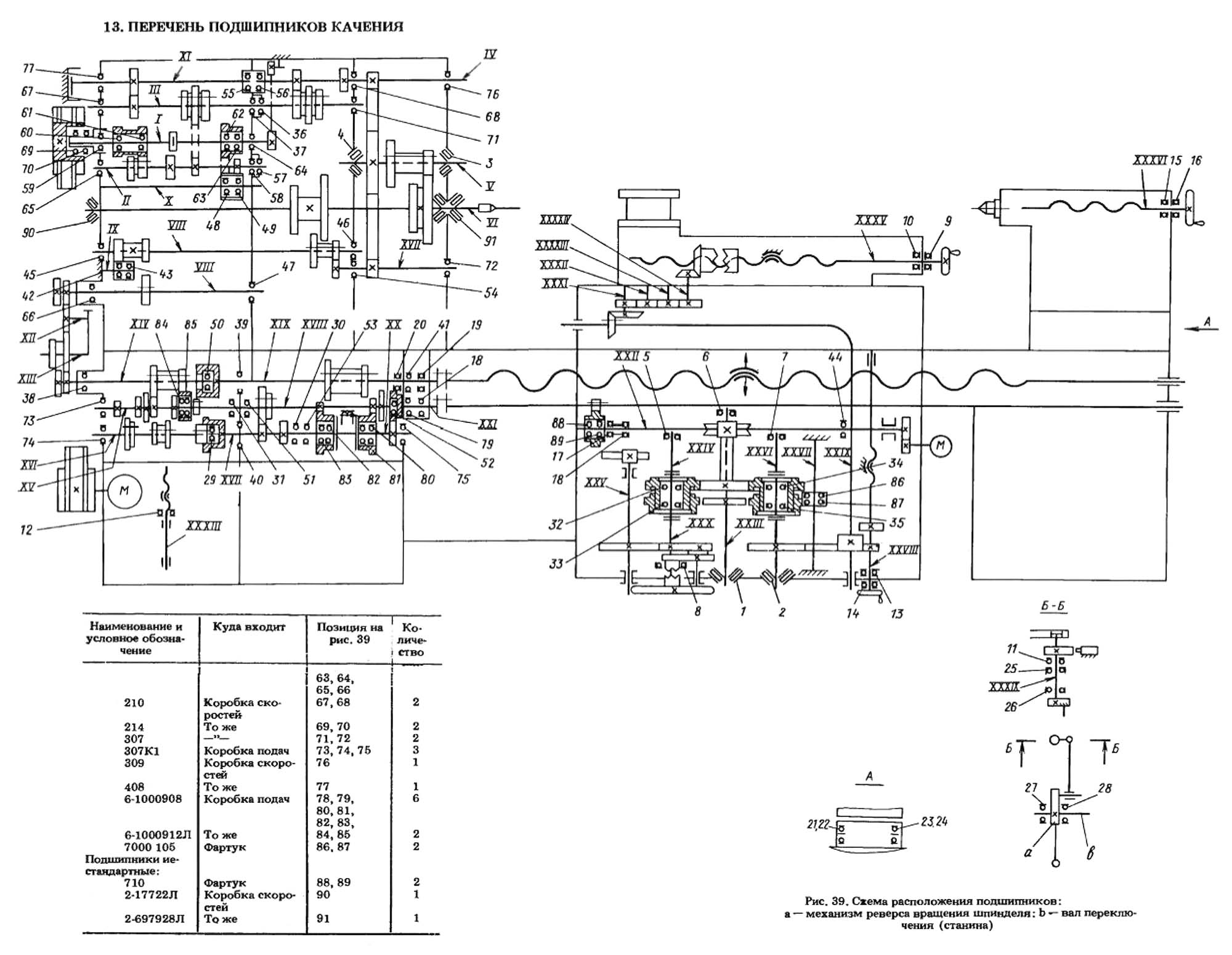
3 Коробки скоростей и подач станка 1М63
В левой части станины (спереди) установлена коробка скоростей. Ее приводной шкив воспринимает вращение от двигателя. Главное движение регулируется по ступенчатой схеме. Когда шкив получает вращение, в коробке скоростей начинают работать разнообразные шестерни. Переключая их последовательно, оператор выбирает одну из 22 скоростей. При этом непосредственно от вала шпиндель берет шесть самых больших скоростей, за счет чего коэффициент полезного действия станка существенно увеличивается.
Зубчатые колеса, с помощью коих выбираются частоты шпиндельного механизма, изготавливаются из термообработанной инструментальной стали высокого качества. Они размещаются на шлицевых стальных валиках. Последние же вращаются на двух видах подшипников – роликовых и шариковых. Кроме всего прочего, коробка скоростей располагает двумя устройствами, предназначенными для повышения в 16 или в 4 раза шага резьбы, а также для реверсирования хода суппорта.

Токарно-винторезный станок 1М63, технические характеристики которого мы рассматривали в данной статье, имеет и весьма эффективную в работе коробку подач. Данный механизм выполнен в двухосной закрытой компоновке. Посредством зубчатых колес и переключения рукояток, связанных с коробкой подач, оператор осуществляет ее регулировку на выполнение конкретных токарных операций.

Специальные и особо точные резьбы, кстати сказать, на 1М63 разрешается нарезать тогда, когда ходовой винт включается напрямую. Но для этого нужно применять отдельный комплект зубчатых колес.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
1 Токарный станок 1М63 – технические характеристики
Разработчиком станка является специальное бюро по строительству станков Рязанского завода. Его инженеры смогли спроектировать весьма надежный агрегат, который достаточно быстро стал популярным.
Станок долгое время используется на производственных предприятиях в качестве эффективного токарного оборудования, обладающего рядом особенностей, например, следующих:
- применение резцов, изготовленных из твердой быстрорежущей стали, а также инструмента из специальных сплавов;
- регулировка шага нарезания резьбы и выбор величины подач выполняется достаточно просто – при помощи гитары шестерен (сменных) и настройкой колес зубчатой формы коробки подач агрегата;
- выполнение рабочих процедур на высоких скоростях (данная возможность обусловлена повышенным уровнем жесткости каретки, станины и шпиндельного механизма станка);
- быстрые движения суппорта в поперечном и продольном направлении обеспечиваются наличием отдельного двигателя, функционирующего от электрической сети;
- возможность точения конусов большой длины за счет механического передвижения верхней части токарно-винторезного станка (указанное механическое передвижение, кроме того, позволяет обтачивать и короткие конусы).

По Госстандарту 8–82 агрегат 1М63 имеет категорию точности “Н”. На нем можно обтачивать изделия диаметром до 35 см (над суппортом) и до 63 см (над станиной). Максимальная длина детали для обработки – 140 см, высота центров станка – 31,5 см.
Шпиндель 1М63 вращается на частотах от 18 до 1800 об/мин (обратный ход) и от 10 до 1250 об/мин (прямой ход). Имеется система торможения шпиндельного приспособления, которое характеризуется 11 обратными и 22 прямыми скоростями вращения. Добавим, что сечение отверстия в шпинделе равняется 7 сантиметрам.
Характеристики суппорта 1М63:
- максимальное передвижение в продольном направлении – 126 см, в поперечном – 40 см;
- число резцов – 4 (одновременно можно использовать все четыре инструмента, которые устанавливаются в резцовую головку станка);
- расстояние между кромкой держателя резцов и оси центров – 32 см;
- ускоренное перемещение – 4,5 м/мин для продольного хода, осуществляемого по направляющим станины, и 1,6 м/мин для поперечного, выполняемого по направляющим каретки;
- одно деление лимба имеет цену 1 и 0,05 мм (продольное и поперечное движение);
- передвижение суппорта на полный оборот лимба – 5 мм (в поперечном направлении) и 300 мм (в продольном).

Ускоренный ход суппорта 1М63 возможен только при механическом его перемещении. В целом же суппорт и отдельно его верхняя часть перемещаются как механически, так и вручную. Усилия (осевые) винта верхних салазок и поперечного винта приходятся на шарикоподшипники, выполняющие упорную функцию. Отметим, что на поперечном винте смонтирована специальная гайка, оснащенная механизмом для выборки люфта.