Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
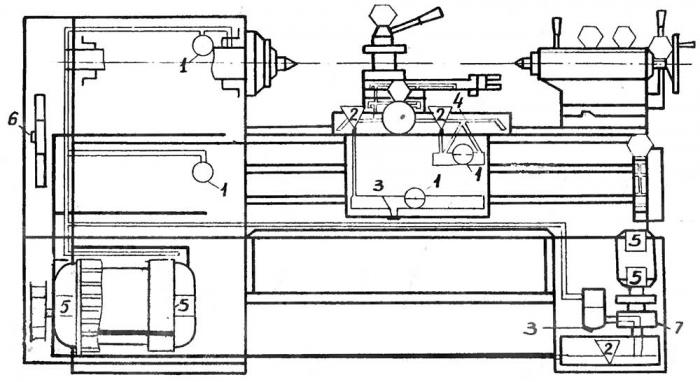
Пример регламента смазки и выбор масла в зависимости от узла

Схема смазки станка
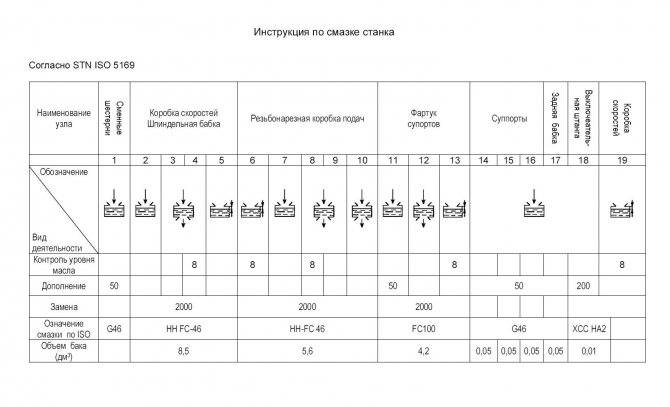
Инструкция по смазки станка

Таблица эквивалентов индустриального масла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
- Ручной – этим способом смазка наносится на подшипники, каретка, винт и прочие открытые трущиеся детали. Масло заливается в маслёнки, а солидол вводится в них при помощи шприца. Этот вид технического обслуживания проводится ежедневно. При интенсивном использовании станка может потребоваться более частое его смазывание.
- Картерный способ применяется для смазки коробки скоростей, коробки подачи и червячной передачи фартука. Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.
Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Роль шарико-винтовых передач
В смазке нуждаются также все системы и виды линейного перемещения: шариковые рельсовые направляющие, на кулачковых роликах и с шариковыми втулками, и непосредственно высокоточные шарико-винтовые передачи, которые применяются в станках нового типа.
Именно ШВП обеспечивают высокую точность позиционирования (6 мкм с длиной перемещения 300 мм). Высокая скорость обработки деталей и частота вращения, влияние на станок ударных нагрузок при резке метала или прочной древесины, способствуют изнашиванию этих узлов, приводят к задирам. Суппорт начинает двигаться рывками, появляется вибрация, а это плохо влияет на качество обработки деталей.










Эти узлы отличаются сложностью в изготовлении, высокой стоимостью, поэтому к ним специалисты обычно относятся исключительно бережно, тратя солидные суммы на масло для смазки.

Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.
- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Рабочее место
Качественное освещение — необходимое условие для правильной организации рабочего места. Для того чтобы обеспечить достаточное количество света, на самом станке необходимо закрепить лампы. Чтобы избежать поражения электрическим током и обеспечить устойчивость в рабочем положении, под ногами оператора станка должна находиться решетка из диэлектрика, изготовленная из пластика или резины. Также для безопасной и удобной организации рабочего места все необходимые инструменты, детали и заготовки необходимо расположить в одном специально отведенном месте. Так, размещение их в инструментальных шкафах по левую или правую сторону от рабочего места позволит сэкономить рабочее время, так как любой необходимый предмет будет всегда под рукой. Однако следует помнить, что на самом оборудовании хранить инструменты небезопасно.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
 |  |
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Технические характеристики станка 16К20Т1
| Наименование параметра | 16К20Т1 | 16К20Т1.01 | 16К20Т1.02 |
|---|---|---|---|
| Основные параметры станка | |||
| Тип системы ЧПУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 215 | 215 | 220 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Наибольшая длина обработки, мм | 900 | 900 | 905 |
| Наибольший диаметр обрабатываемого прутка, мм | 53 | 53 | 53 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 24 | 22 | б/с |
| Диаметр отверстия в шпинделе, мм | 55 | 55 | 55 |
| Пределы чисел оборотов шпинделя, об/мин | 10,0…2000 | 12,5…2000 | 22,4…2240 |
| Количество автоматически переключаемых скоростей | 2 | 9 | б/с |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 10..1000Ряд II – 20..2000 | Ряд I – 12,5..200Ряд II – 50..800Ряд III – 125..2000 | Ряд I – 22,4..355Ряд II – 63..900Ряд III – 160..2240 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления по стали/ чугуну, мм | 25/ 28 | 25/ 28 | 25/ 28 |
| Подачи | |||
| Наибольшее перемещение суппорта продольное / поперечное, мм | 900/ 250 | 900/ 250 | 905/ 275 |
| Максимальная скорость продольной/ поперечной рабочей подачи, м/мин | 2,0/ 1,0 | 2,0/ 1,0 | 2,0/ 1,0 |
| Пределы шагов нарезаемых резьб, мм | 0,01..40,959 | 0,01..40,959 | |
| Диапазон скоростей продольных подач, мм/мин | 0,01..2,8 | 0,01..2,8 | 0,01..20,47 |
| Диапазон скоростей поперечных подач, мм/мин | 0,005..1,4 | 0,005..1,4 | 0,005..10,23 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 6/ 5 | 7,5/ 5 |
| Дискретность продольного/ поперечного перемещения | 0,01/ 0,005 | 0,01/ 0,005 | 0,01/ 0,005 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ОСУ | |||
| Обозначение системы ОСУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 | |
| Тип датчика обратной связи | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Тип резьбонарезного датчика | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 5 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 11 | 11 | 11 |
| Электродвигатель привода продольных подач, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода поперечных подач, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель револьверной головки, кВт | – | 0,18 | 0,37 |
| Электродвигатель станции смазки каретки, кВт | 0,12 | 0,12 | 0,18 |
| Электродвигатель станции смазки шпиндельной бабки, кВт | – | – | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Суммарная мощность электродвигателей, кВт | 14,54 | 14,72 | 16 |
| Суммарная мощность станка, кВт | 24 | 24 | 25 |
| Габариты и масса станка | 3175 х 1700 х 1700 | 3175 х 1700 х 1700 | 3230 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 3800 | 4100 | 3800 |
Список литературы:
Станок токарный программный с оперативной системой управлением 16К20Т1. Руководство по эксплуатации 16К20Т1.000.000 РЭ
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Что такое система техобслуживания и ремонта
Система технического обслуживания и ремонта – это комплекс связанных между собой специалистов, технических приспособлений, отчетной и фиксирующей результаты документации. Все они необходимы для поддержания надлежащего состояния промышленного оборудования, определенного ГОСТами.

Все предприятия страны пользуются единой концепцией сохранения рабочих машин и механизмов в состоянии беспрерывной работоспособности, частью которой является применение законодательно утвержденной системы планово-предупредительного ремонта (ППР).
Данная система является полноценным комплексом организационных и технических действий, осуществляемых в плановом режиме, направленных на контроль и обеспечение рабочего состояния имеющихся на балансе предприятия машин и механизмов. Применяется такая система в течение всего срока эксплуатации оборудования при соблюдении указанных заводом-изготовителем режима и условий работы. Точное выполнение всех требований, рекомендаций и инструкций по эксплуатации является обязательным.









Система планово-предупредительных ремонтных работ основана на реализации запланированных периодических осмотров, контроля состояния основного оборудования и носит характер предупредительной меры. Таким образом, комплекс мероприятий, гарантирующих поддержание отличной работоспособности машин и механизмов, выполняется по разработанным месячным и годовым графикам. Последние составляются в расчете на недопустимость и предупреждение неожиданного выхода из строя промышленного оборудования, то есть в расчете на сокращение дополнительных расходов.
Возможные неисправности
Самая распространённая причина возникновения неисправностей – естественный износ деталей и механизмов. Токарный станок состоит из множества движущихся частей, приводимых в движение с помощью подшипников. Несвоевременная замена подшипников может привести к поломке станка. Перегрев станка происходит при нагрузке выше разрешённой, нарушении режима труда и отдыха (работа без перерыва). Неисправности в электрике также могут являться причиной перегрева.
Станок отключается при работе – следует проверить состояние щёток электродвигателя, или уменьшить нагрузку (снизив обороты и подачу). Отсутствие подачи СОЖ может возникать в случае низкого уровня жидкости или поломки насоса. Если прослабило натяжение ремённой передачи, то будет уменьшаться частота оборотов в процессе работы. Замена ремня и регулировка фрикционной муфты поможет избавиться от этой неисправности.
Неточность обработки тоже может являться следствием неисправностей станка. К примеру: люфт резцедержателя или патрона на шпинделе. Соблюдая правила обслуживания станка, поддерживая чистоту на рабочем месте и проводя вовремя профилактическое обслуживание можно сократить поломки.
Особенности выбора смазки для обработки чугуна
В машиностроении при обработке используется серый чугун, в состав которого входит графит. Из чугуна изготавливают массивные детали: втулки, станины станков, основания. Масса литых деталей может достигать до 100 т с толщиной стенок до 20 см. Обладая большой массой, они имеют высокую инерцию, не реагируют на внешние возмущения, гасят колебания.
Смазка массивных чугунных деталей производится тем же смазывающим составом, что и стальные части станка. По своему химическому составу серый чугун близок к стали.
Применяемая в машиностроении охлаждающая жидкость чугуна – это керосин или смесь минерального и растительного масла при нарезании резьбы. Керосин обладает хорошей текучестью, глубоко проникает в поры металла, обладает щелочной реакцией, нейтрализует ржавчину и грязь. Минеральное масло в сочетании с растительным маслом имеет высокую смачивающую способность, создавая при нанесении резьбы плотную пленку, предохраняющую от появления трещин. В остальных случаях эмульсия чугуна представляет из себя дисперсно-водные, мыльно-водные растворы. Обработка чугуна может производиться всухую.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Сведения о производителе токарно-винторезного станка 16К20
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станокнемецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62
. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
Правила работы
Правила работы на токарном станке варьируются в зависимости от модели и операций, которые на нем планируется выполнять. В инструкции по эксплуатации конкретного оборудования приводят полный перечень таких работ
Стоит обратить внимание на наиболее важные из них:
- нельзя оставлять ключ в патроне, хранить детали и инструменты на задней бабке или фартуке (при включении оборудования патрон может просто вылететь);
- оснастка и заготовка должны быть прочно закреплены во избежание поломок и вылета деталей после включения станка;
- при работе на станках по дереву с брусков должны быть удалены все сучки;
- необходимо использовать смазочно-охлаждающие жидкости при обточке металлических деталей, что позволит предохранить резцы от перегрева и раскола, а также предотвратить возможность возникновения пожара;
- включенный токарный станок нельзя оставлять без присмотра.
Правила ежедневного ухода и пользования
Чтобы оборудование работало исправно и позволяло вытачивать качественные детали без малейшего процента брака, за ним нужно ухаживать. В первую очередь речь идет о ежедневном уходе, которым многие пренебрегают.
- Проводить очистку оборудования от пыли, остатков стружки и другого мусора.
- Очищать поверхность станка от масляных пятен, для этого можно применять керосин.
- Обрабатывать маслом все детали, на поверхности которых нет лакокрасочного покрытия.
- Заливание пластичной смазки в масленки.
Обязательную проверку токарно винторезных станков следует делать и перед выполнением работ. Стоит осмотреть оборудование на предмет загрязнений, наличия смазки и нет ли на нем поврежденных деталей.
Есть и общие правила, которых следует придерживаться во время работы, от них тоже зависит долговечность техники:
Нужно строго соблюдать правила техники безопасности.
Своевременно проводить замену сверл и других деталей.
Следить за длиной стружки. Если она будет слишком долгой, есть риск наматывания на вращающиеся части оборудования.
-
Выключать станок в строгой последовательности: вначале надо опустить резец на болванку и только после этого выключать машину.











Это главные правила, которые стоит ежедневно выполнять до работы, во время нее и после. Соблюдая их, можно продлить работоспособность техники.