Технология и особенности сварки титана аргоном
Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
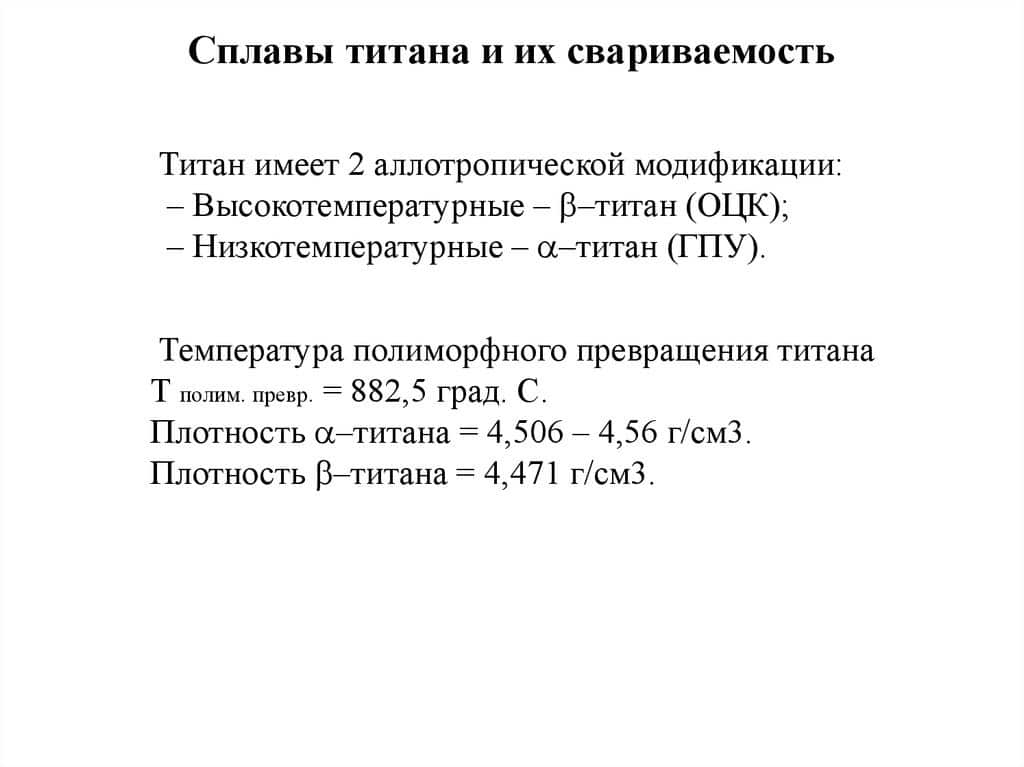
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
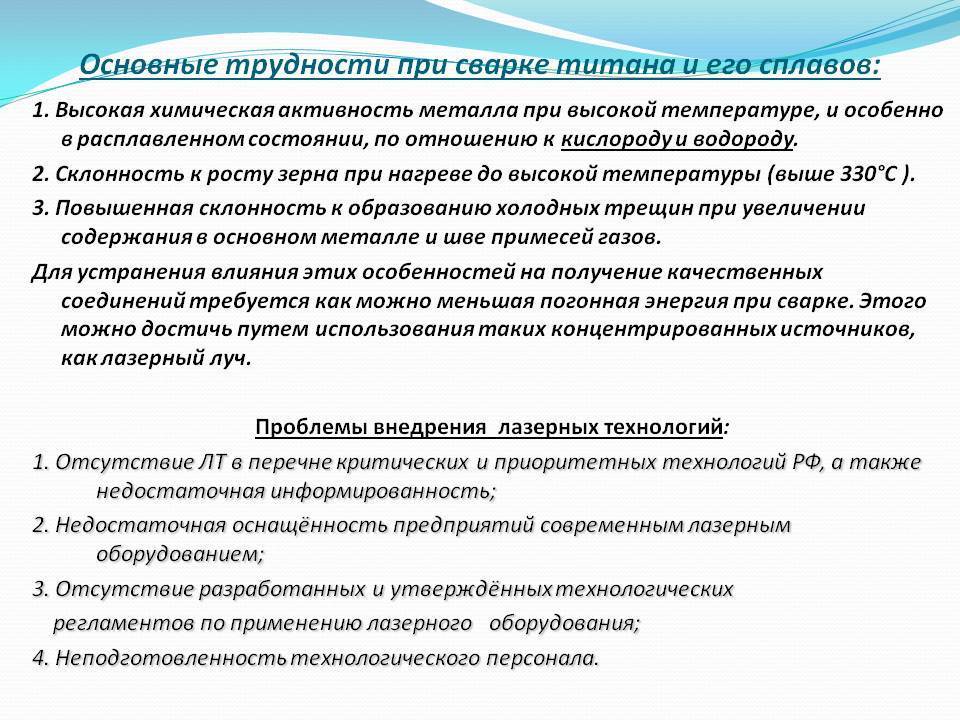
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.
Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.
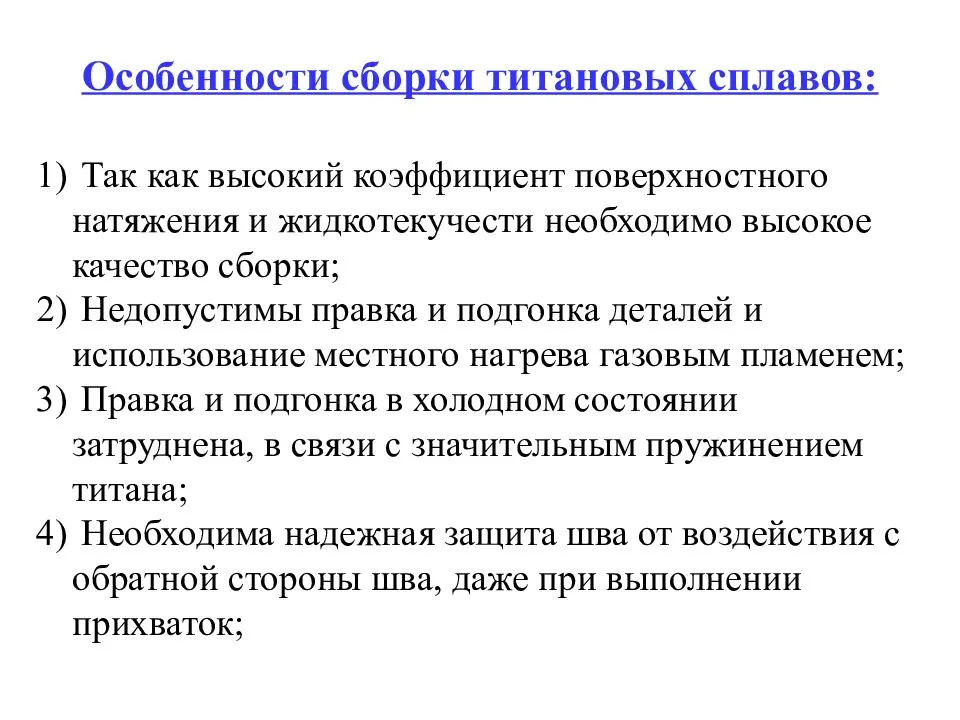
Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Наждачная бумага.
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Что учесть
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
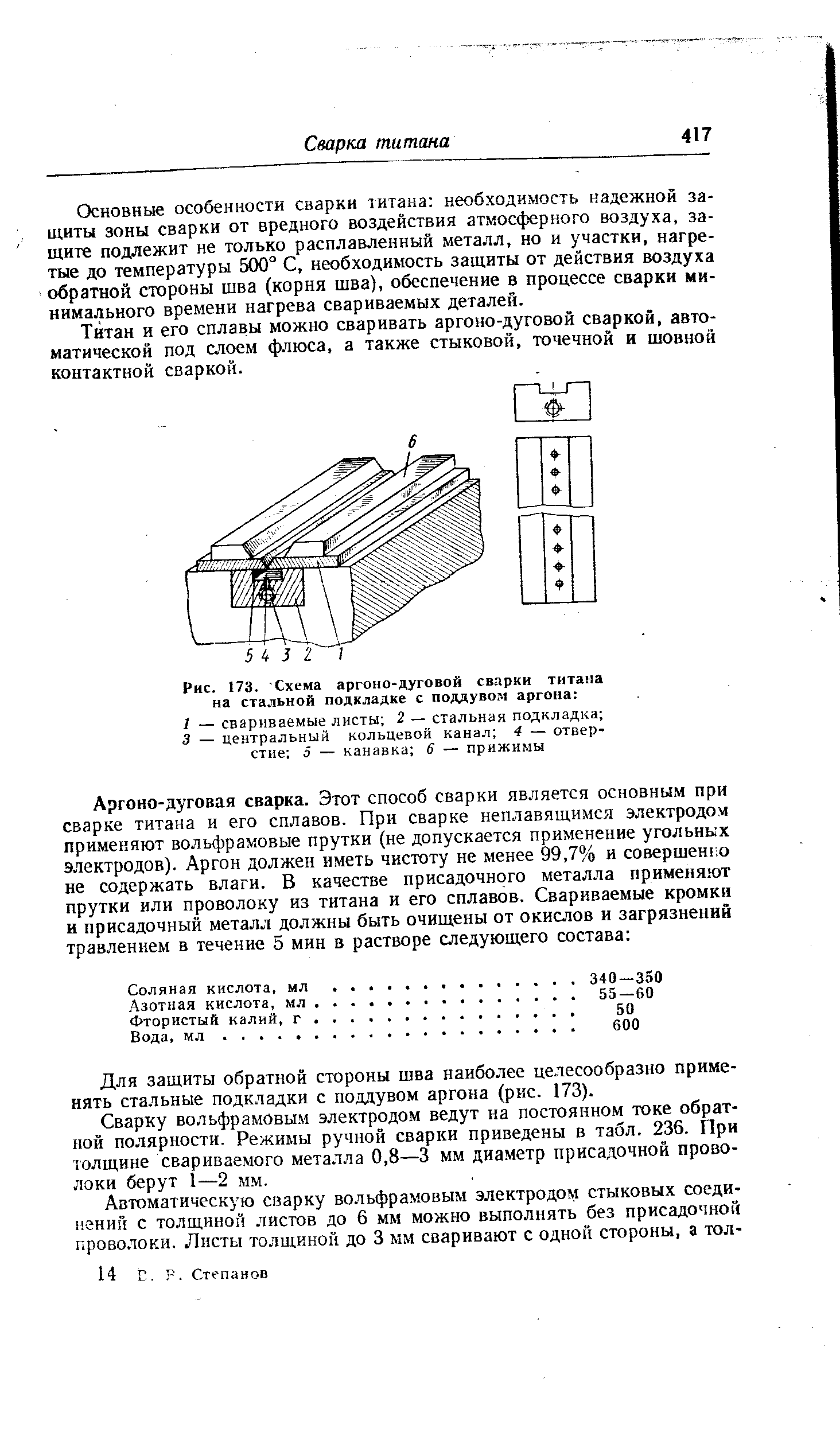
- Защита обратной стороны сварочного шва
Это интересно: Сварка высоколегированных сталей — выбор расходников
Правила сварки титановых сплавов
Титан — редкоземельный металл серебристого цвета, с характерным отливом. Используется как основа для создания различных сплавов с высокими прочностными характеристиками.
В чистом виде из-за низкой температуры плавления (640 °C) применяется очень редко, поэтому в обиходе под титановыми изделиями подразумевают обычно изделия из его сплавов. Особенность физических свойств потребует специфического подхода при сварке титана.
Титановые сплавы
Сплавы титана имеют температуру плавления от 1470 до 1825 °C, в зависимости от марки. Они обладают выгодным сочетанием легкости (благодаря малой плотности) и высокой прочности, поэтому часто применяются для изготовления таких конструкций, как велосипедные рамы и детали скоростных автомобилей. Сварка титановых сплавов — сложный технологический процесс, поскольку эти материалы имеют ряд специфических свойств.
Далее под словом «титан» будут подразумеваться именно сплавы титана с легирующими присадками — хромом, железом, молибденом, ванадием, вольфрамом и другими.
Свойства материала
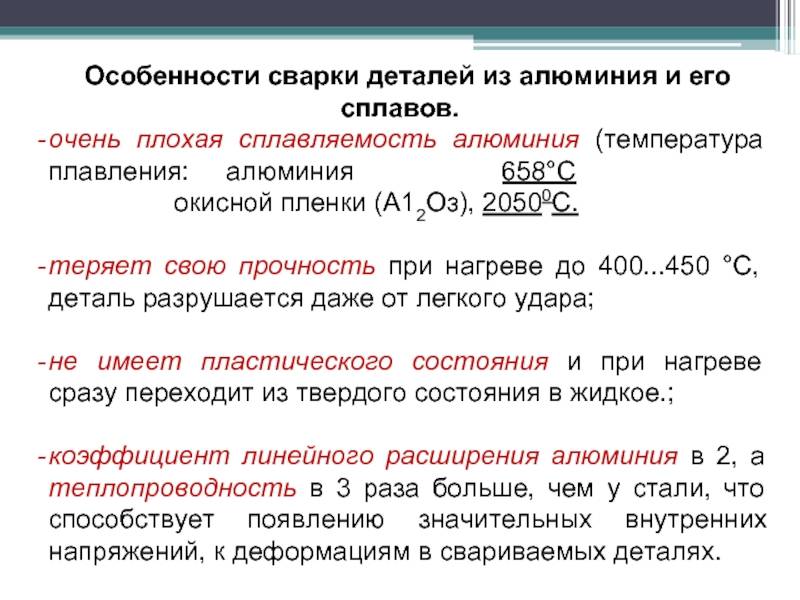
У титана есть несколько особых свойств, которыми обусловлена сложность сварки конструкций из этого металла. В их числе:
- невысокая теплопроводность;
- склонность к самовозгоранию при нагреве до 400 °C и контакте с кислородом;
- окисление под воздействием углекислоты;
- образование нитридных соединений при нагреве до 600 °C и прямом контакте с азотом, твердых, но хрупких;
- склонность к поглощению водорода при нагреве до 250 °C;
- изменение структуры (увеличение зерна) при нагреве свыше 880 °C.
Технология и режимы сварки
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.





Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.
Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
- Диаметр электрода 1 -3 мм;
- напряжение 80-130 вольт;
- сила тока 45-220 А;
- скорость ведения электрода 18-22 метров в час;
- расход газа в горелке 6-12 литров в минуту;
- расход в подкладной пластине 3-4 литра в минуту.
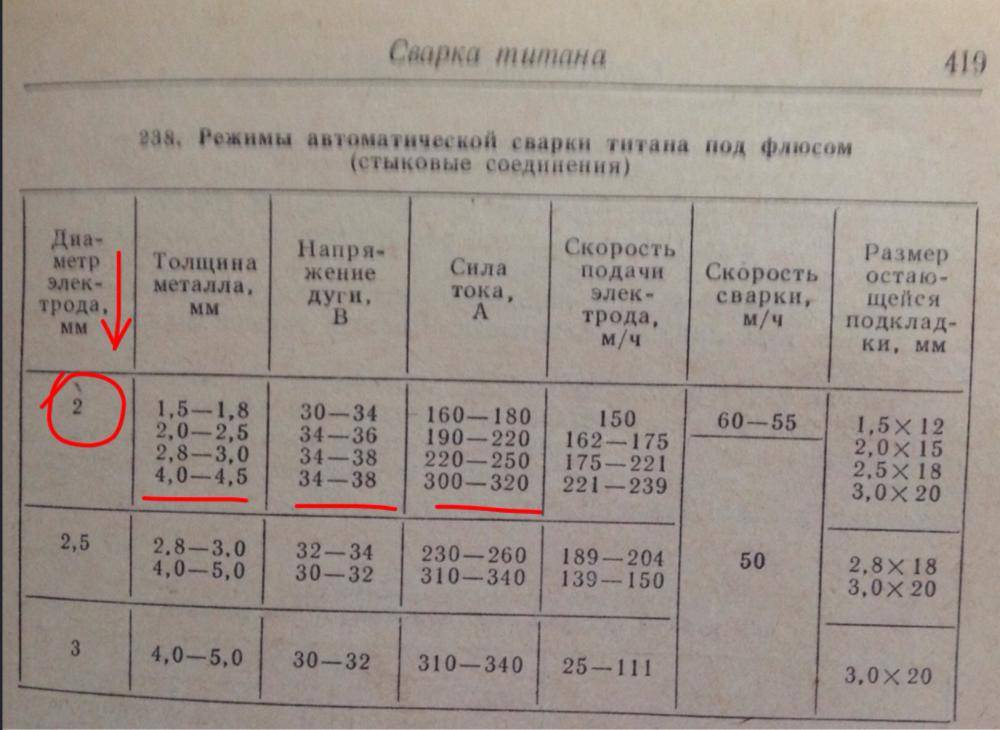
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.
Для прессованных из титана деталей проводят сварку круглыми 8-миллиметровыми электродами. При этом не удается достигнуть столь же высоких прочностных показателей, как для пластинчатых.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.
Особенности технологии
Главной особенностью аргоновой сварки металла является высокая скорость проводимых работ, иначе титан перегревается и становится хрупким. Поэтому основными требованиями являются: непрерывная подача припоя при постоянной скорости 2-2,5 мм/с электрода. При этом важен опыт и мастерство сварщика, движения которого должны быть точны, без отклонений электрода по сторонам.
Технология сварки «вперёд углом», когда движение электрода начинается снизу и идёт вверх до краёв соединяемых деталей по толщине. После окончания сварки аргон подаётся на поверхность шва вплоть до его остывания до 400°C, 1-2 минуты по времени.
Примерный расход аргона на сварочный шов 5-8 л в минуту, на продувание с обратной стороны – 2 л в минуту.
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых
сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный
до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием
с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна,
но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона.
Источник переменного тока – трёхфазный трансформатор, должен обладать жёсткой
характеристикой.





Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы
сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между
кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и
расход аргона 8л/мин.
Такие режимы, при условии использования пластинчатого электрода размером 12х60мм,
обеспечивает стабильный процесс и удовлетворительное качество сварного соединения,
не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом
толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно,
80-85% от прочности основного металла) из-за применения пластинчатых электродов
из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы
не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения,
потому что прессованный металл сильно насыщен газами.
Возможные дефекты при сварке титана аргоном и способы их устранения
Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
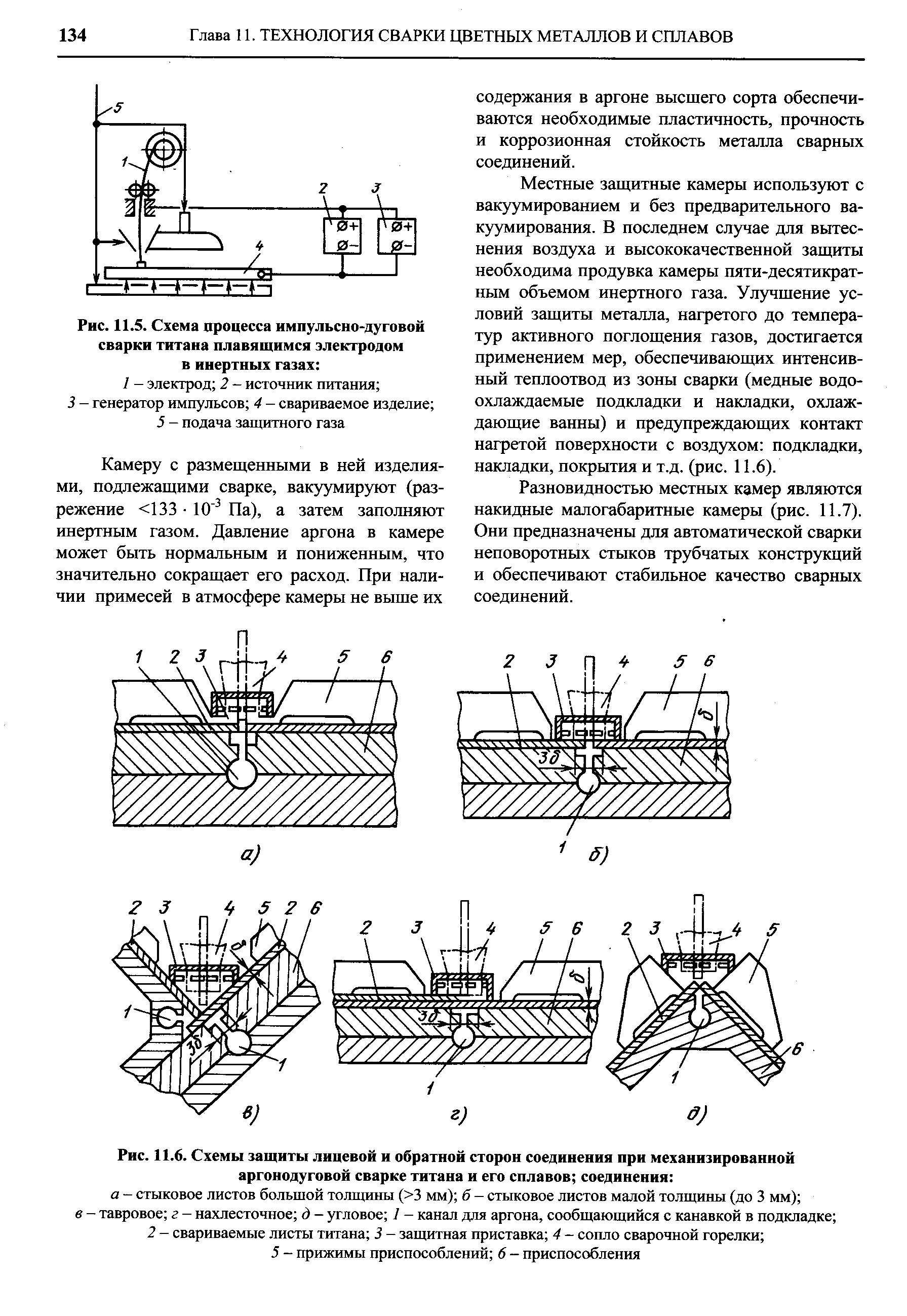
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
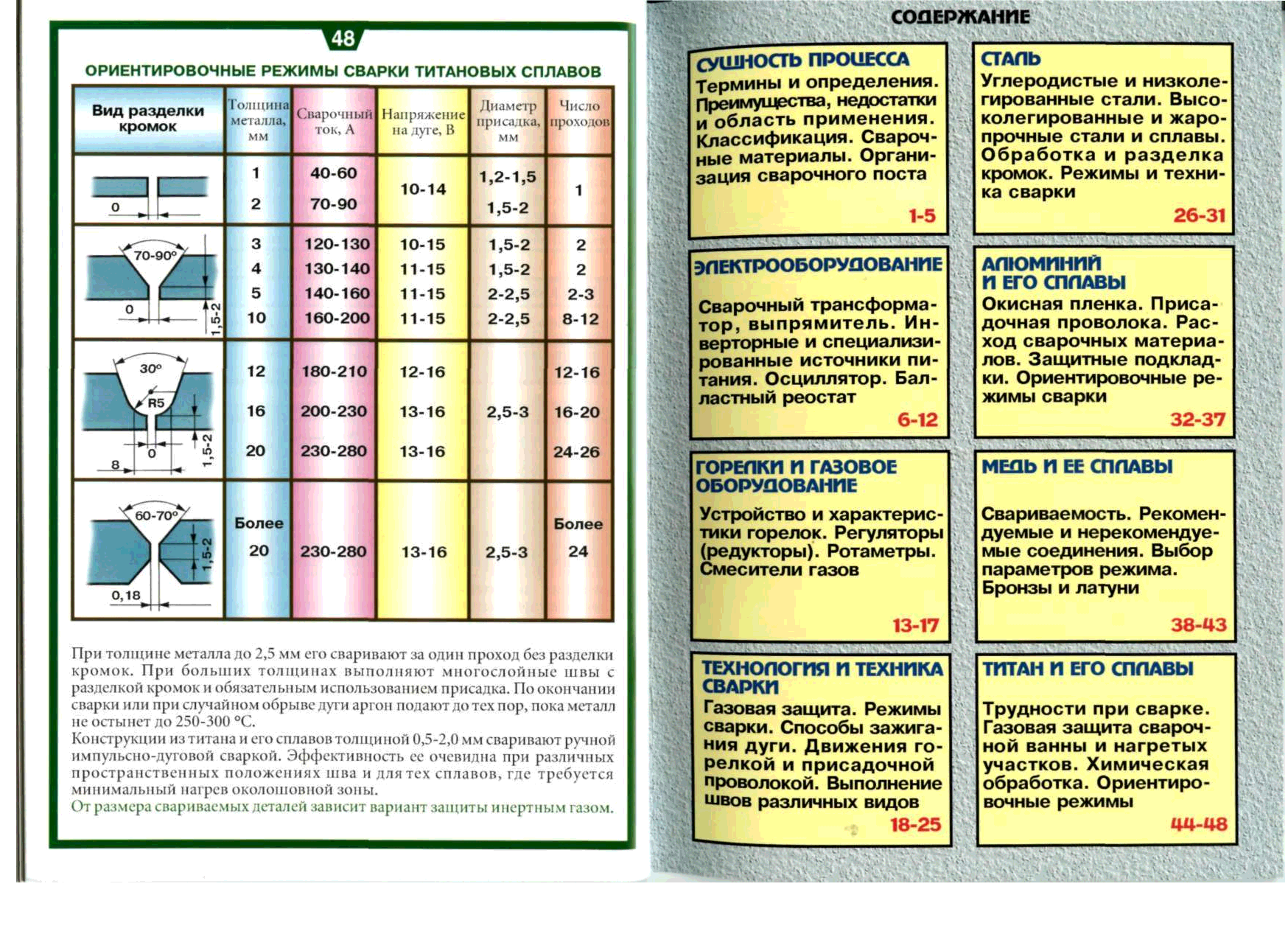
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Качество
После проведения сварочных работ необходимо выполнить контроль качества. Для этого необходимо выполнить осмотр шва: главные параметры здесь — это цвет и его структура.




Цвет шва
Серебристый цвет с характерным ярким отливом
Очень высокое качество шва. В естественных условиях чистый титан обладает бело-серебристым цветом. Поэтому серебристый цвет шва указывает на то, что во время сварки в состав металла не попали какие-либо посторонние примеси. Такой шов не растрескается со временем, не покроется коррозией, не деформируется под действием высоких нагрузок.

Белый или желтоватый
Высокое или хорошее качество. Желтый цвет шва указывает на то, что во время сварки в металле произошло окисление с образованием простых оксидов на основе титана. Однако таких оксидов в металле образовалось не слишком много. Поэтому качество сварного шва находится на достаточно высоком уровне. То есть такой шов без проблем выдержит средние и высокие физические перегрузки, не растрескается со временем. Выдержит воздействие не агрессивной коррозийной среды.
Рыжий, коричневый, серый, черный, синеватый
Плохое качество шва. Подобный цвет указывает на то, что во время сварки образовалось большое количество оксидов, а также соединений на основе азота и титана. Такой шов является крайне ненадежным. Он растрескается при перегрузках, может покрыться ржавчиной и окалиной. По ГОСТ детали с таким качеством шва не допускаются к эксплуатации. Требуется демонтаж шва, проведение повторной сварки с удалением поврежденного фрагмента, переплавка сварной конструкции.
Структура
В случае проведения качественной сварки шов должен получиться ровным и однородным, без каких-либо уплотнений и без деформированных участков. Если в области шва образовалось большое количество неровностей (небольшие вмятины, уплотнения, бугорки-точки и так далее), то это может указывать на то, что при сварке пузырьки воздуха (кислород, азот, углекислый газ) проникли в толщину сплава. Подобный сценарий является достаточно негативным, поскольку пузырьки воздуха плохо влияют на твердость сварного шва.

Свойства магния и его сплавов
Магний – это металл очень легкий, его температура плавления равна 651°С, плотность составляет 1,74 г/см³, а относительное удлинение – от 3 до 6%. Порошковый магний легко воспламеняется на воздухе, так как отлично окисляется кислородом. Обычно этот металл используют в виде сплавов, имеющих плотность 1,8 г/см³ и при растяжении временное сопротивление – от 21 до 34 кгс/мм². Сплавы имеют в своем составе алюминий, марганец и цинк.
При высоких температурах (выше 600°С) сплавы магния становятся более хрупкими из-за роста зерна, и чтобы уменьшить влияние нагрева, их легируют селеном, титаном или церием.
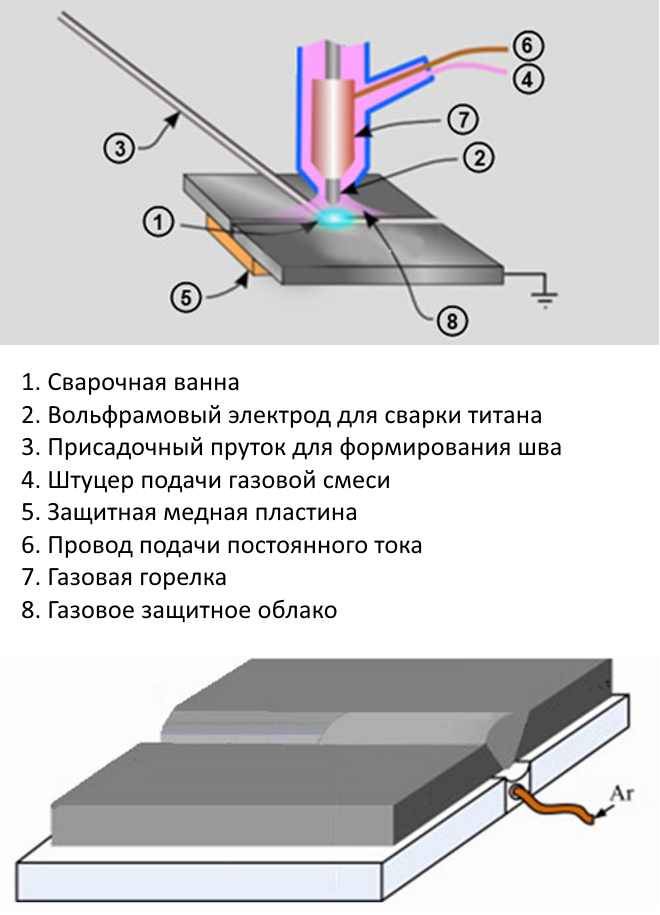
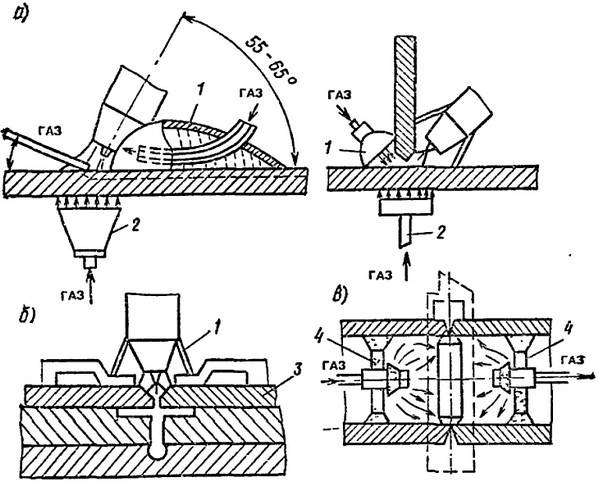
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
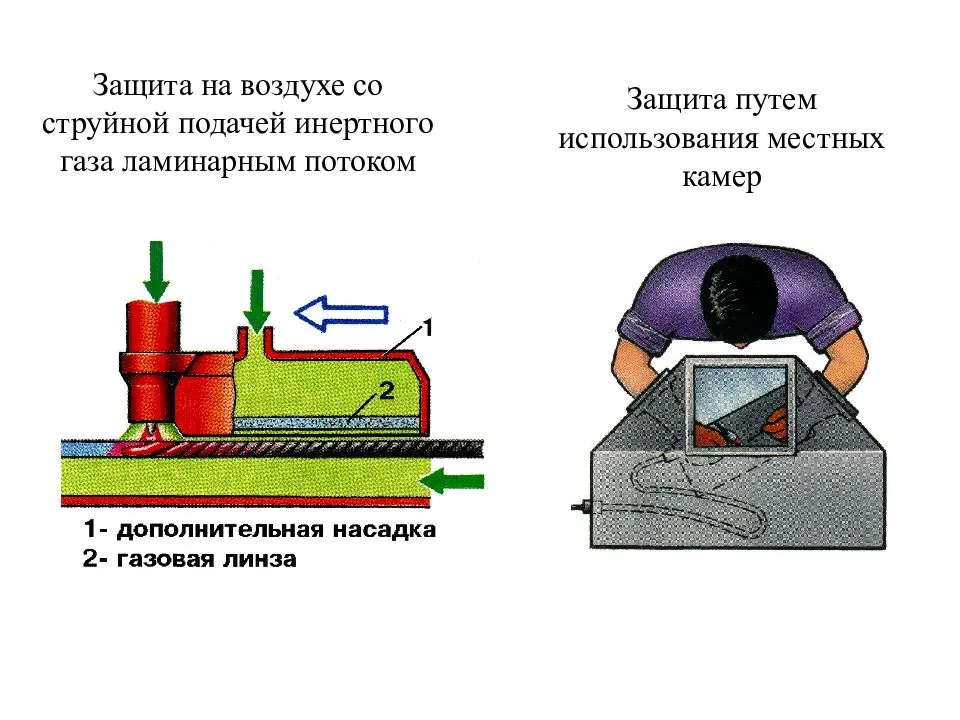
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
https://youtube.com/watch?v=AgnuYc3kbHE