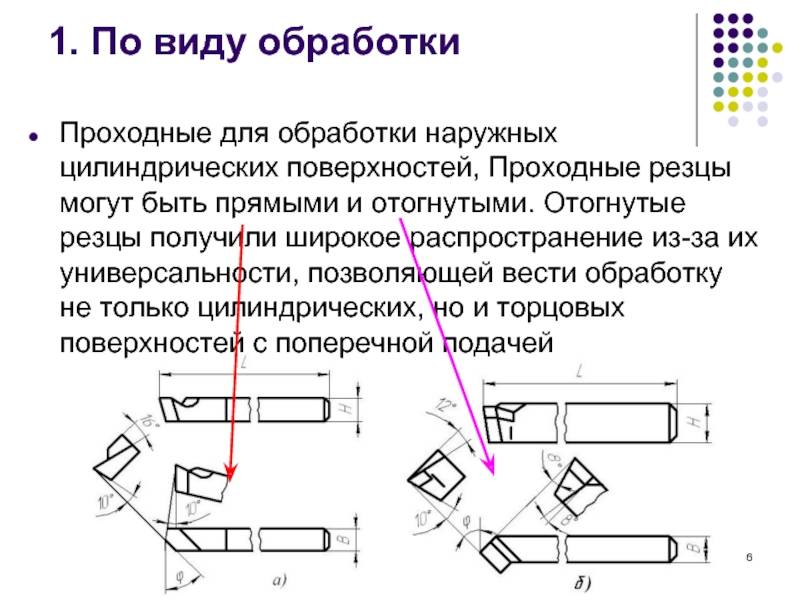
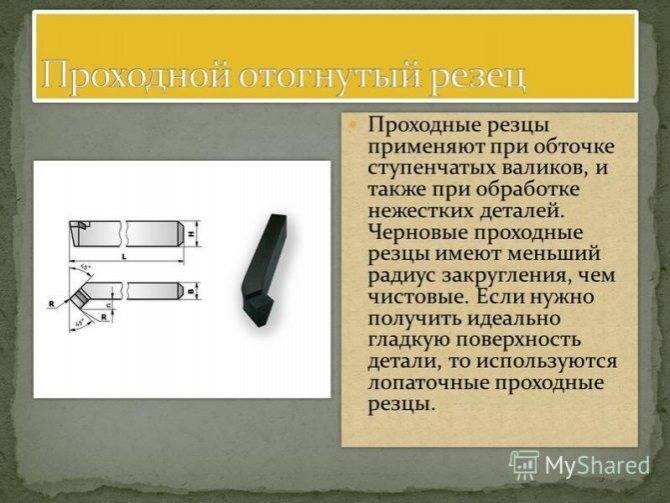
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
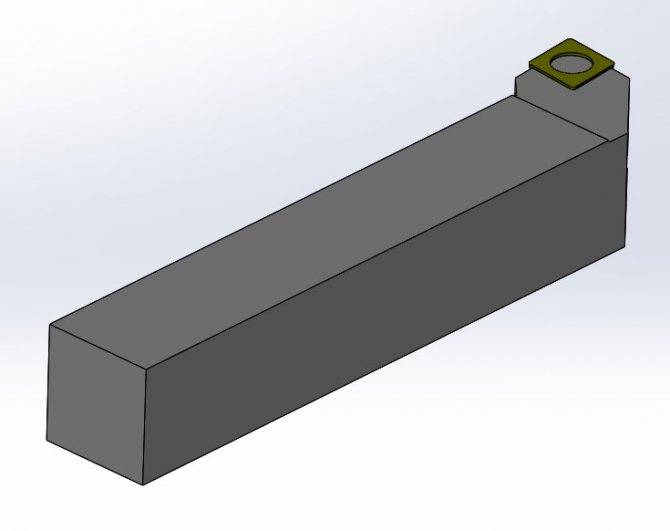
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
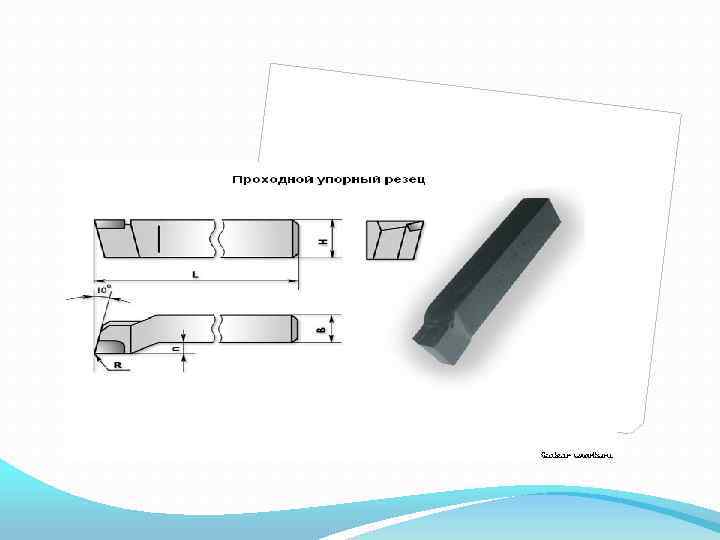
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
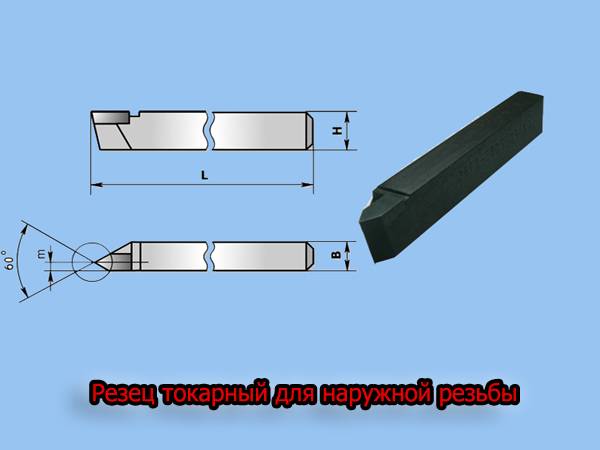
Для наружной резьбы
Выполняются из прочных сплавов (, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки
Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой»
Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Основные размеры и материалы
Проходные токарные резцы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись уроками с этой страницы. Размеры можно взять с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки доступно скачивания данной державки.
 Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Скачиваем ее и открываем в SolidWorks.
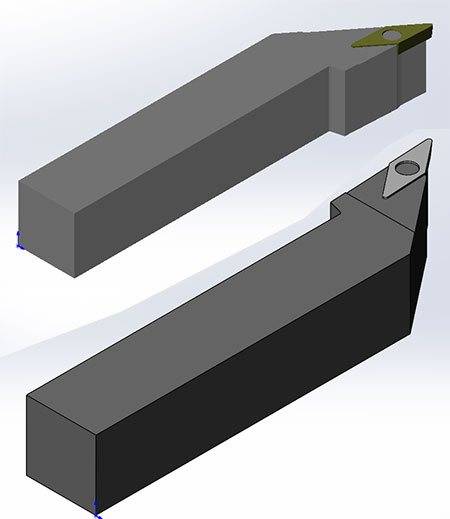
 Проходной резец для станков с ЧПУ в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.
Я рекомендую для дальнейшей работы пересохранить скаченные файлы в формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.








 Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Как видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
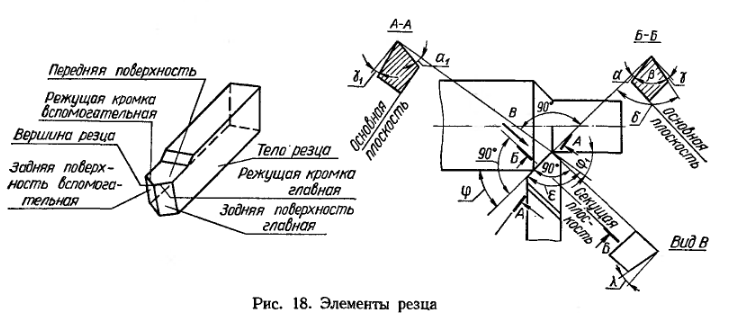
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Расточной резец
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
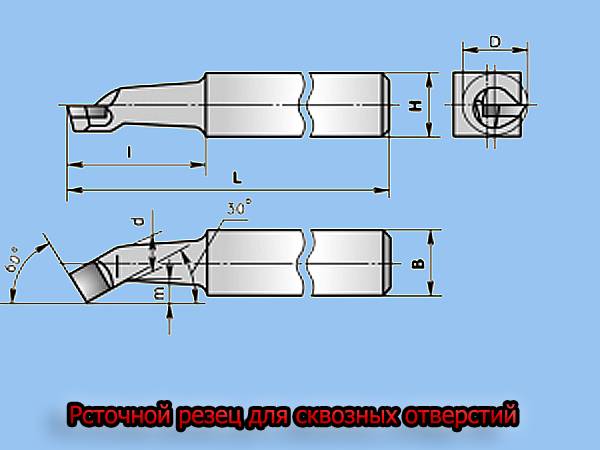
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными. «Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла
Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись
уроками с этой страницы. Размеры можно взять
с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в
открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки
доступно скачивания данной державки.
 Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Скачиваем ее и открываем в SolidWorks.
 Проходной резец для станков с ЧПУ в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.
Я рекомендую для дальнейшей работы пересохранить скаченные файлы в
формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
 Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Как видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать ГОСТу.
- Для обрабатывающих отверстия глухого типа ГОСТ 18883-73.
- Для обрабатывающих отверстия сквозного типа ГОСТ 18062-72.
Согласно этой технической документации маркировка состоит из кода, где присутствует цифровое и буквенное обозначение. На примере обозначения резца 2145-0013 1 ВК6М принцип кодировки следующий:
- первые четыре цифры определяют тип (в данном случае это резец для сквозных отверстий);
- две последние цифры второго четырехзначного числа скрывают геометрические параметры инструмента;
- единичная цифра указывает на геометрическое исполнение;
- следующий блок из буквенно-цифрового кода указывает на тип стали, из которой он изготовлен.
Виды токарных резцов.
Все токарные резцы которые испльзуются при бывают различных конструкций и подбираются в зависимости от того какую поверхность вам необходимо обработать и получить. Они разделяются на слудующие группы:
Проходные резцы.
Применяются в основном для обработки (точения) наружных цилиндрических поверхностей тел вращения. Бываю они трех видов:
Прходной отогнутый резец

Проходной прямой резец


Расточные токарные резцы.
Используют данный вид резцов для растачивания внутренних отверстий до нужного диаметра. Очень удобный метод обработки позволяющий получить достаточно точное качество как глухих так и сквозных отверстий в отличии от метода — . Существует два основных вида токарных расточных резцов:









Расточной проходной резец для глухих отверстий

Расточной резец для сквозных отверстий
Резьбовые токарные резцы.
Данный тип применяется для нарезания резьбы как на наружных поверхностях заготовок так и внутренних. В зависимости от конструкции резца можно получать различные виды резьбы как метрическую так и дюймову. Бывают они двух основных видов:
Токарные резцы для нарезания наружной резьбы
Резец токарный для нарезания внутренней резьбы

Токарный отрезной резец.
Отрезные резцы могут использоваться как для отрезания заготовки так и для образования канавок в теле детали. Они так же бываю различных видов и конструкций. Я вам покажу классическое его исполнение:

Конечно многие могут меня обвинить и сказать, что токарных резцов гораздо больше, но я скажу, что это основная часть режущего инструмента (резцов) применяемого на токарных станках. Ведь на самом деле их большое множество и со сменными неперетачиваемыми пластинами и с напаянными пластинами, различными видами крепления и многое другое и если бы я стал в этой статье расписывать про все это, то мне бы не хватило места на странице моего блога:-).
Ну вот пожалуй на сегодня все! Я вам рассказал про виды и назначение токарных резцов по металлу в их классическом исполнении. Думаю, что все понятно, а если нет то пишите комментарии пообщаемся.
Токарные резцы по металлу предназначены для резания металлических, синтетических и др. материалов. Они отличаются между собой по назначению, конструкции, направлению.
Состоят из двух частей:
- головки;
- державки.
Рабочая часть резца – головка, оснащается режущими пластинами, которые припаиваются к головке. Имеются конструкции, где используются накладные – сменные — они закрепляются механически к головке резца. Крепление на станке осуществляется путем зажима державки в резцедержателе. По конструкции головки подразделяются на прямые, отогнутые и оттянутые.

Конструкция головки
По конструкции режущей части головки токарные резцы могут быть с напайными и сменными пластинами, а также цельными.
По виду обработки токарные резцы классифицируются для:
- черновой обработки;
- получистовой обработки;
- чистовой обработки.

Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.

Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.






Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Маркировка
Под маркировкой понимают аббревиатуру, которая наносится на поверхности отогнутого резца и определяет его основные физические и механические свойства.
Маркировка состоит из набора букв русского алфавита и одно или двузначных чисел.
В качестве примера рассмотрим маркировку Л-Т15К6. Первая буква указывает на то, что этот инструмент является левым резцом. Следующая литера указывает на тип твёрдосплавного материала, применяемого в головке резца. Цифра 15 свидетельствует о наличии в сплаве 15 процентов карбида титана, а К6 указывает на шести процентное содержание кобальта. Кроме этого в маркировку резца входит указание его основных геометрических размеров. Рассматриваемый образец может иметь надпись в соответствие со стандартом -16×25×140. Это свидетельствует о том, что представленный инструмент имеет угол в плане равный 45 градусам, поперечное сечение соответствует размерам 16 мм на 25 мм и длиной 140 мм. Он снабжен пластиной из сплава Т15К6.
Наиболее популярными сплавами, из которых изготавливают рабочую часть резца, являются:
- металлокерамика;
- минералокерамика;
- быстрорежущая сталь;
- углеродистая и легированная инструментальные стали;
- поликристаллический алмаз и кубический нитрид бора.

В первую категорию входят сплавы: вольфрамо-кобальтовые (марки ВК6, ВК8) и так далее, вольфрамо-титановые (Т15к6 и её аналоги), титано-танталово-вольфрамовые (Т17К12 и другие из этой серии). Все используемые материалы соответствуют установленным государственным стандартам. Определит назначение конкретного режущего инструмента можно на основании данных приведенных в марочнике металлов и сплавов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.