Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.
Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Это интересно: Топливные пеллеты (гранулы) – разновидности, особенности, производство
Разновидности инструмента
Существует три базовых вида инструмента развёртки: цилиндрическая, коническая и регулируемая. Рассмотрим каждую из этих разновидностей.
- Цилиндрическая. Используется для отверстий, имеющих цилиндрическую форму. Таким инструментом можно работать с помощью дрели (на малых оборотах) или ворота. Бывает цельным или регулируемым.
- Коническая. Подразделяется на три категории: черновые, чистовые и промежуточные. Черновая срезает стружку зубьями режущей кромки. У такого инструмента зубья расположены по всей линии. Промежуточная режет стружку меньших размеров, а чистовая работает всей площадью. С помощью такой развёртки отверстие из цилиндрического превращается коническое.
- Регулируемая. Существует два основных типа, которые встречаются на современном рынке — это разжимные и раздвижные модели. Оба они работают по принципу движения вверх или вниз, сужая или расширяя диаметр отверстия. Различие состоит как по типу осуществления затяжки, так и по диапазону размеров. Разжимная развёртка имеет верхнюю и нижнюю гайки, с помощью которых диаметр отверстия изменяют от 0,25 до 3 миллиметров. Раздвижные развёртки снабжены винтом, и при его затяжке приводится в движение специальный шарик, находящийся внутри корпуса, раздвигающий режущие части. Этот тип конструкции считается более точным, позволяющим увеличивать диаметр отверстия в пределах от 0,15 до 0,5 миллиметров. Регулируемая развёртка состоит из корпуса и ножей, представляющие собой вставные тонкие пластины, изготовленные из инструментальных сталей. Режущие пластины являются съёмными, их можно затачивать и впоследствии заменять новыми. Этот тип инструмента позволяет изменять диаметр отверстий на десятые и сотые доли миллиметра и является более экономичным из-за возможной замены ножей.
Конструкция развертки
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания. В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15 градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки. От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие. Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления. Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
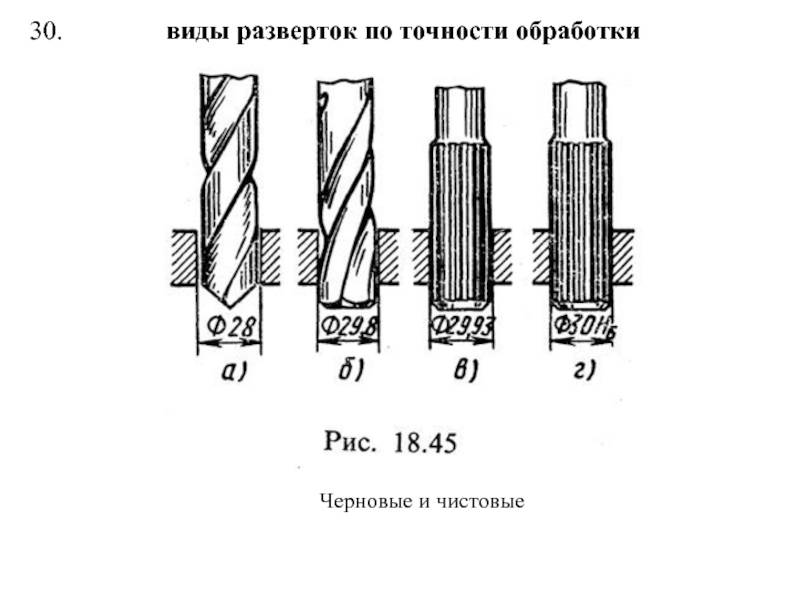
Основные виды
С учетом толщины снимаемого слоя, обработка производится одним инструментом, либо комплектом из черновой и чистовой развертки, а иногда и получистовой. Орудие для предварительной и финишной обработки отличается видом режущих лезвий и их численностью. Вдоль линии зуба черновой и получистовой разверток имеются зубцы или выступы.
Стандарт предусматривает классификацию типов разверток по следующим критериям:
- Вид обрабатываемого отверстия – цилиндрическая развертка и коническая;
- Тип обработки (черновая, чистовая);
- Метод фиксации инструмента;
- Конструкция режущих кромок;
- Расположение зубьев;
- С настройкой на размер обработки;
- Материал для изготовления.

В ГОСТ 1672-80 изложены нормы изготовления конических разверток, формирующих точные конусные отверстия. Существующие модели позволяют обрабатывать конуса такого назначения:
Развертка ГОСТ 1672-80
- Для последующего нарезания конических резьб;
- Под установку конических штифтов;
- Для установки метрического конуса;
- Отверстие сопряжения «Конус Морзе»;
- Под стандартный ряд конусностей 1:20, 1:30 и другие.
Нормативный документ регламентирует геометрию конических разверток, шероховатость, допустимые отклонения размеров и класс точности отверстий, получаемых после механообработки.
Металлорежущий инструмент для развертывания поделен на 2 большие группы: ручной и машинный. Машинные развертки применяются в сверлильных, токарных и расточных станках.
Между группами существуют видимые отличия. Ручные орудия — с более длинными рабочими кромками и квадратом. Машинные — с укороченной рабочей частью и длинным пояском. Крепятся в державках, которые монтируются в шпиндель.
Ручные
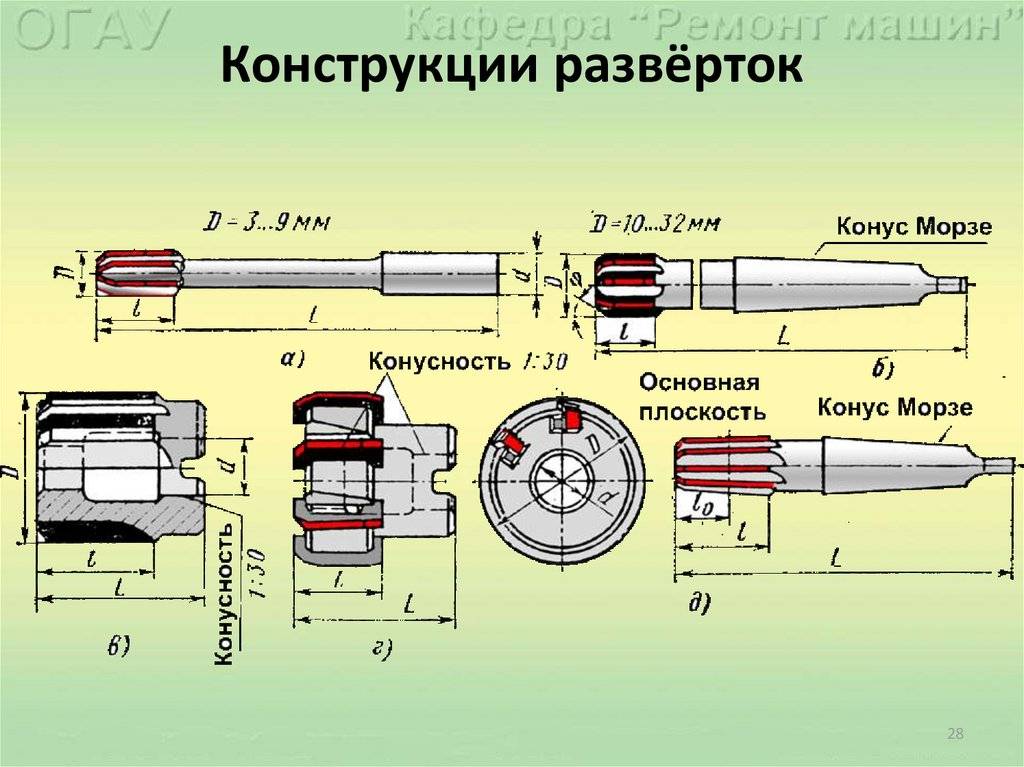
Развертки выпускаются по ГОСТ 7722-77 с размерным рядом 3-58 мм с шагом исполнения 1 мм и 0,5 мм до диаметра 15,5 мм. Набор с широким охватом диаметров позволяет обрабатывать самые разнообразные отверстия в деталях.
Развертывание ручным инструментом выполняется с помощью воротка для крепления и придания движения резания. Соединение с воротком осуществляется через квадратный участок на краю хвостовика и паз соответствующего размера.
Ручная развертка начинается с рабочей зоны и захода. Заходная часть выполнена под углом к оси и имеет меньший исходный диаметр на краю. Участок в виде пологой фаски облегчает позиционирование и врезание в припуск.

Машинные
Для разворачивания машинным инструментом используются металлорежущие станки с конусным патроном, в котором закрепляется хвостовая часть. Конические хвостовики нормализованы, и номер применяемого конуса связан с диаметром развертки. Такое орудие резания изготавливается цельным из быстрорежущей стали.
Производится несколько вариантов разверток. Конструкцию и геометрию определяет ГОСТ 1672-80.
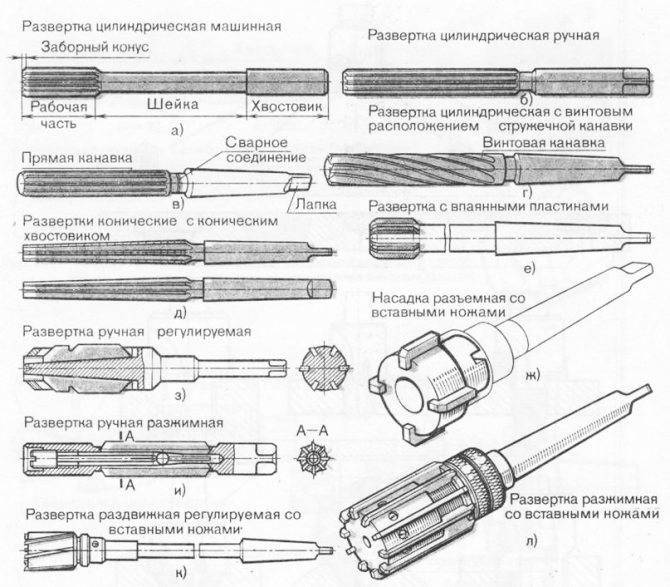
Машинные развертки бывают:
- С цилиндрической и конической формой хвостовика;
- Насадного типа;
- Со сменными или регулируемыми ножами;
- С напайными пластинами.
 Машинная развертка
Машинная развертка
Регулируемые
Регулируемые развертки позволяют изменять наружный размер режущей головки под конкретный диаметр отверстия. Это особенно необходимо, если диаметр обработки не целое число, а дробное, например, Ø15,3 мм или Ø 10,75 мм.
 Развертка регулируемая реечная 10.0-10.5 мм
Развертка регулируемая реечная 10.0-10.5 мм
Инструмент малого диаметра позволяет регулировать размер обработки в пределах 1 мм. Для больших диаметров предусмотрена возможность более широкой настройки на 1-3 мм.
В таких развертках устанавливаются сменные ножи из быстрорежущей стали, которые фиксируются клиновыми вставками с накладками. Наборная головка закрепляется двумя гайками. После ослабления контргайки ножи выставляются на диаметр обработки, вымеряются с помощью штангенциркуля и микрометра и снова закрепляются.
При затягивании регулировочной гайки ножи подаются вверх, тем самым увеличивая диаметр инструмента. Ослаблением гайки удается уменьшить размер. Для удобства при настройке орудие обработки придерживают за квадрат.
Разжимные развёртки
Развертки разжимные — описание
В силу конструктивных особенностей развертки называют разжимными. Принцип регулировки разжимной развертки основан на перемещении шарика и винта. При вращении винта с нижней стороны шарик перемещается и распирает грани. Они расходятся от центра и наружный размер увеличивается.
Предел регулирования у такого инструмента меньше. Он составляет 0,15-0,5 мм и зависит от размера развертки. Усилие при настройке рекомендуется контролировать, чтобы избежать повреждения корпуса.
В производстве разверток применяется инструментальная и быстрорежущая сталь – 9ХС, Р6М5, Р18, Р6М5. В каталогах инструмента зарубежных компаний материал обозначается HSS.







Регулируемые и разжимные развертки
Конструкция регулируемой развертки позволяет изменять диаметр рабочей части под необходимый размер отверстия
Это особенно важно при работе с дробными диаметрами. Для небольших разверток предел изменения размера составляет 1 мм, для крупных – до 3 мм
Принцип использования аналогичен применению ручного инструмента. Главным отличием является наличие сменных ножей фиксируемых клиновыми вставками. Настройка осуществляется путем затягивания или ослабления контргайки. Для выверки размера необходим штангенциркуль и микрометр.
Конструкция разжимных разверток отличается наличием шарика и регулирующего винта. При вращении винта по часовой стрелке шарик перемещается и раздвигает грани развертки, увеличивая диаметр. При обратном вращении диаметр уменьшается. Данная конструкция позволяет изменять размер на 0,15–0,5 мм.
Как выполняется машинное развертывание
Для того чтобы выбрать режимы выполнения машинного развертывания, можно использовать специальные таблицы. Исходными параметрами при этом являются диаметр формируемого отверстия, марка обрабатываемого материала, а также материал, из которого изготовлена развертка. К основным режимам развертывания, выполняемого машинным способом, относятся скорость выполнения резания и частота, с которой должен вращаться шпиндель оборудования.
Используемые СОЖ
При развертывании отверстий в заготовках, изготовленных из разных материалов, можно воспользоваться следующими рекомендациями по выбору СОЖ:
- стали, относящиеся к категории углеродистых, конструкционных и инструментальных, – водный раствор мыла, эмульсия, осерненное масло, смесь масел;
- чугун – может обрабатываться без СОЖ или с использованием керосина;
- медь – эмульсия;
- алюминий – эмульсия, смесь масел, чистый керосин, смесь керосина с терпентинным маслом, сурепное масло.
- бронза – обрабатывается без использования СОЖ.

Составы СОЖ, используемых при развертывании отверстий в различных материалах
Некоторые нюансы машинного развертывания
Перед развертыванием машинным способом очень важно правильно подготовить оборудование. Состоит такая подготовка в следующем
- Конус хвостовика инструмента и посадочное отверстие в шпинделе станка тщательно протираются.
- Развертка вставляется в шпиндель таким же образом, как и сверло с коническим хвостовиком.
- Обрабатываемая деталь фиксируется на рабочем столе оборудования так, чтобы ось отверстия точно совпадала с осью используемого инструмента.

Обработка отверстия на станке твердосплавной разверткой
Сам процесс развертывания, для выполнения которого используется черновой и чистовой инструмент, выполняется в следующей последовательности:
- Завершив сверление обрабатываемой заготовки, сверло в шпинделе сверлильного оборудования заменяют на черновую развертку.
- Проводят черновое развертывание.
- Черновой инструмент заменяют на чистовой и повторяют развертку отверстия.
- После чистового развертывания инструмент выводят из зоны обработки, выключают электродвигатель станка и проверяют результат работы при помощи калибра-пробки.
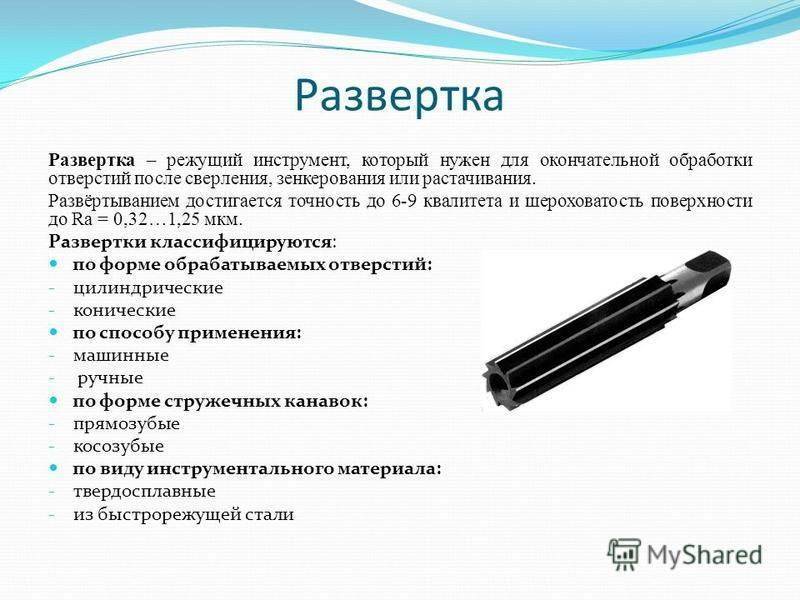
Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.

Существующие формы
Ввиду того, что создание точных отверстий является неотъемлемой производственной частью в различных отраслях станкостроения и машиностроения, развертки имеют множество форм и размеров. Именно по форме их возможно подразделить на три группы:
- В виде цилиндров;
- В виде конусов;
- Многоступенчатые.
Первые являются самыми распространенными и применяются для создания традиционных круглых отверстий. Их канавки имеют прямую или винтовую форму со специальными углублениями для вывода стружки.
Вторые имеют конусовидную форму и срезанную вершину. С их помощью возможно работать и по классическим и по коническим отверстиям. В любом случае, конечный результат – это создание конического отверстия. Вывод лишней стружки происходит и через прямые и через винтовые канавки.
Самыми редкими считаются ступенчатые модели, в силу своей универсальности, ибо они способны выравнивать отверстия в листах металла. Конструктивно они обладают конической формой, только вот скос у них происходит ступеньками, а не плавно. Подобная конструкция отличается особой прихотливостью, но если применять ее грамотно и профессионально для обработки именно листового металла (толщиной всего в несколько миллиметров), то она вполне может долго прослужить.
В зависимости о того, насколько будущее отверстие должно качественно отличаться от уже имеющегося, прибор следует применять в один и более подходов. Как правило, профессиональный токарь может ограничиться 3 подходами – обдирочно-черновой, промежуточный и финишно-чистовой. Первый заход состоит из грубой подрезки, после чего на втором заходе уничтожаются заусенцы и образовавшиеся выступы. Финишным шагом становиться чистовая развертка, с которой внутренности паза приобретают особую гладкость.
Отличия от сверл
Сверло, по определению, является тем инструментом, который призван создавать первоначальные отверстия. Развертки же для этого не приспособлены, а нужны лишь для доводки уже созданных отверстий до необходимых размеров.
Отличия в сфере использования
Описываемый инструмент может применяться и ручным и машинным способом. Для ручных образцов диаметр может устанавливаться в переделах 3-50 миллиметров. Его хвостовой элемент обладает специальной выточкой под профиль в виде квадрата в целях удобства фиксации в воротке. Чем меньше диаметр развертки, тем проще с нею работать, ибо площадь трения будет уменьшаться. При работе вручную необходимо надлежащим образом начинать вкручивание, ибо возникает риск того, что вход в отверстие может деформироваться и приобрести форму овала.
Развертки машинного типа устанавливаются на станках. Их диаметр отличается существенной толщиной, поэтому их удобно фиксировать в револьверных, токарных и сверлильных станках. Их форма может быть как цилиндрической, так и конической.
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском. Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе. Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке. В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке, потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.

Конические развертки для инструментов
Инструменты используются для развития отверстия конической формы. Состоит конический комплект из нескольких основных частей:
- Обдирочная часть служит для грязной обработки детали, подготовки отверстия к следующему этапу работ.
- Промежуточный.
- Чистовой инструмент.
Изготовление производится из твердотельных стальных сплавов марок У12А. Особенность инструмента состоит в облегченной работе, так как зубья с прямолинейным расположением имеются на всей длине изделия, происходит усиленный отвод стружки. Ступенчатая развертка по металлу используется для черновой обработки, внешний вид состоит из отдельных зубьев, расположенных по нарастающей.

Развертки конические под укороченные конусы Морзе
Виды используемых разверток для точности обработки делятся на расположение граней, прорезей и других особенностей. Промежуточная развертка устроена отличающимся размером профиля и прорезей, чистовая не имеет вывода отработанной стружки. После предварительных работ, проводится финальное точение конической насадкой, также с помощью данной разновидности возможно провести калибровку отверстия.
Изготавливаются конические разновидности в промышленности обычно под каждое отдельное отверстие. Конструктивные особенности подбираются в соответствие к плану, если используется малый конус, возможно применение одного инструмента. Для выполнения отверстий неравномерным припуском или повышенными требованиями качества, используется комплект из трех насадок.








Черновая обработка напоминает процесс зенкерования, благодаря ступенчатому расположению режущего элемента, деталь обрабатывается быстро и точно. При промежуточном типе применяется строение канавок, на вид напоминающие строение резьбы. При чистовой обработке, комплект для работы на металле выполнен без отвода для металла, скорость выполнения работы от 6 м/мин.
Конические развертки для инструментов
Инструменты используются для развития отверстия конической формы. Состоит конический комплект из нескольких основных частей:
- Обдирочная часть служит для грязной обработки детали, подготовки отверстия к следующему этапу работ.
- Промежуточный.
- Чистовой инструмент.
Изготовление производится из твердотельных стальных сплавов марок У12А. Особенность инструмента состоит в облегченной работе, так как зубья с прямолинейным расположением имеются на всей длине изделия, происходит усиленный отвод стружки. Ступенчатая развертка по металлу используется для черновой обработки, внешний вид состоит из отдельных зубьев, расположенных по нарастающей.
Развертки конические под укороченные конусы Морзе
Виды используемых разверток для точности обработки делятся на расположение граней, прорезей и других особенностей. Промежуточная развертка устроена отличающимся размером профиля и прорезей, чистовая не имеет вывода отработанной стружки. После предварительных работ, проводится финальное точение конической насадкой, также с помощью данной разновидности возможно провести калибровку отверстия.
Изготавливаются конические разновидности в промышленности обычно под каждое отдельное отверстие. Конструктивные особенности подбираются в соответствие к плану, если используется малый конус, возможно применение одного инструмента. Для выполнения отверстий неравномерным припуском или повышенными требованиями качества, используется комплект из трех насадок.
Черновая обработка напоминает процесс зенкерования, благодаря ступенчатому расположению режущего элемента, деталь обрабатывается быстро и точно. При промежуточном типе применяется строение канавок, на вид напоминающие строение резьбы. При чистовой обработке, комплект для работы на металле выполнен без отвода для металла, скорость выполнения работы от 6 м/мин.
Устройство и характеристики
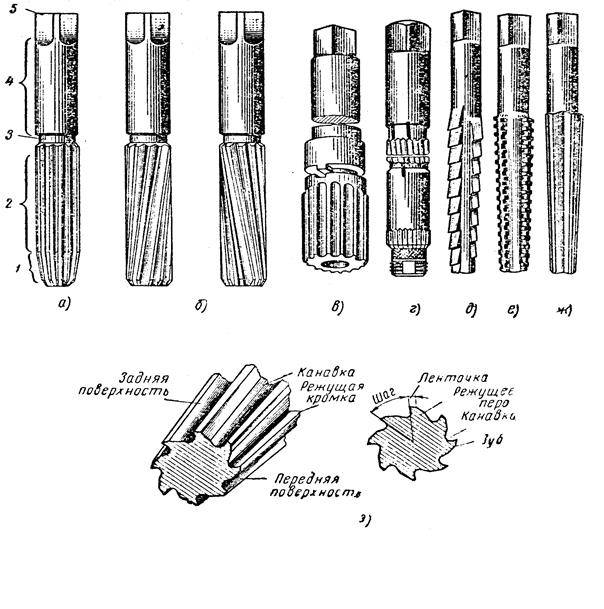
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Марка стали, используемая в производстве инструмента, подбирается с учетом материала, который предполагается обрабатывать.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
Чтобы проще контролировать диаметр развертки, количество зубьев всегда устанавливается четным.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
Для разверток разработано достаточно большое количество нормативных документов, среди которых основные:
- ГОСТ 29240-91 – типы, определения и термины.
- ГОСТ 11173-76 – для моделей с припуском под доводку.
- ГОСТ 7722-77 – для ручных вариантов.
- ГОСТ 1672-80 – для цельных машинных моделей.
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:









- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
Развертка – это узкоспециализированный металлорежущий инструмент, предназначенный для создания гладкой поверхности внутри раннее просверленных отверстий. Она применяется в тех случаях, когда необходимо добиться идеальной точности. Без нее не обходится производство высоко технологического оборудования, в частности двигателей внутреннего сгорания, станков и прочих механизмов.
Высокая точность обработки обеспечивается благодаря тому, что инструмент имеет несколько режущих кромок в количестве до 16 штук. При работе создается одинаковая сила противодействия на всей поверхности инструмента. Это исключает перекос, как бывает в случае со сверлом, контактирующим только двумя режущими кромками. При использовании развертки создается гладкая поверхность, шероховатости которой колеблется в пределах от 0,32 до 1,25 микрометра, в зависимости от класса развертки.
Как выглядит и из чего состоит развертка
Внешне инструмент представляет собой прут, вдоль которого идут многолезвийные выступы, заточенные для врезания в обрабатываемый металл. Количество режущих кромок в зависимости от модификации инструмента обычно колеблется в пределах от 6 до 14 штук. Редким исключением являются развертки на 16 лезвий, применяемые только на высокоточном производстве.
Внешние очертания инструмента могут быть цилиндрическими или коническими. Непосредственно сами зубья с режущей кромкой бывают прямыми или винтовыми. Они равномерно распределяется по поверхности инструмента на одинаковом расстоянии друг от друга. Чем больше режущих кромок на развертке, тем тяжелее с ней работать. Минимальное пространство между ними не позволяет эффективно выводить получаемую стружку.

К разверткам ставятся особые требования точности. В том случае если расстояние между зубьями будет неравномерным, то наблюдается повышение вибрации, что приводит к неоднородной разработке отверстия, которое обрабатывается. Выпускаемые в промышленности развертки имеют диаметр от 3 мм.
Развертка состоит из двух частей – рабочей и зажимной зоны. Рабочая представляет собой режущую кромку и участок для калибрования. Кромка оснащается острыми зубьями. Длина рабочей части инструмента пропорциональна его толщине. Обычно этот показатель составляет от 0,8 до 3 диаметров. Зажимная часть развертки выполнена в виде классического хвостовика, предназначенного для зажима в патроне станка или в воротке, если инструмент применяется вручную.

Формы разверток
В связи с тем, что получение точных отверстий необходимо для различных отраслей машиностроения и станкостроения, развертки разрабатываются сотен размеров и в нескольких формах.
По последнему критерию они разделяются на 3 группы:
- Цилиндрические.
- Конические.
- Ступенчатые.
Цилиндрические используются для обрабатывания стандартных круглых отверстий, которые получаются после сверление. Они имеют прямые или винтовые канавки, а также углубления для отвода стружки.

Коническая развертка выполнена в виде конуса со срезанной вершинкой. С ее помощью можно обрабатывать обычные отверстия или конические. После применения такой развертки отверстие приобретает форму конуса. Отвод стружки может обеспечиваться как за счет прямых, так и винтовых канавок.
Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.