

Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью. Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка. Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Подробнее об альтернативном инструментарии
Для целей качественного расширения трубных окончаний может применяться и особый инструмент – электроприводной либо механический. Использование особых шаблонов или конусов характерно для ручного инструмента, как наиболее простейшего. Если же предстоит сложная работа по монтажу водопровода или отопительной системы, то имеет смысл использовать механический прибор.
Развальцовщик на механике
Лучшее качество производимой операции обеспечивает инструмент, который производит обработку трубы сразу несколькими валиками, изготовленными из легированной стали. Подобный прибор заводского выпуска оснащается комплектом разноразмерных валиков для различных трубных диаметров. Процесс заключается в том, что валики прокатываются по внутренней поверхности заготовки с приложением необходимого надавливания, из-за чего деталь деформируется нужным образом. В ходе каждого прокатывания валика габариты заготовки меняются постепенно и незначительно, происходит равномерное воздействие на тонкие и толстые участки, в результате чего поверхность получается гладкой, шероховатости и трещины отсутствуют, а толщина раструбных стенок становится равной.
Развальцовщик на электроприводе
Данные модели являются дорогими приборами и относятся к категории профессионального инструментария. Их отличает повышенная производительность. Принцип работы заключается в следующем: прочные валики за несколько прокатов попросту раскатывают медный раструб. Качество при этом соблюдается высочайшее, однако, окупается подобный инструмент только при осуществлении профессиональной коммерческой деятельности и должен применяться как можно чаще. Еще он отличается тем, что позволяет образовать диаметр несколько больше, чем требуется.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Инструменты для проведения работ
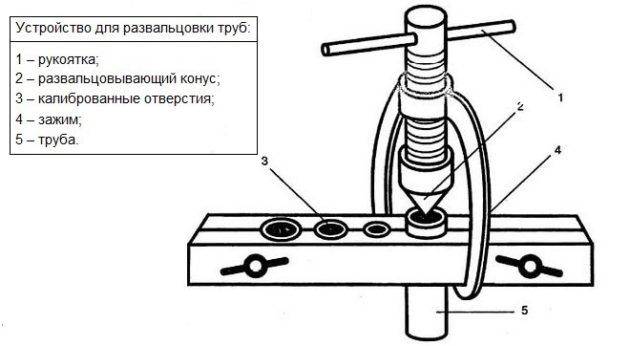
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Как проводится развальцовка гидравлических труб?
Будучи опытным ответственным исполнителем на рынке подготовки и устройства трубопроводов Московской области, мы организуем полное сопровождение процесса. Тактика развальцовочных операций включает все необходимые этапы:
- грамотная подготовка материала: чистка, выравнивание, подрезка кромок, шлифовка поверхности;
- вычисление точных размеров увеличенного внешнего диаметра труб, подлежащих соединению, и задание полученных размеров на оборудовании;
- собственно, механическая операция развальцовки металлических труб – поступательное раздвижение краев трубного конца с получением равномерной толщины обработанной стенки по всей окружности.
У нас есть достаточный ресурс для обработки больших партий труб разной толщины стенок из различного материала. Развальцовка алюминиевых и стальных труб осуществляется в короткие сроки. При необходимости и по вашей заявке развальцуем уже изогнутые секции или прямые отрезы. Есть возможность развальцовки сразу после гибки (подготовка трубного материала перед формированием сборного трубопровода). Вы экономите свое время, силы и средства, заказывая все необходимые виды обработки в одном месте.
Что в результате?
Наши специалисты имеют опыт работы с профессиональным развальцовочным оборудованием. Мы действуем быстро, точно, без ошибок. Обращайтесь, компания «ГидроПАРТ» гарантирует качество будущих соединений и максимальный цикл жизни магистралей, изогнутых и развальцованных на нашем оборудовании.
- честную цену развальцовки труб;
- качественное соединение для быстрого монтажа трубопровода;
- исключительную надежность герметичного соединения.
Сотрудничество с профессионалами «ГидроПАРТ» – ваша гарантия качественного устройства магистралей широкого спектра назначений (от классических водопроводов до пневматических, пожарных, нефтепроводов и т. д.) под нашу ответственность.
Завальцовка
Завальцовка производится на токарном станке с помощью специальных инструментов. Вследствие упругости тонкого края оправы давление на стекло сравнительно невелико, поэтому при правильной завальцовке оптические детали даже небольшой толщины не деформируются и не получают внутренних напряжений. При завальцовке загибаемый край оправы должен ложиться только на фаску, а не на полированную поверхность линзы. Для придания соединению водонепроницаемости ободок линзы перед установкой в оправу покрывают специальной замазкой.










Завальцовка производится на токарном пли сверлильном станках с помощью специальных инструментов.
Завальцовка, опрессовка, чеканка и квазигидростатическое прессование применяются в основном для соединения поликристаллов сверхтвердых материалов с корпусом. На инструментальных заводах получили наибольшее распространение метод горячего динамического прессования, применяемый на заводе Инструмент ( Ленинград), и метод квазигидростатического прессования. Подогрев державки индукционный, в защитной атмосфере. Метод квазигидравлического прессования предусматривает обжатие той же части державки, что и при горячем динамическом прессовании, но без нагрева. Перед обжатием в гнездо державки вставляют медный или из нержавеющей стали стаканчик, в который устанавливают поликристалл. На стаканчик надевают второй стаканчик, а державку помещают в камеру из котлинита и подвергают обжатию при давлениях до 8000 МПа. При таких давлениях металл державки и стаканчиков становится пластичным, течет ( отсюда и название метода — квазигидравлическое прессование), обволакивает поликристалл и прочно его удерживает. Проведенные на Сестрорецком инструментальном заводе им. Однако для закрепления поликристаллов гексанита Р, чувствительных к перегреву, целесообразнее применять метод квазигидравлического прессования, так как он не требует нагрева.
Завальцовка швов и герметизация крышки обеспечивают полную герметичность барабанов. Наружная поверхность барабана покрыта черным лаком, а днище — голубой краской. На каждом барабане должна быть надпись: наименование завода, название и сорт продукта, номер партии, номер анализа. Едкое кали можно хранить только в неповрежденных барабанах.
Завальцовка корпусов осуществляется в две операции на 10 — 15-тонном эксцентриковом прессе. На пресс устанавливается завальцовочный штамп.
Завальцовка камня в винт-оправу производится на то-карно-часовом станке.
Завальцовка композиции производится на двух или трех вальцах, довальцовка и съем — на одних вальцах. Зазор между валками при завальцовке, довальцовке и съеме должен быть в пределах 1 — 2 мм.
Завальцовка композиции может производиться на одних или нескольких вальцах. Валки вальцов должны быть нагреты до указанной выше температуры и сдвинуты до зазора 3 — 5 мм. Компоненты загружают на ходу вальцов небольшими порциями в течение 5 — 10 мин. После образования сплошного слоя, плотно облегающего валок, масса подрезается ножом и переворачивается. По окончании завальцовки пластифицированная масса в виде рулонов снимается с вальцов, за исключением затравки 3 — 5 кг, и передается на довальцовочные вальцы.
| Схема работы штампа. |
Завальцовка корпусов осуществляется на эксцентриковом прессе. На пресс устанавливают завальцовочный штамп.
Завальцовка корпусов ртутно-цинковых элементов является одной из самых ответственных операций изготовления источников тока этой системы. Качество завальцовки определяет герметичность элемента.
| Типы соединений загибкой.| Соединения деталей с помощью вдавливания поясков. |
Завальцовку чаще всего применяют для соединения деталей цилиндрической формы с плоскими.
Завальцовку применяют для труб и деталей трубчатого типа, изготовленных из стали, меди, латуни и алюминия.
Завальцовку или закатку применяют при закреплении круглых линз, стекол, каменных подшипников в оправах или корпусах приборов ( фиг.
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
- Болгарка.
- Заточной и сверлильный станок.
- Два болта с резьбой не менее 8М.
- В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
- Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.  Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.
 Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга. Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.










Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Развальцовка трубок в процессе установки кондиционера
Советы по выбору инструмента
 Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
Наличие на поверхности обрабатываемого изделия соединительных швов.
Необходимость формирования канавок на той части трубы, которая подлежит обработке.
Толщина стенок изделия, которое будет обрабатываться.
Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
Расстояние, на которое трубка будет над рабочей поверхностью выступать.
Глубина развальцовки.
Внутренний и наружный диаметр изделия.
Характеристики того материала, из которого трубка была изготовлена
Особое внимание уделяется степени его пластичности.. Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью
С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.








Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.





