Виды и характеристики разделительного ломоперерабатывающего оборудования
Пресс-ножницы для металлолома относятся к одной из следующих групп:
Арматурные ножницы, предназначенные для резки длинных прутков арматурного проката, остающихся после разрушения отслуживших свой срок железобетонных конструкций;
Аллигаторные ножницы, используемые при разрезке негабаритного скрапа, преимущественно в идее прутков, швеллеров и толстых полос;
Комбинированные пресс-ножницы, являющиеся наиболее универсальным видом рассматриваемого оборудования, т.к. дополнительно к вышеперечисленным функциям аллигаторных ножниц могут выполнять ещё и операции пробивки отверстий в металлоломе.
Технические параметры и прочие требования к ножницам для резки металлолома регламентируются действующим ГОСТом 15032.
Разделительное оборудование, пригодное для предварительной переработки металлолома, должно отвечать ряду специфических требований:
Допускать удобную ориентацию и фиксирование лома в рабочем пространстве ножниц;
Отличаться широким диапазоном допускаемой толщины лома;
Иметь возможность автономного подключения к энергокоммуникациям ломоперерабатывающих предприятий;
Отличаться простотой и надёжностью кинематической схемы.
В основном, привод пресс-ножниц для металлолома – механический, хотя известны и типоразмеры с гидроприводом (они чаще применяются для разрезки особо крупногабаритного лома). Например, навесные гидроножницы применяются для резки жд вагонов.
Виды гидроножниц
В зависимости от выполняемых работ гидравлические ножницы делятся на несколько типов:
- гидроножницы для первичного разрушения (гидроножницы для демонтажа, или крашеры) осуществляют снос зданий и сооружений, разборку конструкций, разрыв арматурных и сварных связей;
- гидроножницы по бетону (бетоноломы, гидроножницы для вторичной переработки) применяются для измельчения железобетонных обломков, перекрытий, оставшихся после первичного разрушения;
- гидроножницы по металлу, использующиеся для резки металлоконструкций (балки, профили, стержни, тросы) и разделения связанных металлических элементов;
- гидравлический секатор для деревьев, или гидроножницы по дереву;
- рельсоломы — специализированное оборудование для резки рельсовых конструкций.

Видео: Гидроножницы Hammer DSP-30
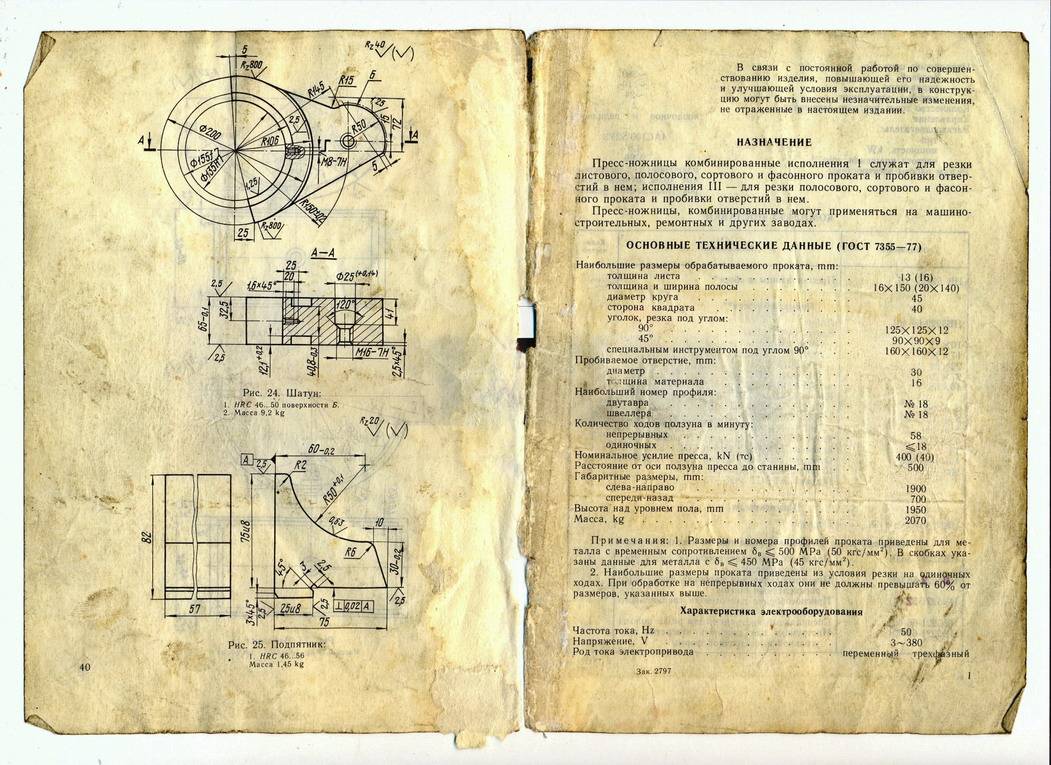
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов.
Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
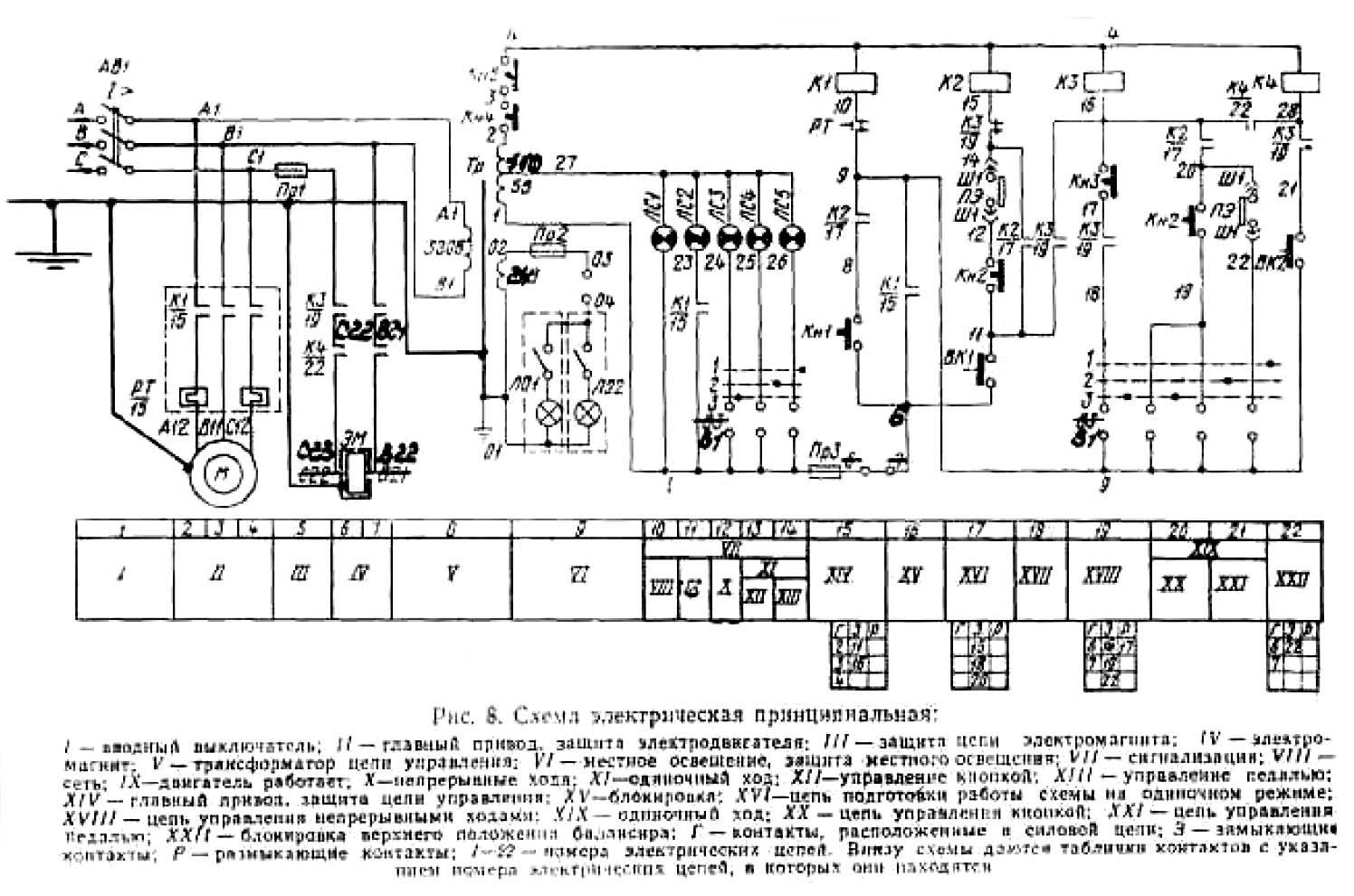
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
Настройка пресс-ножниц НВ5223
- Работать на комбинированных пресс-ножницах НВ5223 допускается только после ознакомления с особенностями их обслуживания, эксплуатации и мерами безопасности. Перед началом работы убедитесь в надежности инструмента.
- При работе на пресс-ножницах НВ5223 для защиты органов слуха оператора необходимо применять противошумные наушники или противошумные вкладыши.
- По окончании работы пресс-ножницы НВ5223 обесточьте.
Особенности пресса НВ5223 для пробивки отверстий
- Перед началом работы на прессе закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала.
- После центрирования рукоятку верните в верхнее положение.
- После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
Особенности работы сортополосовой секции пресс-ножниц НВ5223
1.Перед работой на сортовой секции проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала и не должен превышать 0,2…0,5мм.
При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
2.Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее. Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке.
Пресс-ножницы НВ522 оснащены автоматическими прижимами.
При работе с автоматическим прижимом за счет хода ползуна через систему рычагов и пружин усилие передается на кулак и в момент реза фиксирует заготовку, при этом перед резом прижимной рычаг должен находиться в соприкосновении с заготовкой и быть зафиксированным отверстием на кулачке. После реза прижим автоматически возвращается в исходное положение.
И все последующие циклы выполняются автоматически.
Автоматические прижимы изготовлены из конструкционной качественной стали прошедшей термическую обработку. Автоматические прижимы предназначены для защиты оператора от воздействия удара при резке заготовок.
Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала.
Внимание!
Пресс-ножницы рассчитаны на обработку материалов с временным сопротивлением δ ≤ 498 Мпа.
Схема крепления ножевых плит сортовой секции пресс-ножниц НВ5223
Особенности работы зарубочного устройства пресс-ножниц НВ5223
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности, зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и сухими. Крепление ножей зарубочного устройства показано на рис.9. Зазор между ножами зарубочного устройства не должен превышать 1/30 толщины разрезаемого материала.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей, ножей для отрезки полосы и зарубочного устройства дыропробивной зоны.
Схема крепления ножей зарубочного устройства НВ5223
3 Гидравлические КПН НВ5222 и НГ5223
Наибольшее распространение на отечественных предприятиях получили гидравлические ножницы, обладающие множеством технологических достоинств. Они гарантируют высокое качество резки, большую точность выполнения операций, экономный расход режущих приспособлений, отличные скоростные показатели.








На сегодняшний день гидравлические ПН используются в ремонтных и штамповочных цехах, на предприятиях машино- и судостроения, на комбинатах, занимающихся производством металлоконструкций, утилизацией и переработкой металлической продукции. На российских заводах чаще всего встречаются пресс-ножницы НГ5223 и НВ5222, которые дают возможность на одном станке выполнять различные операции:
- резку металла;
- отрезание двутавров и швеллеров, уголков, квадратных и круглых металлопрофилей;
- пробивку отверстий и пазов.

На НВ5222, кроме того, можно осуществлять на высоком уровне эффективности зарубочные процедуры.
Рассматриваемые гидравлические станки располагают сварной прочной станиной, сделанной из двух листов (стальных), которые привариваются к массивному основанию. В их конструкции предусмотрено наличие нескольких неподвижных и подвижных ножей. Один из подвижных режущих инструментов (зарубочный) имеет прямоугольную форму, другой представляет собой гильотинный механизм, с помощью которого обрабатывается листовой металл. Инструкция к станку НВ5222 и НГ5223 подробно описывает технологию правильной эксплуатации их ножей.
Данные гидравлические установки работают с ножами из сталей 4Х5В2ФС и Р6М5 (когда ведется раскрой предварительно разогретых изделий) и ХБФ, Х12Ф1 (резка холодного проката). На станке НВ5222 обрабатываются полосы с максимальными размерами 2 на 14 см, на НГ5223 – 1,8 на 19 см. Данные гидравлические установки снабжаются электродвигателями на 5 кВ (модель НВ) и 5,5 кВ (модель НГ) и мощными дыропробивными прессами.
Сравнение гильотин
| Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
| Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
| Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
| Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
| Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Принцип действия [ править | править код ]
Гидравлический пресс состоит из двух сообщающихся сосудов-цилиндров с поршнями разного диаметра. Цилиндр заполняется водой, маслом или другой подходящей жидкостью. По закону Паскаля давление в любом месте неподвижной жидкости одинаково по всем направлениям и одинаково передается по всему объёму. Силы, действующие на поршни, пропорциональны площадям этих поршней. Поэтому выигрыш в силе, создаваемый идеальным гидравлическим прессом, равен отношению площадей поршней.
Читать также: Как сделать оцилиндрованное бревно своими руками
Гидравлический пресс
представляет собой два сообщающихся сосуда цилиндрической формы, в которых имеются поршни, причем разного диаметра и площади. Цилиндры заполнены жидким маслом (обычно трансформаторным) (рис.1).
Разновидности
Существует несколько факторов по которым классифицируются пресс ножницы:
- Вид энергоносителя. Могут быть гидравлическими, механическими.
- Функции. Выделяются установки узконаправленного профиля, с помощью которых можно разрезать только прутки, арматуру, профиля, уголки. Также существуют универсальные пресс ножницы, с помощью которых можно обрабатывать разные металлические детали.
- Тип энергоносителя. На производстве используются машины, которые подключаются к сети, в домашних условиях актуальны ручные модели.
- Вид установки. Продаются как крупногабаритные модели, используемые для серийного производства, так и портативные установки, которые можно переносить с места на место. Второй вариант не подходит для разрубания заготовок большой толщины из-за недостатка мощности.
- Тип автоматизации. Управление может быть ручным, автоматизированным. Дорогие модели комплектуются ЧПУ, которое позволяет проводить технологические процессы быстрее, уменьшить усилие со стороны оператора.
Пресс ножницы изготавливаются согласно определенным стандартам. Это ГОСТ 15032, ГОСТ 7355, ГОСТ 8248.
Среди общего многообразия выделяют три большие группы пресс ножниц:
- Ручные модели. Конструкция имеет два ножа, один из которых неподвижный, второй подвижный. Приводятся в действие усилием со стороны человека.
- Дисковые. Принцип действия заключается в том, что во время рабочего процесса заготовки разделяются двумя дисками, которые вращаются в противоположную друг от друга сторону.
- Оборудование для лома. Мощные аппараты, которые устанавливаются на крупных металлургических заводах. Усилие реза доходит до 3000 тонн.
Отдельная группа — контейнерные модели. Устанавливаются на автотранспорте.
Гидроножницы фото.
В разделе гидроножницы фото опубликованы фотографии гидравлических ножниц для экскаватора применяемых при демонтаже строительных конструкций из металла, бетона, железобетона, включая модели для резки и разделки металлолома.
| Фото гидроножницы MS-500 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-2000 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-3000 Delta Engineering Group, Co, Ltd, Корея |
| Масса ножниц, кг- 500 Развиваемое усилие, т- 152 Раскрытие челюстей, мм- 288 Вес экскаватора, т- 4…8 | Масса ножниц, кг- 2000 Развиваемое усилие, т- 172 Раскрытие челюстей, мм- 522 Вес экскаватора, т- 18…26 | Масса ножниц, кг- 2450 Развиваемое усилие, т- 256 Раскрытие челюстей, мм- 571 Вес экскаватора, т- 26…32 |
Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Пресс-ножницы Н-серии: описание, преимущества, особенности
Ножницы предназначены для выполнения широкого перечня операций, связанных с раскроем листовой стали, холодной обработкой и пробиванием металлопроката. Отличием комбинированных ножниц от аналогов является тщательно продуманная эргономика, облегчающая работу оператора. Другая особенность оборудования – универсальность, позволяющая работать с абсолютным большинством сортового и фасонного металлопроката. Пресс-ножницы серий Н5222, Н5222А и других рассчитаны на использование предприятиями, специализирующимися на единичном и малосерийном производстве деталей при большом разнообразии ассортимента. Станки позволяют изготавливать автомобильные комплектующие, элементы дорожных ограждений и строительных конструкций, основным материалом для которых служит листовой металл.
Преимущества комбинированных ножниц Кувандыкского завода «Долина»:
- простота использования;
- малая металлоемкость, снижающая общую стоимость и облегчающая транспортировку;
- возможность использования пресс-ножниц для большого количества технологических операций;
- использование высококлассной инструментальной стали, сочетающей прочность и стойкость к коррозии.
Как заказать оборудование?
Станки НВ5222, НВ5221 и другое металлорежущее оборудование, представленное в каталоге, можно приобрести с доставкой по России и странам СНГ. Перевозка осуществляется проверенными транспортными компаниями, что гарантирует сохранность груза и минимальные сроки ожидания. По желанию заказчика, специалисты завода «Долина» самостоятельно выполнят монтаж, проведут пусконаладочные работы и подготовят комбинированные ножницы к эксплуатации.
АРГУМЕНТЫ | СРАВНЕНИЕ | ОТЗЫВЫ | МОДЕЛЬНЫЙ РЯД |
Расположение органов управления пресс-ножниц НВ5222
| 9 | Рукоятка механизма центрирования |
| 34 | Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства. |
| 12 | Кулачки управления электромагнитами |
| 11 | Кнопка ОБЩИЙ СТОП |
| 13 | Кнопка ОБЩИЙ СТОП |
| 4 | Вводной выключатель |
Это интересно: Как выбрать ленточнопильный станок
Практическое применение
Гидравлические навесные ножницы в большинстве случаев выигрывают конкуренцию у переносных дисковых пил, поскольку обеспечивают большую производительность реза, при сохранении высокого качества поверхности раздела. Применяемый рабочий инструмент – ножи – значительно долговечнее, чем пильные диски (исключение составляют лишь диски с алмазными вставками, но их стоимость намного выше стальных ножевых вставок из сталей 9ХС или Х12М). Ещё больше преимуществ у таких ножниц перед мобильными установками газовой резки.
Еще одно видео – как работают навесные гидроножницы по разделке металлолома:
Для производства работ навесные ножницы устанавливаются на стрелу или рукоять экскаватора, при этом ротатор заблаговременно регулируется в положении, наиболее удобном для последующего выполнения работ. Установка на стрелу применяется в случаях, когда необходимо производить разрезку лома, уже имеющегося на площадке. В тех ситуациях, когда разрезку необходимо совмещать с демонтажными работами (в частности, при реконструкции зданий) удобнее монтировать ножницы на рукоять, что увеличивает радиус действия данного оборудования, ножницы часто применяются для демонтажа металлических конструкций.
Основным критерием прогрессивности модели навесных ножниц считается соотношение рабочего усилия к массе: чем оно выше, чем конкурентоспособнее и производительнее модель. Производительность ножниц увеличивается при повышенных значениях захвата зева и увеличения его ширины.
Устройство и конструкция
Гидравлические ножницы имеют корпус, к нему крепятся челюсти (или, как их еще называют, режуще-ломающие части). Челюсти приводятся в движение с помощью одного или двух гидравлических цилиндров. Количество гидроцилиндров зависит от модели ножниц. Гидравлические ножницы с двумя гидроцилиндрами имеют более высокую эффективность разрушения, так как в этом случае челюсти воздействуют на разрушаемый материал с двух сторон.
Челюсти в свою очередь имеют две части — разрушающую и режущую. Это дает возможность осуществлять все операции по демонтажу в едином технологическом цикле.
Режущие элементы гидроножниц — съемные, что позволяет легко заменить их в случае износа.

Чертеж и схема гидроножниц
Принцип действия
Цикл разрезки металла состоит из нескольких этапов. Резка происходит в следующей последовательности:
- Оператор включает рольганг и отправляет профиль в рабочую зону аппарата. Необходимая длина при этом выставляется при помощи заднего упора.
- Обрабатываемый материал фиксируется зажимным приспособлением. Для обеспечения постоянства горизонтальной оси металла в процессе, он подпирается компенсатором.
- Включается электродвигатель, срабатывает муфта включения. Ленточный тормоз размораживает вал.
- Крутящий момент передается на кривошипный вал через зубчатую передачу. Там с помощью кривошипно-шатунного механизма вращение преобразуется в поступательное движение рабочего ножа.
- Отрезанная часть изделия попадает на приемный лоток, а после — в специальный ящик для заготовок.
- Одновременно с этим кривошипно-шатунный механизм возвращается наверх, в свое исходное положение — начинает работу система включения.
- Вал фиксируется автоматически с помощью тормоза ленточного типа.
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.









Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA
Классификация и обозначение
Пресс-ножницы комбинированные представляют собой обширный класс кузнечно-прессового оборудования, предназначенный для разрезки объёмного металлопроката. Рассматриваемое оборудование различают по следующим признакам:
- По виду энергоносителя в приводе. Выпускаются механические и гидравлические пресс-ножницы.
- По технологическим возможностям. Производятся пресс-ножницы, работающие только с прутком или проволокой, а также комбинированне пресс-ножницы. способные получать штучные изделия также из полосы и сортового проката. В отдельную категорию стоит выделить скрапные пресс-ножницы для металлолома.
- По степени автоматизации. Ножницы могут иметь управляться вручную, либо действовать в составе специализированных заготовительных линий. В последнем случае они снабжаются автоматизированными рольгангами и сбрасывателями готовых заготовок.
- По характеру энергоносителя. При разрезке профилей небольшого поперечного сечения, притом – в условиях мелкосерийного и единичного производства популярны ручные пресс-ножницы.
- По особенностям установки различают ножницы, стационарно монтируемые на фундамент, и мобильные пресс-ножницы, применяемые в структурах МЧС, а также для первичной разделки стального лома.
Параметры и технические характеристики пресс-ножниц отечественного производства регламентируются соответствующими государственными стандартами. Для комбинированных ножниц действует ГОСТ 7355, для сортовых ножниц – ГОСТ 8248, а пресс-ножницы для металлолома аллигаторного типа выпускают согласно требованиям ГОСТ 15032.
Принятым обозначением пресс-ножниц для металла в нашей стране принято буквенно-цифровое вида Н _ _ _ _ (возможно добавление букв после основной «Н», и после цифрового индекса, что свидетельствует о модификации основной, базовой модели). Классификатор разработан на базе отраслевой нормали КН-01-1. Первая цифра обозначает тип привода ножниц (0- гидравлический, 1- механический), вторая – технические особенности конструкции (2 – аллигаторные, 3 – сортовые закрытые, 5 – для точной резки, 7 – с механизмом гидрозажима, 8 – с механическим дифференцированным зажимом). Последние две цифры указывают значение номинального усилия в тс. Поскольку базовая линейка оборудования построена на предпочтительном ряде чисел, то основную техническую характеристику ножниц можно легко установить, пользуясь данными следующей таблицы:
| Последние две цифры в обозначении модели ножниц | 22 | 24 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 34 | 36 | 38 | 40 | 46 |
| Номинальное усилие, тс | 25 | 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 250 | 400 | 630 | 1000 | 4000 |

Ручные гидравлические ножницы
Ручные гидравлические ножницы – незаменимый, а главное мобильный инструмент для резки метала арматуры. Широко применяются в строительстве, в сносе зданий, а также спасателями для извлечения пострадавших из искорёженного автомобиля.
Ручные гидравлические ножницы
Устройство и принцип работы
Устройство ручных гидравлических ножниц для резки метала напоминает обычные ножницы но несколько отличается от них тем что, в привычной модели мы передаем механическую силу от руки сразу на режущий агрегат.
Здесь же наша механическая сила преобразуется в гидравлическую, и только потом подается на режущие лезвия. Ручкой мы качаем насос которой создает давление в результате чего ножницы сдвигаются и собственно режут.
Основные принципы устройства:
Устройство ручных гидравлических ножниц
- Исполнение режущей части. Два основных открытый кромочный и гильотинный. Оба представлены на рисунке. Кромочный применяется для резки листов метала, а гильотинный для резки проводов и пучков кабелей.
- Функции режущей части. Есть агрегаты, в которых режущая часть крутится относительно привода и ручек, что делает ножницы более практичными в использовании.
- Габариты. Устройство обладает весьма большими габаритами, происходит это из-за того, что оно оборудовано гидроприводом, его установку выполняют на неподвижной ручке гидравлических ножниц. Габариты агрегата прямо пропорциональны длине штока гидропривода.
- Подача давления. Также имеет 2 вида комплектации. Первая это встроенный плунжерный насос, который работает от мускульной силы оператора. Второе, это внешняя компрессорная станция.
Технические характеристики
Ручные гидравлические ножницы имеют ряд характеристик, которые стоит учитывать при их эксплуатации. Эти параметры можно увидеть в техническом паспорте устройства.
Характеристики гидравлических ножниц:
- Предельная величина силы разреза или тяги, измеряется в Ньютонах и Тоннах;
- Промежуток между режущими элементами, в мм;
- Предельная режущая величина. Указывает максимальную толщину листа либо диаметр прутка которые можно разрезать за одну итерацию.
- Размеры и вес агрегата.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Возможные неисправности
- Не создается необходимое давление в инструменте.
- Засорение гидравлической системы, следует заменить масло;
- Не закрыт рычаг сброса давления соответственно его следует закрыть;
- Шток не встает в начальное положение.
- Подтеки масла
Распространенные модели
Рассмотрим несколько самых распространённых моделей ручных гидравлических ножниц по металлу и их технические характеристики.
Ножницы НРГ 53
Основное назначение: Для резки кабелей и твердых металлов.
https://youtube.com/watch?v=8tbWJfr–UA
Технические характеристики НРГ 53:
Технические характеристики ножниц НРГ 53
Ножницы НРГ 85
Основное назначение: Резка проводов АС, СИП-3, стальных канатов, тросов, прутков из низко углеродной стали, бронированного и телефонного кабеля.
Технические характеристики:
Технические характеристики гидравлических ножниц НРГ-65 и НРГ-85
Ножницы СТ40 и СТ20
Основное назначение: Режущая способность до 40 мм, широкий спектр металлов, которые они режут.
Гидравлические ножницы CT-40
Технические характеристики:
Технические характеристики ножниц СТ20 и СТ40 Ручные гидравлические ножницы Ссылка на основную публикацию
Технические свойства ножниц
Гидравлический станок обладает универсальным функционалом высокого класса, позволяющим применять его чуть ли не в любых производственных цехах самых разных сфер промышленности. Поскольку гидравлические пресс-ножницы являются комбинированным видом металлообрабатывающих станков, которые часто используют в качестве составляющего элемента сложных и полностью автоматизированных производственных линий или как обособленное приспособление для самых разных технологических процессов.
При покупке гидравлических пресс-ножниц в нашей компании можно дополнительно получить консультацию у одного из профессиональных инженеров, который объяснит все достоинства подобного оборудования. А их достаточно много:
- высокая экономичность;
- надежность и долговечность инструмента для резки металла;
- непередаваемое качество любого вида работы, которая выполняется на этом станке;
- чрезвычайно низкий уровень шумов;
- высокая скорость осуществления обрабатывающих процессов;
- несущественная степень затрат энергии и труда.
Но и это еще далеко не весь перечень явных преимуществ пресс-ножниц гидравлического комбинированного типа перед другими электромеханическими аналогами.
Пресс-ножницы гидравлического типа — превосходное оборудование для решения разнообразных задач производства.
Получить консультацию
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
СКАЧАТЬ КАТАЛОГ ▼
СКАЧАТЬ КАТАЛОГ (PDF) СКАЧАТЬ КАТАЛОГ ЛПС (PDF)
239
произведено за 2019 год
станков
30
нам доверяют
тысяч клиентов
Лента отгрузок станков Все отгрузки
15.01.2021
Надежно и безопасно
«Мы занимаемся производством продукции для организации безопасности дорожного движения и нам необходимо надежное оборудование», — позвонив на завод, сообщил клиент.
Подробнее
-
14.01.2021
Держим связь с клиентами
Кривошипный пресс усилием 63 т и 2 единицы 100 т прессов производства ПАО «Долина» успешно работают уже несколько лет у нашего клиента в Центральной России.
Подробнее









Оренбургская обл. г. Кувандык ул. Школьная, 5
+7 (35361) 37-5-41
ПАО ‘КУВАНДЫКСКИЙ ЗАВОД КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ДОЛИНА’
Это интересно: Категория пожарной опасности объекта