

Ленточная пила: много, быстро, качественно
В процессе знакомства с техническими решениями современного ленточнопильного станка наш герой узнал еще много интересных особенностей, скрывающихся за простым образом пилорамы, к которому все привыкли. И сделал для себя выводы.
Главное, что ленточными пилами можно пилить много, быстро, качественно. Но при четком соблюдении правил. Для героя нашей сказки это естественный переход на новый уровень деревообработки. Для его соседей – может статься иначе…
Так, по мере раскрытия секретов, сказочного в нашем рассказе остается все меньше. Приходит время морали, и вот что посоветовал соседям Хозяин Лесопилки.
• Если у вас мало денег или нет квалифицированных рабочих, хотя бы одного, покупайте простой узколенточный станок и не стремитесь пилить на нем быстро.
• Следите, чтобы пила была острая, а шкивы вращались без биений и были хорошо сбалансированы. Так вы избежите «волны», но о высокой производительности не мечтайте.
• На простых узколенточных станках все манипуляции пиловочником обычно выполняются вручную. А в операции по превращению бревна в штабель досок это может занять до 60% времени. Но вы же сэкономили на цене станка, поэтому у вас должны остаться средства на закупку нескольких таких пилорам и оплату труда своих рабочих. Да, и приготовьтесь к частому ремонту (сварке) лент.
Наш Хозяин захотел иной судьбы и купил широколенточный станок. Выучил грамотного заточника, чувствующего металл, и хорошего оператора, чувствующего станок, нашел опытного начальника распиловочного участка, который будет не только гнать производительность, но и своевременно обслуживать станок, и начал пилить. Долго и счастливо.
Если разобраться, сложность широколенточных лесопильных станков технически и экономически обоснована. К такому оборудованию требуется соответствующий подход. Европейского качества продукции, о котором мечтает большинство сегодняшних лесопереработчиков, невозможно достичь, работая на архаичном оборудовании, используя старые методы и технологии.
Мы не предлагаем простых решений. Мы предлагаем современное и сложное оборудование для выполнения конкретных задач сегодняшнего дня, когда требуется не только напилить досок, но и выиграть конкурентную борьбу, предложив на рынок качественную продукцию в достаточном количестве.
Ну, а производительность, кроме правильно выбранной и подготовленной ленточной пилы, зависит от массы таких факторов, как высокие сервисные функции станка, грамотная организация распиловочного участка, наличие умелого заточника и высококлассного оператора и т.д.
В заключение, ответьте себе на вопросы:
• Как быстро Вы зажимаете бревно на позиции распила от момента выдачи его из накопителя?
• Как быстро Ваш пильный узел встает на заданный размер?
• Какая у Вас карта распила, сколько в ней выравниваний и промежуточных кантований бревна? Сколько время Вы тратите на это?
• Как быстро убираете доски?
• Какой процент чистого времени у Вас уходит на пиление от всего цикла распиловки?
• Обслуживаете ли Вы станок, как написано в руководстве, или работаете до первой фактической поломки?
• Ваш заточник умеет подбирать пилы под различные породы и типы древесины?
• Ваш оператор заинтересован в исправности оборудования или только в погонаже?
На нашем сайте www.co-ordinate.ru вскоре Вы сможете попробовать в цифрах ответить на эти вопросы и посчитать реальную производительность Вашего станка.
Сергей Воронежский, директор ООО Координата ___________________________________________________________________________________
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | |||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | |
| да | нет | |||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | ||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | |
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | ||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | ||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | ||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | ||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | |||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | |
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | |
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | |
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | |
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | |
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | ||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | |
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | |
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | ||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | |
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X |
| C125W1 | 20-30 | 35-45 | 1:30 | X | ||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | |
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | |
| x210Cr12 | Х12 | 20-35 | X | |||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | |
| x210CrW12 | ХВГ | 20-30 | X | |||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | ||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | |
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | ||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | |||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | |
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | ||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | ||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | ||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | ||
| x45CrNiW189 | 30-40 | 1:20 | Х | |||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | ||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | |||
| x5NiCrTi2615 | 25-40 | 1:10 | X | |||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | ||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | |||
| х 10 CrSi 6 | 20-30 | 1:10 | X | |||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | ||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | |||
| х 10 Cr 13 | 12Х13 | 25-35 |
Эксплуатационные преимущества пильных полотен
Важный плюс полотен для ленточных пил — при стоимости ниже, чем у циркулярного станка они обеспечивают высокую производительность и экономичность металлообработки. Также достоинствами являются:
Эффективность. Для работы с ленточными пилами необходимо меньше усилий, на резку тратится меньше времени и качество распила выше, чем при обработке на циркулярной пиле.
Малое количество отходов
Ровный тонкий распил — это возможность минимизировать стружку, что важно на предприятиях с высокими объемами металлообрабатывающих работ. Ведь небольшой объем стружки с одной детали при масштабном потоке резки превращается в значительные потери расходного материала.
Безопасность
Травмироваться о режущую кромку ленточной пилы проблематично (если соблюдать требования к эксплуатации), чего нельзя сказать о циркулярных механизмах.
В компании «ПРАКТИКА» вы можете заказать недорогие полотна по металлу оптом и в розницу. Предложим качественные пильные полотна по доступной цене или изготовим инструмент в соответствии с вашими требованиями за 30 минут. Консультации по выбору и помощь в наладке лентопильного оборудования бесплатные, обращайтесь
8 (800) 350-91-85 и увеличьте КПД резки металлов любой прочности.
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
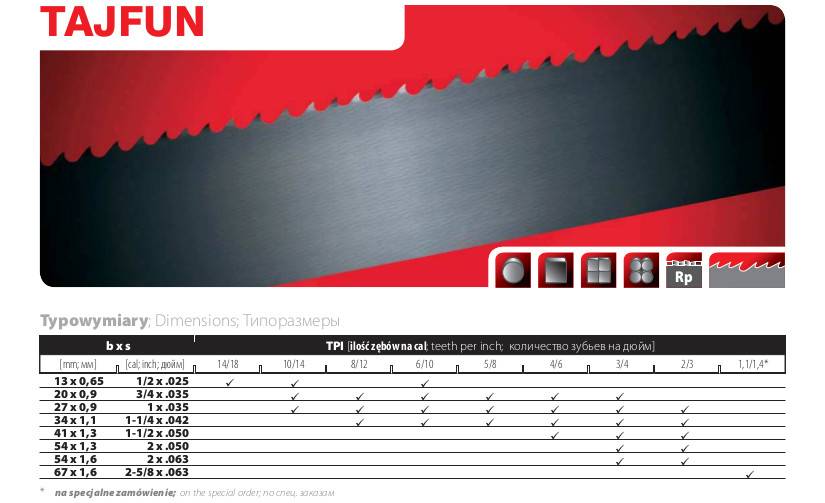
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
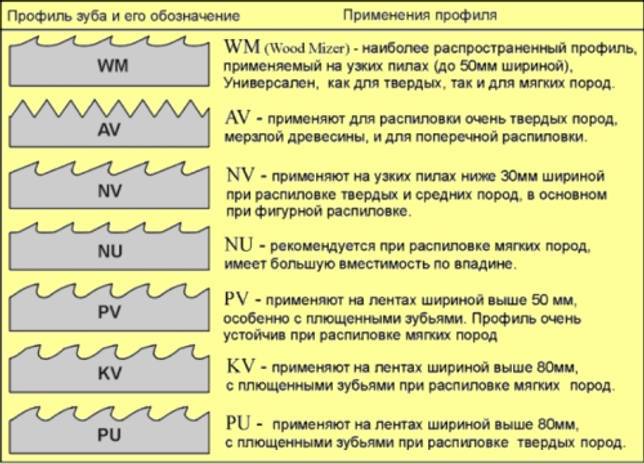
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.










Топ-10 лучших ленточных пил по дереву
Наибольшим спросом пользуются инструменты для обработки древесины. В рейтинге лучших присутствуют пилы с любительскими и полупрофессиональными возможностями.
Proma PP-312
Компактный станок предназначен для прямого и наклонного распила древесины и работает на скорости 360 и 480 оборотов в минуту. Показывает хорошую устойчивость, ножки инструмента можно закрепить на полу.
Цена Proma PP-312 составляет около 48000 рублей
Зубр ZPL-305
Стационарный станок мощностью 750 Вт углубляется в деревянные заготовки на 170 мм. Устройство можно переключать между двумя скоростями, стол наклоняется на 45°, что позволяет делать рез под углом.
Приобрести пилу от Зубр можно начиная от 24000 рублей
Jet HVBS-56M
Универсальная ленточная пила для дерева и металла работает на нескольких скоростях распила и обладает низкой вибрацией. Комплектуется надежными тисками для фиксации детали, поддерживает быструю смену полотна. Опорные ножки можно регулировать для более ровной установки на поверхности.
Цена ленточной пилы Jet довольно высокая, от 50000 рублей
Triod BSM-115/230
Ленточная пила полупрофессионального класса подходит для обработки древесины, пластмасс и мягких металлов. Может выполнять рез вертикально, в прямой плоскости и под углом, распил получается аккуратный и ровный.
Купить пилу Triod можно от 34000 рублей
Энкор Корвет-35
Ленточная пила подходит для прямого распила и фигурного реза древесины и пластиковых деталей. Поддерживает две скорости, при необходимости стол можно наклонять в разные стороны.
Важно! В станке предусмотрено подключение пылесоса прямо во время работы для удаления стружки и опилок. Цена Энкор Корвет начинается от 44000 рублей. Цена Энкор Корвет начинается от 44000 рублей
Цена Энкор Корвет начинается от 44000 рублей
Jet JBS-12
Швейцарская пила по дереву и пластику обрабатывает заготовки на двух рабочих скоростях. Оснащается патрубком для отвода пыли, предусмотрена ручка для регулировки натяжения полотна. Может выполнять рез под углом 45°, отличается невысоким уровнем шума.
Средняя цена пилы Jet — 42000 рублей
Metabo BAS 261 Precision
Немецкая пила с мощностью 400 Вт работает с минимальной вибрацией и обеспечивает ровный и четкий рез. В комплекте поставляются параллельный и угловой упоры, переходники для пылесоса. Устройство из категории бюджетных, но может выполнять распил до 103 мм.
Стоимость ленточной пилы Metabo начинается от 24000 рублей
Makita 2107FK
Высокопроизводительная пила с мощностью 710 Вт работает на двух скоростях и осуществляет рез до 120 мм. В основном предназначена для обработки дерева до 12 см толщиной, но хорошо справляется и с листовым металлом.
Совет! Ленточная пила особенно хорошо подходит для домашних мастерских по производству мебели.
Купить ленточную пилу Makita можно от 24300-24500 рублей
Jet JWBS-10
Недорогая ленточная пила с мощностью 600 Вт относится к любительской категории и позволяет обрабатывать древесину на глубину 100 мм. Натяжение полотна можно регулировать, также предусмотрен специальный рычаг для быстрого ослабления перед уборкой на хранение.
Jet JWBS-10 стоит умеренно — около 20000 рублей
Metabo BAS 318 Precision
Одна из лучших пил для ленточной пилорамы поддерживает две скорости и демонстрирует очень плавное движение полотна без рывков. Практически не вибрирует и не шумит, комплектуется ящиком для сбора опилок при работе, дополнительными упорами и светодиодной подсветкой.
Цена ленточной пилы Metabo BAS 318 составляет около 46000 рублей
Скорость ленточной пилы.
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба
Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования
Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала. К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы.
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.
Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены.  Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Важные моменты при подборе ленточной пилы
Подобрать полотно для ленточной пилы важно с учетом будущих условий эксплуатации. Если инструмент отвечает требованиям, предъявляемым на производстве, он прослужит максимально долго. Чтобы изделия не испортились раньше времени, убедитесь:
Чтобы изделия не испортились раньше времени, убедитесь:
что полотно соответствует материалу заготовки;
на станке установлена оптимальная скорость раскроя;
режущая часть не перегревается;
инструменту дается отдых.
При соблюдении этих параметров срок службы полотна составит 140–160 часов непрерывной работы. Приобретайте расходные материалы для всех типов оборудования в компании «Ринком». У нас вы также можете заказать сегментные пилы Геллера.









Топ-5 лучших ленточных пил по металлу
Инструменты для обработки металла обладают большей производительностью, чем пилы для древесины. При этом большинство моделей универсальны, с их помощью можно резать не только стальные заготовки, но и мягкие детали.
Milwaukee M18
Ленточная пила высокой мощности работает от аккумуляторов. Может выполнять рез до 125 мм, комплектуется светодиодной подсветкой и системой быстрой замены пильного полотна. Двигатель инструмента защищен от перегрузки.
Средняя цена пилы Milwaukee M18 равна 37000 рублей
Femi 782XL
Итальянская стационарная пила оптимально подходит для установки в гараже или мастерской. Справляется с металлическими заготовками до 105 мм в диаметре, обладает мощным двигателем, устойчивым к долгим нагрузкам. Поддерживает регулировку скорости полотна.
Купить ленточную пилу Femi можно начиная от 42000 рублей
Holzstar HBS 251
Среднебюджетная пила по металлу режет заготовки на 120 мм в глубину. Обладает конструкцией повышенной жесткости, демонстрирует отличную устойчивость. Для производства не годится, но в домашних целях ее можно применять свободно.
Цена Holzstar составляет около 30100-30500 рублей
Jet J-349V
Распиловочный станок по металлу осуществляет рез до 12,5 см глубиной в металлических заготовках. Подходит не только для домашних мастерских, но и для малых предприятий за счет высокой производительности. Поддерживает регулировку скоростей и угла наклона, среди минусов можно отметить шумность работы.
Ленточная пила Jet J-349V оценивается в среднем в 41000 рублей
Milwaukee BS 125
Полупрофессиональная мощная пила 1100 Вт выполняет рез на 125 мм в металле, переключается между четырьмя скоростями. Обладает функцией сохранения оборотов вне зависимости от нагрузки, двигатель оснащен защитой от перегрева.
Купить пилу Milwaukee можно от 34000 рублей
Настройка ленточнопильного оборудования
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Читать также: Реостат как обозначается на схеме
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Всем привет! Вот понадобилась ленточная пила для домашней мастерской, решил сделать своими руками.
В наличии был электромотор на 300 ватт, решил его использовать для своей самоделки.

Также будет использована лента — 1830 х 16 мм. Приводные колёса сделаем из фанеры.

Вот такие заготовки под приводные колёса.

Из уголка сварил раму, установил двигатель, приводные колёса, сделал ременную передачу.

Для того, чтобы пила не съезжала при пилении, поставил упорные подшипники. Узел состоит из трех подшипников и двух уголков. Отверстия сделал овальные, чтобы регулировать зазоры между ними и лентой. Таких узлов сделано два, второй ставится под столом.
Выдвижная штанга, состоит из двух сваренных уголков и вставленной профильной трубы. Фиксируется болтом через приваренную гайку. Корпус штанги прикручен болтами к горизонтальному уголку и имеет подвижность для регулировки.

Из профильной трубы сделал раму стола, на раме будет прикручен лист ДСП.
Установлена защита ленты с противоположной от реза стороны, и короб на верхнее колесо.
В результате получилась вот такая самодельная ленточная пила для домашней мастерской. Пилит очень хорошо и быстро, самоделкой полностью доволен.

Также рекомендую посмотреть видео, где показана ленточная пила в работе.
Различные инструменты всегда полезны в хозяйстве, особенно когда речь идет о проживании в собственном доме. Одним из незаменимых изделий является ленточная пила. Из этой статьи вы узнаете, как сделать такой инструмент самостоятельно, каковы особенности этого процесса. Также вы ознакомитесь с техникой безопасности, которую требуется соблюдать во время изготовления пилы.

Перечень наиболее известных пил
Мы даем только краткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.
| Наименование марки | Краткое описание технических характеристик и сферы использования |
| Пила изготовлена из двух марок стали (биметаллическая). Режущая часть – инструментальная сталь HSS M42, твердость 68 HRc. За счет специального угла разводки зубьев пила не клинит в пропиле при резании тяжелого профилированного проката. Ударопрочная марка стали эффективно гасит сильные динамические нагрузки и поглощает вибрацию, такие свойства увеличивают время пользования режущим инструментом. |
| Сталь для подложки имеет не менее 4% хрома, что придает ей высокую твердость при одновременном сохранении гибкости, зубья из легированной стали с увеличенным до 8% содержанием кобальта. За счет разработки уникального переднего угла режущей кромки зуба появляется возможность разрезать толстостенные трубы на станках маятникового и двухколонного типа. |
| Твердость металла изготовления зубьев ≈ 68 HRc. Пила считается оптимальным режущим инструментом во время обработки цельных заготовок из легированных и высоколегированных сталей. Может устанавливаться на станках двухколонного типа или вертикальных моделях. Передний угол наклона зуба 16°, заточка трехгранная, специальная разводка минимизирует риски заклинивания из-за несвоевременного удаления опилок. |
| Переменная высота зубьев оказывает положительное влияние на процесс резания твердых марок сталей. Передний рабочий зуб имеет наклон 10°, зубья с трех сторон обработаны эльбором – в разы увеличивается износостойкость поверхности. Загребенная разводка позволяет уменьшать нагрузку на основания зубьев и увеличивает гарантированные часы эксплуатации. |
| Для режущей кромки пилы использована сталь HSS M51, увеличенное процентное содержание вольфрама (до 10%) повышает жаропрочность. Сталь отлично противостоит термическому и абразивному износу, не меняет своих первоначальных свойств при длительном воздействии повышенных температур. Ресурс полотна возрастает, разрешается резание заготовок с большим поперечным сечением. |
| Биметаллическая пила, основание изготовлено из стали с содержанием хрома не менее 4%, для режущих зубьев применяется быстрорежущая сталь марки HSS М51/ материал №. 1.3207. Положительный угол заточки 16°, использована патентованная разводка, облегчающая рабочий ход и уменьшающая ширину пропила. Рекомендуется для обработки сплавов на никелевой основе, твердость может достигать 50 HRc. |
| Патентованная заточка типа Sinus Set создает на зубьях различные по вместительности стружкосборники – облегчается усилие рабочего хода, понижается температура нагрева зубьев. Рез повышенного качества, в большинстве случаев не требует финишной доводки. Пила рекомендуется к использованию на всех типах лентопилочного оборудования. Может резать заготовки с большими внутренними напряжениями. |
| CERRUS CONTINUOUS | Полотно не имеет привычных зубьев, распил делается специальным карбид-вольфрамовым напылением. Такие пилы могут резать самые твердые сплавы и марки стали. Кромка напыления непрерывная, наносится по инновационной технологии, за счет чего увеличивается ресурс пилы. Размер зерен выбирается в зависимости от технических требований к качеству среза и свойств заготовок. |
| SUPER | Изготавливается из одной марки стали, прочность зубьев повышается при специальной термической обработке. Зубья токами высокой частоты нагреваются до заданной температуры, выдерживаются и охлаждаются по расчетному графику. В результате закаливания твердость повышается с 43 HRc до 66 HRc. Пила предназначена для резки низколегированных сталей, твердость заготовок не должна превышать 22 HRc. Полотна могут иметь зубья с наклоном 10° (форма K) или без наклона (форма S). |
| SINUS TNF B | Используется для резки сплавов на основании алюминия, устанавливается на высокопроизводительное высокоскоростное оборудование. Наличие положительного переднего угла наклона зуба с увеличенной впадиной для выхода стружки обеспечивает оптимальные режимы резания металла. |
 SECURA / BIMETAL M42
SECURA / BIMETAL M42 DELTA / BIMETAL M42
DELTA / BIMETAL M42 RADIAL / BIMETAL M42
RADIAL / BIMETAL M42 MASTER / BIMETAL M42
MASTER / BIMETAL M42 DURATEC / BIMETAL M51
DURATEC / BIMETAL M51 AURUM / BIMETAL M51
AURUM / BIMETAL M51 SINUS SET TSS
SINUS SET TSSШирокий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах. За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.






По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.

Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.


Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.

Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | |||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | |
| да | нет | |||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | ||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | |
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | ||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | ||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | ||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | ||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | |||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | |
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | |
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | |
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | |
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | |
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | ||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | |
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | |
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | ||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | |
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X |
| C125W1 | 20-30 | 35-45 | 1:30 | X | ||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | |
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | |
| x210Cr12 | Х12 | 20-35 | X | |||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | |
| x210CrW12 | ХВГ | 20-30 | X | |||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | ||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | |
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | ||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | |||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | |
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | ||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | ||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | ||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | ||
| x45CrNiW189 | 30-40 | 1:20 | Х | |||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | ||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | |||
| x5NiCrTi2615 | 25-40 | 1:10 | X | |||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | ||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | |||
| х 10 CrSi 6 | 20-30 | 1:10 | X | |||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | ||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | |||
| х 10 Cr 13 | 12Х13 | 25-35 |





