Назначение и особенности эксплуатации
Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Это интересно: Токарно-винторезный станок — элементы, применение, преимущества
Рычажный вид
Пожалуй, самый популярный дизайн. Действие механизма основано на движении кулачков и фиксаторов за счет подвижности двуплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
Основная особенность устройства — количество зажимов для фиксации кулачка и возможность перемещения по рабочему диску. Установка такого картриджа довольно сложна, особенно при нестандартной обработке.
Изменение происходит двумя способами:
- Самостоятельная регулировка кулачков — операция трудоемкая и выполняется не для всех типов патронов.
- Синхронное движение кулачков с ключом.
Для ввода в эксплуатацию в паз устанавливается специальный ключ для регулировки гидропривода.
При работе с таким устройством возникает небольшой люфт детали при вращении. По этой причине конструкции рычагов чаще всего используются при черновой обработке.
1 Общие сведения
В большинстве случаев, токарные резцы, в том числе и сделанные своими руками, предназначены для ручного применения. Закрепленная заготовка вращается станком, а ее обработка происходит за счет перемещения режущего инструмента вдоль обрабатываемой поверхности руками мастера.
Стандартный ручной резец состоит из двух частей:
- рабочего тела изготовленного из металла;
- деревянной ручки, для удержания инструмента в руках.
Он имеет три зоны:
- лезвие — режущая часть (заточенный особым образом конец инструмента);
- тело — металлическая часть, которая упирается при работе в подставку (подлокотник) станка;
- хвостовик — зауженная часть инструмента в противоположном конце от лезвия. На хвостовике крепится деревянная (пластиковая) ручка.
Классификация резцов по дереву
Ручка ручного резца имеет основу (то за что держится мастер) и шейку (металлическое крепежное кольцо не позволяющее разрушаться ручке в процессе работы).
1.1 Виды резцов
Для проведения множества разнообразных работ на станке потребуется целый набор токарных резцов по дереву. Многие мастера имеют свои особые инструменты, которые необходимы им для проведения определенного вида обработки дерева, поэтому некоторые из них сделаны своими руками.
В зависимости от потребностей, резцы по дереву могут быть:
- отрезными;
- подрезными;
- расточными;
- фасонными.
Для выполнения основных операций по работе с деревом на токарном станке достаточно двух основных видов резцов:
- рейера — предназначен для первоначальной стадии обработки заготовки;
- мейселя — для придания изделию окончательной формы.
1.2 Рейер
Конструктивно представляет собой длинное стальное лезвие с полукруглым сечением.
Рейер — предназначен для первоначальной стадии обработки заготовки
Изготовить своими руками его можно из толстой металлической пластины или полукруглого желобка. Заточка рабочей части (лезвия) проводится также в виде полукруга. Используется рейер для придания первичной заготовке приблизительных параметров изделия в черновом виде.
1.3 Мейсель
Своей формой этот инструмент напоминает сапожный нож — это металлическая пластина, заточка косого лезвия которой выполнена под одинаковым углом с обеих сторон. Используется для придания изделию окончательной формы, а также для отделения готовой детали от заготовки.
Эти два основных вида резцов позволяют выполнять основные операции по обработке деревянных заготовок по внешней поверхности. В некоторых случаях возможна работа с ними и при внутренней обработке деталей.
1.4 Фасонные резцы
Большое семейство другого вида резцов по дереву, относятся к категории фасонных:
- стамеска (скребок) — выравнивает цилиндрические поверхности;
- гребенка — для вырезания канавок или резьбы;
- крючок — с его помощью вытачиваются полости в торце детали;
- кольцо — действует аналогично крючку;
- треугольник — заточка лезвия выполнена в форме треугольника для придания заготовке круглой формы.
1.5 Самодельные резцы
Самостоятельно изготавливая самодельные резцы для токарного станка по дереву, следует учитывать некоторые особенности при выборе материала. Он должен быть прочным (из качественной марки стали) и соответствовать допустимым минимальным размерам.
Самодельные резцы по дереву для токарного станка
Самыми простыми в изготовлении своими руками являются рейер и мейсель. Для получения этих резцов можно использовать уже отработанные напильники или рашпили. Используя обычный станок для заточки, им придается нужная форма лезвия, а ручку зачастую менять нет необходимости (при условии, что старая в полном порядке). При отсутствии крепежного кольца на ручке — его необходимо обязательно добавить, так как это элемент, который увеличивает безопасность работы с инструментом.
Металл, из которого они сделаны, имеет достаточную твердость, но перед выполнением заточки его следует закалить. Для этого полученную заготовку резца разогревают до красноты, а затем опускают для охлаждения (закалки) в машинное масло.
Сделанные своими руками резцы следует испытать на мягких породах дерева (тополь, липа), а затем, после осмотра на предмет появления трещин и сколов, можно приступать к работе с более твердыми породами (дуб, береза, бук).
Процесс вытачивания деревянной заготовки ручным резцом
Правила установки и использования
На токарно-винторезных станках планшайбы устанавливают на шпинделе передней бабки. А в токарно-карусельных станках планшайбы находятся в составе поворотных столов значительного размера.









На универсальных токарных станках
Кулачковые патроны считаются универсальными, так как имеют большое количество разновидностей и кулачков, но несмотря на это, далеко не все детали можно просто зафиксировать в патроне. Такими деталями могут быть рычаги, шатуны и т.д., не имеющие симметричности. Именно для таких деталей и используют планшайбы.
Детали фиксируются, как правило, при помощи болтов или кулачков. Неровные детали крепятся зажимом в центре. Если деталь нужно прикрепить относительно оси, для этого могут понадобиться низкие подкладки, для поднятия планки. Подкладки должны быть равны стенкам детали. Чтобы деталь не выпала, планки должны находиться на уровне планшайбы.
Обычно в комплекте с планшайбой находится противовес. Если его не устанавливать, станок будет вибрировать, из-за чего деталь прослужит меньше. Если балансировка не меняет положения после остановки, то все расчёты были произведены правильно.
На токарно-карусельные станки
В отличие от планшайб универсального станка, на них они являются дополнительным крепежом, в то время, как у токарно-карусельных, они являются основным фиксатором. На токарно-карусельных станках, планшайбы представляют собой вращающийся стол.
Она выглядит, как большой диск и имеет центральное крепление и втулка для присоединения деталей. Втулки таких планшайб быстро выходят из строя, но их можно запросто заменить без вреда для самой планшайбы. От центра отходят несколько пазов т-образной формы, в которых находятся детали для закрепления.
Помимо диска, планшайба имеет очень сложную конструкцию снизу. В центре конструкции находится отверстие для шпинделя. Для закрепления деталей используются болты. Также конструкция имеет: рёбра жёсткости, направляющие, и иногда её модифицируют добавлением ещё нескольких направляющих.
Самоцентрируемые
Одним из видов крепления для токарно-карусельного станка является самоцентрируемая планшайба. Обычно, она используется для более качественного крепления.
Этот вид планшайбы имеет круглую форму с отверстием в середине. Отверстие имеет тот же диаметр, что и основная втулка. Она имеет несколько отверстий т-образной формы, которые помогают закреплять деталь на определённом расстоянии от отверстия.
Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.

Виды планшайб
На сегодняшний день существует несколько классификаций, делящих существующие планшайбы по разному признаку на группы. Итак, среди распространённых на рынке планшайб выделяют следующие типы:
- Гладкие;
- С обычными отверстиями под резьбу;
- C радиальными или классическими, круговыми, резьбовыми отверстиями (пазами);
- Планшайбы с поводком.
Поскольку каждый вид имеет свои особенности, имеет смысл чуть более подробно остановиться на каждом типе.
Подобный подход к материалу изготовления легко объясняется:
- Чугун мало подвержен термическим изменениям;
- Является данный материал легкообрабатываемым;
- Стоимость чугуна по сравнению с другими материалами подобного качества очень мала.
Гладкие планшайбы
Самая распространённый вид планшайбы – гладкая, в подавляющем большинстве случаев используется тогда, когда необходимо обработать деталь в виде обычного или же ступенчатого кольца. Так, планшайба, уже установленная в конструкцию токарного станка, в обязательном порядке центрируется с помощью опоясывающего элемента, расположенного на фланце.
Обрабатываемая же заготовка крепится с помощью специальных прихватов или через центральный зажим, который обеспечивает надёжную установку детали и её неподвижность. Зажимы обычно используются максимально простой конструкции, дабы исключить какие-либо риски, потому они состоят из винта, двух шайб и гайки, которые, соединяясь, дают отличный уровень крепежа.
Если крепёж необходимо осуществить с помощью угольников или специальных стоек, а в наличии есть только гладкая планшайба, то порядок крепления несколько отличается: после центровки планшайбы осуществляется монтаж угольника непосредственно на неё.
Планшайбы с отверстиями под резьбу
Принципиальное отличие подобных планшайб от предыдущего типа – наличие в отверстии, что находится посередине планшайбы, и резьбы, которая предназначена для монтирования её на вал токарного станка. Соответственно, в данном случае планшайба выступает своеобразным заменителем фланца, поскольку крепёж на верхний конец шпинделя осуществляется напрямик без каких-либо посредников.
При этом подобные планшайбы зачастую снабжены несколькими отверстиями (обычно тремя), куда прикручиваются прихваты (которые иногда называются «кулачками»), необходимые для дополнительного крепления заготовок меньших размеров.
Планшайбы с радиальными и круговыми пазами
Планшайба с радиальными пазами кардинально отличается от перечисленных выше:
- во-первых, резьбовые сквозные пазы соединены в группы, которые разделяются между собой особыми канавками,
- во-вторых, планшайба может быть как с резьбой, так и без.
Количество пазов с резьбой может изменяться, причём встречаются и такие планшайбы, в которых количество их резко разнится (например, три в одной группе и шесть – в другой). Пазы также могут располагаться в самих канавках, при этом вовсе не обязательно, чтобы все они были сквозные, некоторые могут доходить только до половины детали.
Основное предназначение радиальных пазов – осуществление фиксации заготовки нестандартной формы при помощи винтов на время обработки. С тыльной стороны могут дополнительно накручиваться рёбра жёсткости.
Рёбра жёсткости устанавливаются для увеличения потенциального воздействия на деталь: поскольку классические, заводские, планшайбы их лишены, представляя собой цельный кусок металла или сплава, их прочность и «стойкость» достигается путём увеличения веса.
Поводковые планшайбы
Поводковые планшайбы (которые иногда называются зубчатыми) отличаются от описанных выше конструкцией: так, в корпусе детали располагается прямолинейный Т-образный профильный разрез, где располагается поводок (в нём, кстати, имеется ещё один Т-образный паз, который параллелен первому и где располагаются зажимы).
В зажимных элементах, что могут быть отрегулированы соответствующими винтами, также имеются Т-образные пазы, где уже располагаются кулачки, обеспечивающие непосредственно крепёж (они способны перемещаться свободно по пазу, потому устанавливаются уже по поверхности обрабатываемой детали).
Принцип работы достаточно прост: обрабатываемая деталь устанавливается в центр, после чего зажимные элементы с нескольких сторон накрепко придвигаются к ней посредством закручивания соответствующих винтов, а кулачки дополнительно ставятся на её поверхность, их задача – дополнительно охватить заготовку.
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.










С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
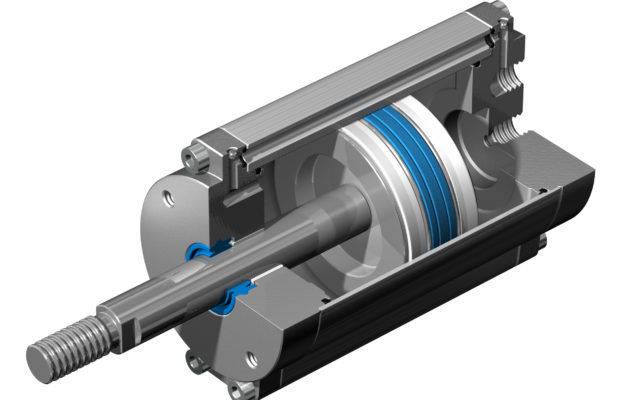 Пневмопривод токарного станка
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу
Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Цанговый вид

Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Из чего состоит токарный станок
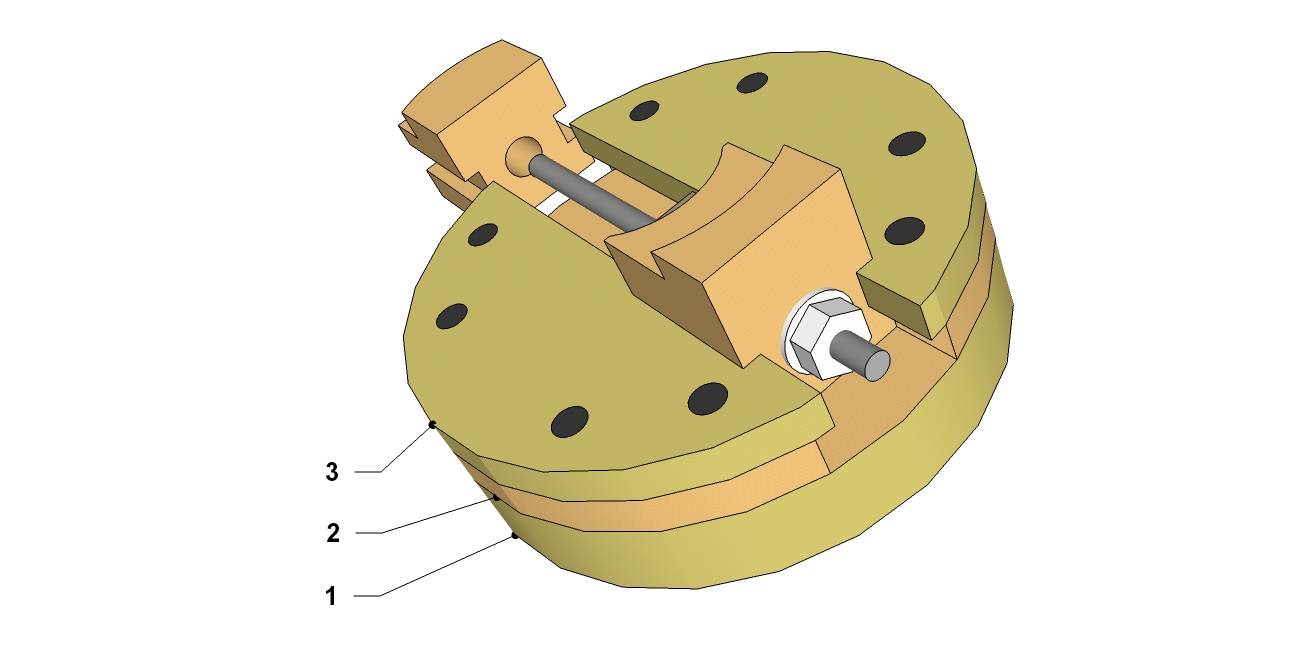
Даже небольшой токарный станок много весит, при работе создает вибрации. Требуется надежный фундамент (1), на котором крепятся функциональные узлы и отдельные детали. Если вы планируете делать напольный вариант, используйте надежные опоры необходимой длины. Окончательная высота рабочей зоны должна быть удобной.
Другие компоненты перечислены в следующем списке:
- Редуктор расположен в лопатке (3). Он предназначен для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- Сзади деталь поддерживается задней бабкой (6). При необходимости здесь же устанавливаются метчики, сверла и другой инструмент.
- В стандартном режиме обработки фрезы закреплены в специальном держателе (5).
- Этот узел установлен на опоре (8). Для плавного горизонтального перемещения используется винтовой механизм, расположенный в фартуке (7).
- Коробка передач (2) приводит в движение приводной вал.
Суппорт токарного станка

Примечания к чертежу:
- каретка (1) и весь блок (17) в целом тянутся валом перемещения (2);
- механизм перемещения соединен с подходящей ручкой (15);
- эти туфли (3) обеспечивают свободу движения верхней части в поперечном направлении (12);
- закреплен на поворотной группе (4) продольными направляющими (5);
- фрезы установлены в держателе (6);
- винты (7/8) используются для фиксации этой детали / инструментов);
- ручка (9) может безопасно отвести фрезы от рабочей зоны;
- фиксирующий элемент (10) верхней части (11);
- для его точного перемещения в нужных направлениях используются ручки (13, 14) с винтовой передачей;
- маховик (16) используется для ручного перемещения захвата.
При детальном изучении этой детали токарного станка по металлу необходимо учитывать повышенные нагрузки, которым он подвергается в процессе проведения технологических операций
Стоит обратить внимание на большое количество движущихся частей
Для поддержания точности необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт и компенсировать износ. Рекомендуется заменить поврежденные уплотнения новыми изделиями.
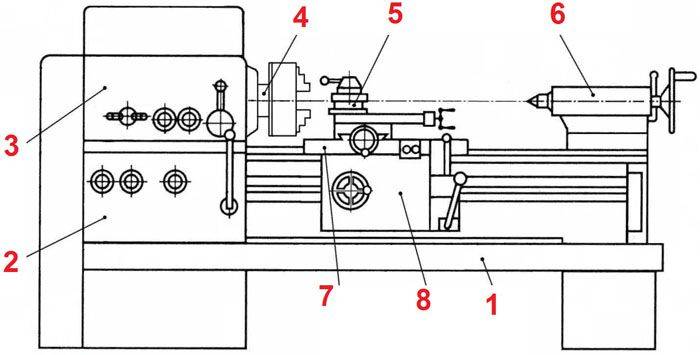
Задняя бабка

Основные компоненты сборки
Ниже мы рассмотрим простые проекты для самостоятельной игры с уточняющими комментариями. Изображенный пример больше подходит для деревообрабатывающего оборудования. Чтобы долго работать с прочными предметами, следует сделать опорную подошву из стальной пластины.

Помимо стандартного оборудования полезны такие замены
С их помощью расширяются основные возможности задней бабки. В рекомендациях автора предлагается удалить часть штатного патронного патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные детали.
Особенности изготовления своими руками передней бабки токарного станка
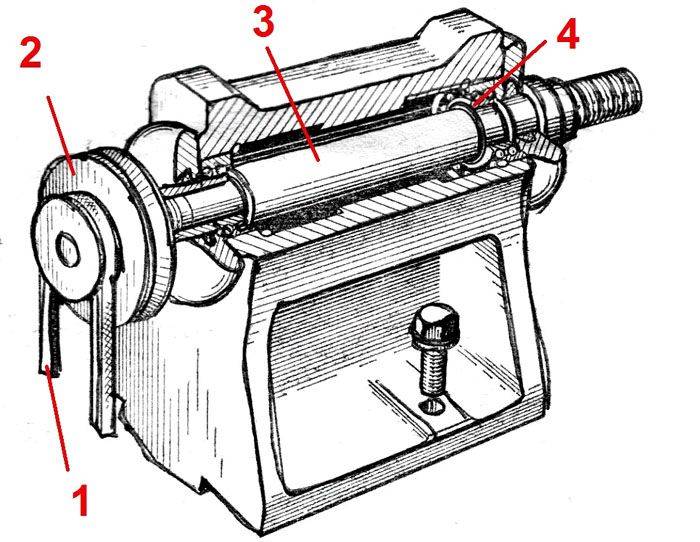
Для изготовления самоделок используются простые дизайнерские решения
Здесь используется ременная передача (1), которая отличается невысокой стоимостью и низким уровнем шума. Для увеличения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), необходимо использовать пару шарикоподшипников. При необходимости в корпусе просверливаются отверстия для периодической заливки смазки.











Как правило, токарный станок по металлу комплектуется трехкулачковыми патронами
Эти зажимы автоматически центрируются без дополнительных настроек. Самостоятельное изготовление таких агрегатов вызовет затруднения. Поэтому этот функциональный элемент передней бабки токарного станка можно купить в магазине.

Модели с четырьмя кулачками используются для обработки квадратных деталей