Безопасность
Чтобы понять, что такое осциллятор, для чего нужен, необходимо иметь минимальные навыки сварщика. Основные различия рассматриваемых устройств и принцип их действия приведены выше. При работе с подобными приспособлениями следует соблюдать определенные меры безопасности.
Необходимо постоянно контролировать правильность подсоединения в сварочную цепь и проверять контакты на исправность. Кроме того, следует работать с использованием защитного кожуха, который снимать и одевать нужно при выключенном от сети аппарате. Также надо периодически проверять состояние поверхности разрядника (очищать его наждачкой от нагара).
Сборка в бытовых условиях
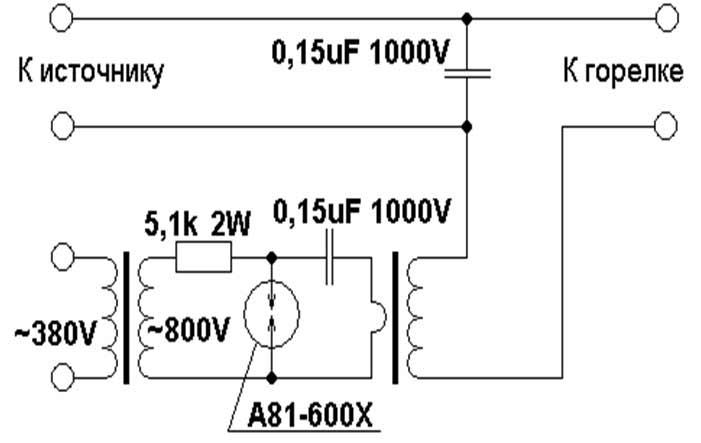
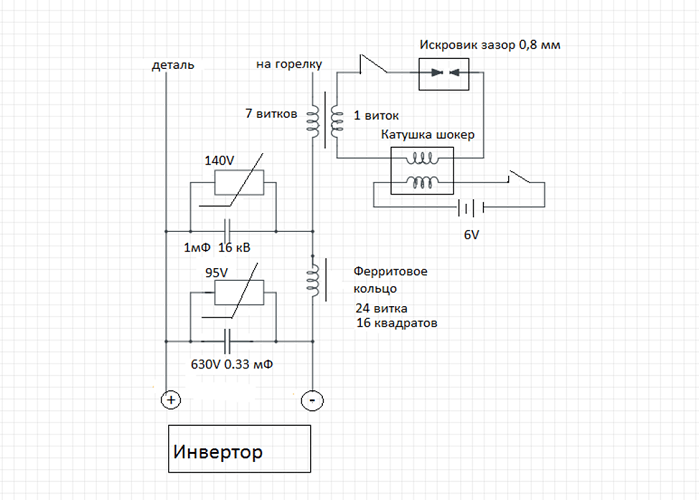
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.
В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Схема для самодельного осциллятора
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
 Самодельный одноискровый разрядник.
Самодельный одноискровый разрядник.
Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
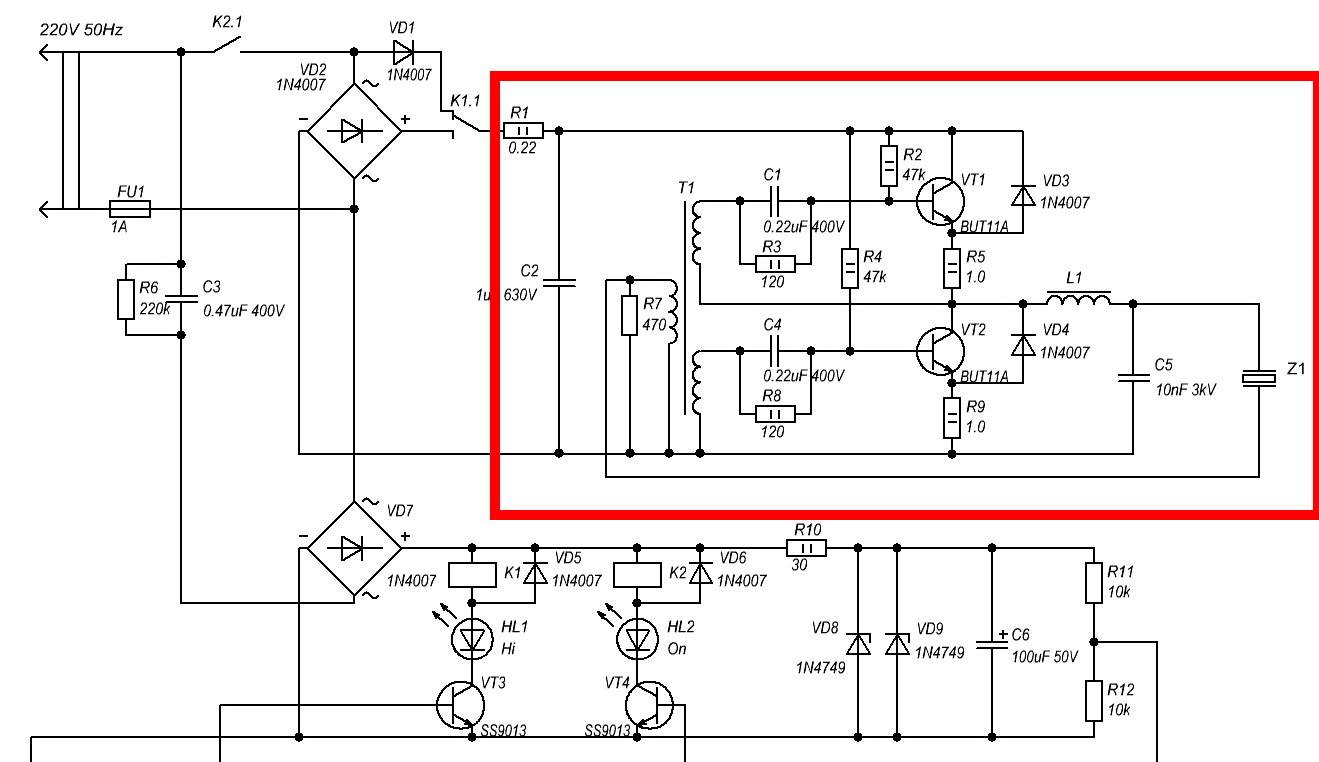
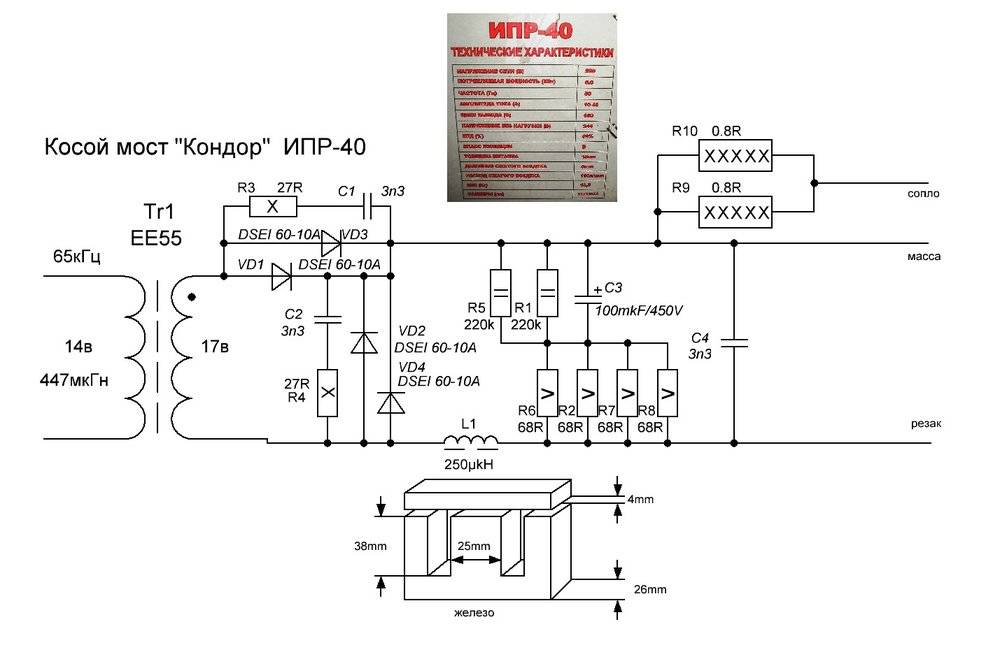
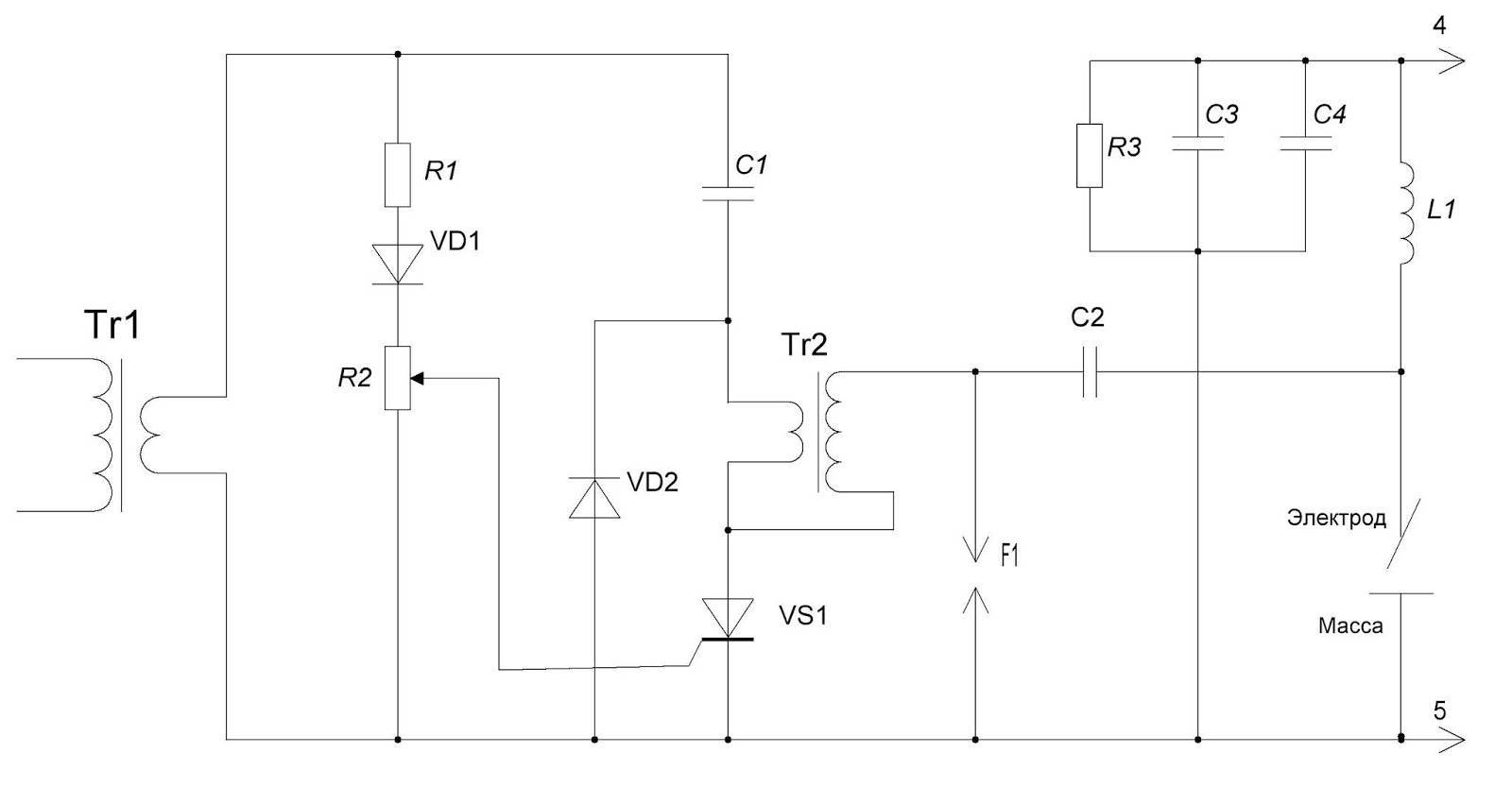
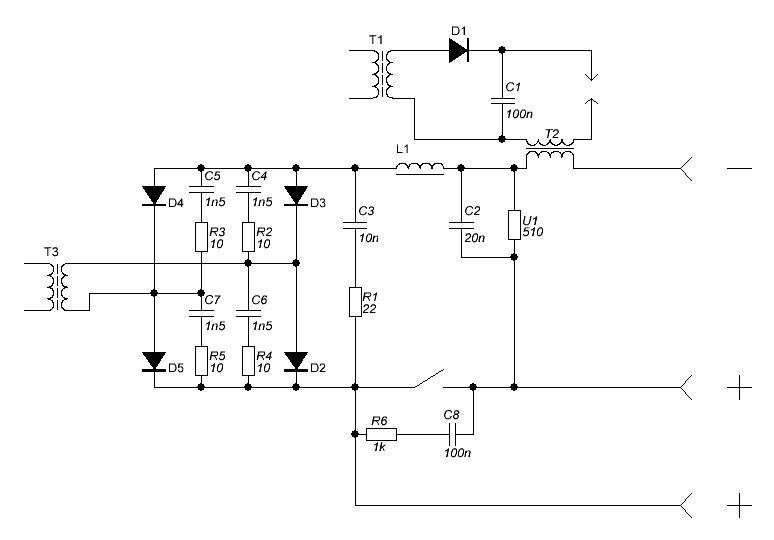
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
 Принципиальная электрическая схема осциллятора, который можно собрать своими руками.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками.
Пояснения к схеме:
- Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
- S1– выключатель дугообразователя.
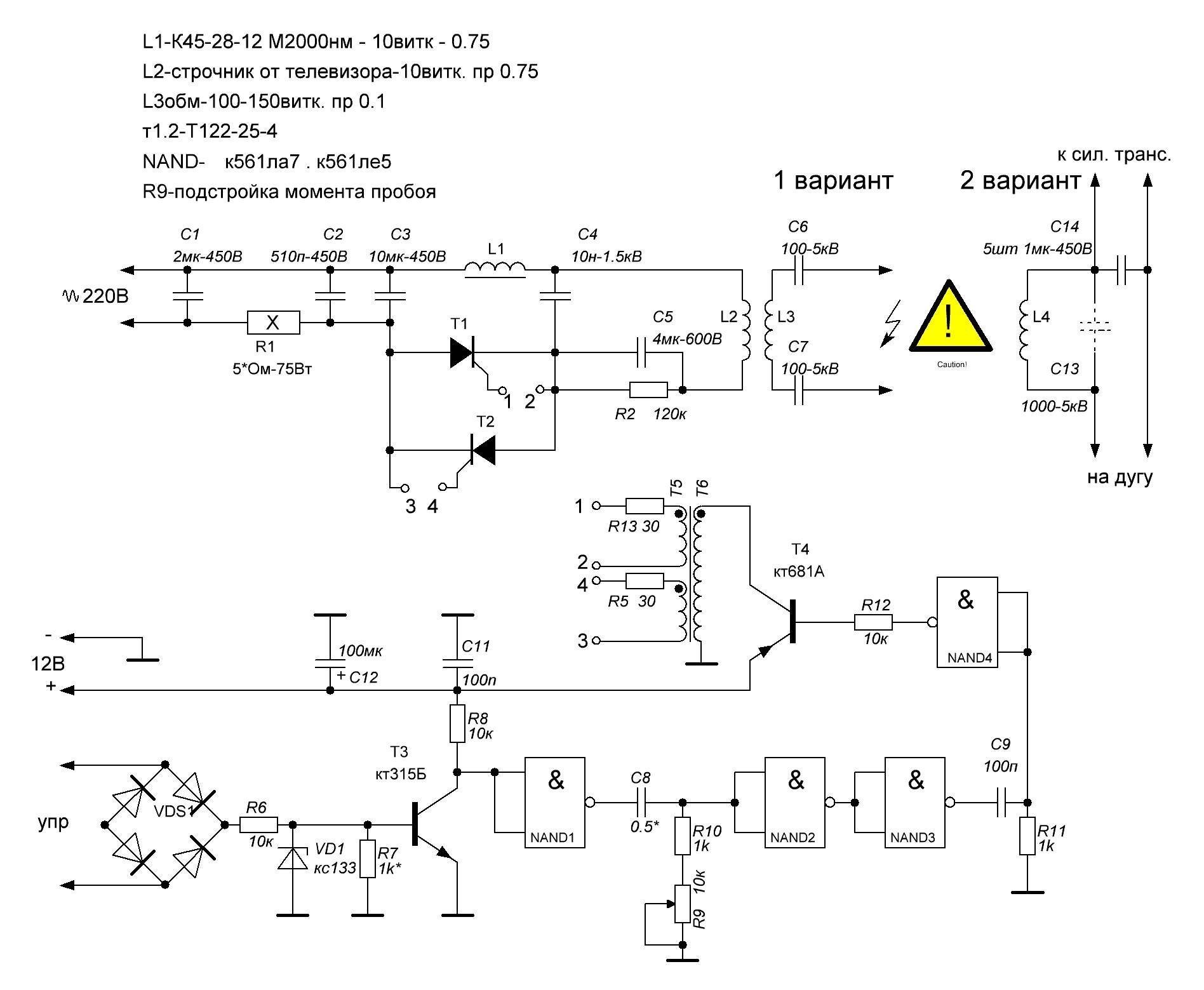
- Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
- Т1 – импульсный трансформатор генератора строчной развёртки (на сленге – «строчник») типа «ТС180-2».
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе. Пример конструкции приведён на рисунке.
 Пример монтажа осциллятора в «глухом» корпусе.
Пример монтажа осциллятора в «глухом» корпусе.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём тиристоров. Ориентироваться следует на устойчивость сварочной дуги.
Изготовление ключевых деталей
Создание осциллятора для сварки своими руками начинают со сборки основных элементов:
- Повышающего трансформатора. Можно купить готовую деталь или сделать ее самостоятельно. Число витков и толщина жилы выбираются в зависимости от параметров работы будущего устройства. При намотке учитывают, что блок должен повышать напряжение до 6000 В.
- Колебательного модуля. Его изготавливают из катушки индуктивности, включающей ферритовый сердечник и намотанный на него силовой кабель. Для первичной обмотки достаточно 1 витка, для вторичной — 5. Контур снабжают разрядником и защитным конденсатором. Первый используется для выработки и освобождения ослабевающего импульса. Разрядник изготавливают из медных прутков и вольфрамовых стержней, передающих ток. Контактирующие с проводами области покрывают твердеющим диэлектрическим составом.
Колебательный модуль последовательно соединяют с конденсатором. После этого устанавливают разрядник, подключаемый к первичной обмотке трансформатора. Конденсатор можно приобрести или достать из нерабочего телевизора. Для выработки более стабильного напряжения используют сдвоенную катушку индуктивности. Кроме того, такой подход препятствует выходу аппарата из строя.

Обе части контура состоят из следующих компонентов:
- конденсаторов емкостью не менее 0,3 мФ;
- варистора с напряжением, соответствующим таковому на вторичной обмотке (90-150 В);
- ферритового стержня, на который наматывается медная жила сечением 15-20 мм².
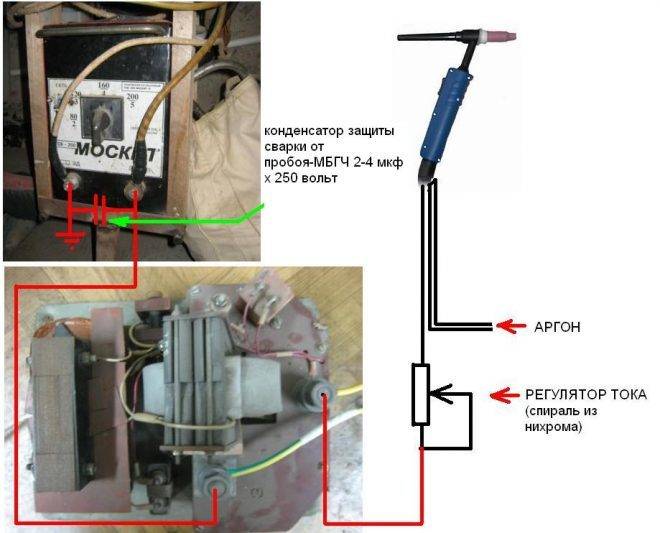
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
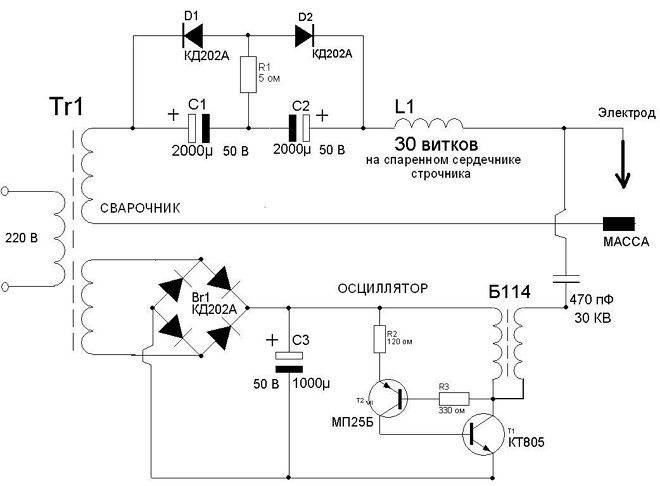
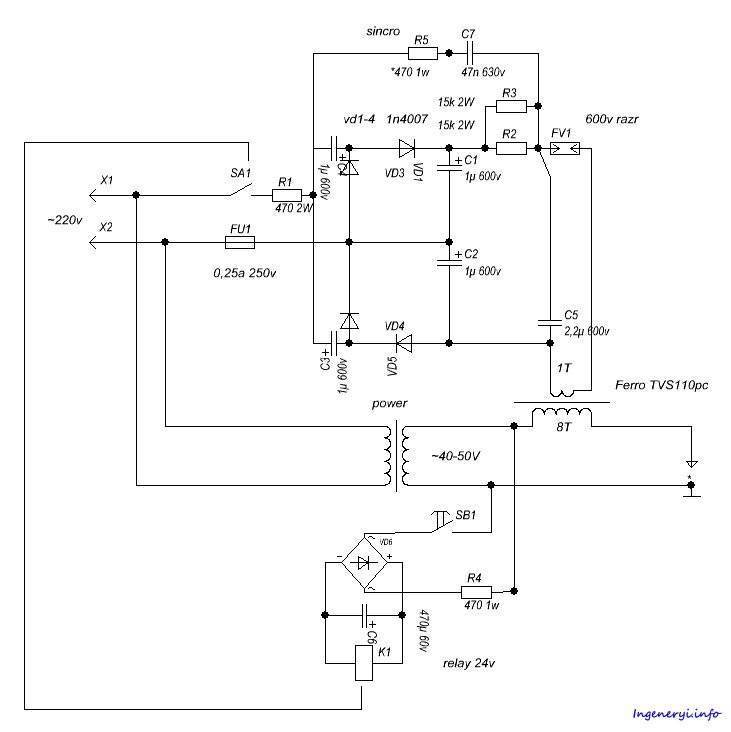
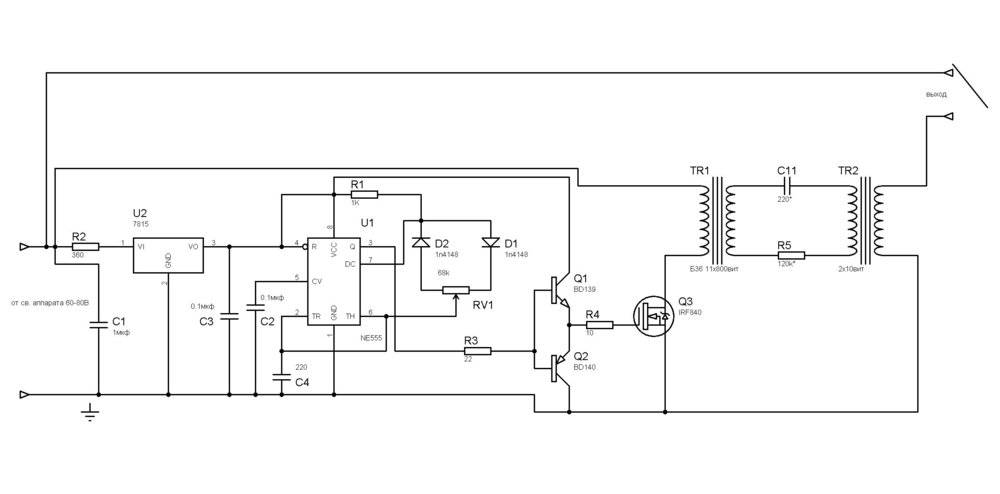
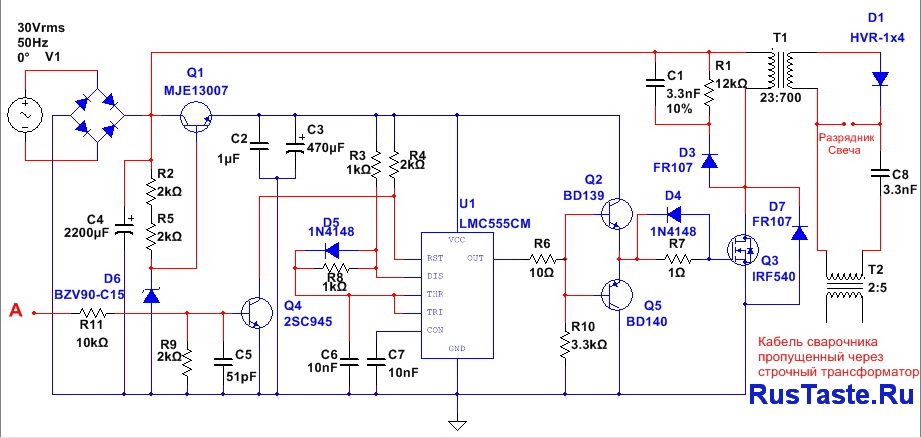
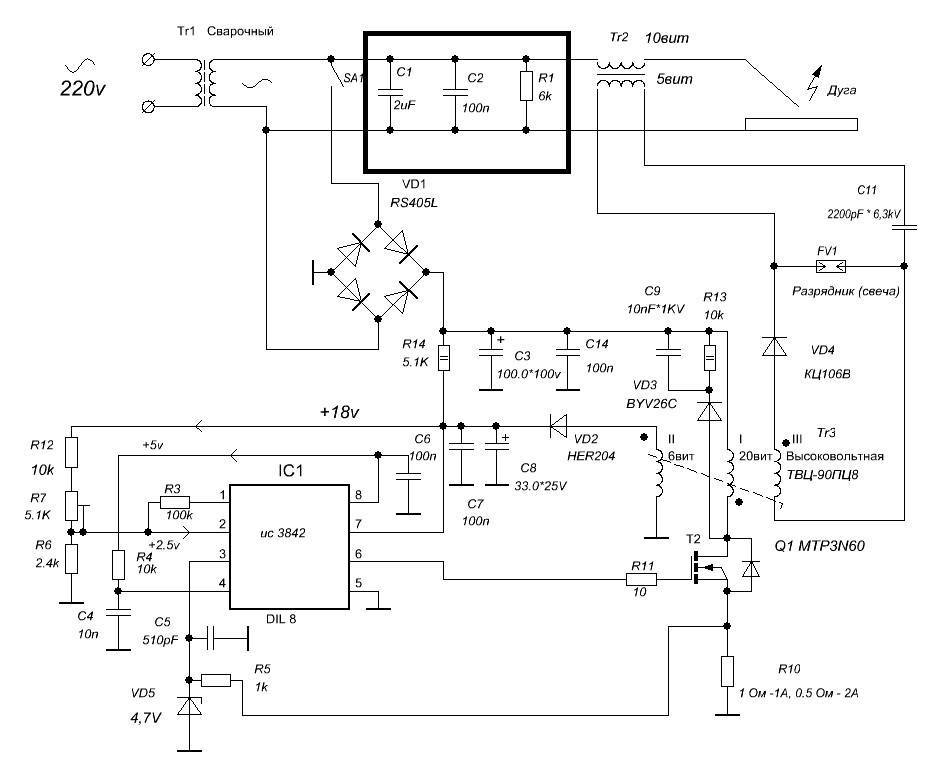
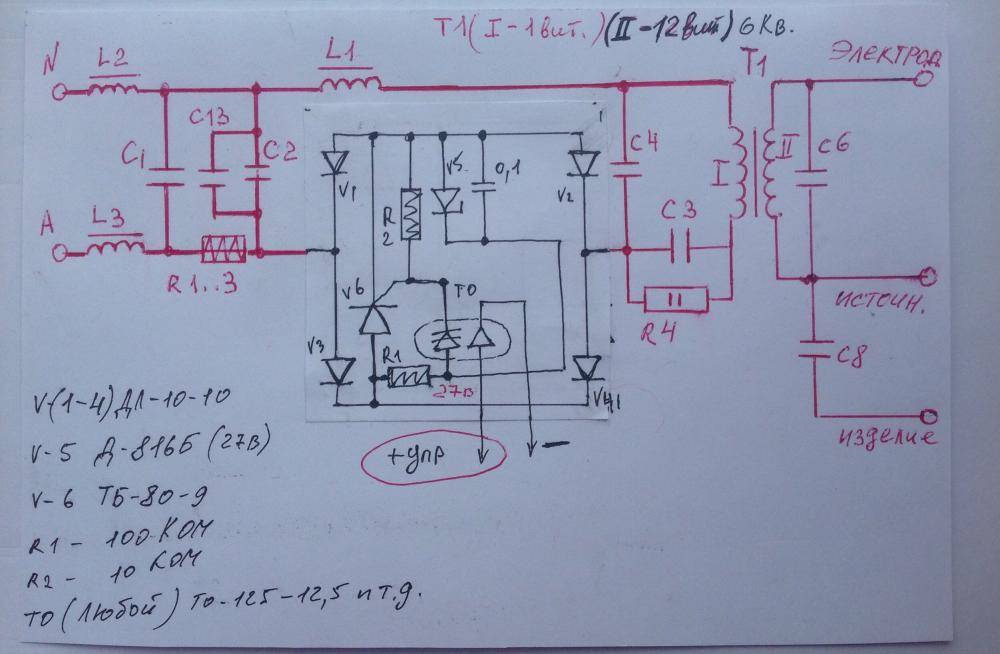
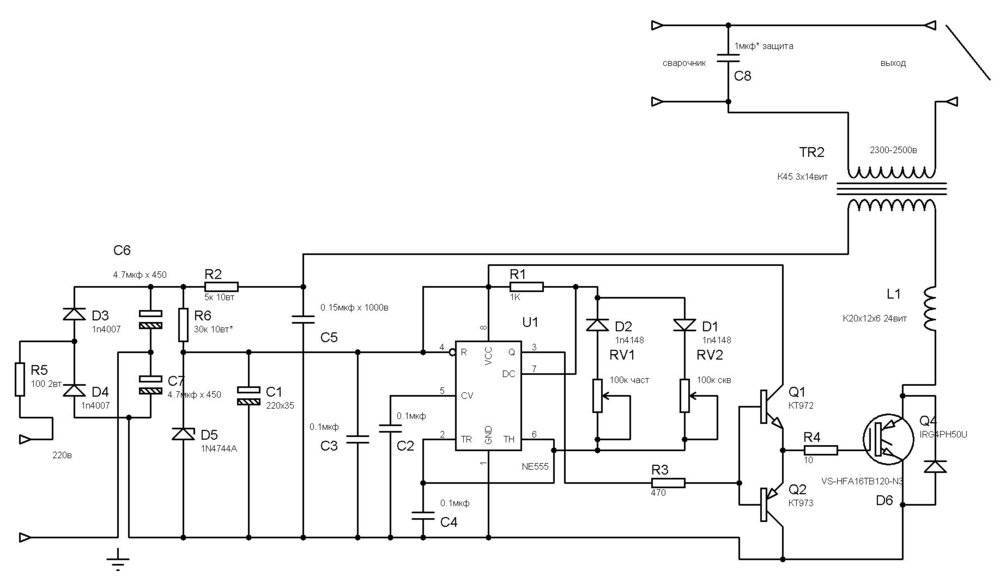
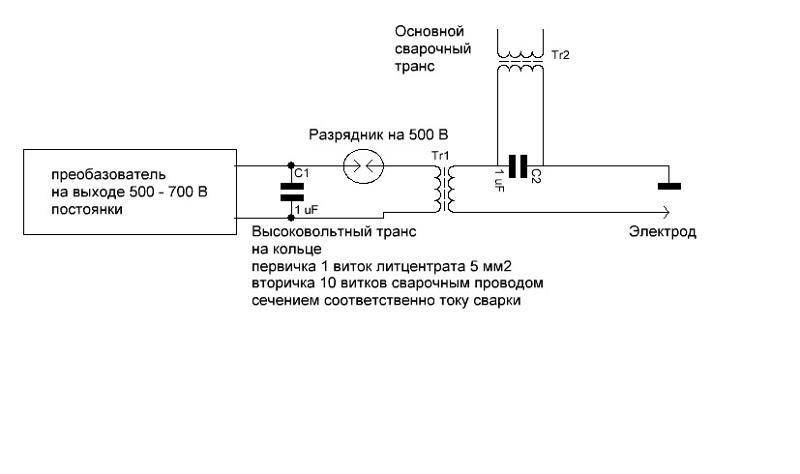
В поисках хорошей схемы долго я скитался по просторам рунета, схемы все время чем то не нравились, но вот наткнулся на каком то форуме на схему от Евгения. Выкладываю схему в оригинале
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор. Разберу схему с начала. Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера
На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора. После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ
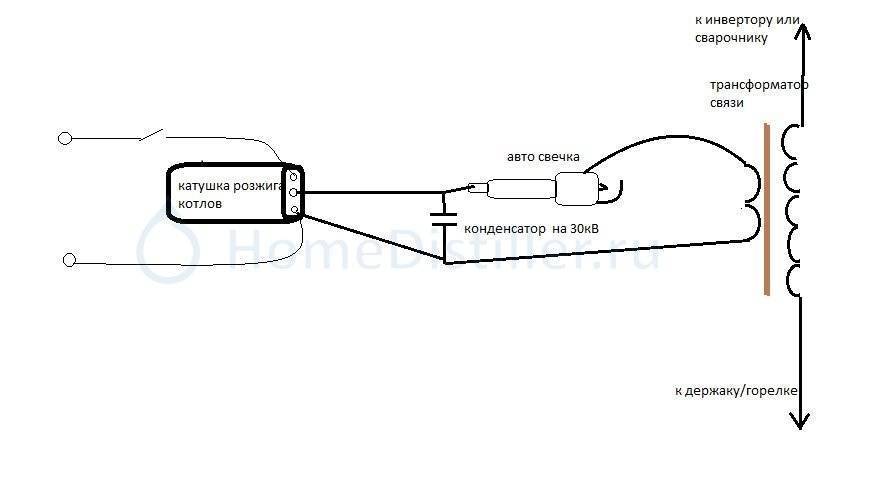
Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ. Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
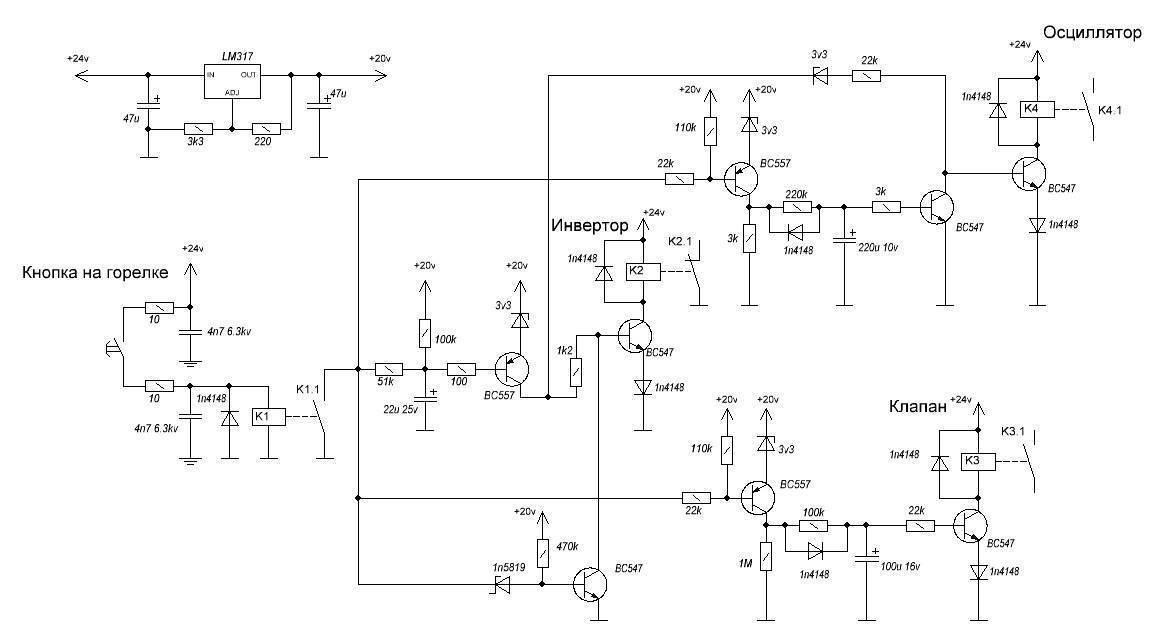
В точке А схема осциллятора соединяется с датчиком тока, он необходим для работы осцилятора в нужный момент. То есть когда дуга не зажжена и ток не течет через кабель, осциллятор работает выдавая высоковольтное напряжение. Когда дуга зажигается, через датчик тока на трансформаторе проходит какой то ток, с трансформатора на компаратор поступает напряжение, компаратор открывает транзистор C945 и работа осциллятора останавливается. Эта мера необходима, что бы осциллятор работал только для розжига и поддержания дуги когда она затухает, все остальное время осциллятор как бы в режиме ожидания
Разбираемся в конструкции и принципе действия осциллятора
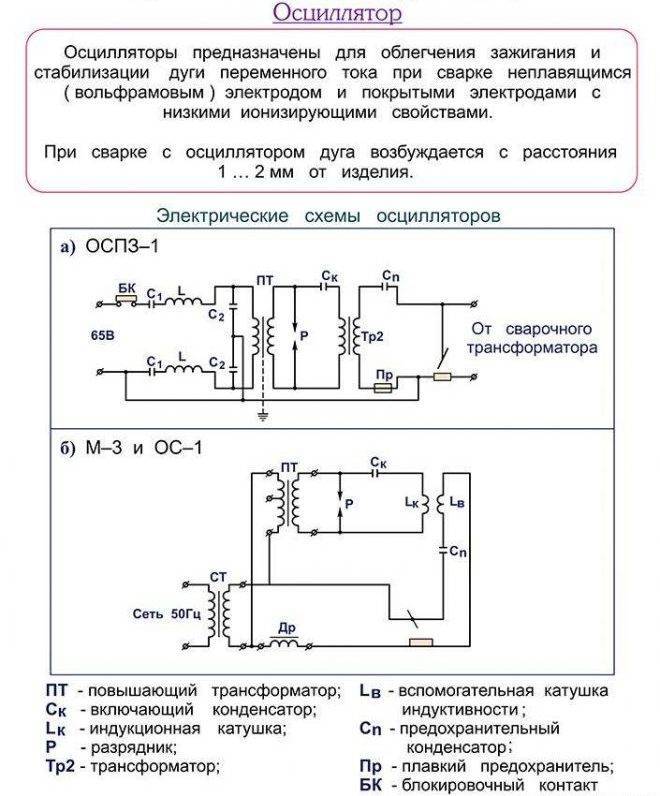
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
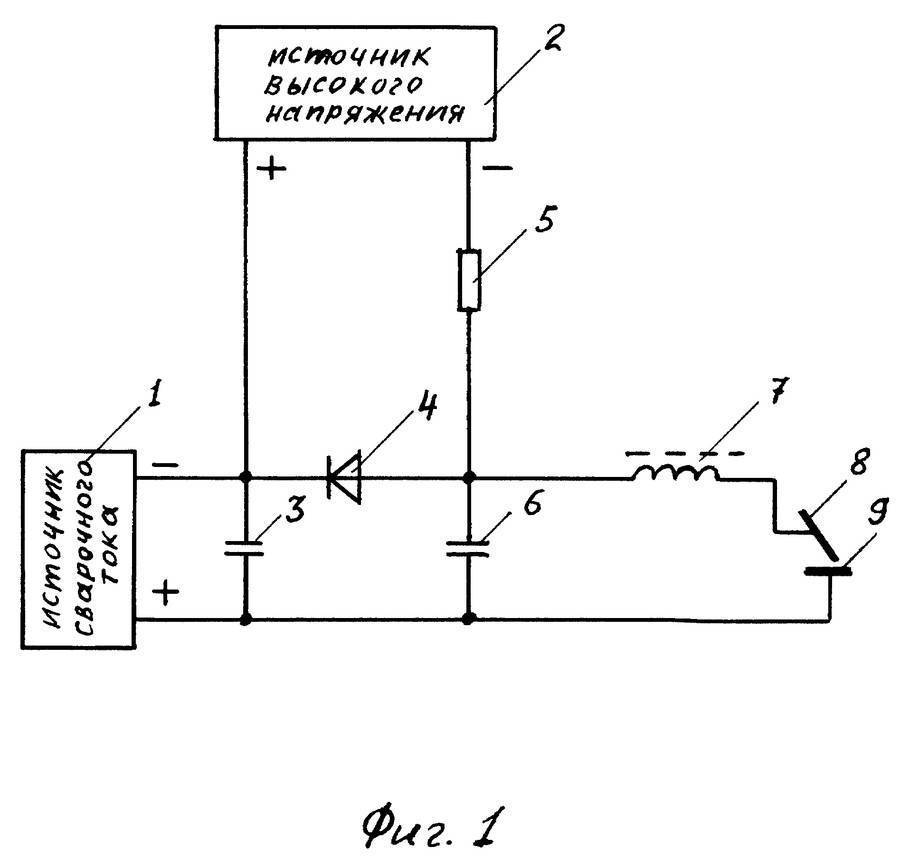
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.

Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Советуем изучить Осциллограф своими руками
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Сварочный осциллятор своими руками
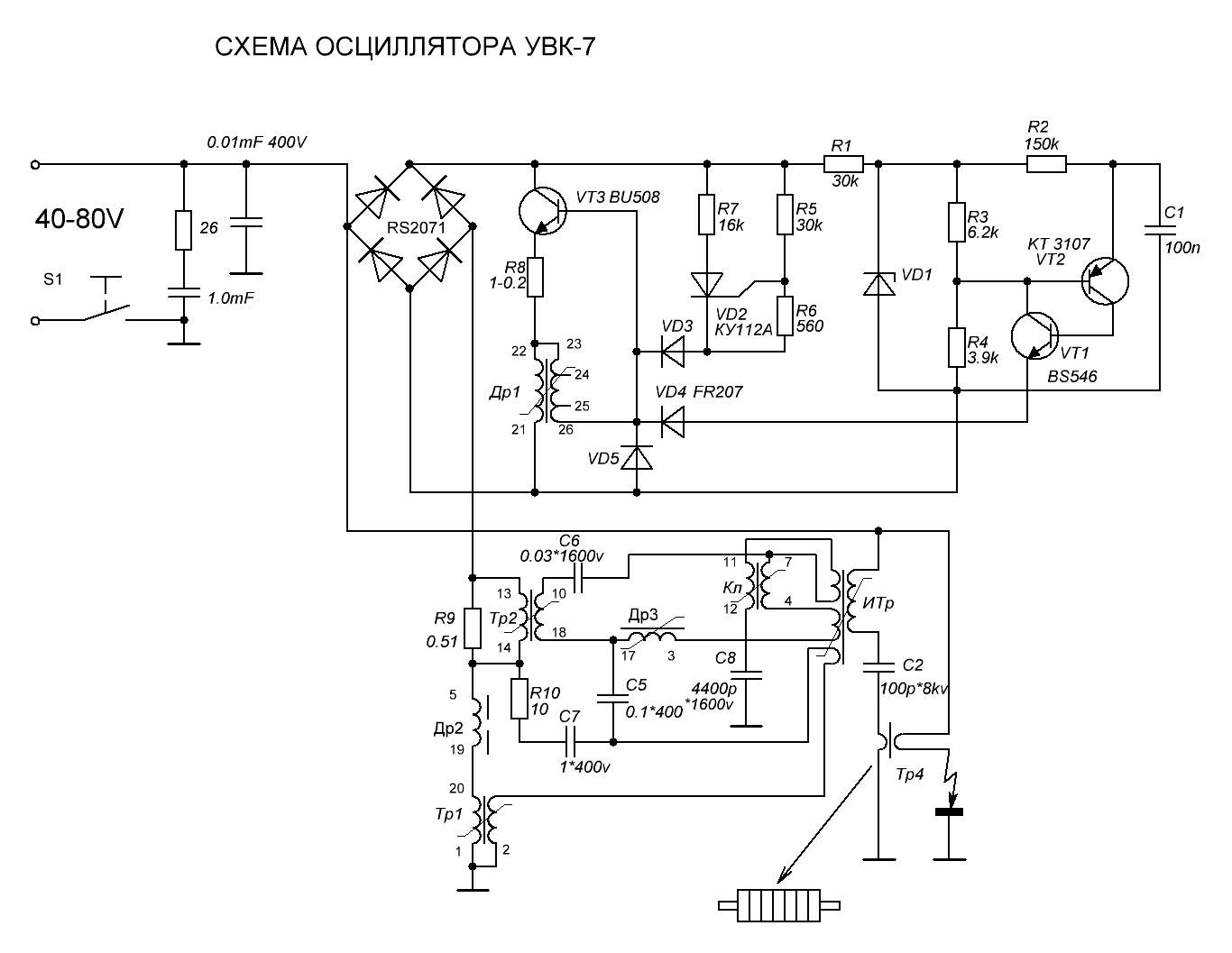
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Выбираем тип сварочного осциллятора
Осциллятор для сваривания своими руками
Задумав собрать сварочный осциллятор своими руками, определимся со схемой включения. Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Устройства непрерывного действия подключаются параллельно и последовательно. В большинстве таких осцилляторов устанавливается выпрямитель. Превалирует последовательная схема – высокое напряжение не поразит сварщика.
Выгоды последовательного подключения: достаточно одного трансформатора. Первичная обмотка дополнена парой сглаживающих конденсаторов и предохранителем. Вторичная – разрядником и колебательным контуром.
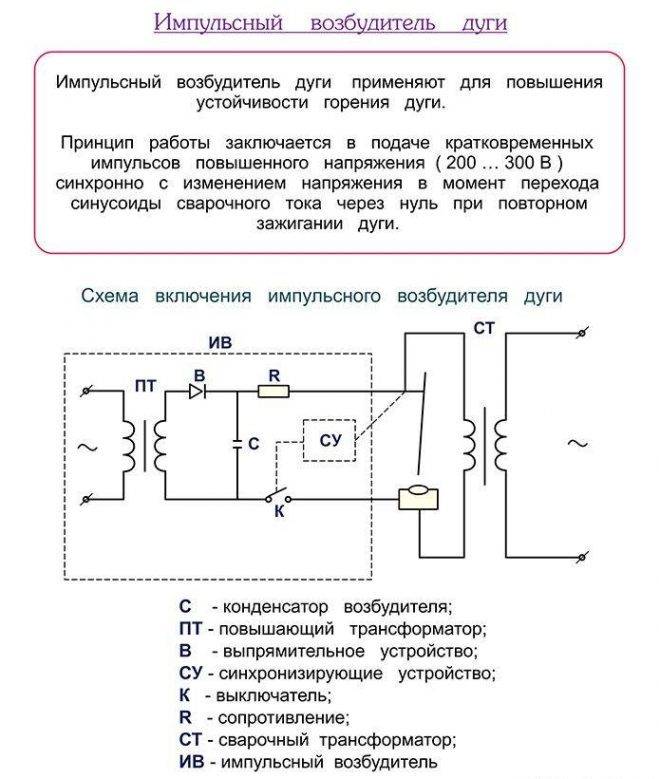
Импульсное устройство используется на сварочных аппаратах переменного тока. Смена полярности инициирует очередное зажигание дуги за счёт синхронизации цикла последовательности действий:
- Активизация зарядного устройства;
- Накопление заряда конденсатором;
- Обесточивание дуги при прохождении нулевой отметки перемены полюса;
- Разряжение конденсатора с подачей энергии в дуговой промежуток.
Сварочные устройства цикличной полярности рекомендованы для сварки сплавов алюминия. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Как сделать сварочный осциллятор
Сделать осциллятор своими руками не так то трудно. Аппарат должен быстро зажигать дугу без контактирования электрода с поверхностями деталей, которые соединяются и поддерживать стабильное качество горения.
Для осцилляторов домашнего производства чаще всего применяют следующую схему. Главным ее компонентом будет трансформаторный элемент, отвечающий за наращивание напряжения со стандартной отметки в 220 В до 3000 В. Сложность состоит в создании хорошего разрядника – приспособления, пропускающего искровые разряды высоких мощностей.
Следующим важным рабочим компонентом бытового самодельного осциллятора является контур колебательных движений с блокировочным конденсаторным блоком. Он с катушкой-индуктором, разрядником обеспечивает поддержание непрерывного течения генерации затухающих высокочастотных импульсов. Они упрощают процесс дугового розжига, отвечают за стабильность процесса.
Самодельные аппараты делятся на импульсные и непрерывной подачи тока. Импульсные модели более практичные и комфортные в эксплуатации, гарантируют стабильное горение дуги.
Важные нюансы самостоятельной сборки
До начала работ по изготовлению сварочного осциллятора нужно досконально разобраться в схеме функционирования, подобрать компоненты – начиная с высоковольтной трансформаторной установки.
Сразу предусмотрите кнопку управления – в ее состав входит разрядник, отвечающий за подачу защитных газовых масс к месту создания сварочного шва. Высокочастотные импульсные токи, необходимые для осуществления процесса сварки, производят разрядник с трансформаторной установкой. Выходные компоненты прибора – пара рабочих контактов (с минусом и плюсом). Положительный контакт, поступающий от трансформатора, подается на горелку аппарата для сварки, второй направлен к деталям, которые свариваются.
Для создания аппарата будет достаточно минимальных познаний по вопросам электротехники и сборки соответствующих устройств.
Возможные схемы сборки
Аппарат должен повышать показатели напряжения, которое поступает. Колебания частот могут находиться в диапазоне 150-500 кГц.
Схема сборки может включать разные компоненты. Стандартный набор:
- выпрямитель;
- источник (стабилизатор);
- зарядник с накопителем;
- блок для программирования, управления;
- формирователь импульса;
- трансформаторная станция;
- определитель силы тока;
- клапан (газ).
Осциллятор устанавливают в цепь за обычным трансформаторным, инверторным узлом, перед рукавом с идущим к горелке либо держателю электрода кабелем. Отдельные системные блоки можно собрать из купленных деталей, другие сделать с нуля. Так контур колебаний, который функционирует как генератор искр, можно собрать из конденсаторов, в качестве катушки индуктивности подойдет высокочастотная трансформаторная обмотка. Следует обязательно предусмотреть предохранитель, который предотвратит замыкания, заземление.
Подготовка составляющих
Начинать изготовление бытового осциллятора для сварочных работ нужно с повышающего трансформатора. Он отвечает за повышение напряжения. Площадь, сечение, количество витых деталей выбирают по электротехническим справочным нормам. Нужно ориентироваться на необходимость корректировки показателей до 3000-6000 В.
Колебательный рабочий контур создают из индуктивных катушек, приматываемых кабелем к сердечнику из феррита. Хватит одного витка провода на первичку и пяти для вторички. В контур устанавливают блокировочный конденсатор и разрядное устройство.
Внутри разрядника протекают процессы генерации и высвобождаются затухающие импульсы. Этот узел получают из пары вертикально расположенных медных стержней. К стержням фиксируются прутки из вольфрама – они передают ток. Желательно заливать медные металлические стойки составом с диэлектрическими свойствами, который самостоятельно затвердевает. Предварительно к стойкам проводят контактные провода.
Можно собрать осциллятор с катушкой зажигания – после нее в схему устанавливают диод ВВ, конденсатор, только потом подсоединенный к первичной трансформаторной обмотке разрядник.
Накопительный конденсатор покупайте отдельно или достаньте из старого телевизора. Клапаны подачи газа для монтажа на выходе в продаже есть, так что можно выбрать любое устраивающее в плане соотношения цены и качества решение.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
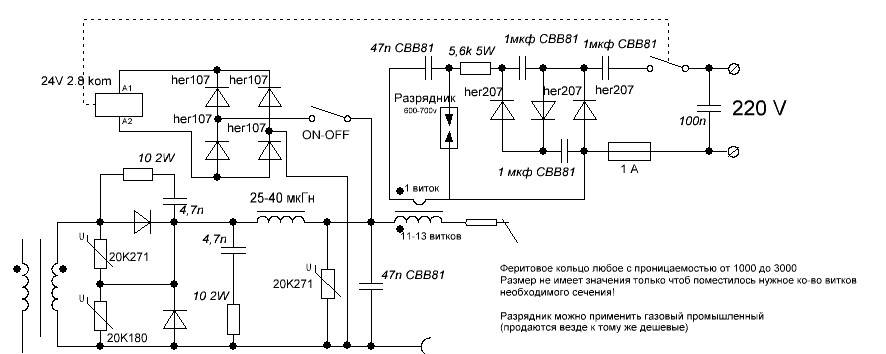
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.