Введение
Электрическая сварка металлов считается одним из самых важных технологических процессов любого производства.

Каждый сварщик опирается на заранее подготовленный рабочий план для создания правильных форм и моделей требуемых предметов. При этом сварочный оператор должен в каждом случае учитывать и некоторые рабочие погрешности во время проведения процедуры сварки. Стоит учитывать, что во время рабочего процесса происходит местный нагрев, который деформирует детали. Процесс сварки нуждается в постоянном изменении режимов во время работы.
Именно поэтому с каждым днем специалисты разрабатывают все более эффективное и автоматизированное сварочное оборудование, которое максимально облегчит сложность работы и позволит получать идеальные изделия.
Что же такое сварка? Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и межатомными связями. Такое явление достигается путем нагревания или же пластического деформирования.
На сегодняшний день сварка очень широко применяется для надежного соединения различных металлов, а также их сплавов.

Для произведения процесса сварки нужна энергия. При этом могут быть использованы такие ее источники, как электрическая дуга, ультразвук, трение, газовое пламя, электрический ток, электронный луч, или же лазерное излучение.
Современные технологии позволяют проводить процесс сварки не только на специально оборудованных предприятиях, но также и во время степных или полевых работ. Но даже это не предел. Появилась возможность делать это даже под водой или в открытом космосе.
Не стоит забывать, что проведение данных работ очень опасно и связано с огромным риском. Не исключены случаи отравления вредными газами, поражения электрическим током, инфракрасным или ультрафиолетовым излучением, или же травмы от брызг раскаленных металлов. Для того чтобы избежать перечисленных выше опасностей, нужно содержать в правильном состоянии рабочее место. Об этом и поговорим в данной статье.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.
При проведении сварочных работ необходимо уделить особое внимание вентиляции
В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Вентиляция рабочей зоны
В соответствии с ГОСТ 12.3.003-86 сварочный цех должен быть обустроен местной вентиляцией со скоростью отсоса отработанного воздуха более 1,5 м/с. Местная вентиляция может быть смонтирована с использованием подвижной всасывающей насадки, соединенной с гибким вентиляционным шлангом.
При использовании автоматического типа сварки скопление газов и химических веществ происходит по средствам щелевидных отсосов длиной не более 350 мм, расположенных на высоте 50 мм от непосредственного места сварки. Если сварочный аппарат не позволяет установить щелевой отсос необходимой длины, тогда рационально применять нескольких местных отсосов.
Количество воздуха, удаляемого с помощью местных отсосов необходимо определять по формуле:
L = K (кубический корень) * a,
где К=12 для одинарных щелевых отсосов и К=16 для нескольких щелевых отсосов, a – сила тока, поставляемого сварочным аппаратом.
Местные отсосы присоединяются к общеобменному каналу с помощью гибкого шланга в том случае, когда сварочный аппарат передвигается не более чем на 2 м. При ходе аппарата свыше 2 м используются подвижные вентиляционные устройства.
Аргонные и углекислотные сварочные аппараты оборудуются местной вентиляционной системой с нижним отсосом 2000 м3/час. Также следует установить регулирующий клапан.
Местная вентиляционная система должна устранять более 75% вредных компонентов с воздушных масс. Остальные 25% вытягиваются общеобменной вентиляционной системой.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.











Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям
При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать
При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.

При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.

Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Инструменты сварщика
Инструмент сварщика комплектуется с учетом специфики предстоящих сварочных работ. Однако есть определенный список инструментов, наличие которых для грамотного специалиста является строго обязательным. Без этих элементов сварочный процесс невозможен по определению.

К таким инструментам относятся:
- Электрододержатель, от качества и надежности которого зависит удобство работы и безопасность труда. Электрододержатель не может превышать веса в 0,5 кг, должен быть исправным, необходимо, чтобы электрод в нем не болтался, и рукоятка была прорезинена.
- Сварочные электроды. Электроды классифицируют по маркам, типу, толщине покрытия, качеству, назначению и допустимым пространственным положениям. Конечно, электрод должен соответствовать типу свариваемого металла. Перед работами нужно убедиться в том, что покрытие электрода однородное, плотное, прочное, без трещин и наплывов. Помимо всего прочего, сварщик, работающий с неплавящимся электродом, должен иметь при себе набор сточенных вольфрамовых электродов, комплект ключей, пассатижи либо кусачки.
Пожарная безопасность
Техника безопасности при производстве сварочных работ включает в себя пожарную безопасность. Такое явление, как пожар, может возникнуть, как при промышленном производстве, так и при индивидуальных работах. Для исключения возникновения пожара необходимо принять все меры. Это предусматривает не только порядок проведения сварочных работ, но и подготовительные операции.
В этом смысле особую опасность представляет собой сварка ручная дуговая. Искры при этом виде сварочного процесса разлетаются на значительное расстояние, доходящее до пяти метров. В месте, куда они долетели, может произойти возгорание. ТБ при выполнении сварочных работ настоятельно рекомендует перед началом процесса сварки проводить тщательный осмотр и производить уборку находящихся вблизи горючих материалов, промасленных тряпок и сухого мусора, находящихся на означенном расстоянии.
Если сварка осуществляется в углекислой среде, то становится возможным разбрызгивание металла, находящегося в раскаленном жидком состоянии. При применении газового варианта источником повышенной опасности станет горелка. При электросварке раскаленные кусочки металла могут улетать на значительное расстояние и создавать там пожароопасную обстановку. Если они попадут на легковоспламеняющиеся вещества, то возникнет возможность возникновения так называемого «тихого пожара». Со временем он начнет набирать силу.
К потенциальным причинам возгорания относится неисправная электропроводка. Если нарушена техника безопасности по сварке с газовыми баллонами, то возникает опасность их взрыва, и, как следствие, возникновение пожара. Он также может возникнуть от вылетающих искр.
Нельзя отвергать и наличие человеческого фактора, например, если будет нарушен запрет курения на рабочем месте. К нарушениям относится неправильное транспортирование газовых баллонов. Их доставка к месту работ должна проводиться с использованием специальной тележки. При переноске на руках они могут упасть, что приведет к возникновению взрыва. Располагать баллоны следует подальше от отопления, а при работе на открытом воздухе – в тени. Попадание солнечных лучей на газовые емкости является недопустимым.
Необходимые мероприятия для того, чтобы была обеспечена техника безопасности сварочных работ в части возможности возникновения пожара, можно разделить на:
- Организационные. К ним относятся проведение инструктажа и ознакомление с технологической картой на конкретный сварочный процесс.
- Технические. Заключаются в подготовке оборудования и расходных материалов.
- Эксплуатационные. Состоят в правильном выборе рабочих режимов.
К важным противопожарным мероприятиям относится подготовительные операции. Они заключаются в грамотном оборудовании рабочего места и очистке его от нежелательных элементов.









При работе в закрытом помещении следует убедиться в нормальной работе вытяжной вентиляции. На рабочем месте сварщика необходимо наличие огнетушителя. Место сварки должно быть огорожено. Высота перегородки должна быть такой, чтобы через нее не могли перелетать искры и брызги. При работе на открытом воздухе место сварки следует огородить и поместить на ограждении предупредительные знаки.
При возникновении пожара, например, в случае загорания электропроводки, это место надо не заливать водой, а прибегнуть к помощи огнетушителя. Имеются их разные виды. К универсальным огнетушителям можно отнести порошковые, имеющие маркировку “D”. Помимо огнетушителей на месте сварки желательно нахождение ящика с песком, лопаты и бугра.
Для быстрой эвакуации людей при возникновении пожара необходимо освободить проходы. Если не выполнены все имеющие противопожарные правила, то приступать к процессу сварки запрещено. К пожарной безопасности относятся требования к индивидуальной защите производителя работ.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
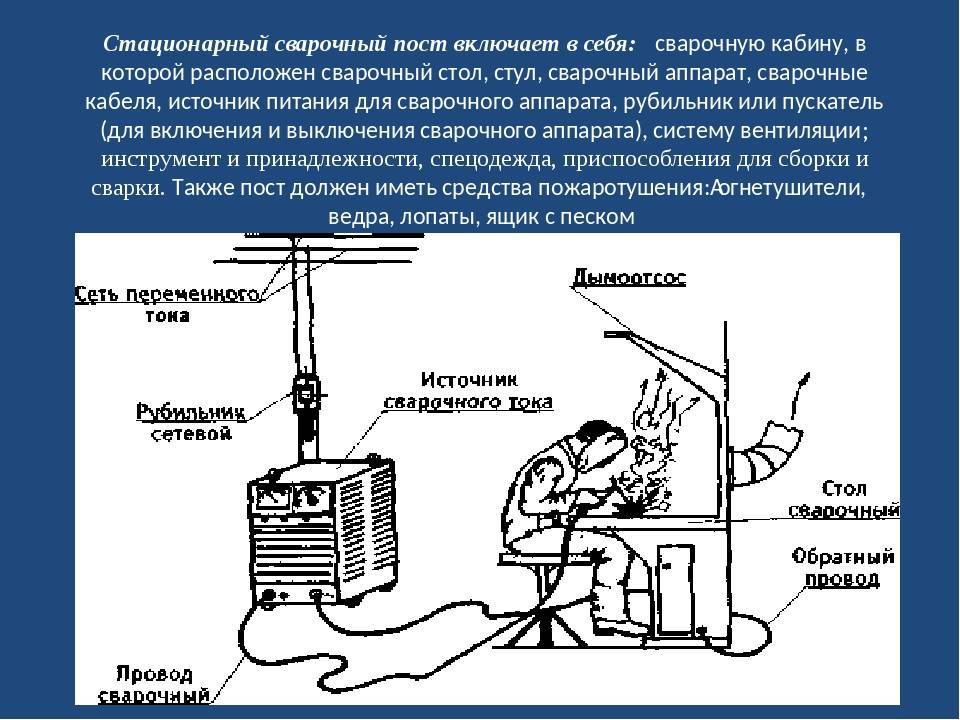
Стационарный
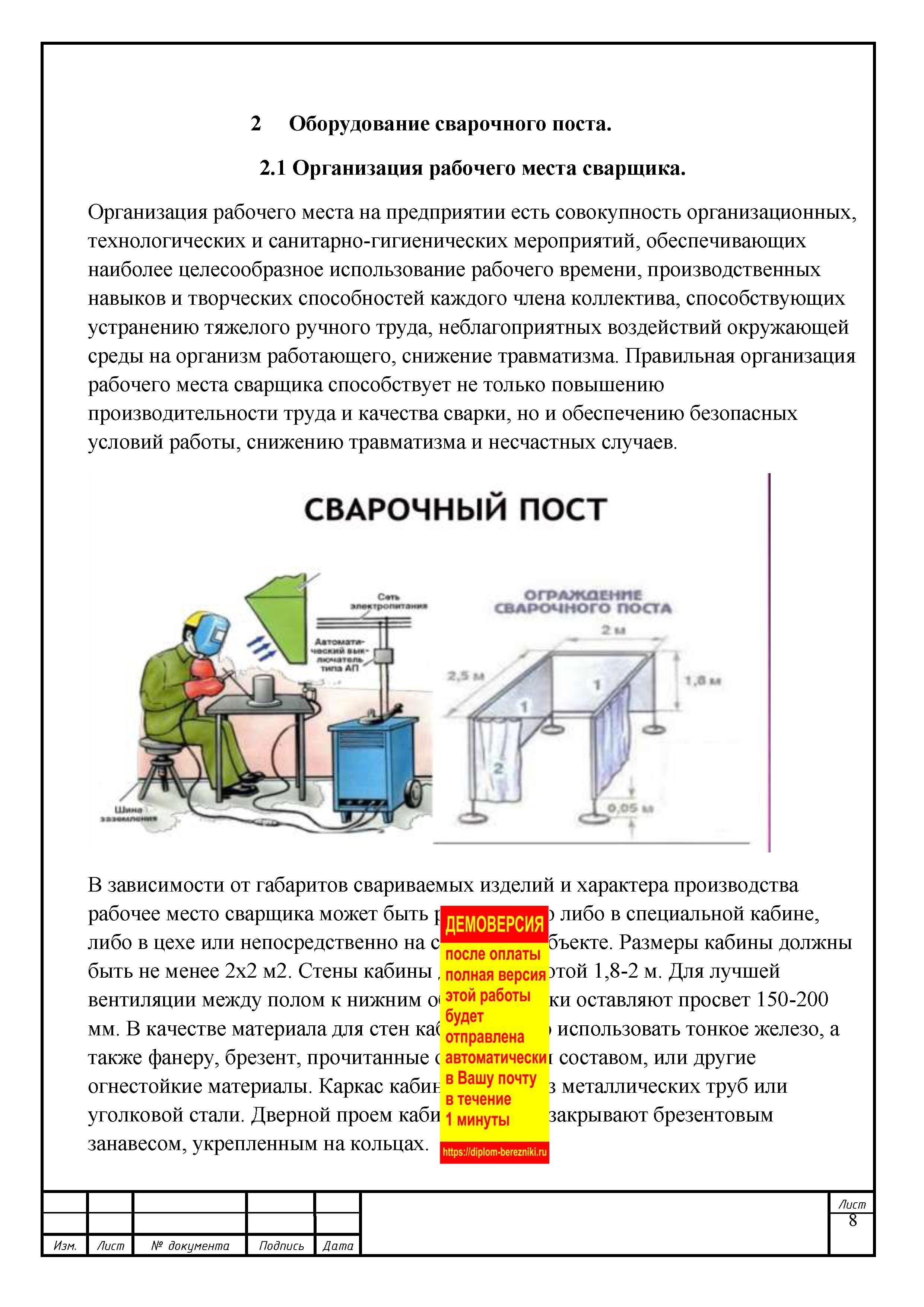
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
 Пример стационарного сварочного поста
Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
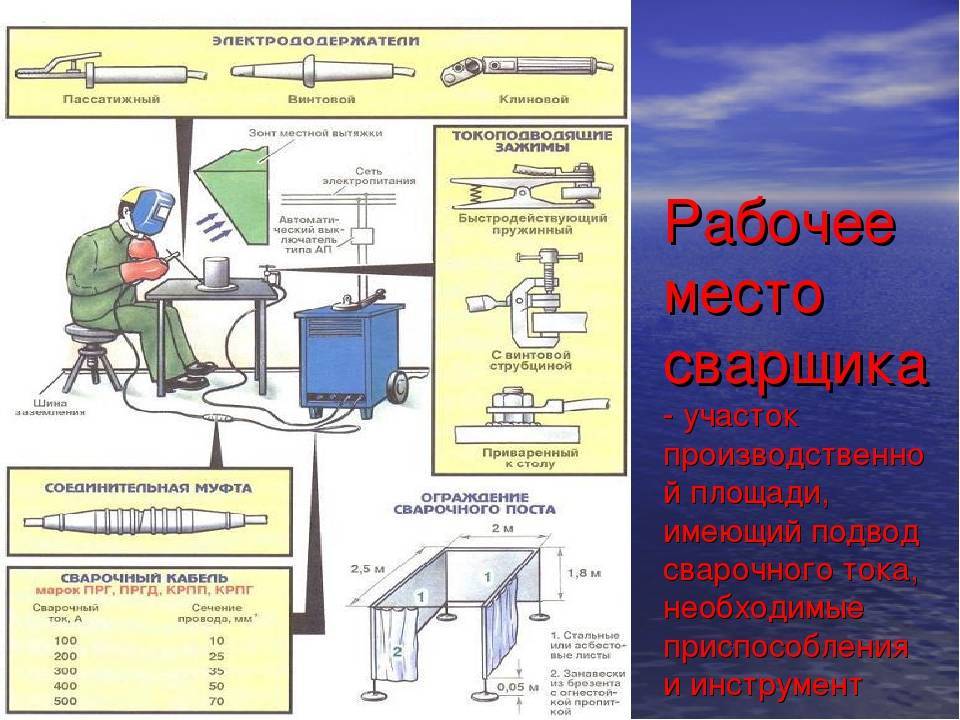
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
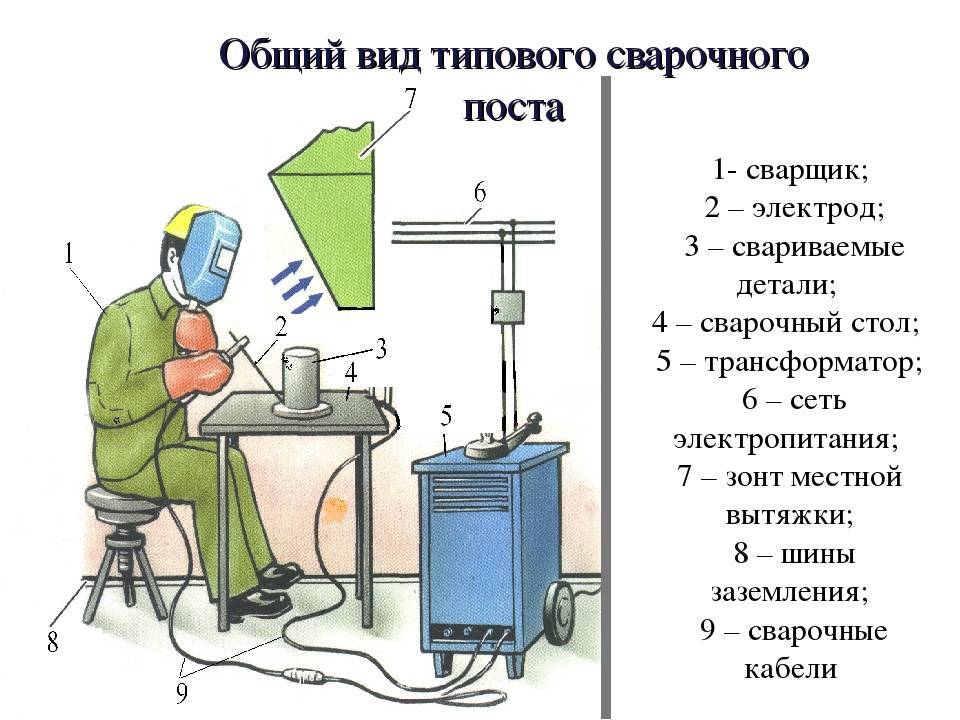 Общий вид типового сварочного поста
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.
 Пример передвижного сварочного поста
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Как оборудуются места под огневые работы
Участок, на котором должна производиться сварка:
- Отгорожен специальными перегородками из несгораемого материала,
- Имеет сварочный агрегат,
- Имеет электросварочный трансформатор,
- Имеет вводный щиток электрического питания,
- Обладает устройством для размещения газовых баллонов,
- Оснащен стеллажом для инструмента сварщика.
Все требования к сварочным постам четко регламентированы, поэтому нужно изучить каждый пункт и строго его выполнить. Когда организуются такие посты, нужно подвести электричество и газовые коммуникации.
Противопожарная стена должна отгораживать сварочный пост от остального производственного помещения, чтобы не возникала угроза для работников цеха.
Наличие пожарного щита со всеми необходимыми средствами для тушения возгораний различной степени также является обязательным условием.
Без соблюдения данного фактора существует опасность получить возгорание пола от случайной искры или от отлетевшей окалины.

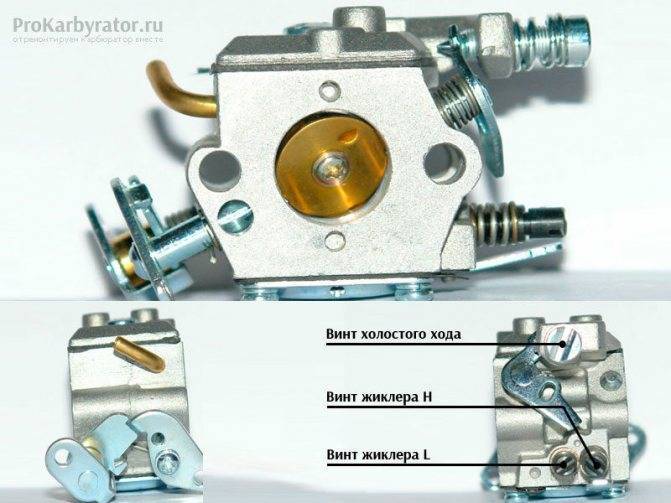
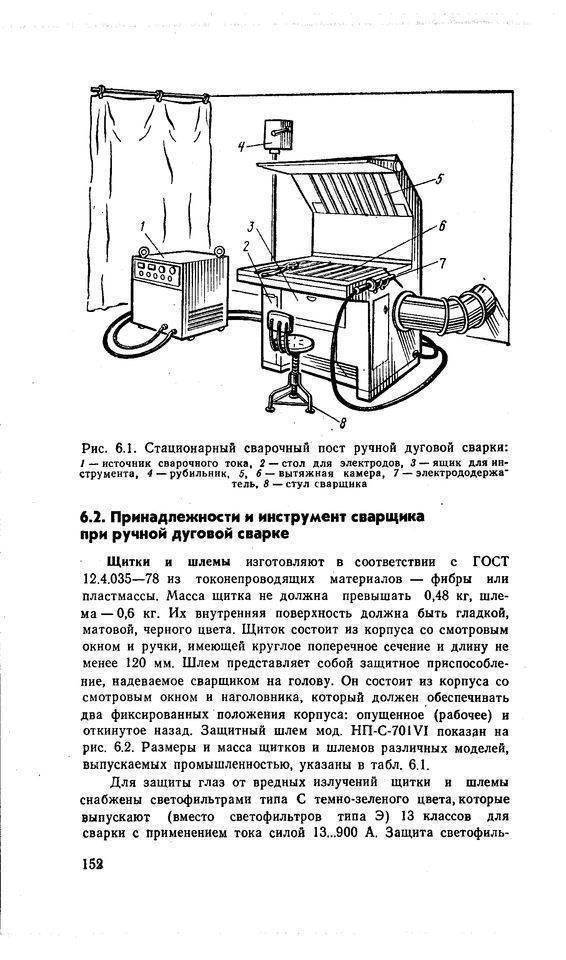
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные

Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом







Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Нормативные документы
Помогают осуществлению такого сложного технологического процесса, которым являются сварочные работы, государственные и отраслевые стандарты, а также методические указания. В них имеются разделы, в которых регламентируются меры безопасности при проведении сварочных работ.
Неизмеримо важную роль это приобретает при осуществлении соединения металлических деталей на опасных объектах производственного направления. Следует руководствоваться требованиями нормативного стандарта ФНП, что подлежит расшифровке как «федеральные нормы и правила».
Этот нормативный документ содержит более подробные сведения о том, какие существуют и как необходимо выполняться правила техники безопасности при сварочных работах. В этом документе определены требования не только к работникам – непосредственным исполнителям сварочного процесса, но и к руководителям указанных работ.
Правила безопасности при сварочных работах регламентируют, что на производстве, занимающимся такими работами, необходимо быть в наличии требуемое количество грамотных работников. Сварщики, призванные выполнять конкретную работу, должны быть предварительно ознакомлены с технологической картой, в которой также имеется раздел, в котором регламентируются безопасность труда при сварочных работах. Составление технологической карты является обязанностью инженеров-технологов.
К сварочным работам могут быть допущены только те работники, которые закончили соответствующие курсы и получили об этом удостоверение, свидетельствующее о присвоении звания сварщика с указанием разряда. Независимо от того, какой разряд им присвоен, необходимо умение соблюдать требования безопасности при выполнении сварочных работ.
Одно из главных указаний ТБ при сварке – отсутствие медицинских противопоказаний у исполнителей этого процесса. Этому способствуют регулярные осмотры, в том числе для профилактики. Безопасность при сварочных работах является обязанностью руководителей этих процессов. Они должны обладать специфичными знаниями, подтвержденными выданными им документами.
В задачу руководителей сварочных работ входит подготовка к этому опасному виду деятельности, грамотный выбор подходящих исполнителей. Если возникнет чрезвычайная ситуация, то руководитель работ должен не откладывая принять срочные меры. Техника безопасности при работе со сваркой обязывает, что к этому виду работ могут быть допущены только те рабочие, которым уже исполнилось восемнадцать лет, прошедшие обучение и получившие удостоверение.
Независимо от квалификации перед тем, как приступить к работе, сварщик должен выслушать вводный инструктаж, который будет касаться особенностей данной работы. Если сварщик был допущен к работе, но почувствовал внезапное ухудшение здоровья или произошел несчастный случай, то об этом незамедлительно должен быть оповещен руководитель работ, который обязан срочно принять все необходимые меры.
Если возникла нестандартная ситуация, то следует немедленно отключить используемое оборудование. При загорании надо воспользоваться огнетушителем. Требования к проведению сварочных работ включают наличие вытяжной вентиляции, находящейся в исправности.
К одному из основополагающих нормативных документов для того, чтобы была обеспечена безопасность при сварке, также относится ГОСТ 13.3. 003-86. В нем изложены требования безопасности при проведении сварочных работ. К этим правилам можно также отнести требования, изложенные в главе 22 нормативного документа РД 153-34.0-03.301-00.