Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
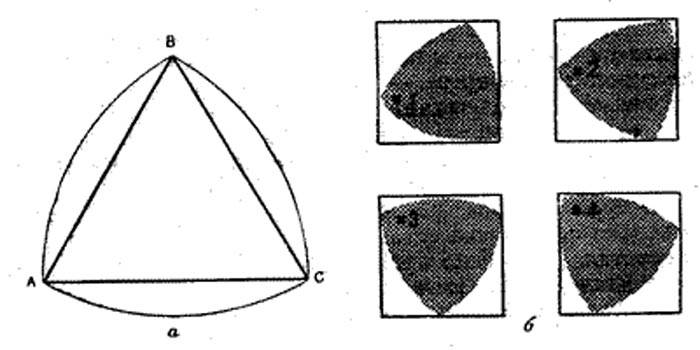
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату.Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента.Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
О сверле Уаттса и треугольнике Рёло
Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).
Немного позже ученый Л
Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом
При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело
Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.










В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.

Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
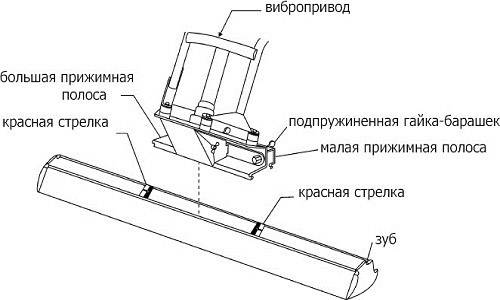
ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫБОРКИ ПАЗОВ
Приспособление состоит из двух линеек (по одной для каждого заплечика паза) и двух планок, которые опираются на кромки обрабатываемой детали. Одна линейка и одна планка Т-образно скреплены под прямым углом. Зазоры вдоль другой планки и линейки позволяют установить доски шириной до 300 мм и выбирать пазы шириной до 38 мм. Две струбцины в регулируемой планке опираются в обрабатываемую деталь и фиксируют приспособление на месте.
Для работы необходим комплект направляющих втулок для фрезера. С втулками линейки должны быть немного смещены в сторону относительно ширины самого паза.
Приспособление сделано из тополя, но подойдёт и фанера из карельской березы или МДФ. Т-образные гайки и винты Мб утоплены, поэтому фрезер может скользить по линейкам беспрепятственно.
Закончив изготовление, нужно сделать вставки для установки линеек. Кусок обрезка доски длиной приблизительно 450 мм, шириной 150 мм и толщиной 20 мм прострогайте до одинаковой толщины по всей длине.Все зависит от размера втулки и фрезы. Оставьте приспособление на месте, пока делаете и подгоняете четыре вставки, каждая длиной приблизительно по 50 мм, шириной около 25 мм и толщиной, равной толщине зазоров. В идеале толщина вставок должна равняться половине разницы диаметров фрезы и втулки.
Точная подгонка вставок выполняется при использовании их с установленными линейками при фрезеровании на коротком обрезке, который был отпилен раньше. Ослабьте регулируемую линейку, положите обрезок между линейками и две вставки на каждую сторону.
Затяните винты. Удалите вставки и обрезок и отфрезеруйте паз. Если обрезок не входит в паз, отрегулируйте толщину вставок.
Как ставится фрезер?
Наружный размер кольца берем произвольно. Главное, чтобы он не выходил за пределы боковин маятника. Крепить можно как угодно, например, металлическими уголками. В боковине также насверлены ряд отверстий, с шагом 10 мм.
Верхняя распорка маятника она является не обязательным элементом, но дает дополнительную жесткость конструкции.
Как просверлить квадратное отверстие без специального сверла
Чтобы просверлить проем квадратной формы в материале, вовсе не обязательно для этого использовать специальное сверло. До того, как появились специальные насадки, мастера пользовались простым проверенным способом. Этот способ заключается в использовании обычных сверл по металлу или по дереву (в зависимости от того, какой материал необходимо обрабатывать). Если возникла потребность сверления квадратного отверстия, но при этом отсутствует специальное сверло, то реализовать процесс можно следующим способом:
- Первоначально нужно нанести разметку будущего квадрата на поверхности материала
- После этого на углах разметки керном наметить точки, по которым осуществляется сверление круглых отверстий
- После высверливания сквозных отверстий по периметру разметки необходимо воспользоваться сверлом такого диаметра, чтобы удалить внутреннюю часть путем высверливания
- Далее остается только поработать напильником, чтобы выровнять углы получившегося квадрата

Эта процедура вовсе не трудная, но занимает много времени. Однако она является отличной альтернативой квадратным сверлам, после применения которых также не избежать применения напильника, чтобы выровнять углы. Этот метод получения квадратных проемов очень популярен, и применяется даже сегодня. Если нужно быстро сделать в заготовке квадратное отверстие, то надо просверлить первоначально круглое отверстие, а затем воспользоваться напильником, обточив грани, и получив при этом нужную форму.










Это интересно!Достоинство этого метода в том, что таким способом можно получить квадратные проемы разных размеров. Чтобы просверлить квадратные проемы разных размеров специальными сверлами, понадобится иметь в распоряжении насадки соответствующих параметров.
Альтернативные варианты для проделывания квадратного отверстия
Хотя сверло Уаттса является наиболее производительным и точным инструментом для получения квадратных отверстий, нужно еще рассказать, как просверлить квадратное отверстие другими способами.
Для этого существует несколько неплохих методов. При работе с квадратными сверлами полученное в заготовке отверстие будет иметь закругления небольшого радиуса, которые затем необходимо устранять другими операциями. К тому же, нет возможности работы с деталями значительной толщины.
Рассмотрим эти методы подробнее:
- В условиях производства наиболее точным чистовым способом вырезки отверстия квадратного сечения является лазерная резка. Но для этого необходимо иметь в парке оборудования дорогостоящие сложные станки с ЧПУ.
- Еще одним способом является высверливание в детали круглого отверстия диаметром описанной по квадрату окружности. Затем углы отверстия завариваются при вставленном шаблоне. Этот метод требует наличия сварочного аппарата и соответствующих навыков.
- В условиях серийного производства при работе с листовым и тонкостенным металлом квадратные отверстия получают методом листовой штамповки. В единичном производстве это не актуально, поскольку требует изготовления вырубных или пробивных штампов.
- При работе в домашних условиях, если квадратное отверстие нужно не совсем мелких размеров, то просверлить его можно следующим способом. В детали обычным сверлом по металлу выполняют круглое отверстие диаметров вписанной в квадрат окружности. Затем придают воображаемым углам и граням квадрата прямолинейность с помощью напильника и долота.
- Для работы с металлом небольшой толщины также выпускаются специальные пробойники квадратного сечения. Максимальный их размер составляет 70 на 70 миллиметров.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.
По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.










Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
- Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
Их высверливают сверлом малого диаметра.
При помощи крупного сверла удаляют большую часть материала внутри отверстия.
Углы и поверхности будущего квадратного отверстия выравнивают напильником.
Использование сварки. Этот метод предполагает высверливание отверстия, диаметр которого равен длине стенки квадрата. Затем мастер вставляет шаблон и заваривает углы.
Штамповка. Этот метод получения квадратных отверстий применяют при обработке тонких металлических заготовок. Используются пробивные и вырубные штампы.
Проделывание квадратных отверстий в металле при помощи пробойников. Этот метод также применяют при работе с заготовками небольшой толщины. С использованием пробойников в металле проделывают квадратные отверстия размером до 70*70 мм. В продаже имеются специальные комплекты, состоящие из пробойников, матриц, ограничителей, направляющих втулок и пуансонодержателей. Для силового воздействия используют гидравлические домкраты.

Фотография №2: лазерная резка — самая эффективная технология!