Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
магнитная плита — Оснастка и инструменты
У меня на станке используются вот такие плиты для фрезерования .
TEHNOMAGNETE
TEHNOMAGNETE
TEHNOMAGNETE 2
Мощность прижима такая что примагнитив плиту 100х100х15 можно фрезой со сменными пластинами диаметром 25 фрезеровать 10 мм в глубину на всю ширину фрезы с подачей 0.1 на зуб.
А если деталь будет чуть больше там можно драть как при прижиме планками .
Даже кувалдой очень сложно сбить.
Полюса можно удлинить обычными железками до 100мм высотой .
Магниты энерго независимы во время работы ,используют электричество только при намагничивании и размагничивании .
Детали устанавливать можно и на плиту и на проставки высотой до 100 мм сделанные из любого магнитного железа ,просто обычный кубик 50х50 h5-h200
В комплекте идут автоматические выравниватели для установки очень кривых заготовок ,которые автоматом подстраиваются под профиль детали .
За все время работы я использовал тиски всего пару раз и то только для того чтобы обработать нержавейку и цвет мет .Даже тиски ставлю на плиту .
Плиты для обработки идеальное решение но очень дорогое удовольствие.
Можно даже положив кругляк на плиту и уперев его в полюсные удлинители фрезеровать торцевой фрезой сверху .Изменено 27 июня 2011 пользователем SergeyKa777 www.chipmaker.ru
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.
Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке
Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения
Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.
Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.










Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.
Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.

Рабочая поверхность станка с самодельным зажимным приспособлением
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.

Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки. На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола. В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.

Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части

Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.
Магнитная плита своими руками

Магнитные плиты для шлифовальных станков – это особый класс металлообрабатывающего оборудования, которое предназначено для удерживания стальных заготовок на рабочей поверхности под воздействием сил электромагнитного притяжения.
Казалось бы, для чего использовать такую изощренную конструкцию, когда можно задействовать в качестве фиксатора традиционные кулачки, которые надежно зажимают заготовку и обеспечивают предельную жесткость в процессе обработки? В действительности же электромагнитная фиксация с помощью магнитных плит для шлифовальных станков имеет ряд преимуществ, которые мы рассмотрим ниже.
Ключевой плюс – это возможность работы оборудования в многопоточном режиме.
Мастер может одновременно зафиксировать несколько заготовок на одной установке, тем самым повысив производительность своего труда на порядок.
Кроме того, магнитная плита для шлифовального станка способна обеспечить предельную точность обработки заготовки.
Это связано с тем, что в процессе шлифования металлическая деталь нагревается и, соответственно, расширяется.
Зажатая в тиски заготовка в этом случае деформируется, в то время как установленная на электромагнитной плоскости – свободно расширяется на рабочей поверхности.
При этом стоит помнить, что плита не способна обеспечить столь же больших усилий, как фиксирующие кулачки.
Кроме того, если произойдет аварийное прерывание подачи электропитания – случится срыв заготовки с рабочей поверхности.
Вот почему сфера применения магнитных плит для шлифовальных станков исключает работы, подразумевающие большие силы резания.
Еще один минус подобных установок состоит в таком явлении как остаточный магнетизм, свойственный стальным заготовкам, которые обрабатывались подобным образом. К счастью, справиться с проблемой можно с помощью демагнитизатора, что в большинстве случаев позволяет закрыть глаза на вышеописанный недостаток.
Как сделать простой электромагнит – пошаговая инструкция со схемами
Такое устройство удобно тем, что его работой легко управлять при помощи эл/тока – менять полюса, силу притяжения.
В некоторых вопросах оно становится поистине незаменимым, а часто используется как конструктивный элемент различных самоделок.
Своими руками сделать простой электромагнит несложно, тем более что практически все необходимое можно найти в каждом доме.
Что понадобится
- Любой подходящий образец из железа (оно хорошо магнитится). Это будет сердечник электромагнита.
- Проволока – медная, обязательно с изоляцией, чтобы предотвратить прямой контакт двух металлов. Для самодельного эл/магнита рекомендуемое сечение – 0,5 (но не более 1,0).
- Источник постоянного тока – батарейка, АКБ, БП.
Дополнительно:
- Соединительные провода для подключения электромагнита.
- Паяльник или изолента для фиксации контактов.
Индукционные нагреватели своими руками — как сделать? Простая схема и инструкция
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.






Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами.
В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
Плита магнитная, ГОСТ 16528-87
от 16 880 руб.
Компания «Феррум» реализует магнитные плиты по выгодным ценам. Купить магнитную плиту для станка можно с доставкой в любой город России.
Магнитные плиты, разработанные по ГОСТ 16528–87, применяются для закрепления изделий из ферромагнитных материалов во время их обработки на металлорежущих станках и шлифовальных станках, а также в ходе слесарных и контрольных операций. Плиты прямоугольные магнитные являются универсальными за счет наличия поворотных частей в продольной и поперечной плоскостях.
Преимущества:
- высокая работоспособность;
- точная установка и обработка заготовок;
- надежность крепления материала;
- износостойкость, долговечность.
В наличии популярные модели магнитных плит 7208 0003, 7208 0011, 7208 0017, а также многие другие. Технические характеристики каждой модели представлены в таблице ниже. Все параметры устройства остаются неизменными на протяжении всего срока эксплуатации.
Технические характеристики магнитных плит
7208-0001 100 250 80 8 80/50 80/50 18
7208-0103 125 250 80 15 80/50 80/50 18
7208-0003 125 400 80 18 80/50 80/50 18
7208-0109 200 400 90 50 80/50 80/50 18
7208-0010 200 450 90 55 80/50 80/50 18
7208-0012 200 560 90 60 80/50 80/50 18
7208-0011 200 630 90 60 80/50 80/50 18
7208-0117 300 630 100 106 80/50 80/50 28
7208-0117М 320 630 100 106 80/50 80/50 28
7208-0017 320 800 100 135 80/50 80/50 28
7208-0019 320 1000 100 200 80/50 80/50 28
Мы поставляем станочную оснастку от известных заводов-производителей — вы можете быть полностью уверены в высоком качестве продукции. По всем вопросам, связанным с ассортиментом товаров компании «Феррум» можно обратиться по номеру телефона 8 800 700 21 70.
Магнитная плита прямоугольная паспорт (Х41000-220 или Х41150-400)
Плиты магнитные прямоугольные предназначены для закрепления ферромагнитных заготовок при обработке на плоскошлифовальных, фрезерных, строгальных и других станках, а также как самостоятельные приспособления при выполнении слесарных, сварочных, разметочных, сборочных, контрольных и других работ.
Технические характеристики
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Магнитные синусные плиты для станков: ГОСТ, видео, фото
Надежно закрепить деталь во время обработки способна плита электромагнитная, механически не повреждая поверхности. Ферромагнитный материал заготовки удерживается в зоне прохода рабочего органа металлорежущего станка под нужным углом, установленным оператором.
Принцип действия
Фиксация осуществляется действием магнитного потока, созданного электромагнитными катушками, закрепленных на латунных полосах под синусной площадью. Высокая точность обработки достигается свободным тепловым расширением обрабатываемого материала. В механическом зажиме такая свобода не достижима.
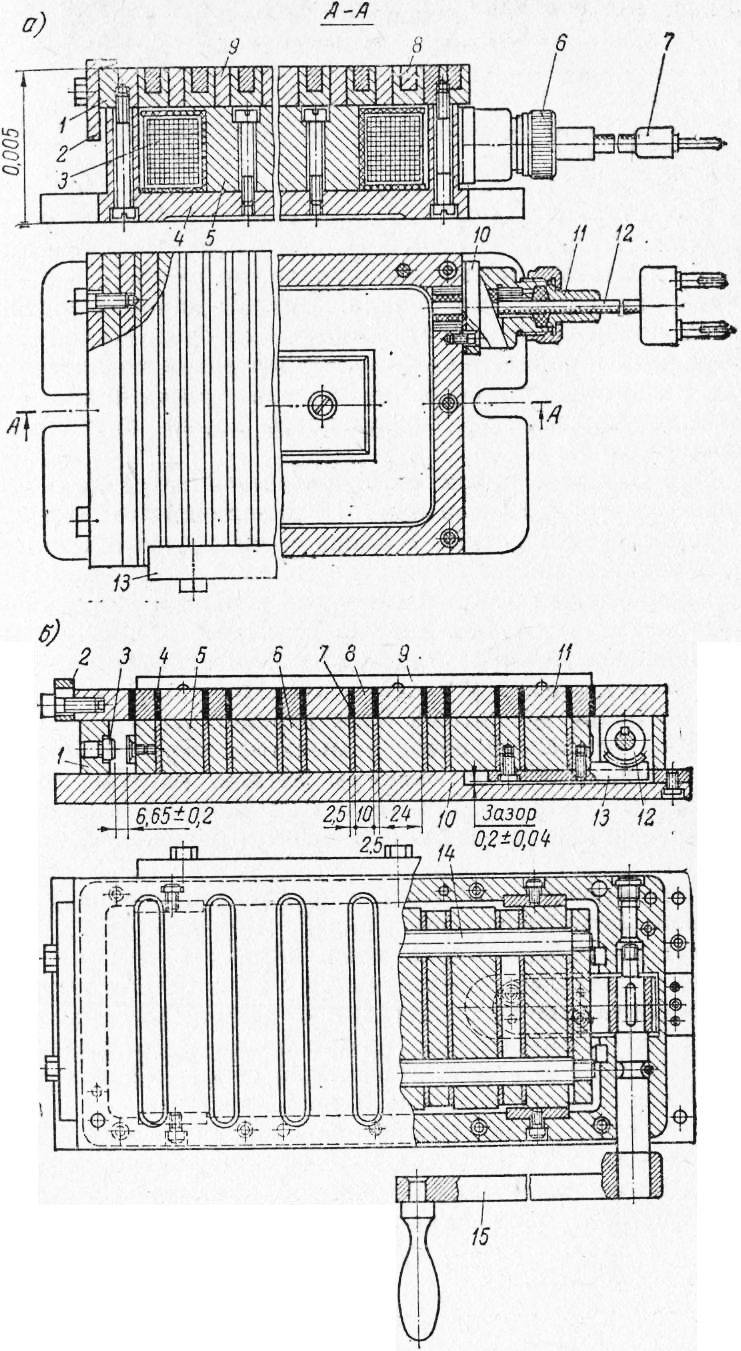
Конструкционные решения
Требуемое расположение заготовок под проход резца станка получается благодаря подвижности частей электромагнитной удерживающей плиты. Перемещение происходит в поперечной (0°- 30°) и продольной (0° — 45°) плоскости. Угол устанавливается высотой набора концевых мер, заданные значения которой сведены в таблицу.
Орган управления расположен на удобной в работе боковой стороне.
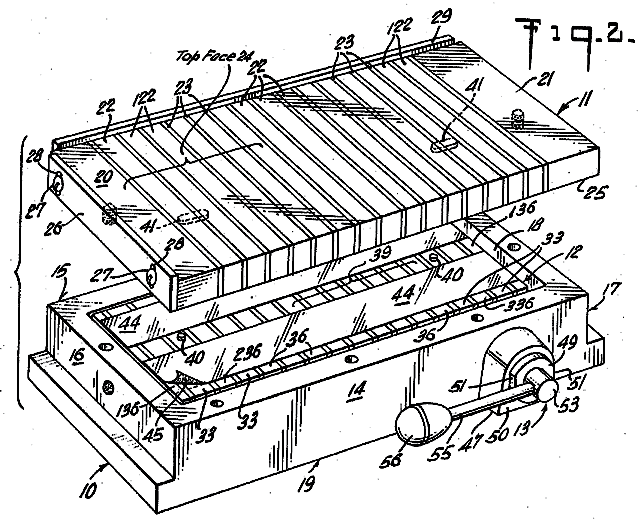
Электромагнитная удерживающая плита состоит из корпуса, полюсов, катушек, основания и выводной коробки.
Катушки электромагнитного пояса могут располагаться неподвижно под плитой, совершающей возвратно-поступательные движения на шлифовальном станке.
В моделях стола, автономных от электрической сети, индукционные катушки заменены на магнитные блоки.
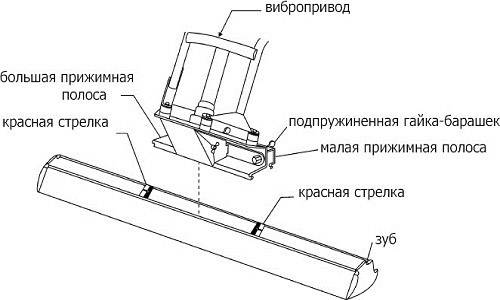
Как устроен магнитный блок
В корпус блока на 2 полосы установлены постоянные магниты. Расстояние между полюсами стола указывается в технических характеристиках изделия. Поворот управляющей рукоятки на 180° через эксцентрик подводит полюса к верхней кромке плиты. Деталь захвачена полем. Обратное действие разрывает контактирующие металлические части, освобождая заготовку.
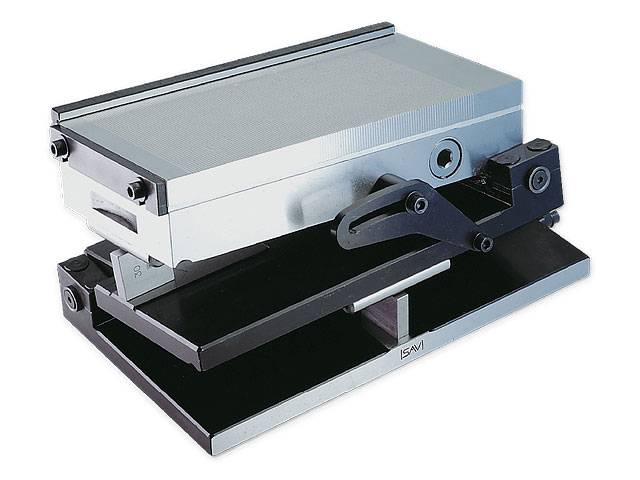
Электромагнитная синусная плита
Согласно ГОСТ магнитная синусная плита по типу управления выполняется:
- ручного переключения;
- дистанционного управления.
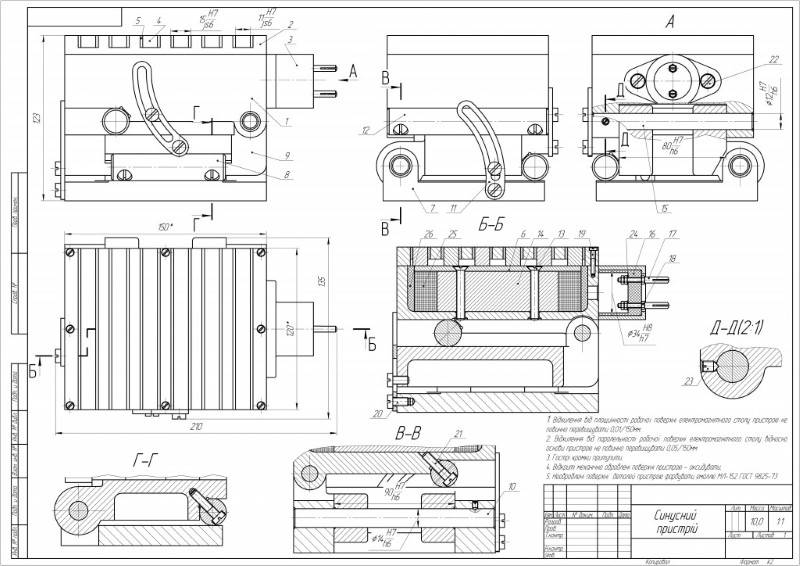
Чертеж синусной плиты
Различают 5 классов точности приспособления, у которых удельная сила притяжения стола соответственно ГОСТ 16528-87 равна:
- 50 Н/см² у класса В, А, С;
- 80 Н/см² у класса Н,П.







У всех моделей остаточный магнетизм не должен превышать 0,5 Н/см². Фактическое значение проверяется динамометром, соединенным с контрольной пластиной (сталь 10, по ГОСТ 1050). Отклонения допускаются ГОСТ не более, чем в 10% контрольных точек стола.
Различия
Технология обработки задает различные варианты расположения обрабатываемой детали. С этой целью выбирают:
- Одноповоротное устройство. Две основные части – основание, магнитная часть;
- Двухповоротная плита. Три составляющих – нижнее основание, средняя поворотная плита, магнитный удерживающий лист;
- Магнитный стол. Электромагнит различных размеров;
- Угол. Модифицированный магнитный стол из 2 поверхностей под заданным углом. Одна плоскость магнитная, другая – упорная.
Плюсы применения
Постоянный магнит в сравнении с электромагнитным приспособлением, выполняющим аналогичную задачу, имеет такие достоинства:
- Отсутствие подключения стола к источнику питания;
- Не требовательность к техническому обслуживанию;
- Электробезопасность;
- Продолжительное использование рабочих свойств;
- Простота и надежность.
По завершении шлифовки (фрезеровки) полученные изделия размагничивают, пропуская через катушку демагнетизатора тут же на станке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.

Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.

Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете: