Классификация конструкций кокилей
В производстве используют кокили различных конструкций. В зависимости от отсутствия или наличия поверхности разъема кокили бывают неразъемные (вытряхные) или разъемные.
Неразъемные, или вытряхные, кокили применяют в тех случаях, когда конструкция отливки позволяет удалять ее вместе с литниками из полости кокиля без его разъема. Обычно эти отливки имеют достаточно простую конфигурацию.
В случае разъемных кокилей расположение и число разъемов определяются необходимостью реализовать рациональное положение отливки в кокиле при заливке, разместить технологические элементы (литниковую систему, прибыли и др.), собрать форму и извлечь из нее без разрушения готовую отливку конкретной конструкции. В свою очередь, разъемы кокиля предопределяют выбор кокильной машины с соответствующим количеством и расположением механизмов, которые обеспечивают перемещение подвижных частей кокиля при его сборке и разборке.
По числу рабочих полостей (гнезд), определяющих возможность одновременного (с одной заливки) изготовления того или иного числа отливок, кокили разделяют на одноместные и многоместные.
В зависимости от способа охлаждения различают кокили с воздушным (естественным и принудительным), жидкостным (водяным, масляным) и комбинированным (водовоздушным и т.д.) охлаждением. Если воздушное охлаждение используют для малотеплонагруженных кокилей, то водяное охлаждение обычно применяют для высокотеплонагруженных кокилей, а также для повышения скорости охлаждения отливки или ее отдельных частей. Вода подается раздельно в обе половины кокиля, нижнюю плиту и верхнюю крышку.
Общая характеристика способа литья.
В общем объеме производства отливок из цветных металлов и сплавов на долю кокильного литья приходится около 40%. Это обусловлено такими преимуществами литья в кокиль, как повышенная размерная точность отливок, высокая производительность процесса, многократность использования литейных форм, возможность автоматизации процесса экономное использование производственных площадей, возможность комбинированного использования кокилей и сложных песчаных стержней, стабильность плотности и структуры отливок, высокие механические и эксплуатационные свойства.
При увеличении толщины стенки прочностные и пластические свойства отливок понижаются, но в меньшей степени, чем при литье в песчаную форму.
Недостатки литья в кокиль – высокие трудоемкость изготовления и стоимость металлической формы, повышенная склонность к возникновению внутренних напряжений в отливке вследствие затруднительной усадки и более узкого по сравнению с литьем в песчаную форму интервала оптимальных режимов, обеспечивающих получение качественной отливки.
Литье в кокиль широко используют при изготовлении фасонных отливок из алюминиевых, магниевых и цинковых сплавов; реже – при литье медных сплавов и редко используется при изготовлении отливок из тугоплавких сплавов.
Средняя толщина стенок кокильных отливок из алюминиевых сплавов составляет 3-7 мм. Характерная номенклатура кокильных отливок из алюминиевых сплавов: детали моторной группы (блок цилиндров, поршень, головка блока, картер); корпуса насосов, фильтров, выключателей; колеса автомобилей, вентиляторов; детали бытовых приборов.
Оптимальная толщина стенок кокильных отливок из магниевых сплавов составляет 5-10 мм. Литье в кокиль из магниевых сплавов ограничено используют при изготовлении тонкостенных отливок сложной конфигурации. Характерная номенклатура отливок: крышки (сальника, головки цилиндров, гидрораспределителя); картеры (коробок передач, сцепления); патрубки; опоры подшипников; корпуса (насосов, фильтров, подшипников); кронштейны, колеса вентиляторов и др.
Литье в кокиль медных сплавов чаще всего применяют при изготовлении отливок из кремнистой латуни типа ЛЦ16К4. Оптимальная толщина стенки отливок 8-12 мм. Характерная номенклатура: водная и паровая арматура втулки, шестерни, корпусные детали насосов, подшипники.
Литье в кокиль типы и технология производства
Кокиль — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим снижается загрузка формовочного участка, объемы формовочной смеси при производстве отливок, затраты на доставку и подготовку формовочных смесей. Кроме этого литье в кокиль обладает следующими преимуществами — повышенная размерная точность отливок, высокая производительность процесса, многократность использования литейных форм, возможность автоматизации процесса, экономное использование производственных площадей, возможность комбинированного использования кокилей и сложных песчаных стержней, стабильность плотности и структуры отливок, высокие механические и эксплуатационные свойства.


















| Услуга | Нижний предел цены, руб. за кг | Верхний предел цены, руб. за кг | |
|---|---|---|---|
| 1 | Алюминиевое литье | 280 | 5000 |
| 2 | Кокиль(обычно) | 280 | 2900 |
| Кокиль с поворотом | 340 | 3600 | |
| 3 | Хтс-процесс | 500 | 5000 |
| 4 | Технологическая оснастка | 60000 | 12000000 |
| 5 | Термическая обработка | 10 | 60 |
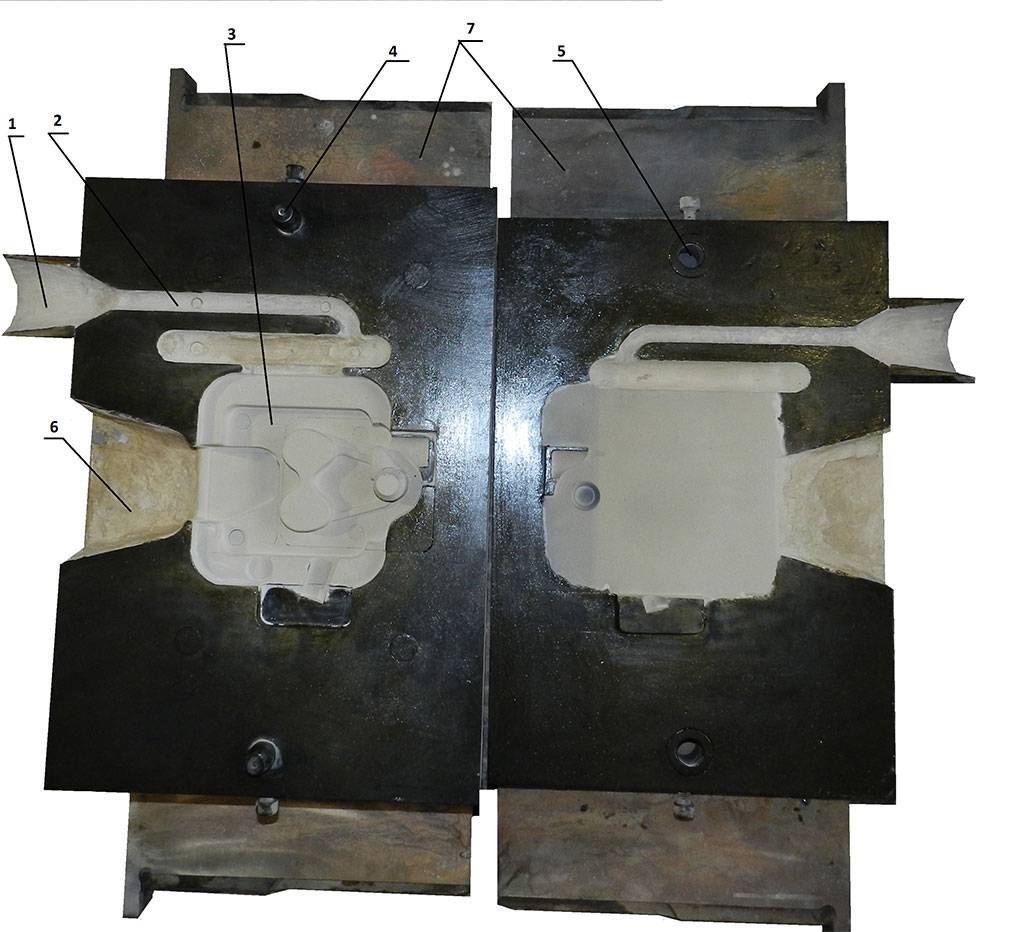
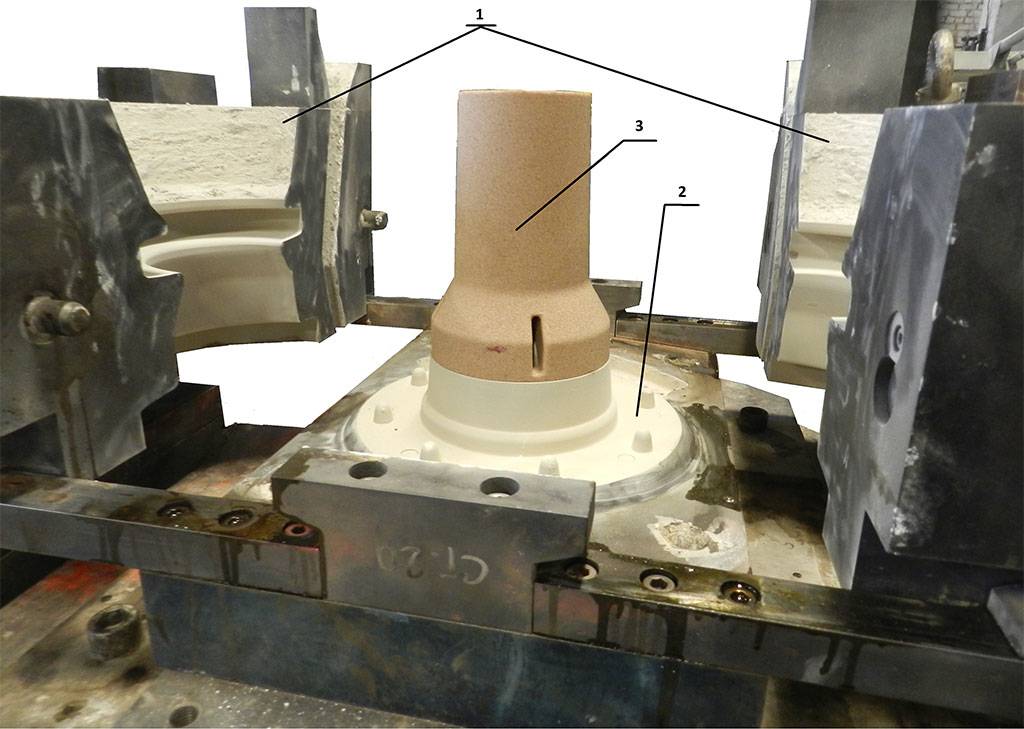
Классический кокиль состоит из двух полуформ ( рис 1 ), более сложные по конструкции могут включать в конструкцию дополнительные подвижные металлические вставки, поддон (основание) ( рис. 2 ). Полуформы взаимно центрируются по направляющим штырям и втулкам. Формообразующая кокиля проектируется и изготавливается с учетом усадки заливаемого сплава, припусков на механическую обработку и толщину облицовочного огнеупорного покрытия ( краски ).








Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав подается в через литниковую систему, выполненную в его полуформах и поддоне. Питание массивных узлов отливки осуществляется через прибыли. В процессе заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные каналы, зазоры по плоскости разъема и между подвижными частями, выпоры которые образуют вентиляционную систему. Основные элементы кокиля — полуформы, плиты, вставки, стержни и т. д.- обычно изготовляют из стали реже из чугуна.
Литье в кокиль нашло применение в производстве изготовлении фасонных отливок из алюминиевых, магниевых и цинковых сплавов; реже — при литье медных сплавов, чугуна и стали. Масса отливок изменяется от десятков грамм до сотен килограмм.
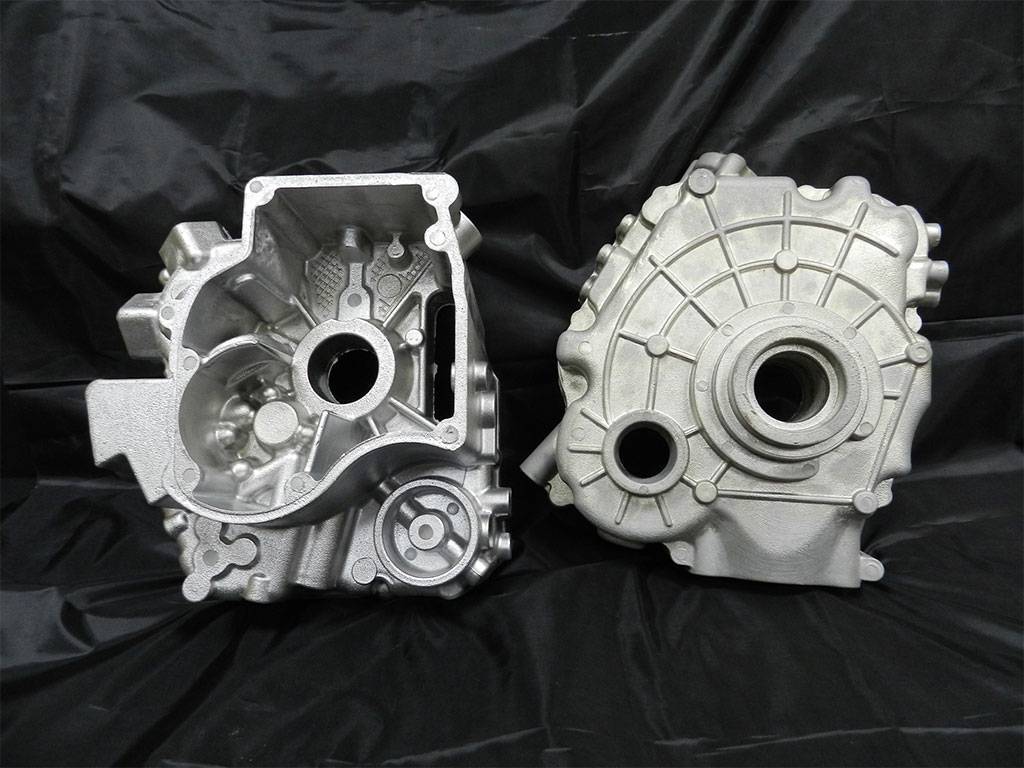
Конструкции отливок, получаемых в кокилях, очень разнообразны. Это простые по форме отливки типа опорных плит, колосников, болванок и втулок и сложные — типа картеров двигателей, головок блоков цилиндров, блоков цилиндров, ребристых корпусов электродвигателей, корпуса редукторов ( рис. 3 ). Литьем в кокиль получают детали с особыми эксплуатационными свойствами — повышенной герметичностью, износостойкостью (например, чугунные с поверхностным отбелом), окалиностойкостью и др.
Литье в кокиль – точная технология производства отливок из алюминия.
Литье в кокиль (многоразовую металлическую форму) – это достаточно дорогостоящая, но проверенная и точная литейная технология, применяемая при производстве отливок из алюминиевых сплавов.
Несмотря на высокую первоначальную стоимость оснастки, технология литья в кокиль имеет ряд основных преимуществ, по сравнению с другими технологиями, а именно:
- отливки получают с более плотной структурой;
- значительно улучшается внешний вид отливок и чистота поверхности;
- повышается точность отливок и идентичность их размеров;
- уменьшается металлоемкость отливки и стоимость механической обработки за счет уменьшения литейных припусков;
- увеличивается выход годного литья;
- устраняются операции с формовочными смесями;
- при крупносерийном производстве снижается себестоимость продукции;
- значительно повышается производительность труда литейщиков.
Для изготовления кокилей специалисты «ПРАКТИК плюс» в основном применяют серый или высокопрочный чугун, а также углеродистые или легированные стали. Серый чугун, применяемый для кокилей, стойкий к тепловым нагрузкам, недорогой и легко обрабатываемый материал. Стальные кокили более дорогие в изготовлении, но более «живучие» чугунных, так как они не боятся ударных нагрузок. Металлические стержни, направляющие и толкатели для раскрытия кокиля и выталкивания отливок всегда изготавливают из стали, так как они испытывают повышенные растягивающие напряжения.
Основной показатель кокиля — его стойкость. При работе рабочие поверхности кокилей подвергаются быстрому нагреву и охлаждению, в следствие чего в них возникают термические напряжения, приводящие к короблению и поверхностным трещинам – разгарам. Стойкость чугунных и стальных кокилей при получении отливок из алюминиевых сплавов составляет 50—100 тыс. заливок. Для повышения стойкости кокилей рабочие поверхности покрывают красками. С помощью красок устраняется также приваривание металла к стенкам кокиля, обеспечивается получение качественных поверхностей и регулируется направленность затвердевания отливок. При соприкосновении с металлом краска возгоняется, создается газовая и сажистая прослойка между жидким металлом и кокилем, которая предотвращает приваривания жидкого металла к кокилю. Краску наносят кистью или пульверизатором один-два раза в смену, в зависимости от конструкции и режима работы, на подогретый до 100—200 °C кокиль.
В процессе литья очень важным технологическим параметром является температурный режим кокиля. Для получения качественного литья из алюминиевых сплавов температура кокиля должна поддерживаться в пределах 200—350 °C. Разогрев и поддержание температуры кокиля (разгон кокиля) специалисты «ПРАКТИК плюс» осуществляют подогревом с помощью газовых горелок, а контроль температурного режима осуществляют инфракрасными термометрами (пирометрами) или термопарами. Охлаждение кокиля осуществляется путем естественной передачи тепла в окружающую среду через стенки кокиля. При необходимости наши специалисты спроектируют и изготовят кокили , охлаждаемые снаружи водой (водоохлаждаемые) по специально предусмотренным каналам. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.
При литье сложных по конфигурации отливок специалисты «ПРАКТИК плюс» применяют различные подвижные металлические стержни и вставки. Подвижность нужна для своевременного удаления стержня из отливки. Если внутренние контуры отливки сложные, то стержни делают составными из нескольких частей. Также для получения отливок со сложной внутренней конфигурацией нами применяются песчаные стержни. Их устанавливают в форму каждый раз перед заливкой при сборке формы с помощью знаковых частей.
В «ПРАКТИК плюс» изготавливают к окили либо литыми, либо из поковок проката путем механической обработки. Литые кокили дешевле, поскольку требуется минимальная механическая обработка. Разъем (раскрытие) кокилей осуществляют ручным или механизированным способом с помощью механических, пневматических и гидравлических приводов, которые также проектируют и изготавливают специалисты «ПРАКТИК плюс». Поверхности разъемов обрабатывают по 6-му классу точности. Отдельные части кокиля центрируют с помощью штырей и втулок. Для вывода газа и воздуха из полости кокиля предусматриваются вентиляционные каналы.
Компания “ПРАКТИК плюс” рассматривает заказы на производство литья из алюминия любой конфигурации и серийности, массой до 50 кг.
Цена отливки зависит от сложности детали и рассчитывается индивидуально.
За дополнительной информацией обращайтесь по тел.: (067) 437-90-70, или по контактам, указанным на сайте.
Технологический процесс: основные этапы и операции
Сам по себе процесс кокильного литья достаточно прост и состоит из нескольких последовательных этапов. В самом начале кокиль для литья подготавливается к отливке: рабочую поверхность очищают и обезжиривают, избавляются от различных загрязнений, масел, следов коррозии. После этого проверяется легкость перемещения всех подвижных элементов, надежность замков и креплений и центрирование формы.
Затем на рабочую поверхность кокиля наносится огнеупорное покрытие. Состав этого покрытия, как правило, варьируется в зависимости от того металла, из которого состоит расплав. Толщину же покрытия определяет то время, за которое должна охлаждаться отливка. Чем толще и плотнее будет огнеупорное покрытие, тем длительнее станет срок охлаждения. Огнеупорное покрытие в процессе отливки служит термическим буфером, который защищает рабочую поверхность кокиля от слишком резких перепадов температур и предотвращает схватывание формы и расплава. Перед нанесением этого покрытия сам кокиль нагревается, это также позволяет избежать резкого перепада температур.
Следующим шагом после нанесения огнеупорного покрытия является новый этап прогревания кокиля. В этом случае температура напрямую зависит от того, что входит в состав расплава, размера и конечных свойств итоговой отливки.
После этого в кокиль устанавливаются либо керамические, либо песчаные стержни в том случае, если это предусмотрено конкретной формой. Далее половинчатые части кокиля соединяются, их закрепляют специальными замками и зажимами, что обеспечивает устойчивость формы.
После этого непосредственная подготовка к кокильному литью заканчивается и в форму заливается расплав. Последующий этап является самым важным, поскольку необходимо регулировать равномерное распределение металла внутри кокиля, корректную вентиляцию для того, чтобы в изделии не образовывались пузырьки воздуха, а также нужный уровень внутреннего давления. Именно из-за давления на этапе охлаждения изделия из кокиля могут частично извлекать стержни. Это помогает снизить внутреннее давление и, после окончательного затвердевания отливки, без труда извлечь ее из кокиля.
Целиком раскрывать кокиль можно только после того, как расплав полностью затвердел. После этого процесс, фактически, фактически, начинается сначала, так как кокиль снова очищают и готовят к следующей заливке. Специалисты Литейного строго следуют сертифицированной технологии кокильного литья и следят за тем, чтобы как процедура отливки, так и итоговое изделие отвечали всем установленным стандартам качества.
Процесс литья в кокиль
Перед началом литья в кокиль металлического расплава необходимо выполнить операции технологического процесса по подготовке его к работе. Эта работа выполняется в несколько этапов.
- Поверхности кокиля и место стыков полуформ необходимо очистить от загрязнений, коррозии, масел.
- Выполняют проверку подвижности перемещающихся деталей, точность их установки и надежность крепления на местах для этого предназначенных.
- На этом этапе поверхности формы смазывают огнестойкими материалами. В этом качестве применяют специальные краски и смазки.

Технологический процесс литья в кокиль
Веществ, которые применяют при облицовке кокиля, зависят от марки заливаемого состава. Толщина покрытия зависит от необходимой скорости охлаждения отлитой заготовки. То есть, чем больше слой наносимой облицовки, тем заготовка будет медленнее охлаждаться. Огнестойкий слой призван решить еще одну задачу в процессе этого литья – обеспечить сохранность формы от скачка температуры во время заливки металла, а также оплавления ее частей и их схватывания с расплавом. В состав огнеупорной облицовки могут входить следующие материалы – кварц, глина, жидкое стекло, графит.

Процесс отлива в кокиль
Перед началом заливки металла форму прогревают до температуры порядка 200 градусов. Эта температура определяется маркой заливаемого металла и габаритов отливки.








Оригинальный салат «Коровы в апельсинах»
Еще один салат с украшением. Получается нежным, но с ярким апельсиновым акцентом.

КБЖУ на 100 г: 122,4/13/6,4/2,5
Что надо:
- 300 г отварного куриного филе
- 100 г сыра
- 1 плавленый сырок
- 4 вареных яйца
- 1 апельсин
- пп-майонез
Для декора:
- 2 вареных яйца
- чуть вареной моркови
- зелень
Готовим поэтапно:
- Это слоеный салат, каждый слой смазывайте пп-майонезом.
- Первым слоем выложите курицу, мелко нарезанную.
- Затем – кусочки апельсина, их смазывать не нужно.
- Поверх апельсина выложите натертые яичные белки.
- Следующий слой – сыр и плавленый сырок.
- В последнюю очередь выложите яичные желтки, натертые на мелкой терке.
- Украсьте салат мелко нарубленной зеленью, сделайте коровок из яичных белков как на фото.
- Салат готов!
Основные операции технологического процесса
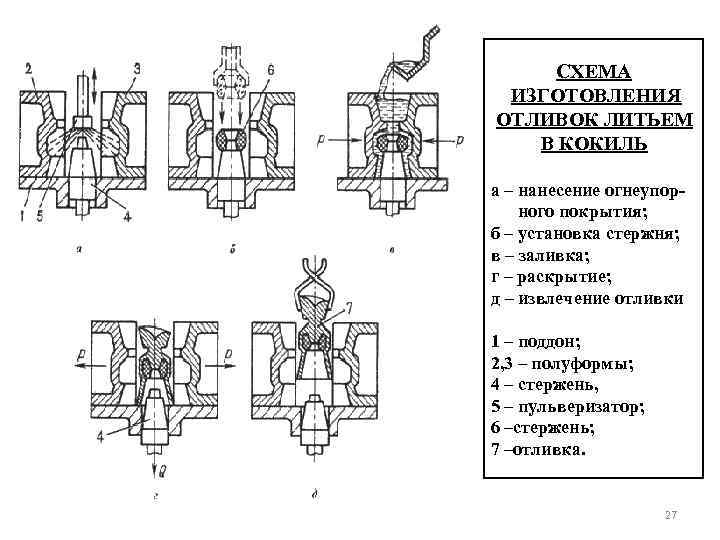
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).

Рис. 4 — Последовательность выполнения технологических операций процесса
Перед заливкой расплава кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, копоти, масла; проверяют легкость перемещения подвижных частей, точность их центрирования и надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и кокильной краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а толщина их нанесения — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры около 150°С-180°С. Краски наносят на формообразующие части обычно в виде водной суспензии с применением пульверизатора, на прибыльную и литниковую систему краска наноситься кистью. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия, кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Обычно температура нагрева перед заливкой для алюминиевых сплавов составляет 250-300°С. Затем устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; полуформы кокиля соединяют и скрепляют специальными зажимами, а при установке на кокильной машине с помощью ее механизма запирания, после чего заливают расплав. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку. Из отливки выбивают песчаный стержень, обрезают литники и прибыли, проводят предварительный контроль качество отливки. Перед следующей заливкой осматривают рабочую поверхность кокиля и плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность 1 — 2 раза в смену, изредка восстанавливая ее в местах, где она отслаивается от рабочей поверхности кокиля. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают.
Процесс литья в кокиль — малооперационный. Манипуляторные операции достаточно просты и кратковременны, а наиболее длительной по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное преимущество — исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
Литье чугуна в кокиль
- возможность несколько раз использовать литейные формы;
- высокие и хорошие механические и эксплуатационные свойства отливок;
- высокая производительность процесса;
- уменьшение механической обработки отливок (сравнивая с использованием песчаных форм);
- стабильность структуры и плотности отливок.
Для кокильного литья зачастую используется серый и более прочный чугун, так как обладает хорошими механическими и литейными свойствами при центробежном литье чугуна.
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Кокильное литье чугуна в тонкостенные и другие компактные отливки зачастую выходит с поверхностным или сквозным отбелом. Такие, нуждаются в дополнительном отжиге. Дабы это предотвратить вводят нужное количество графити-заторов в состав металлической шихты, модифицируют расплав перед заливкой в кокиля, уменьшают скорость охлаждения отливки до и после выбивки из формы.
Данные методы можно использовать и по отдельности, и в комплексе. Также получить отливку без отбела можно увеличив содержание в составе ингредиента, увеличивающий возможность графитизации, или уменьшив тот, что препятствует данному процессу.
Такие сильные элементы – это углерод, алюминий и кремний. Модифицирование химического состава расплава реально воспроизвести на желобе плавильного агрегата, в открытом ковше или в автоклаве.
Модификаторами выступают магний, его лигатуры, силикокальцый, ферросилиций, лигатуру из редкоземельных металлов (РЗМ).
Конструктивные особенности кокиля
Кокиль для литья – это многооборотная форма, изготавливаемая из металла. Несмотря на то что в такие формы могут использовать для получения отливок разных форм, их принципиальная конструкция одинакова. В состав кокиля для литья входят полуформы, плита, различные вставки и литейные стержни. С помощью последних, происходит формирование отливки. Для его центрирования и соединения применяют штыри. Непосредственно перед началом заливки полуформы фиксируют с помощью специальных замков. Металлический расплав подают в форму через систему литников.

Литье в металлические формы (кокиль)
По мере заполнения кокиля излишки воздуха выводятся через воздуховодные каналы.
В литейном производстве применяют и другой вид форм – их называют вытряхными. Эти формы отличаются тем, что они неразъемные и применяются для отливок простой формы.
Преимущества нашего завода
создаёт только качественную продукцию. Литейное оборудование нашего предприятия автоматизировано, что позволяет после создания опытного образца, устранив все его дефекты, наладить производство качественных отливок в авральные сроки. Пресс-формы, оснастка для моделей создаётся на высокоточных станках. Опытные инженеры и технологи нашего завода с использование современного литейного оборудования совершают плавку шестого класса точности (максимального). Наш завод отличается адекватными ценами и условиями оплаты. Работа с заявками поступившими ведётся оперативно. Доставка готовых изделий производиться по всем городам России и СНГ.
Конструктивные особенности кокиля
Кокиль для литья – это многооборотная форма, изготавливаемая из металла. Несмотря на то что в такие формы могут использовать для получения отливок разных форм, их принципиальная конструкция одинакова. В состав кокиля для литья входят полуформы, плита, различные вставки и литейные стержни. С помощью последних, происходит формирование отливки. Для его центрирования и соединения применяют штыри. Непосредственно перед началом заливки полуформы фиксируют с помощью специальных замков. Металлический расплав подают в форму через систему литников.

Литье в металлические формы (кокиль)
По мере заполнения кокиля излишки воздуха выводятся через воздуховодные каналы.
В литейном производстве применяют и другой вид форм – их называют вытряхными. Эти формы отличаются тем, что они неразъемные и применяются для отливок простой формы.










Ремувер для кутикулы и натоптышей
Специальное средство для кутикулы облегчает процедуру ее удаления без срезания и значительно ускоряет процесс. Ремувер для натоптышей позволяет обойтись в педикюре без замачивания стоп, а также избавляет от неприятной пыли.
Ремуверы продаются в виде гелей, кремов и жидкостей. Согласно отзывам, самым удобным в использовании признан крем, при этом гель легче наносить ровно и аккуратно. Что касается жидкости, то она может потечь и вызвать химический ожог.
Отдавайте предпочтение флаконам и тюбикам со специальными носиками, позволяющими точно наносить средство. Для работы с кисточкой понадобится определенный опыт.
На цену разных видов ремуверов влияет их производительность, состав и объем. После использования дешевых средств нередко приходится срезать остатки кутикулы.
- Щелочные препараты высокоэффективны и быстродейственны – на процедуру уходит от 1 до 3 минут. Превышать указанное время ни в коем случае нельзя, чтобы не повредить ногтевую пластину и не получить ожог.
- Суспензии или жидкости на основе агрессивной кислоты – профессиональные салонные средства. Отлично удаляют натоптыши.
- Ремуверы на фруктовых кислотах самые популярные и безопасные. Их ассортимент достаточно велик, отличается стоимостью и эффективностью. Недостаток: длительный процесс воздействия.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником. Трамбовка ручная Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
Отделочные
Гладилки — для коррекции изъянов
Режущие и колющие инструменты Кисти для нанесения покрытий Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Почему заказчики выбирают нас
Литейный завод им. В. В. Карминова обладает необходимыми потенциалом, техническим оборудованием, профессиональным коллективом и технологическим оснащением для того, чтобы гарантировать клиентам качественное и быстрое кокильное литье чугуна, алюминия и других металлов в Москве. Мы считаем, что ничего не скажет о нашей работе лучше, чем обязательность, скрупулезность и высококлассное исполнение даже самых комплексных и сложных задач, поставленных заказчиками.
Наш завод предоставляет широкий спектр услуг в сфере литья металлов и формирует для клиентов демократичную систему цен для того, чтобы у вас не возникало сомнений: Литейный является лучшим исполнителем литейных работ любой сложности.
Недостатки литья в кокиль
Несмотря на явные преимущества, технология литья алюминия в кокиль обладает и рядом недостатков:
- Трудоемкость производства кокиля и его высокая стоимость. Если для производства отливок требуется форма со сложной конструкцией, в которой нужно делать разъемы и использовать вставки, ее стоимость значительно возрастает. В таком случае придется использовать разъемные стержни.
- Ограниченное количество отливок, которые можно получить с помощью одной формы. Это связано с тем, что даже качественные и надежные кокиля со временем приходят в негодность. Именно от их стойкости к механическим повреждениям и износу зависит экономическая выгода процесса. В первую очередь это касается литья стали и чугуна. Именно поэтому основной задачей при литье в кокиль является производство форм из современных жаропрочных материалов, с помощью которых можно будет выполнить большое количество отливок.
- Сложность получения отливок с тонкими стенками. Это связано с быстрым охлаждением расплава. В чугунных отливках эта особенность приводит к отбелу поверхностного слоя, что приводит к ухудшению последующей механической обработки и необходимостью применения термических операций
Таким образом, литье в кокиль нецелесообразно использовать при штучном производстве из-за высокой стоимости изготовления формы. Однако для массового или серийного производства такой способ литья является одним из наиболее выгодных и удачных вариантов. Эффективность этого метода намного выше, чем литья в песчаные формы. Готовые отливки получаются точными и качественными, а их изготовление – быстрым и более безопасным для литейщика и окружающей среды.