Введение
Новшества кузнечного ремесла касаются лишь усовершенствования приемов ковки, основа же остается неизменной вот уже на протяжении сотен лет. Как и раньше технологическая обработка металлов заключается во взаимном скольжении зерен, вследствие чего они вытягиваются, ключевым моментом процесса является направление вытягивания зерен — по течению металла. При этом волокнистость металла обеспечивается вытягиванием неметаллических вкраплений. За счет высокой температуры металл приобретает высокие механические свойства в процессе увеличения размера зерен.
Техника выполнения ковки металла подразумевает его обработку в нагретом состоянии, поскольку высокая температура обеспечивает пластичность, а так и податливость материала. Но холодная обработка металла не исключена, хотя и требует дополнительного оборудования, в то время как для горячей обработки металла основными инструментами являются молот (ручной молоток или механический молот) и наковальня, а для холодной ковки — специальные станки и болгарку.
Видео: как бить молотком
Строгое соблюдение термических условий ковки, позволит упростить работу с металлом и тонко прочувствовать изменения пластичности металла в процессе остывания для придания ему желаемых качеств.
В зависимости от вида стали варьируется продолжительность времени обработки и сложность работы с металлом. Вот, например, высокоуглеродистая сталь требует большего мастерства и затрат времени нежели малоуглеродистая, с которой можно работать дольше без повторного нагрева.
Помимо всего, высокоуглеродистую сталь сложнее ковать из-за особенностей температурного режима при нагревании и последующей работы с металлом.
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 — 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 — 250°С.
Сказать, какой вид ковки лучше — трудно. Холодна ковка намного комфортнее в работе, не дает на поверхности окалины, кованые изделия отличаются точностью форм и размеров. Холодной ковкой отлично делаются рельефные узоры на листовом металле, с ее помощью куются капризные цветные металлы.
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Виды ковки
Ковка металла — процесс, который применяется для изменения формы и размера заготовок. Обработка проводится с помощью специальных приспособлений и инструментов. Заготовки могут нагреваться или оставаться комнатной температуры. Процесс делится на два метода — горячий и холодный.
Горячий метод ковки
Горячая ковка металла подразумевает под собой процесс обработки заготовки после её разогревания. Повышение температуры требуется для того, чтобы металл стал более пластичным и податливым. Температура разогрева зависит от вида используемого материала. После нагревании проще обрабатывать деталь. Делать это можно без использования рычагов и специального оборудования.
Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.
Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
Для холодной ковки используются пруты квадратного и круглого сечения
Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
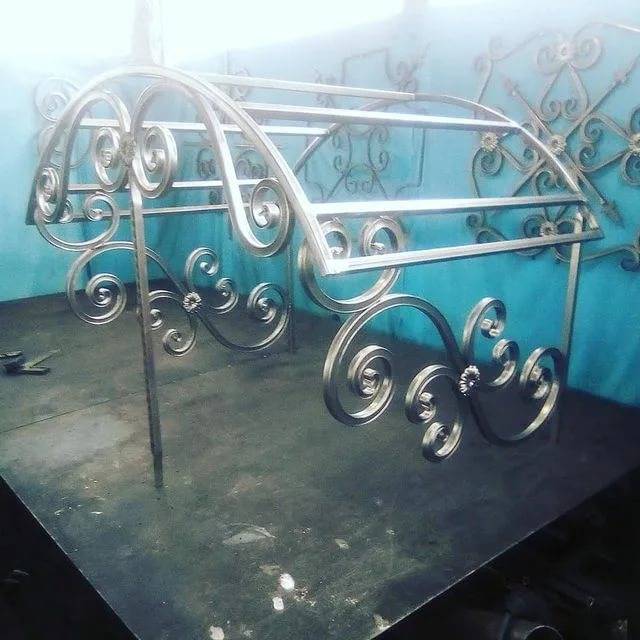
Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.










В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».

Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода. Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы – ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте. Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.  При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
Интересные факты
Пик развития художественной ковки как отдельного искусства пришелся на 6-8 века н.э. Чтобы стать мастером, будущие кузнецы начинали обучение в раннем детстве. Вначале подмастерье только наблюдал и помогал кузнецу: подавал инструменты, следил за печью, подносил воду и дрова. Постепенно ученика допускали к простой работе: подготовке металла и ковке маленьких несложных элементов. Спустя 5-6 лет обучения молодой кузнец уже мог самостоятельно изготовить различные виды изделий: от дверных ручек до распашных кованых ворот.
Весь процесс ковки производился вручную. Опытный мастер мог определить тип металла, изучив слом изделия и тип выбиваемой искры. Температура тоже определялась по внешнему виду: ориентируясь на цвет раскаленной детали, мастер безошибочно определял, в какой момент она разогревается до требуемой температуры.
Особой популярностью пользовались кованые изделия, выполненные по индивидуальному заказу. В период с 13 по 15 век н. э. богатые вельможи любили украшать свои поместья коваными оградами, воротами, оконными решетками и различными предметами внутреннего интерьера. Многие изделия сохранились до наших времен, и являются культурным достижением нации.

Гефест — древнегреческий бог огня и кузнечного дела
Особенности ковки
Художественная ковка – это высокотехнологический метод обработки железа. Благодаря холодной ковке, изделия получаются намного прочнее, нежели те, что отливают или штампуют.
Художественная ковка
Это объясняется прохождением заготовки через специальные станки, которые их одновременно гнут и прессуют. Это искусство кузнечного дела, позволяет получить готовую работу в короткий срок.
В отличие от горячей ковки, холодную рекомендуют выполнять даже при температуре окружающей среды. Предельная отметка температурного режима не должна превышать 200–250 градусов. Как раз до того момента, когда в металле начинаются структурные изменения из-за нагревания. Преимуществом этого метода является отсутствие окалины на поверхности изделия и высокая точность исполнения тонких узоров и элементов.
Кованые изделия практически не разрушаются с течением времени. Такая устойчивость, обеспечивается воздействием давления на металл во время обработки. Методам холодной ковки необходимо обучаться. Так как при ошибке обработки, заготовку будет очень сложно переделать или изменить. Работы, выполненные таким методом, позволяют создавать самые популярные товары:
- предметы интерьера и мебель;
- заборы, лестницы и перила;
- мангалы, фонари и беседки;
- решетки на окна;
- элементы декора для каминов.
Кованые аксессуары для камина
Во время ковки в холодном состоянии часто получают рельефные узоры на полосовых и листовых заготовках. А также таким методом обрабатывают изделия из сплавов и цветных металлов.
Виды станков
При оснащении кузницы нужно составить список необходимых инструментов и оборудования. При составлении списка нужно учитывать тип проводимых работ:
- Холодная — простой метод ковки, при котором деталь не нужно нагревать. Поэтому в помещении не нужно устанавливать громоздкого огнеопасного оборудования. Понадобятся различные автоматизированные и ручные приспособления, инструменты, шаблоны для холодной ковки, расходные материалы. Из электроинструментов используется сварка и болгарка.
- Горячая — сложный технологический процесс обработки металла. Требует разогревания заготовок в горне. Обрабатывать разогретый металл проще, однако производство становится пожароопасным и требует расходных материалов для разогрева горна.
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.

Станок гнутик для изготовления завитков Источник ytimg.com
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.
Оборудование
Для обработки металлических заготовок используется различное по техническим характеристикам оборудование, а также инструменты и приспособления.
Наибольшей популярностью у мастеров пользуются ручные станки для холодной ковки: улитка, твистер, волна, глобус, гнутик. Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Станки не отличаются сложным строением, поэтому нередко подобные устройства собирают самостоятельно. В зависимости от потребностей исполнитель производит своими руками улитку для завитков, торсион для скручивания полос и прутков, глобус для гибки объемных деталей и т.д.
Станки с электроприводом характеризуются большей производительностью, что позволяет выпускать достаточно значительное количество элементов. Поэтому подобные устройства эксплуатируются на производстве в небольших компаниях. Электрические станки также нередко собираются своими руками.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Однако, не все мастера обладают свободным временем, необходимым для самостоятельного производства станков. Некоторые исполнители не имеют достаточно знаний для сборки устройств своими руками. В таких случаях лучше приобрести механизм заводского изготовления: с ручным или автоматическим управлением, улитку или другие станки.
Еще большей степенью автоматизации обладает универсальное оборудование – агрегаты с ручным (рычажным) управлением или установки, дополненные пультом управления.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру









Инструменты и приспособления, среди которых особенно востребованы кондукторы, представляют собой ручные предметы и механизмы соответственно, которые в большинстве случаев производятся самостоятельно.
Наличие оборудования, инструментов и приспособлений позволяет производить изделия холодной ковки своими руками, не обращаясь за помощью к специалистам.
Примеры кованых изделий из металла на выставке
Примеры кованых изделий из металла и оборудования для их изготовления демонстрируются на ежегодной выставке «Металлообработка».
Заключить договор на поставку таких инструментов или полноценных станков с ЧПУ с отечественными и иностранными дистрибьюторами проще всего, посетив выставку «Металлообработка», которую регулярно проводит ЦВК «Экспоцентр» в Москве на Красной Пресне.
Также именно здесь оптимальное место для представления собственной компании и ее продукции, чтобы расширить сферу сбыта и открыть новые
возможности для бизнеса путем создания долгосрочных партнерских соглашений.
Штамповка изделий из металлаИзделия из тонкого металла
Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Оценок 0
Виды современного кузнечного оборудования
В промышленности широко применяют множество кузнечно-штамповочного оборудования. Его можно классифицировать по следующим параметрам:
- по температуре обрабатываемой заготовки. Для этой операции применяют ковочные машины, оборудование для горячей и холодной штамповки как плоской, так и объемной;
- по операциям, выполняемым на оборудовании. Разделяют заготовительное, основное и финишное КШО;
- по методу подачи и удаления готовых изделий из рабочего пространства КШО. На практике применяют оборудование, на котором все эти операции выполняют вручную, в полу- и автоматическом режиме.
- по виду привода. Прессы и штамповочные машины работают от электричества, сжатого воздуха, гидравлики и пр.
- по ключевому параметру. Как правило – это номинальное усилие, создаваемое прессом или рабочий момент.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки
На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.









Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Просто гнём металл – гнутик в помощь
В принципе, чтобы получить из прутка дугу с определённым радиусом, можно задействовать обычный трубогиб. Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
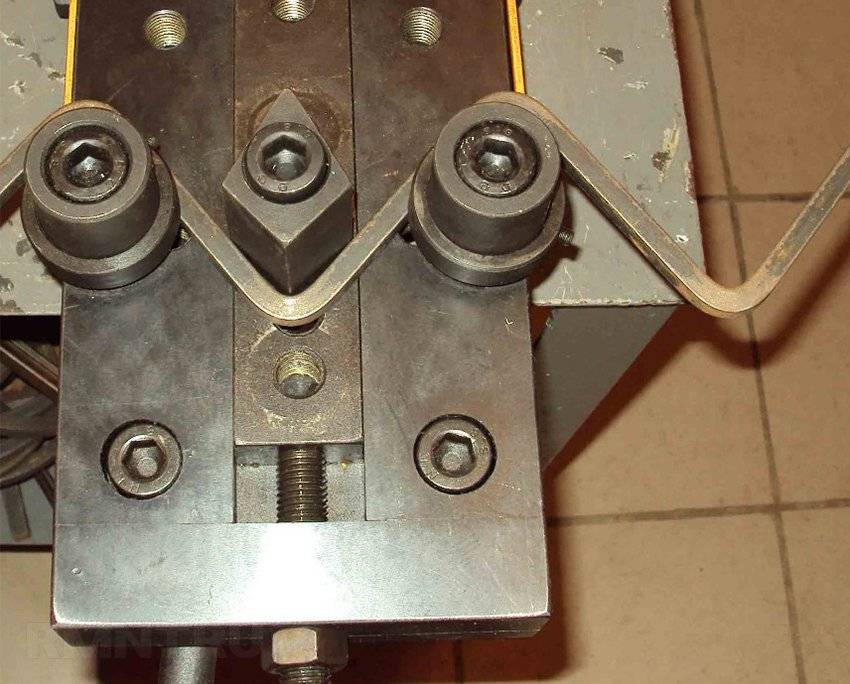
Более доступный для самостоятельного изготовления вариант станка – вертикальный. Узкая прямоугольная рама устанавливается на прочную массивную подставку, в ней жестко закрепляются два направляющих стержня с надетой на них станиной, в центре которой просверлено отверстие с резьбой. Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
К станине сбоку приваривается или прикручивается болтами, что гораздо удобнее, стальной клин. На боковых стойках рамы закрепляются на одном уровне по горизонтали два валика. Теперь, вращая винт, вы сможете опустить или поднять станину с клином, который будет увеличивать или ослаблять давление на уложенный между ним и валиками пруток. Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.