Типовые неисправности и их ремонт
Отклонение рабочего давления от заданного может вызываться следующими причинами:
- Поломка пружины или ее смещение.
- Разгерметизация корпуса.
Утечка газа вызывается:
- Повреждение мембраны.
- Разгерметизация корпуса.
- Выход из строя клапана.
Так, например, домашнему мастеру, владеющему базовыми навыками слесарных работ, вполне под силу заменить пружину или мембрану в нерегулируемом газовом редукторе «Лягушка». Корпус с нарушенной герметичностью ремонту не подлежит. В этом случае все устройство придется заменить.
После замены поврежденных деталей на новые из ремонтного комплекта и сборки газового редуктора необходимо проверить его герметичность с помощью мыльного раствора.
Правка металла
Сортовая, фасонная и листовая сталь, из которой изготовляют, различные детали или заготовки, иногда бывает погнута или покороблена. Чтобы устранить эти дефекты, перед обработкой металла выполняют операцию, которая называется правкой.
Правку металла производят в холодном или нагретом состоянии.
При правке в холодном состоянии полосовую, квадратную, круглую и угловую сталь закрепляют в стуловых тисках у места погнутости и вручную выпрямляют погнутые места, выгибая их в направлении, обратном погнутости, а затем выравнивают металл молотком на наковальне или плите.
Сталь выравнивают на наковальне ударом широкого бойка молотка по выпуклым местам, переворачивая материал с одной стороны на другую до тех пор, пока он не станет ровным. Прямолинейность стали проверяют на глаз.
Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала вначале наносят более сильные удары, по мере выпрямления материала удары ослабляют. Наносить очень сильные удары не следует, так как материал будет расплющиваться и коробиться.
Если полосовая сталь изогнута по узкой кромке, то изогнутую часть укладывают широкой стороной на плиту, затем, прижав сталь к плите левой рукой, правой наносят удары бойком молотка по широкой стороне изогнутой части, сначала сильные, по вогнутой кромке, затем постепенно ослабляя удары, выравнивают выпуклую кромку полосы.
При правке угловой стали, если полоса выгнута в сторону ребра, полосу укладывают полкой на плиту и наносят удары молотком по ребру; если полоса выгнута в сторону полки, полосу укладывают на край плиты или наковальни и наносят удары по полке, постепенно выправляя полосу угловой стали.
Металлические листы правят вручную. Тонкие листы укладывают на плиту выпуклостью вверх. Удары молотком наносят, начиная от края выпуклости к середине. По краям выпуклости удары наносят слабее, а к центру их усиливают.
Толстые листы правят кувалдой в горячем или холодном состоянии так же, как и тонкие.
При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С (красное каление).
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы, пользоваться исправным инструментом и прочно удерживать выправляемый материал на плите или наковальне.
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки — волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится гораздо легче, впрочем это справедливо и в отношении других видов его пластического деформирования, например, гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнить плиту так, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить правку любым молотком, который есть под рукой: металл может не только не выправиться, но и приобрести еще большие дефекты. Молоток должен быть изготовлен из мягкого материала — свинца, меди, дерева или резины. Кроме того, нельзя править металл молотком с квадратным бойком — он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, подлежащей устранению. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
— Правка металла
Отрасль металлургии активно развивается, одной из самых востребованных и распространенных техник в данной сфере является гибка и правка металла
Отчего возникает шум в котле?

Посторонний шум в котле чаще всего не так опасен, как может показаться обычному человеку. Угроза состоит только в появлении неисправностей в работе, когда котлу потребуется капитальный ремонт или замена. Не стоит откладывать проверку системы отопления в долгий ящик при появлении посторонних звуков в газовой горелке. Нужно сразу обратиться к специалисту, который сможет определить причину возникновения шумов и устранить её. Не рекомендуется самостоятельно разбирать котел, если нет твердой уверенности в том, как он функционирует и из каких деталей состоит.
Чаще всего причинами гудения, постукивания, шипения и другого шума, сопровождающих работу газового котла являются:
- эксплуатация незамерзающих носителей
- снижение давления газа
- накипь на деталях котла
- нарушение работы циркуляционных насосов
- неправильная установка горелки
- сбой работы вентилятора
Бачок керосинореза
В типовых конструкциях керосинорезов (особо качественными считаются устройства, производимые торговой маркой «Резак Бобуха») используются бачки двух типов: БГ-63, ёмкостью 6,5 л, и БГ-68, ёмкостью 8,5 л. Бачок состоит из следующих элементов:
- Цилиндрического сварного корпуса, дно которого имеет вид вогнутой полусферы.
- Сферической крышки, имеющей два герметизированных отверстия и ручку для переноски.
- Запорного вентиля.
- Заборной трубки, на конце которой имеется сетчатый фильтр.
- Манометра.
- Ручного воздушного насоса, которым создаётся необходимое давление для подачи керосина в шланг.
- Упорного кольца в нижней части корпуса.
- Двух штуцеров — для присоединения шланга, и для заполнения бачка керосином.
При работе насосом, внутри корпуса бачка создаётся избыточное давление до 3 кг/см2, благодаря которому происходит вытеснение керосина в шланг. Заполнение бачка керосином должно быть не выше 70% от его номинальной ёмкости, поскольку часть энергоносителя всё же испаряется. Несмотря на тщательную заделку штуцера в бачок (применяется сварка) часть вещества всё же в момент перекачки испаряется, вследствие чего давление падает. Это обстоятельство вынуждает время от времени использовать насос для подкачки керосина.
Подготовка бачка к использованию заключается в его тщательной очистке, а также проверки исправности насоса и манометра. Несмотря на наличие фильтра, рекомендуется заливать в бачок только предварительно отфильтрованный керосин. Недопустимо применять бачок в наклонном или горизонтальном состоянии. Для соблюдения правил пожарной безопасности, и для удобств при использовании бачок размещают на расстоянии не ближе 5 метров от кислородного баллона, и не далее 3 – от места применения керосинореза.
Техническое обслуживание узла заключается в периодической чистке каналов медными или алюминиевыми иглами (стальные применять не рекомендуется).
Регулировка редуктора
После того как проведен ремонт редуктора авто, необходима его регулировка, которая может несколько различаться для разных моделей. Для регулировки своими руками на редукторе имеются два винта – для регулирования оборотов холостого хода и винт чувствительности (количества газа).
Для регулировки газового редуктора ГБО запустите двигатель авто на обычном топливе – бензине – и дождитесь, когда он прогреется до рабочей температуры. Дозатор на баллоне должен быть полностью открыт, винт чувствительности полностью завернут, а винт регулировки холостого хода отвинчен на пять оборотов.
Переключите двигатель автомобиля на работу от ГБО. Поддерживая обороты педалью газа или ручкой подсоса, чтобы мотор не заглох, вращением винта регулировки с холостого хода добейтесь работы на максимальных оборотах. Теперь, закручивая винт, нужно установить такие обороты двигателя, как и при работе на бензине.
Далее откручивайте винт регулировки чувствительности, пока не начнут изменяться обороты холостого хода. Из найденного положения винт необходимо вернуть назад на 3/4 – 1.5 оборота.
На нажатие педали газа двигатель должен реагировать почти мгновенно. Для точной настройки редуктора нужно вращать винт чувствительности на небольшой угол в обе стороны, проверяя реакцию двигателя. После достижения желаемого результата ремонт оборудования закончен.

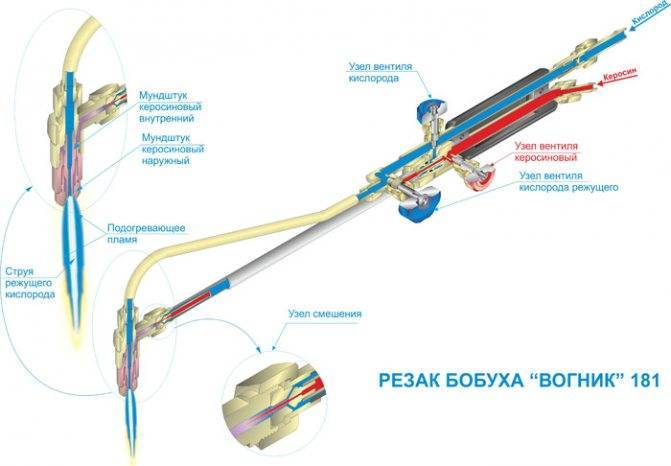
Устройство и принцип работы керосинореза «Вогник» 181 и бензореза «Вогник» 182
В состав резака входит: ствол с группой запорных вентилей; трубка кислорода режущего; коллектор кислородный; коллектор керосиновый со смесителем; головка резака с наружным и внутренним мундштуком. В кислородном штуцере резака установлен обратный клапан.



![§ 55. керосинорез [1979 рыбаков в.м. - сварка и резка металлов]](https://stankotk.ru/wp-content/uploads/0/4/7/0479dbebddb65a422357159e299c7439.jpeg)

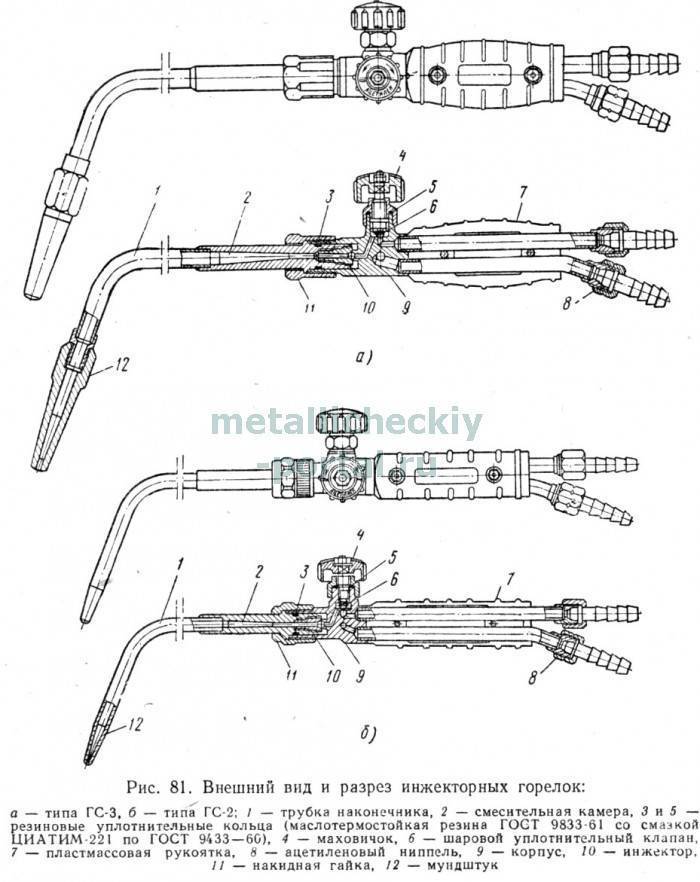



Кислород подается в резак через кислородный штуцер со встроенным клапаном. Под действием потока золотник клапана, преодолевает усилие пружины и открывает проход для кислорода. Далее поток разделяется на две части: одна направляется к вентилю кислорода режущего, вторая – к смесительному устройству через вентиль подогревающего кислорода. Кислород подогревающий поступает к смесительному устройству через кольцевой зазор, образованный между кислородным и керосиновым коллектором.

Керосин попадает в резак через штуцер с резьбой М14х1,5 и далее через вентиль жидкого горючего и керосиновый коллектор попадает к дозированному отверстию смесительного устройства.
Резак работает по принципу механического распыления жидкого топлива кислородными струями с последующим испарением аэрозоли в нагретых полостях и каналах наружного мундштука. Нагрев наружного мундштука производится за счет утопленности торца внутреннего мундштука относительно торца наружного, благодаря чему аэрозоль, сгорая у торца внутреннего мундштука, нагревает наружный мундштук.
Особенностью конструкции резака является отсутствие асбестового шнура и отдельного подогревающего пламени для испарения жидкого топлива.
Как правильно выбрать редуктор
Рассмотрим основные моменты, на которые следует обращать внимание при покупке редуктора для газового оборудования. В первую очередь необходимо уточнить, для какого поколения необходимо приобрести редуктор
Потому как устройство отличается в зависимости от поколения ГБО. Иными словами можно сказать, что для четвертого поколения не подходит устройство от второго типа.
Немаловажную роль играет фирма-производитель, стоит выбирать из ведущих компаний. Кроме того, у продавца обязательно должен иметься сертификат о том, что прибор соответствует не только международным, но и российским стандартам качества. Самыми популярными марками являются итальянские фирмы – это:
А также лидирующие позиции занимает турецкая фирма – Атикер.
Кроме того, необходимо обращать внимание на мощность, редуктор метановый автомобильный необходимо приобретать с небольшим его запасом. Существуют газовые редукторы на авто, которые не подлежат ремонту
И по этой причине, когда произойдет поломка, нужно будет покупать новый. Поэтому обязательно нужно уточнить у продавца, к какой категории относится устройство.
Регулируемый редуктор для газового баллона
Такие приборы предназначены для использования совместно с газовыми горелками и другим газовым оборудованием, работающим с более высоким давлением газа на выходе. Например, БПО 5-2 можно устанавливать на бытовых сосудах с газом объемом от 5 до 50 литров с вентилем. Эта модель оборудована манометром и вентилем для регулирования давления газа на выходе. Технические характеристики БПО 5-2:
- давление на выходе: 2,5 МПа
- максимальное рабочее давление: 0,3 МПа
- наибольшая пропускная способность: 5,0 м3/час
- вес: 0,42 кг
- тип газа: сжиженный
Приборы с функцией регулировки выпускаются и для сжатых газов.
Рихтовка металла
Рихтовка металла – это процесс выправления неровностей металлического проката, проволоки, деталей и других металлических изделий.
Для вытягивания стального листа и одновременного закругления по краю применяется узкий конец бойка молотка. Если положить стальной лист на наковальню и равномерно разгонять металл узким концом бойка, то через некоторое время материал вытянется, и за счет этого его край закруглится.
При работе молотком необходимо постоянно следить за его правильным положением в руке. Молотком надо размахиваться всей рукой, а не кистью. При размахе всей рукой возрастает сила и точность удара.
При выполнении любых работ с молотком важную роль играет рихтовочная опора.
Опора является очень эффективным средством, которое помогает выполнять рихтовку деформированных участков металлического листа. При этом лист обрабатывается с помощью соответствующего разгонного молотка или гладилки.
Еще одним видом молотка является осадочный молоток. Это – очень важный инструмент для работы с листовым металлом.
При рихтовке выпуклостей осадочным молотком удары наносятся по кругу от края выпуклости к её центру.
Затем с задней стороны металлического листа подкладывается опора с соответствующей округлостью. Осадочным молотком наносятся осторожные удары по листу. С каждым ударом металл сжимается, и таким образом лист выравнивается и становится плоским.
Конструкция и виды
Пропан (СН3)2СН2 – природный газ, обладающий высокой теплотворной способностью: при 25°С теплота его сгорания превышает 120 ккал/кг
Вместе с тем, применять его следует с особыми предосторожностями, поскольку пропан не имеет запаха, но уже при своей концентрации в воздухе всего 2,1% является взрывоопасным
Особо важно то, что будучи легче воздуха (плотность пропана составляет всего 0,5 г/см3), пропан поднимается вверх, и потому, даже при относительно малых концентрациях, являет собой опасность для самочувствия человека
Пропановый редуктор должен выполнять две функции – обеспечивать строго определённый уровень давления при подключении к нему какого-либо устройства, и гарантировать стабильность значений такого давления при дальнейшей эксплуатации. Чаще всего в качестве таких устройств применяются газосварочные аппараты, газовые обогреватели, тепловые пушки и другие виды обогревательной техники. Применяется этот газ и для пропанового баллона автомобиля, работающего на сжиженном топливе.

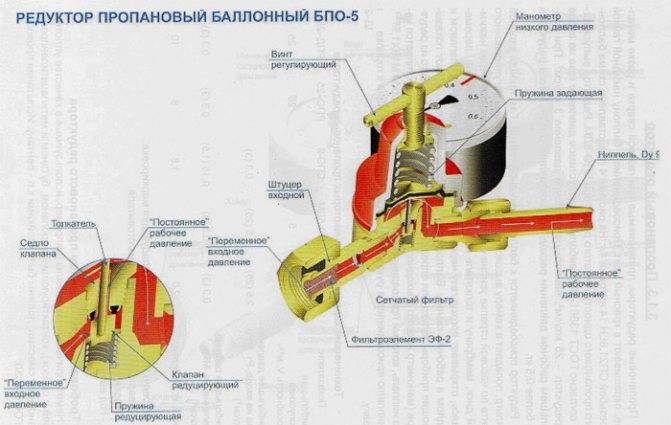
Различают две разновидности пропановых редукторов – одно- и двухкамерные. Последние применяются реже, поскольку более сложны по своему устройству, а их отличительная способность — последовательно снижать давление газа в двух камерах — на практике используется лишь при повышенных требованиях к допустимому уровню перепадов давления. Распространёнными моделями редукторов считаются БПО 5-3, БПО5-4, СПО-6 и др. Вторая цифра в условном обозначении указывает на номинальное давление, МПа, при котором срабатывает предохранительное устройство.

Конструктивно однокамерный пропановый редуктор типа БПО-5 (Баллонный Пропановый Однокамерный) состоит из следующих узлов и деталей:
- Корпуса.
- Толкателя.
- Клапанного седла.
- Редуцирующей пружины.
- Мембраны.
- Понижающего клапана.
- Присоединительного ниппеля.
- Входного штуцера.
- Задающей пружины.
- Сетчатого фильтра.
- Манометра.
- Регулирующего винта.

Основными техническими характеристиками пропановых редукторов являются:
- Максимальная пропускная способность по объёму газа в единицу времени, кг/ч (маркируется цифрой, располагающейся сразу после буквенной аббревиатуры; например, пропановый редуктор типа БПО-5 рассчитан на пропуск не более 5 кг пропана в час);
- Максимальное входное давление газа, МПа. В зависимости от типоразмера устройства оно может быть в пределах от 0,3 до 2,5 МПа;
- Максимальное выходное давление; в большинстве конструкций оно составляет 0,3 МПа, и адаптировано под аналогичный показатель для газопотребляющего агрегата.
Все выпускаемые пропановые редукторы должны полностью соответствовать требованиям ГОСТ 13861.

Подготовка кромок
Разумеется, перед сваркой заготовок, такие кромки готовят особым образом, а именно:
- Во-первых, стачивают первую кромку под U-образный профиль.
- Во-вторых, стачивают вторую кромку под ступенчатый профиль.
Без такой предварительной подготовки сварка толстолистового металла электродом любой толщины практически невозможна. Причем по наружной плоскости (в верхней части, со стороны введения электрода) стыкуемых деталей между кромками должен образоваться зазор в 10-15 миллиметров и более, а по внутренней плоскости (в нижней части) зазор должен быть практически нулевым.






Если вы не ошибетесь с габаритами кромок, то вы можете рассчитывать на двойной прирост производительности труда сварщика (повысится скорость наложения шва) и на 25-процентную экономию присадочного материала (электродов или проволоки).
Сварка толстостенных труб и толстолистовых заготовок
При стыковке толстостенных заготовок используются следующие технологии заваривания зазора между деталями:
- Техника последовательного наложения швов горкой
- Техника последовательно наложения швов каскадом.
- Техника последовательного или параллельного наложения швов блоками.
И далее по тексту мы рассмотрим все три процесса.
Сварка «горкой»
Первая технология – формирование шва «горкой» — основана на следующей схеме сваривания:
- На дно зазора между деталями накладывают первый шов, используя для этих целей 5-миллиметровый электрод. Толщина шва в данном случае должна равняться одной трети от толщины свариваемого металла.
- После сбоя окалины и удаления брызг, от одной стенки зазора к другой, поверх первого шва, накладывается второй. Общая высота стыковочного шва (первого и второго) в данном случае равняется двум третям от толщины металла.
- Руководствуясь аналогичным принципом, сварщик накладывает на очищенную от окалины и брызг «горку» второго шва третий слой расплавленного металла. Толщина шва в данном случае равняется толщине металла.
- Последним, четвертым по счету швом, заваривают пространство между горкой и кромками торцов заготовок.
Сварка «каскадом»
В данном случае схема наложения швов выглядит несколько иначе:
- В самом начале накладывается корневой шов, длина которого будет не более 20 сантиметров.
- Далее накладывается второй шов, длиной 40 сантиметров, наползающий на первый. Причем 20 сантиметров второго шва будут корневыми, а следующие 20 см – наползут на первый шов.
- Следующий – третий шов, имеет длину 60 сантиметров. Из которых 20 сантиметров будут корневыми, еще 20 улягутся на корневую часть второго шва и следующие 20 расположатся поверх первого и второго швов, заполняя 20-сантиметровый участок на всю толщину стыка.
- Четвертый шов имеет аналогичную длину — 60 сантиметров. Он закрывает третий шов и выходит на толщину металла над корневой частью второго шва.
Проще говоря: швы накладываются ступеньками, образуя каскады. И крайние 20 сантиметров третьего и последующего швов выходят на толщину свариваемой заготовки.
Ведь мерные 60-сантиметровые швы лучше всего получаются при непрерывной подаче присадочного металла в зону сварочной ванны.
Сварка «блоками»
Если под руками нет полуавтоматического сварочного аппарата, то каскадную технологию можно преобразовать в блочный вариант наложения швов.
И в данном случае технологический процесс сварки толстостенной заготовки будет выглядеть следующим образом:
- В первую очередь заваривают участок корневого шва.
- Далее над корневым швом наваривают второй, промежуточный шов, длина которого будет чуть меньше габаритов первого шва.
- Поверх второго (промежуточного) шва накладывают третий – выходящий на внешнюю поверхность металла на длине, лишь немного отстающей от габаритов корневого шва.
Далее сварку продолжают четвертым корневым швом, пятым промежуточным швом, наползающим на первый, и шестым, накладываемым встык со вторым. Словом, технология очень похожа на каскад. Только «соседние» швы не наползают, а стыкуются друг с другом.
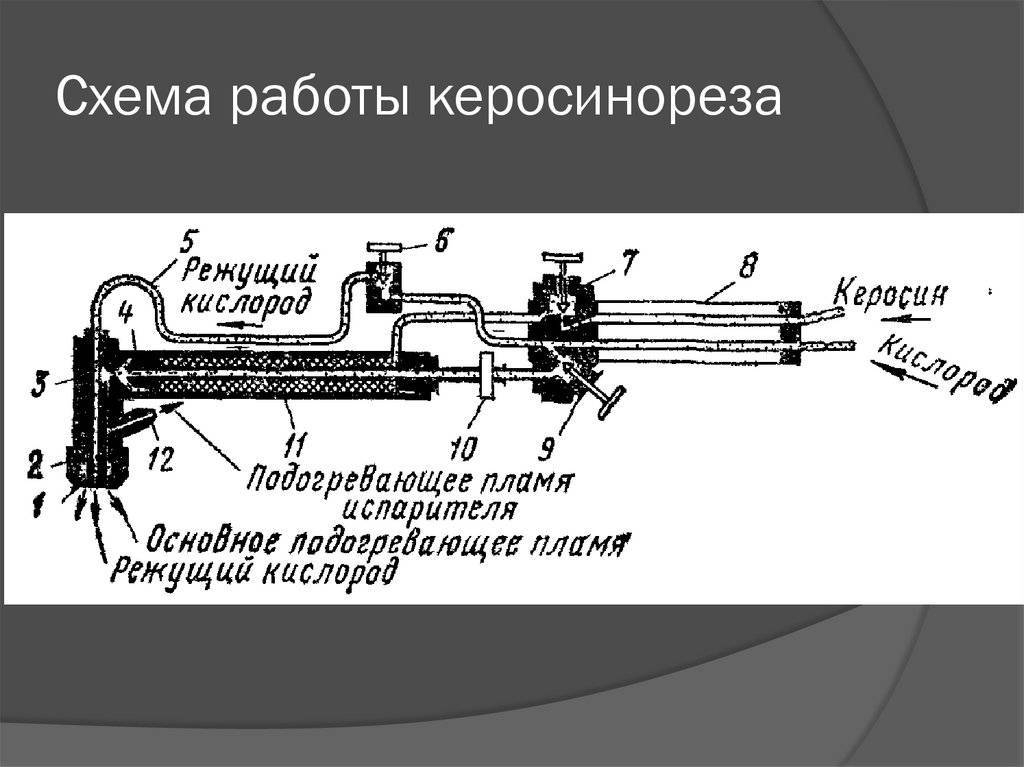
Керосиновый резак, принцип работы и технические характеристики
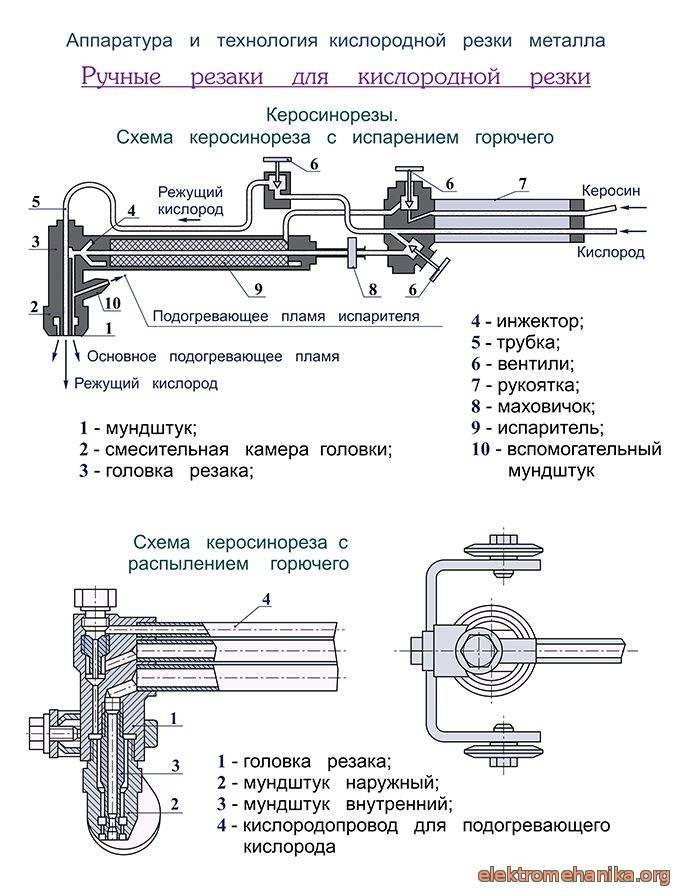
Керосиновый резак предназначен для резки низкоуглеродистых сталей и вместо горючего газа используют жидкое топливо — керосин, бензин, дизельное топливо. Он немного отличается от кислородного резака некоторыми моментами, но принцип работы остается. Керосиновый резак бывает с подогревом и без подогрева, имеет два мундштука (внутренний и наружный). Когда керосин предварительно подогревают и его пары попадают в асбестовую оплетку испарителя, находящийся в смесительной камере, имеется подогревающая насадка. В смесительной камере пары керосина смешиваются с кислородом, после чего поступают в головку резака, в которой одна часть смеси находится в подогревающей насадке, а кислород имеет выход наружу через центральный канал головки резака. Кислород поступает в керосиновый резак по шлангу через штуцер на рукоятке резака, также подается и керосин из специального бачка под давлением. Проходя тройник, пары керосина смешиваются с кислородом в смесительной камере и затем выходят через наружный мундштук.
Керосиновые резаки по металлу применяются двух типов — с распылением и испарением. Резаки с распылением имеют специальное распылительное устройство, через которое жидкое горючее распыляется и после этого поступает в мундштук и там испаряется. Тип резака с испарением имеет камеру испарения с асбестовой набивкой. Когда керосин поступает в эту камеру, дополнительное пламя испаряет жидкий керосин, превращая его в пары керосина.
Керосиновый резак без подогрева, работающий по типу распыления имеют некоторые преимущества:
- вес резака почти на половину легче;
- не имеет асбестовой обмотки, что позволяет обслуживать керосиновый резак;
- нет пламени подогрева, благодаря чему резак не перегревается во время работы;
- может работать при температуре 400С мороза со специальным мундштуком;
- имеет высокое сопротивление к обратным ударам пламени.
Керосиновый резак без подогрева — это новое поколение керосиновых резаков, имеют выход на режим за 20 сек, происходит полное сгорание керосина, что позволяет рационально использовать топливо. Быстрая разборка резака, свободный доступ к деталям и узлам резака, очень удобен в обслуживании, неприхотлив, прост, надежен, экономичен, может выполнять резание толщиной 300мм. Таким резаком является Резак Бобуха «ВОГНИК» 181. Еще один практичный керосиновый резак без подогрева — это РК200 «ВОГНИК»182, который также соответствует тем же требованиям что и «ВОГНИК» 181. Этот резак не требует центровки мундштука, так как струя кислорода всегда отрегулирована, в центре. Хорошо работает на морозе -250С, минимальный выход на режим 15 сек., режет металл от 3 до 200 мм, может пробивать металл толщиной 50 мм. Работает на бензине с давлением 0,5- 1,5 кгс/см2, при давлении кислорода 3 — 8,5 кгс/см2, не сложные запчасти, пригодные ремонту, всегда доступные.
Резак кислородно — керосиновый может резать металл, температура горения которого в кислороде ниже температуры плавления и образующиеся шлаки должны быть жидкотекучими. Резак РК2 — 02 предназначен для ручной разделительной резки низколегированной и углеродистой стали и может резать толщину 200 мм. Сгорание сопла на керосиновом резаке может происходить от давления подаваемого кислорода, необходимо соблюдать установленное нормативами давление, а также может оказывать влияние на материал, из которого сделано сопло, медь и бронза более износостойкие.
Возможные сложности
Проблемы, возникающие при восстановлении деталей:
- Повреждение затрагивает отверстия с резьбой, предназначенные для установки датчиков. После заделки разлома требуется просверлить канал и восстановить нарезку, но механическое воздействие может разрушить швы. В этом случае придется отказаться от установки датчика или приобрести новый блок.
- Трещина проходит через рубашку охлаждения или каналы подачи моторного масла. При проведении сварочных работ происходит полное или частичное перекрытие сечений. Подобный ремонт приводит к ускоренному выходу двигателя из строя (из-за локального перегрева или масляного голодания).
- Полученный сварной шов не является герметичным, поэтому необходимо нанести слой эпоксидной смолы. Перед обработкой – очистить поверхности от нагара и обезжирить (например, растворителями для красок). После полимеризации эпоксидная смола не пропускает жидкости, но не выдерживает вибрационных нагрузок и температуры свыше +120°С. После сварки ферромедным электродом для герметизации используют обработку шва 10%-ным раствором хлористого аммония. Продукты реакции заполняют поры и снижают риск течи жидкости.
Что такое редуктор ГБО
Газовый редуктор для автомобиля выполняет самую важную функцию, это понижение давления в баллоне. Сам по себе природный газ обладает высоким уровнем давления и, к сожалению, мотор автомобиля не может работать, когда газ имеет высокое давление. А редуктор приводит к нормализации давления и может его поддерживать на протяжении всей работы топливной системы. К примеру, когда в баллоне остается незначительное количество газового топлива, то давление будет низким, а редуктор позволяет его выровнять и создать нормальную атмосферу для работы системы.
Немаловажным условием его работы является то, что машина должна быть обязательно прогрета. В зимний период температурный режим охлаждающей жидкости должен составлять около 40 градусов. Газ подается в систему после того, как давление составит 0,4 атмосферы, а само топливо поступает в двигательную систему через выпускной газовый штуцер.
Конструкция и виды
Пропан (СН3)2СН2 – природный газ, обладающий высокой теплотворной способностью: при 25°С теплота его сгорания превышает 120 ккал/кг
Вместе с тем, применять его следует с особыми предосторожностями, поскольку пропан не имеет запаха, но уже при своей концентрации в воздухе всего 2,1% является взрывоопасным
Особо важно то, что будучи легче воздуха (плотность пропана составляет всего 0,5 г/см3), пропан поднимается вверх, и потому, даже при относительно малых концентрациях, являет собой опасность для самочувствия человека
Пропановый редуктор должен выполнять две функции – обеспечивать строго определённый уровень давления при подключении к нему какого-либо устройства, и гарантировать стабильность значений такого давления при дальнейшей эксплуатации. Чаще всего в качестве таких устройств применяются газосварочные аппараты, газовые обогреватели, тепловые пушки и другие виды обогревательной техники. Применяется этот газ и для пропанового баллона автомобиля, работающего на сжиженном топливе.

Различают две разновидности пропановых редукторов – одно- и двухкамерные. Последние применяются реже, поскольку более сложны по своему устройству, а их отличительная способность — последовательно снижать давление газа в двух камерах — на практике используется лишь при повышенных требованиях к допустимому уровню перепадов давления. Распространёнными моделями редукторов считаются БПО 5-3, БПО5-4, СПО-6 и др. Вторая цифра в условном обозначении указывает на номинальное давление, МПа, при котором срабатывает предохранительное устройство.

Конструктивно однокамерный пропановый редуктор типа БПО-5 (Баллонный Пропановый Однокамерный) состоит из следующих узлов и деталей:
- Корпуса.
- Толкателя.
- Клапанного седла.
- Редуцирующей пружины.
- Мембраны.
- Понижающего клапана.
- Присоединительного ниппеля.
- Входного штуцера.
- Задающей пружины.
- Сетчатого фильтра.
- Манометра.
- Регулирующего винта.
Основными техническими характеристиками пропановых редукторов являются:
- Максимальная пропускная способность по объёму газа в единицу времени, кг/ч (маркируется цифрой, располагающейся сразу после буквенной аббревиатуры; например, пропановый редуктор типа БПО-5 рассчитан на пропуск не более 5 кг пропана в час);
- Максимальное входное давление газа, МПа. В зависимости от типоразмера устройства оно может быть в пределах от 0,3 до 2,5 МПа;
- Максимальное выходное давление; в большинстве конструкций оно составляет 0,3 МПа, и адаптировано под аналогичный показатель для газопотребляющего агрегата.
Все выпускаемые пропановые редукторы должны полностью соответствовать требованиям ГОСТ 13861.

Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.









Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
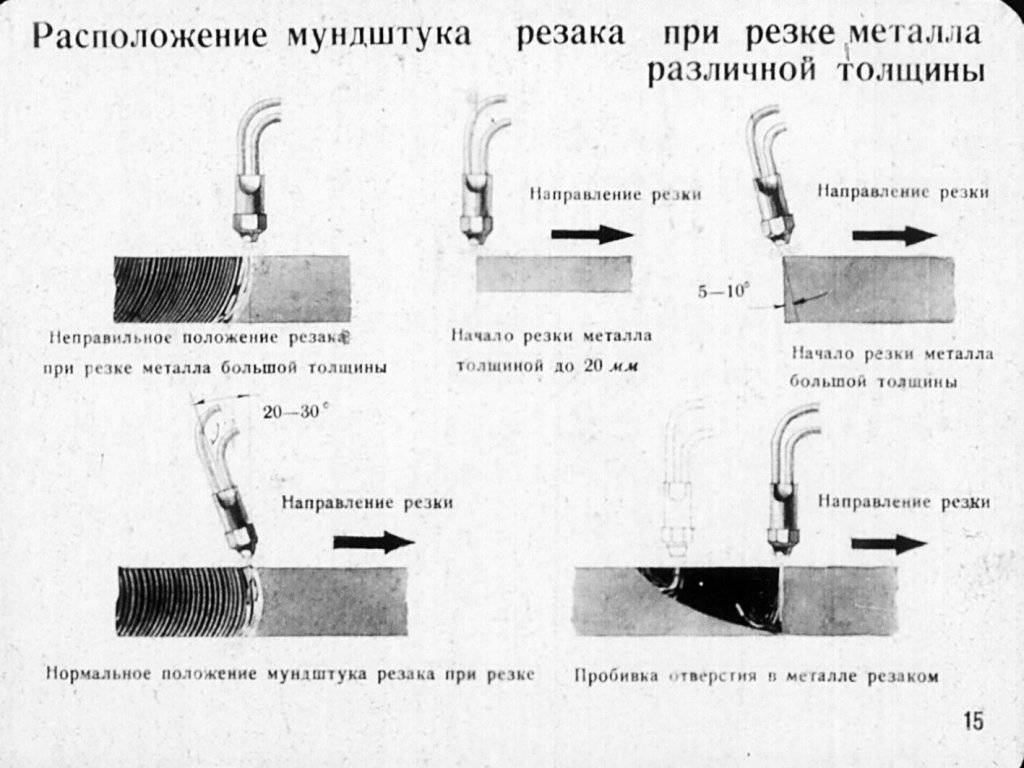
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины.
Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.