Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Читать также: Рэс9 рс4524 200 характеристики

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Скачать принципиальные схемы сварочных инверторов.
| Принципиальные схемы инверторов | Принципиальные схемы инверторов |
| Инвертор BLUEWELD PRESTIGE 210 PRO. | Инвертор AIKEN Weld Ranger 160. |
| Инвертор EUROLUX IWM 190. | Инвертор РЕСАНТА САИ 220 GP, |
| Инвертор ANT_KVANT_220_PRO. | Инвертор KEMPPI_MINARC_EVO_150 . |
| Инвертор NEON НЕОН 201 — ВД. | Инвертор «KRATON MASTER WI 140. |
| Инвертор BestWeld_Globus_210. | Инвертор GIGANT_IS_200. |
| Инвертор Defort DWI-200N. | Инвертор ETALON WMM 250. |
| Инвертор SD-MASTER Technic 200 WELD. | Инвертор «КЕДР» MMA 200 |
| Инвертор ДОН 200-240 . | Инвертор REDVERG RDMMA 220 K. |
| Инвертор BORT BSI — 190S. | Инвертор FOXWELD Master 202 . |
| Инвертор Интерскол ИСА — 200 9 . 4. | Инвертор BRIMA ARC 200. |
| Инвертор Форсаж 200. | Инвертор KALIBR SVI 205 AP, . |
| Инвертор . | Инвертор SDMASTER TECHNIC 250 . |
| Инвертор . | Инвертор . |
| Инвертор . | Инвертор . |
Яндекс деньги
Яндекс деньги Номер кошелька: 410012009037421
Сварочные инверторы гарантируют своё максимальное качество сварки и безусловный комфорт и стабильную работу, для сварщиков. Но эти достоинства достигнуты, целью более непростой конструкции. И ― что бы там ни заявляли производители инверторов ― меньшей фактичностью в сравнении с право предшественниками ― трансформаторов и выпрямителей.
Сварочный аппарат инвертор на 250 А
Сварочный аппарат инверторный интерскол ИСА-250/10,6 с напряжением на входе в 170 – 242 В
Сварочный ток – до 225 А (на практике – 200 А), заявленная мощность – 10,6 кВА. Диаметр электродов – до 5 мм. Допустимое входное напряжение – от 170 до 242 В, если выходит за пределы данного диапазоне – срабатывает защита. Есть форсаж дуги, горячий старт, но не регулируются.
Антиприлипание тоже имеется, но почему-то срабатывает не всегда корректно – для тонких металлов вряд ли поможет не допустить прожиг. Продолжительность включения при максимальном токе – 100%. Одно из явных преимуществ – мощные форсаж дуги и горячий старт, с помощью которых дуга возникает даже при плохо зачищенном металле или при наличии ржавчины.
Из минусов могу выделить лишь короткие кабели, а ещё неудобный комплектный держатель под электроды – если его заменить на обычный, то никаких проблем с быстрой заменой электродов не будет. Ремня для переноски нет – вместо него ручка, что лично я считают преимуществом. Средняя стоимость – 8,3 тысячи рублей.
Плюсы:
- мощные форсаж дуги и горячий старт;
- хорошая защита от перегрева или нестабильного напряжение;
- прочная ручка для переноски.
Минусы:
- короткие кабели;
- антиприлипание не всегда срабатывает вовремя;
- сварочный ток не соответствует заявленному, хотя это может указывать на высокую чувствительность к падению входного напряжения.
Сварочный инвертор Торус 250 Экстра с поддержкой аргонодуговой сварки
Сварочный ток – от 40 до 250 А, заявленная мощность – 8,6 кВт. Диаметр электродов – от 2 до 6 мм. Допустимое входное напряжение – от 160 до 242 В. Поддерживает ручную дуговую и аргонодуговую сварку. Есть горячий старт. Продолжительность включения при максимальном токе – 80%, но греется не ощутимо.
Сварочный инвертор позиционируется как профессиональный, как эксперт – подтверждаю. Аппарат по всем параметрам качественный, по отзывам – очень надежный и активно используется строительными командами. Кстати, гарантийный срок – 3 года, тогда как другие производители в большинстве случаев дают всего 12 месяцев.
Стоит ещё отметить точную регулировку силы сварочного тока (параметр выводится на дисплей). При аргонодуговой сварке шов получается красивым даже при отсутствии огромного опыта. Единственный минус – это цена в 17,8 тысяч рублей.
Плюсы:
- высокая надежность и длительный гарантийный срок;
- поддерживает аргонодуговую сварку;
- не греется при работе на максимальном сварочном токе.
Минусы:
- высокая стоимость;
- нет форсажа дуги и антиприлипания;
- не подходит для тонких металлов и электродов меньше 2 мм.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.

Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.


В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?

Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Устройство, особенности и принцип работы инверторных сварочных аппаратов
Сварочные инверторы – это современные высокотехнологичные приборы, которые по качеству сварки в разы превосходят трансформаторные аппараты. Они также имеют целый комплекс защит и контроля горения дуги, которые управляются специальным транзисторным блоком IGBT, который часто является самой дорогой частью прибора. С таким сварочным аппаратом довольно качественный шов может выполнить даже человек, который в первый раз в жизни взялся варить.
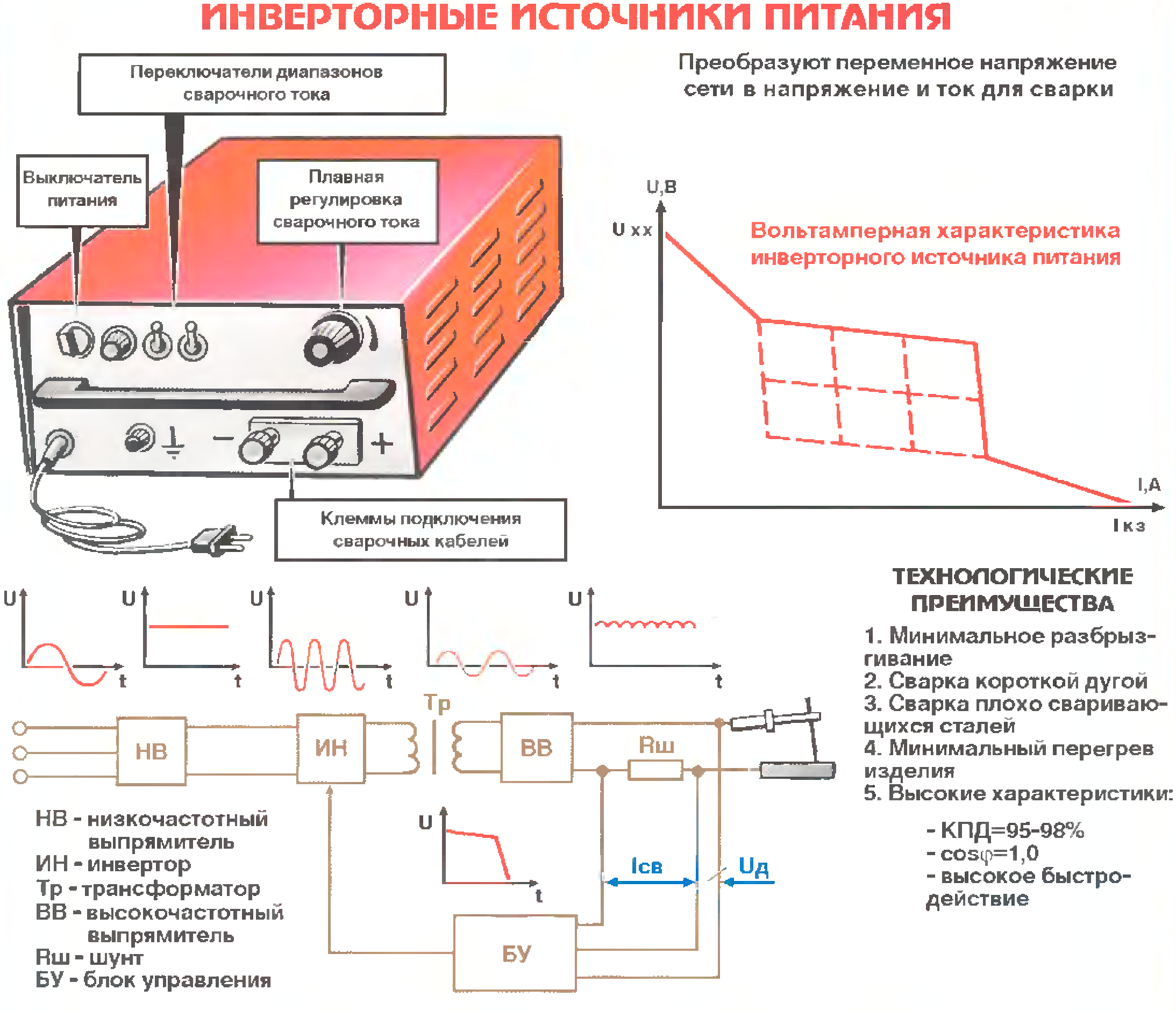
В отличие от устаревших аппаратов, в которых регулирование параметров тока и напряжения сварки происходит по средствам трансформатора с подвижными механическими частями, реактивной катушки-дросселя или фазного блока управления тиристорами, бытовой сварочный аппарат инверторного типа действует на вольт-амперные характеристики через преобразователь частоты. Этим достигается ряд преимуществ.
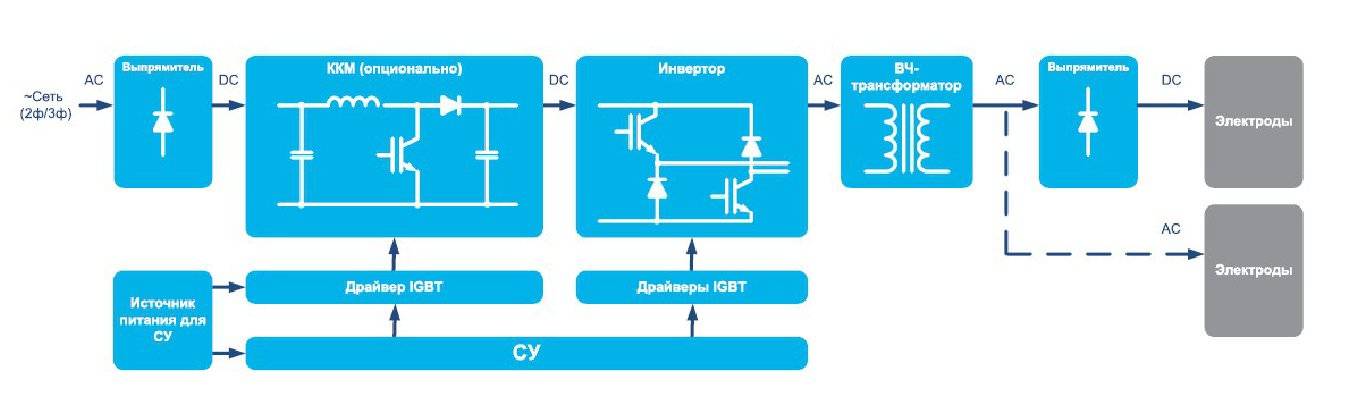
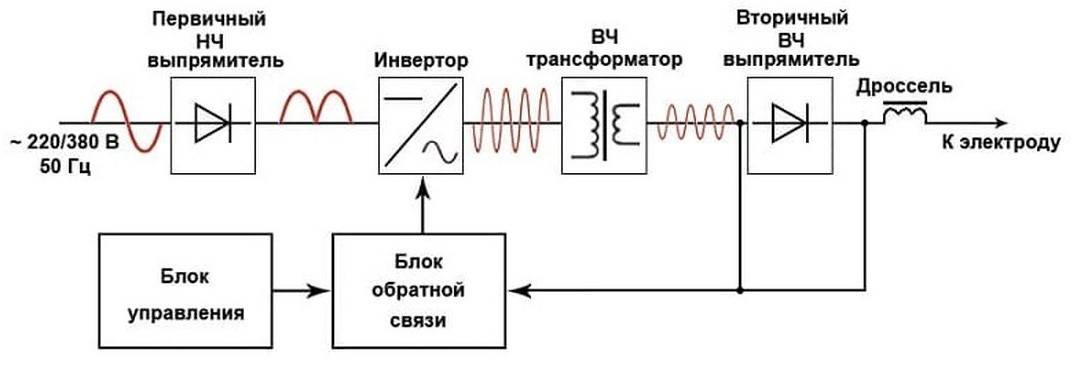
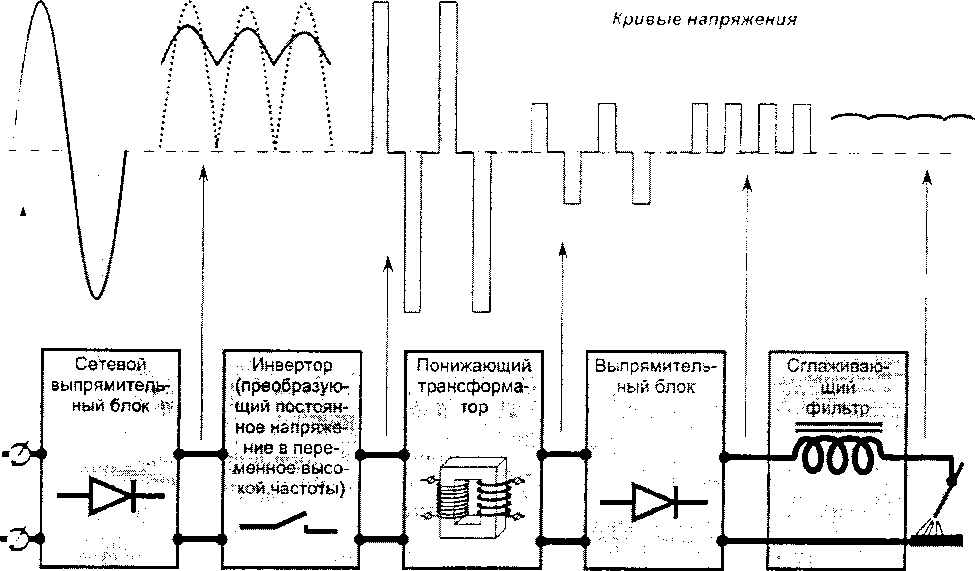
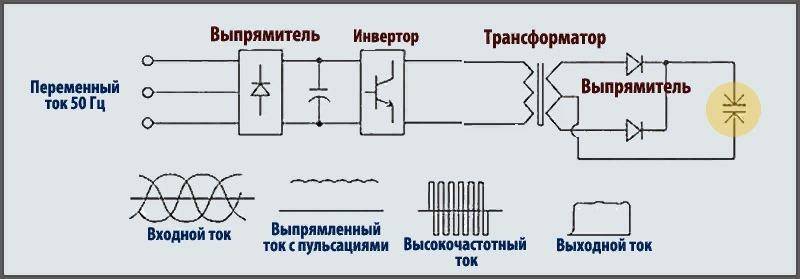
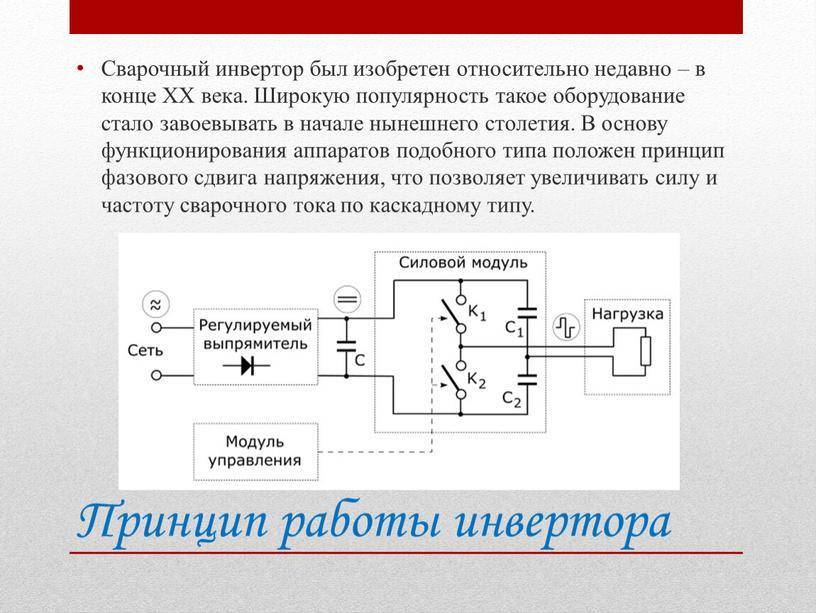
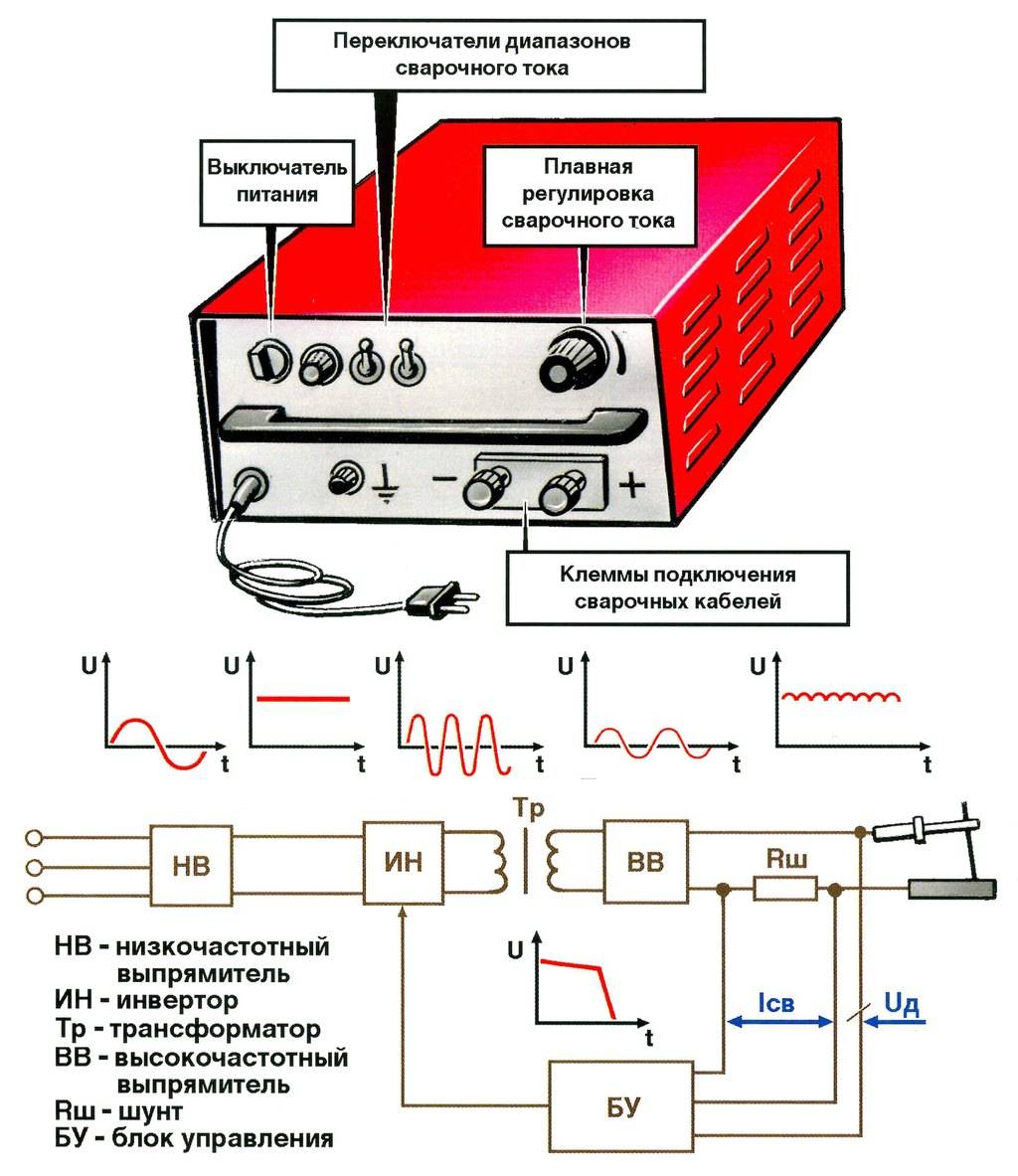
На блок-схеме показано условное подключение элементов: выпрямитель напряжения (А); фильтр постоянного тока (Б); инвертор – преобразователь частоты (В); блок управления (Г); трансформатор (Д); выпрямитель высокочастотного тока (Е). Блок управления современного образца основан на IGBT транзисторах, время работы которых в разы превосходит прошлое поколение. Принцип действия аппарата далее.
Входное переменное напряжение 220 В, бытовой частоты 50 Гц поступает сначала в выпрямитель (А), затем – в фильтр (Б), приобретая характеристики ровного постоянного напряжения. Далее инвертор/преобразователь частоты (В) превращает его обратно в переменное напряжение, но с частотой в десятки килогерц (кГц), после чего трансформатор (Д) производит понижение напряжения до холостого хода (20-90 В) с повышением сварочного тока (140-220 А). После следует выравнивание тока в высокочастотном выпрямителе (Е) и он подается на электрод/свариваемое изделие.
Вся «фишка» находится в том самом преобразователе частоты. Ведь для преобразования высокочастотного тока в холостого хода ток сварки, не нужно громоздкого трансформатора: в некоторых случаях, он может весить до килограмма.
Преимуществ инверторных сварочных аппаратов целый ряд: небольшой вес (до 10 кг) и размер; исключен нагрев обмоток и перемагничивание сердечника трансформатора; высокий КПД (85-95%); продолжительность включения 80%; потребляемая мощность при сварке одинаковыми электродами у инверторных аппаратов в 1,5-2 раза ниже, чем у трансформаторных источников. Прибор имеет плавную регулировку и большой диапазон значений тока сварки и напряжения холостого хода, что позволяет использовать тончайшие электроды (1,6 мм).
Для новичков имеется ряд функций: Hot start (автоматическое увеличение тока сварки в начале сварки для облегчения загорания дуги); Anti stick (предотвращение залипания электрода на поверхности по средствам понижения тока); Arc force (автоматически увеличение тока сварки на мизерный промежуток времени при отделении большой капли металла от электрода для предотвращения различных сложностей, последствий).
Недостатки также имеются, и весьма существенные, среди них: стоимость ремонта, требования к хранению и условиям окружающей среды при работе. Если накроется блок управления, а особенно если он на основе транзисторов IGBT, то за ремонт придется отдать даже половину стоимости нового аппарата. Электронная начинка подвержена влиянию различных факторов, поэтому прибор чувствителен к условиям хранения и работы. К примеру, пыль в помещении проникает в устройство и оседает на радиаторах охлаждения тиристоров, из-за чего может происходить перегрев.
Виды сварочного оборудования
Сварочное оборудование, в зависимости от принципа действия, стоимости и особенностей конструкции, может быть следующих видов:
- сварочные генераторы бензинового типа;
- сварочные генераторы дизельного типа;
- полуавтоматические сварочные аппараты;
- сварочное оборудование инверторного типа;
- сварочные аппараты переменного тока;
- аргонодуговая сварка;
- плазменно-воздушные резаки;
- аппараты точечной и контактной сварки;
- комплектные автоматы для дуговой сварки.
Подробнее ознакомиться с тем, какие виды сварочного оборудования имеются на рынке и какими характеристиками и особенностями принципа действия они обладают, можно на соответствующих площадках.
Рекомендуемые при пониженном электропитании
Обычные модели сварочных инверторов уверенно работают в диапазоне напряжений от 190 до 240 вольт. Для рынков развивающихся стран и специальных условий эксплуатации ведущие производители оборудования предлагают специально доработанные инверторы, способные работать при пониженном входном напряжении
Какой инвертор лучше? При выборе устройства необходимо обратить внимание на следующие параметры и особенности:
- достаточный для местности использования диапазон входного напряжения;
- широкие возможности настройки рабочего тока;
- стабильность напряжения холостого хода;
- опции «горячий старт» и «антизалипание»;
- диапазон рабочих температур, подходящий к климатическому поясу;
- возможность длительной непрерывной эксплуатации.
Перечисленным условиям отвечают ряд моделей.
Fubag IR 200
 Первый агрегат представлен хорошо известно германской компанией с заводами в Китае. Новинка устойчиво работает с электродами диаметром 1,6-5 мм при понижении напряжения до 150 вольт. Диапазон рабочих токов: 5-200 ампер. Устройство снабжено опцией горячего старта и стабилизации дуги. Работоспособность сохраняет от -10 до +40оС.
Первый агрегат представлен хорошо известно германской компанией с заводами в Китае. Новинка устойчиво работает с электродами диаметром 1,6-5 мм при понижении напряжения до 150 вольт. Диапазон рабочих токов: 5-200 ампер. Устройство снабжено опцией горячего старта и стабилизации дуги. Работоспособность сохраняет от -10 до +40оС.
Сварог ARC -160
 Самая простая и надежная модель малой мощности известной марки компактен и обеспечивает стабильную дугу при колебаниях на входе от 160 до 245 вольт. Диапазон регулировки выходного тока – 20-160. Устройство снабжено горячим стартом и способно работать как с обычными плавкими электродами, таки с неплавкими вольфрамовыми. К недостаткам следует отнести малую продолжительность непрерывной работы: 40% от общего времени.
Самая простая и надежная модель малой мощности известной марки компактен и обеспечивает стабильную дугу при колебаниях на входе от 160 до 245 вольт. Диапазон регулировки выходного тока – 20-160. Устройство снабжено горячим стартом и способно работать как с обычными плавкими электродами, таки с неплавкими вольфрамовыми. К недостаткам следует отнести малую продолжительность непрерывной работы: 40% от общего времени.



Интерскол ИСА 160
 Третья модель также обладает небольшой мощностью, ток изменяется от 20 до 160 ампер. При тестировании показал устойчивую работу при минимальном питающем напряжение-155 вольт. Устройство имеет горячий старт, антизалипание и форсированный режим дуги, а также стабильное напряжение холостого хода. Может работать без перерыва благодаря эффективной системе охлаждения.
Третья модель также обладает небольшой мощностью, ток изменяется от 20 до 160 ампер. При тестировании показал устойчивую работу при минимальном питающем напряжение-155 вольт. Устройство имеет горячий старт, антизалипание и форсированный режим дуги, а также стабильное напряжение холостого хода. Может работать без перерыва благодаря эффективной системе охлаждения.
Aurora PRO Inter 200
 Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм2 и более. Может работать непрерывно до 60% от общего времени.Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм2 и более. Может работать непрерывно до 60% от общего времени.Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Но 1,6 и 2 миллиметровые будут варить стабильно, без залипаний и досадных прожогов тонких заготовок и мелких частей. При продолжительной работе износ деталей и узлов блока питания устройства будет повышенным.
Важно также учитывать репутацию фирмы-изготовителя. Малоизвестные компании, недавно появившиеся на рынке, часто выставляют свою продукцию за малую по сравнению с известными марками цену. При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт
Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится
При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт. Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.

Вольфрамовые электроды для аргонодуговой сварки

Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
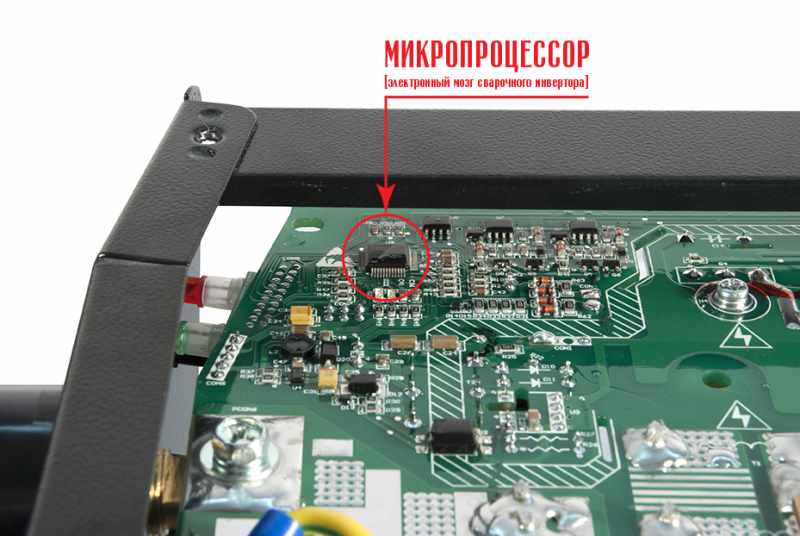
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
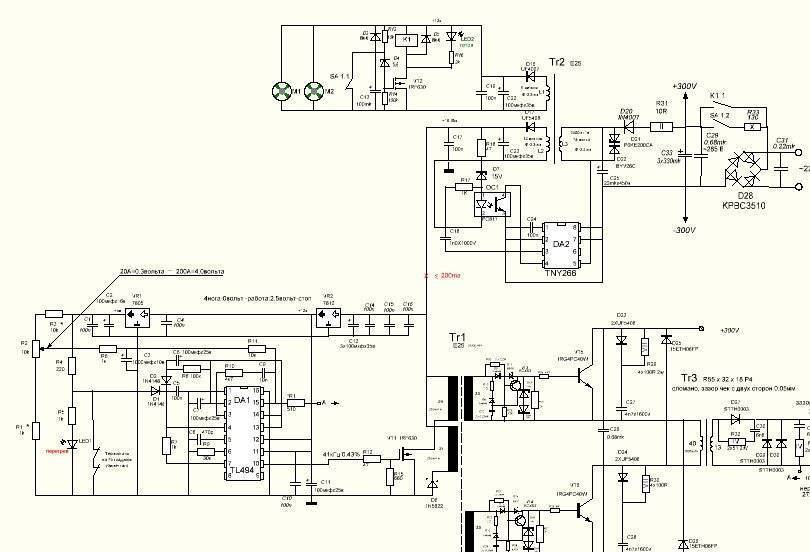
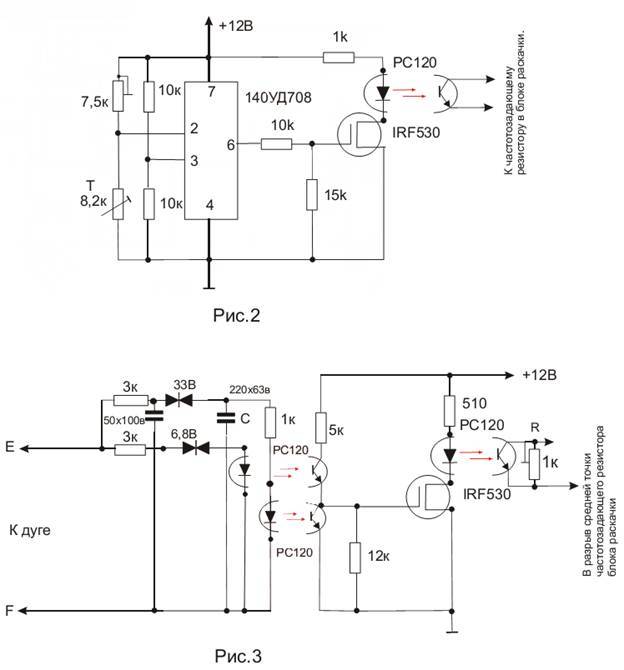
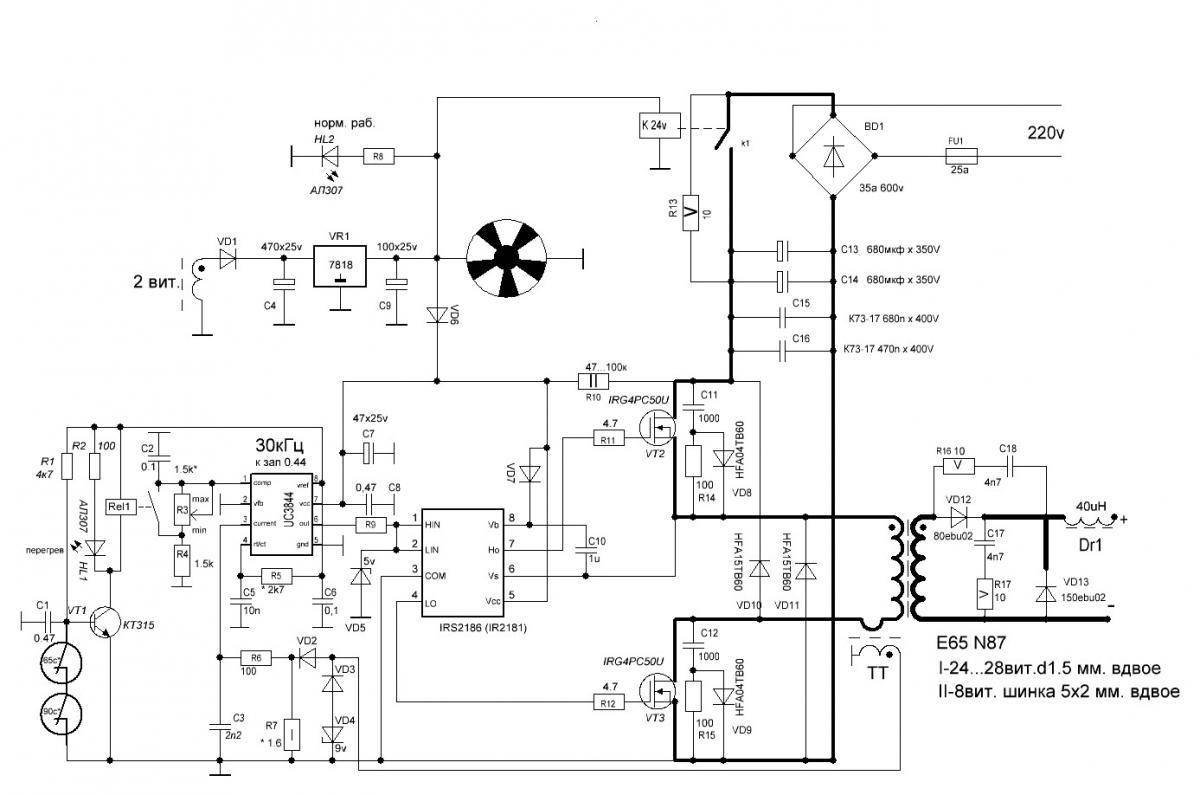
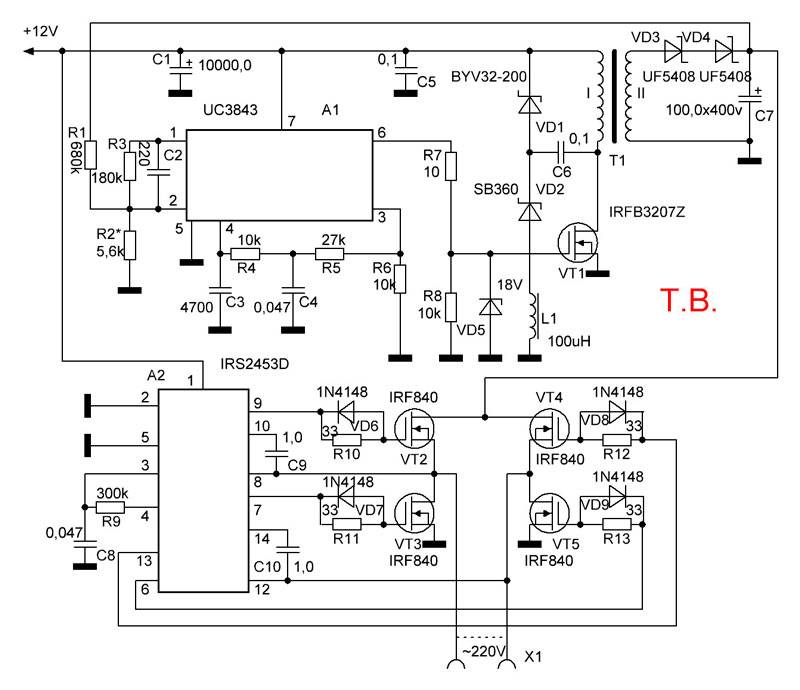
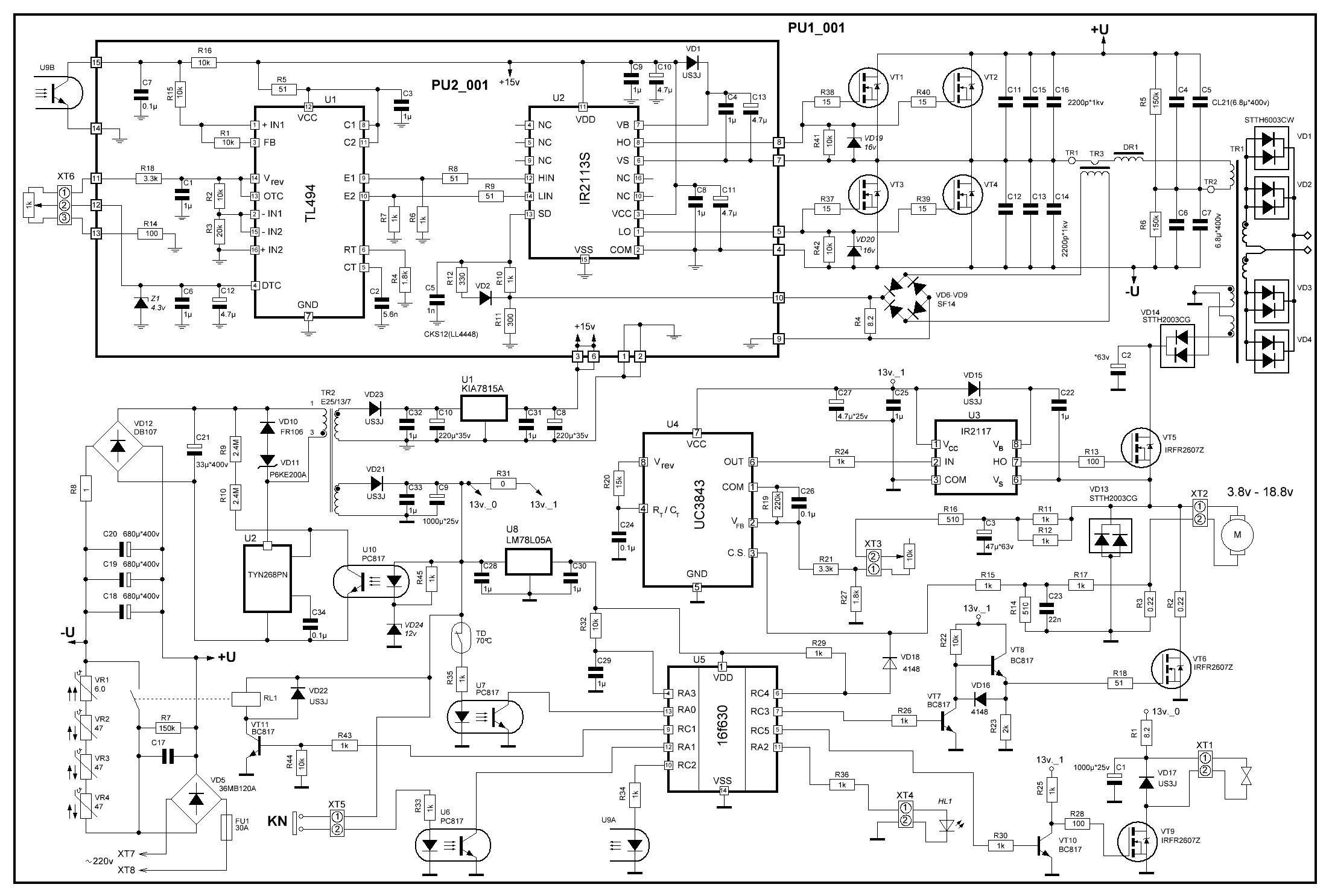
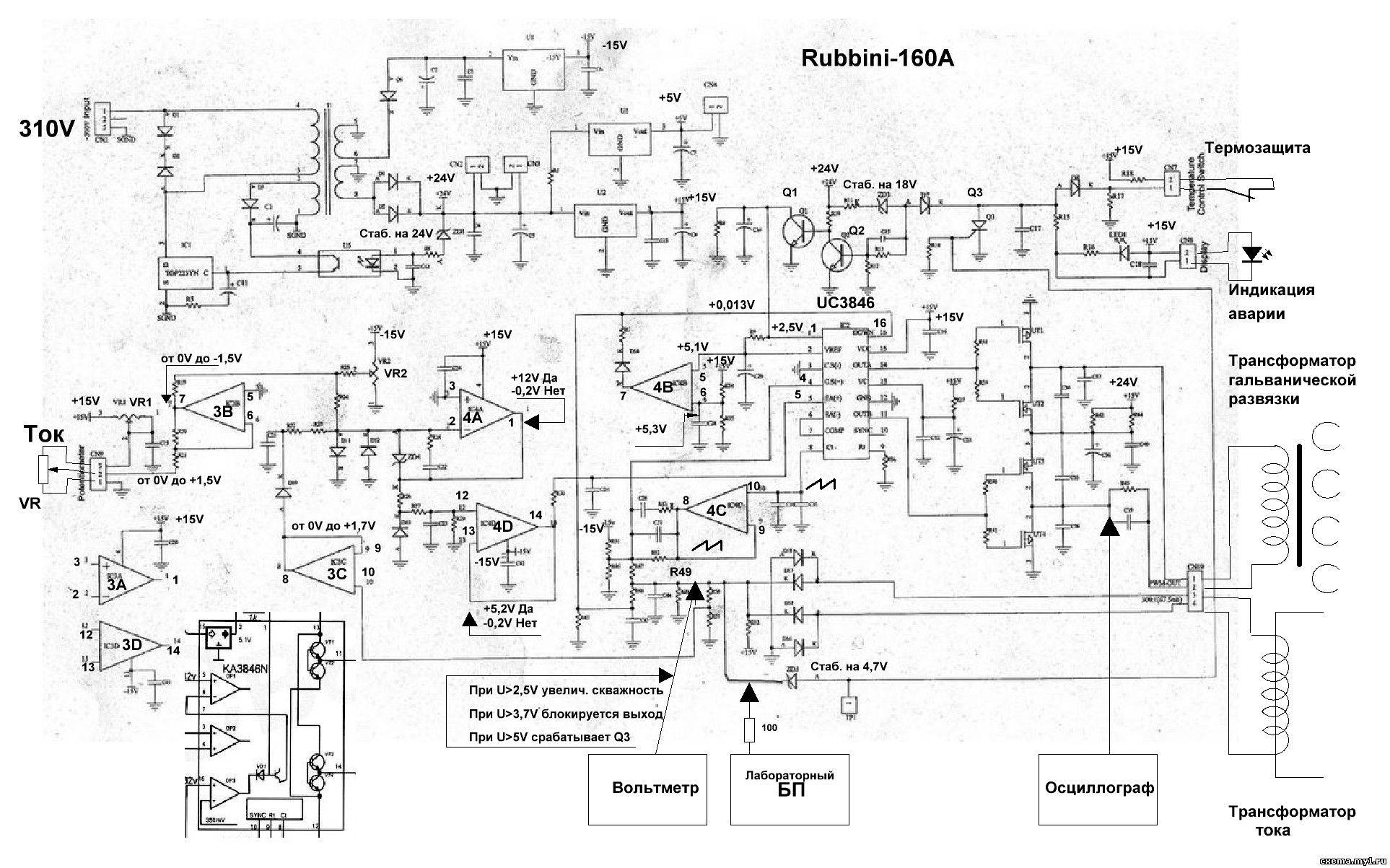
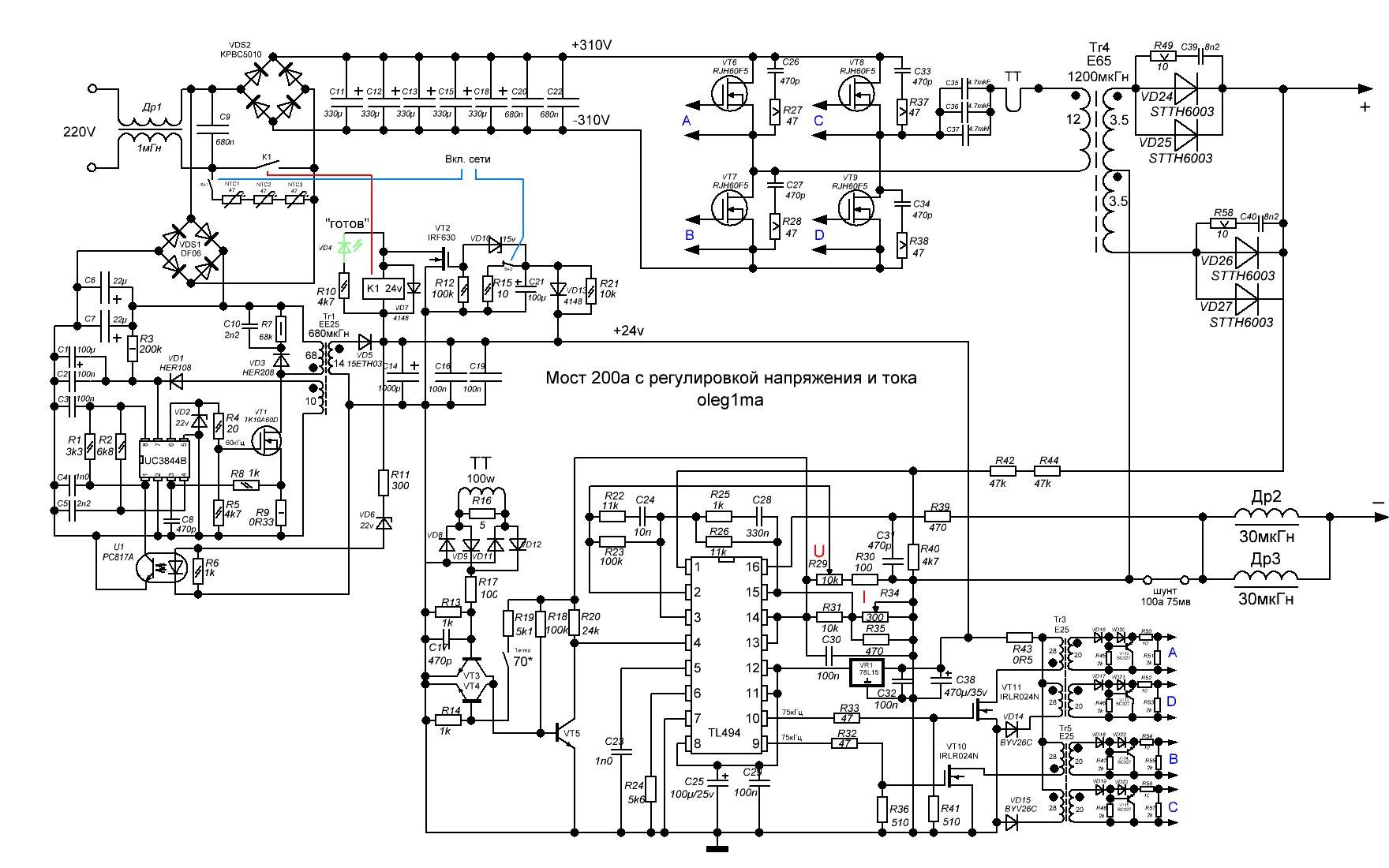
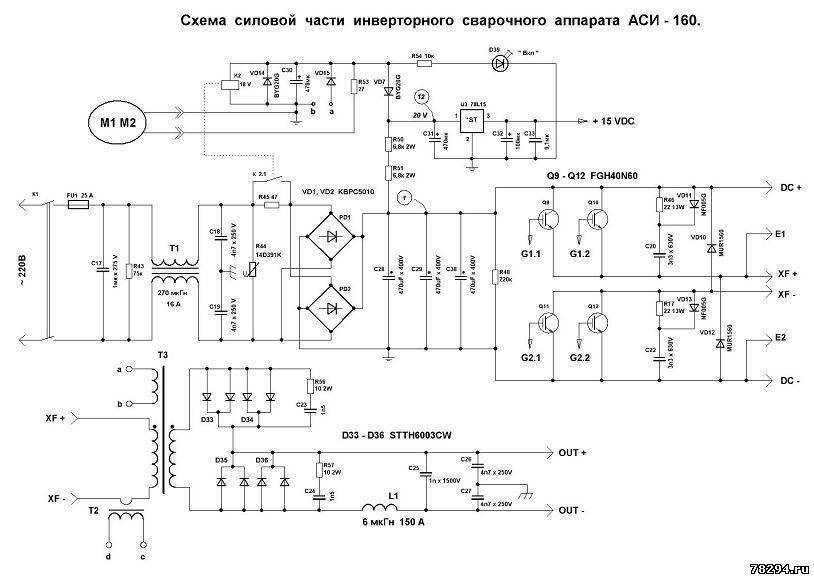
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.

Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме»
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Aurora INTER TIG 200 AC/DC Pulse
Фото:https://beru.ru
Открывает наш рейтинг инверторов мма 2021 года Aurora INTER TIG 200 AC/DC Pulse. Это весьма функциональный прибор, гордо несущий на себе отметку о сертификации НАКС. Поддерживается работа штучными электродами и сварка в среде защитного газа, максимальный ток, отдаваемый инверторным преобразователем, в обоих режимах составляет 200 ампер. В режиме Pulse сварщик может настраивать и частоту, и баланс, и нижний уровень тока пульсаций, в режиме TIG, как вы уже поняли, доступна сварка и на переменном, и на постоянном токе. При этом можно подстраивать и стартовый ток отдельно от рабочего, регулировать баланс в режиме TIG AC, переключаться между двухтактным и четырехтактным режимами, причем в последнем также доступна настройка заварки кратера. Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
Сварочный аппарат INTER TIG 200 AC/DC Pulse (TIG, MMA)
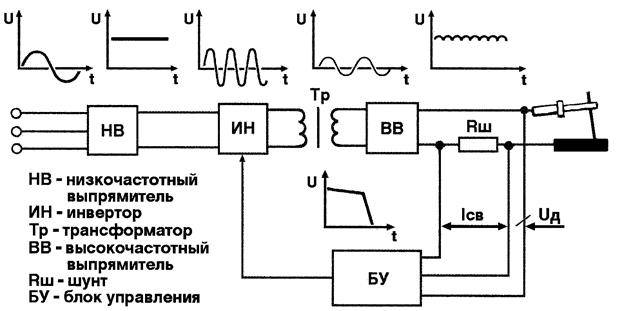
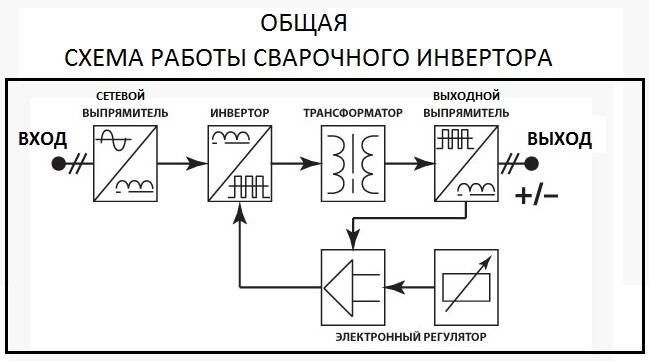
Схематичный принцип работы сварочного инвертора
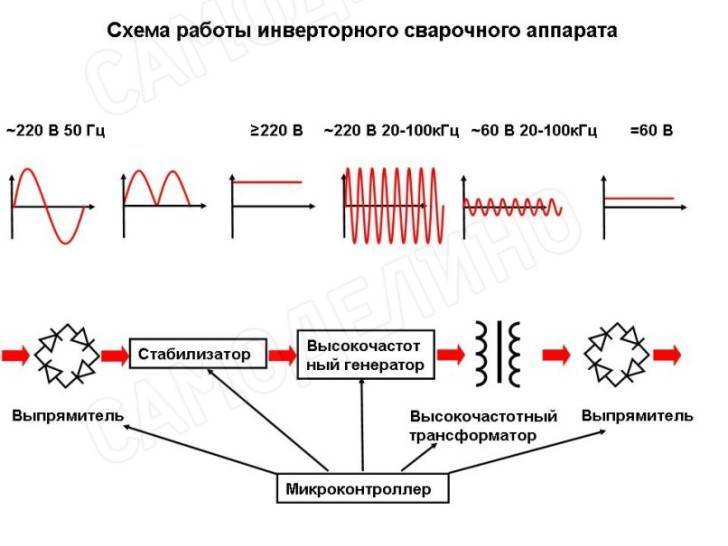
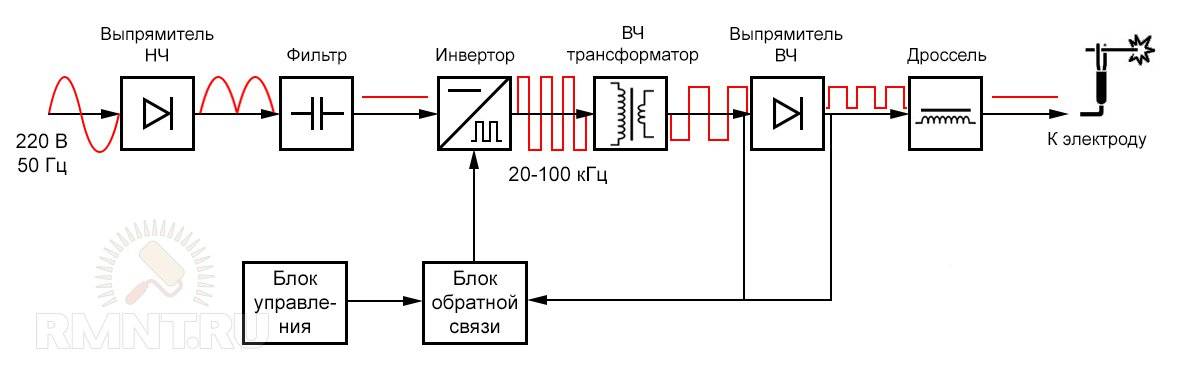
Логика здесь следующая:
- — Переменный ток, имеющий частоту 50 Гц от обычной бытовой сети подаётся на выпрямитель;
- — Далее постоянный (уже выпрямленный) ток сглаживается специальным фильтром — так называемым дросселем с конденсатором;
- — Затем, отфильтрованный ток преобразуется инвертором обратно в переменный, но с другой частотой;
- — Силовой трансформатор снижает это напряжение до 70-90 вольт, увеличивая при этом силу тока до 100 -220 ампер;
- — Высокочастотный выпрямитель снова преобразует переменный ток в постоянный и опять через фильтр направляет уже на дугу;
- — Все описанные выше процессы перехода тока из одного состояния в другое, контролирует электронный блок управления.
Схема сварочного инвертора
Видите как всё «до безобразия просто». Да да, скажет кто-то, куда же ещё проще?..