Техническая документация
Агрегатный станок, паспорт которого включатся в его техническую документацию, поставляется поставщику совместно с чертежами. Техническая документация тоже поставляется совместно со станком. Поставщику поставляется агрегатный станок, чертеж которого включает не только общие схемы, но и подробный чертеж каждого унифицированного узла.
Паспорт станка кроме чертежей содержит также электрические и кинематические схемы. Паспорт составляется по унифицированным утвержденным формам. Недостатком агрегатных станков является то, что они могут использоваться только в крупносерийном и массовом производстве.
Назначение алмазно-расточного станка 2733П
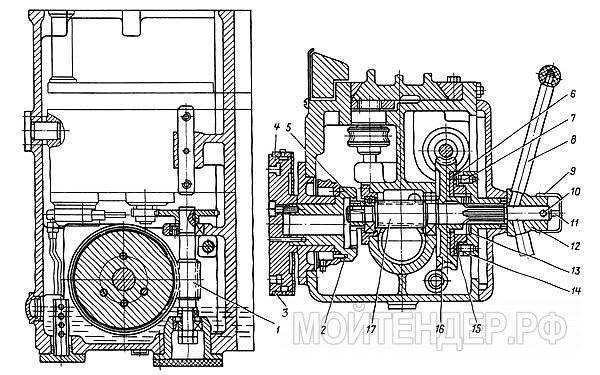
Вертикальный отделочно-расточной станок 2733П выпускается российским станкостроительным предприятием и предназначен для тонкой расточки блоков цилиндров и гильз судовых, автотракторных и мотоциклетных двигателей, а также для сверления, подрезки торцов и расточки отверстий в отдельных деталях. Расточные станки снабжены комплектом шпинделей, которые устанавливаются на шпиндельную бабку в зависимости от диаметра растачиваемого отверстия. При использовании универсального шпинделя на станке 2733П возможно проведение тонких фрезерных работ. В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы (поэтому эти станки еще называют алмазно-расточными).
Читать также: Механизированная штукатурка наружных стен
Класс точности станков 2733П – повышенный (П).
Алмазно-расточной станок модели 2733П находит примение в крупносерийном и массовом производстве в автомобильной, тракторной и авиационной промышленности, а также на авторемонтных предприятиях и автобазах.
Технические характеристики вертикального отделочно-расточного станка 2733П
| Параметр | Значение |
| Класс точности по ГОСТ 8-82 | П |
| Диаметр растачиваемого отверстия, мм | |
| Расстояние от оси шпинделя до салазок шпиндельной бабки, не менее, мм | |
| Наибольший ход шпиндельной бабки, не менее, мм | |
| Расстояние от конца шпинделя в нижнем положении до рабочей поверхности стола, не менее, мм | |
| Размеры рабочей поверхности стола, мм | |
| Наибольшее перемещение стола, мм: – продольное – поперечное | |
| Количество ступеней частот вращения шпинделя | |
| Пределы частоты вращения шпинделя, об/мин | |
| Число ступеней рабочих подач шпиндельной бабки | |
| Пределы подач шпиндельной бабки, мм/об | |
| Скорость рабочего перемещения стола в продольном направлении, мм/мин | |
| Скорость быстрого перемещения стола в продольном направлении, м/мин | |
| Скорость быстрого перемещения шпиндельной бабки, м/мин | |
| Диаметры отверстий в зависимости от обработки, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | |
| Наибольшая глубина растачивания в зависимости от диаметра растачиваемого отверстия, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | 185 210. 300 350. 410 500 |
| Наибольший диаметр сверления в сплошном материале, мм | |
| Количество электродвигателей в станке, шт. | |
| Суммаршая мощность всех электродвигателей, кВт | |
| Габариты станка 2733П, не более, мм | |
| Масса станка с электрооборудованием и шпинделем, кг |
Читать также: Какое дерево дает каучук
| Обозначение | Наименование |
| 2Е78П.71А.000 | Шпиндель Ø 48 с резцом / Ø раст. 50-82мм; h раст.=185мм |
| 2Е78П.71И.000 | Шпиндель Ø 60 с резцом / Ø раст. 64-90мм; h раст.=185мм |
| 2Е78П.72А.000 | Шпиндель Ø 78 с резцом / Ø раст. 82-125мм; h раст.=250мм |
| 2Е78П.73А.000 | Шпиндель Ø 120 с резцом / Ø раст. 125-200мм; h раст.=365мм |
| 2733П.70Г.000 | Шпиндель Ǿ 190 с резцом / Ø раст. 200-320мм; h раст.=500мм |
| 2Е78П.75.000 | Шпиндель специальный (укороченный, применяется при расточке V-образных двигателей) |
| 2Е78П.74.000 | Шпиндель универсальный (Ø раст. 27-65мм) в комплекте с ключом 2Е78П.74.010,переходнойвтулкой 2Е78П.78.010 |
| 2А78.76.003А | * Борштанга 27-42 в комплекте со спец.ключом |
| 2А78.76.004А | * Борштанга 42-65 в комплекте со спец.ключом |
| 2733П.78.030А | * Устройство для торцевания (фрезерования) плоскостей |
| 2Е78П.78.010 | Переходная втулка к универсальному шпинделю |
| 2Е78П.95.010 | Приспособление для расточки гильз |
| 2Е78П.97.010 | Приспособление для расточки V-образных двигателей (при расточке используется шпиндель 2Е78П.75.000) |
| 2Е78П.93.000 | Наездник для установки резца на размер расточки |
| 2733П.90.000 | Наездник для установки резца на размер расточки шп. Ǿ190) |
| 2733П.94.000 | Накладка для расточки V-образных двигателей |
| 2Е78П.78.020/030 | Резец подрезной по чугуну |
| 2А78.71.202В-02 | Резец эльборовый |
| 2А78.71.202В | Резец эльборовый |
| 2А78.76.232Б | Прихваты (в 1 комплект входят 4 прихвата) |
| 2Е78П.91.000 | Приспособление для центрирования |
| 2733П.95.000 | Приспособление для центрирования |
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
5 Дополнительная информация о расточном оборудовании
В наши дни нередко встречается расточной станок с ЧПУ, который отличается от обычных установок рядом достоинств. Среди них можно выделить несколько самых важных преимуществ:
- универсальность и простота технологической оснастки;
- повышенная производительность (до 2,5 раз более высокая по сравнению со стандартным расточным агрегатом любой конструкции);
- уменьшенная длительность производственного цикла;
- малое время на подготовку оборудования к переориентированию на выпуск новых изделий.
В целом, расточной станок с ЧПУ выполняет те же операции, что и обычный, но при этом его применение в любом случае является экономически более целесообразным. Обработка металлических деталей на таких установках, кроме того, характеризуется большей точностью и отсутствием брака, обусловленного ошибками оператора агрегата.
Расточной станок с ЧПУ с двумя либо одной стойкой по уровню точности может быть причислен к классу С либо А. А по степени автоматизации описываемые установки делят на оборудование со сменой изделий и инструментов в автоматическом режиме, с предварительным набором координат и цифровой индикацией, а также на простые станки с программным управлением. Заметим, что на всех них, как правило, допускается осуществлять не только расточные, но и фрезерные работы.
Далее приводится список популярных станков расточной группы с числовым программным управлением:
- ДД450АФ10 и 2А450АФ10: характеризуются наличием режима электронного маховика и наличием измерительно-отсчетного электронного комплекса;
- 2Е450АФ30: в этих агрегатах имеется цифровая индикация и возможность постановки задачи в режиме диалога с оборудованием;
- 2Л450АФ4: особенности – графический монитор и контурная обработка по трем осям.
Отдельно скажем и о мобильных расточных станках, которые имеют малые размеры. Их обычно используют для хонингования и расточки мест посадки под седла разнообразных клапанов (регулирующих и стопорных) и выполнения иных расточных мероприятий не в заводских условиях. Благодаря мобильному расточному станку, многие работы по обработке изделий можно выполнять практически на любом объекте.
Обзор и сравнение характеристик моделей
| Модель | TK611В/1 | TK611С/1 | TK611C/4 |
| Диаметр шпинделя, мм | 110/130 | ||
| Размер рабочей поверхности стола, мм | 1320х1010 | ||
| Продольное поперечное перемещение стола, мм | 850 x 1300 | 1200 x 1300 | 1800 x 1300 |
| Вертикальное перемещение шпиндельной бабки, мм | 900 | 900 | 1200 |
| Продольное перемещение выдвижного шпинделя, мм | 550 | ||
| Макс. диаметр растачивания, мм | 240 | ||
| Макс. диаметр сверления, мм | 50 | ||
| Макс. перемещение радиального суппорта, мм | 160 | ||
| Диапазон рабочих подач шпинделя, мм/мин | 0.5-1000 | ||
| Пределы частоты вращения шпинделя, об/мин | 12-1100 | ||
| Пределы частоты вращения планшайбы, об/мин | 4-130 | ||
| Габаритные размеры, мм | 4970*2100*3010 | 4970*2330*3010 | 4970*2717*3120 |
| Масса, кг | 10700 | 12000 | 14500 |
 TK611В/1, TK611С/1, TK611C/4
TK611В/1, TK611С/1, TK611C/4
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.









2А622Ф4 Горизонтально-расточной станок с ЧПУ. Назначение, область применения
Горизонтальный расточной станок с ЧПУ 2А622Ф4 предназначен для выполнения разнообразных расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками.
Шероховатость обработанной поверхности отверстия при чистовом растачивании резцом ВК8, установленным в выдвижном шпинделе, в чугуне СЧ15, ГОСТ 1412—79; Ra=1,6 мкм.
Горизонтально-расточной станок 2А622Ф4 выполнен в компоновке с неподвижной стойкой, несущей вертикально-подвижную шпиндельную бабку с выдвижным шпинделем и встроенным поворотным столом, имеющим продольное и поперечное (относительно оси шпинделя) перемещение. Раздельные приводы подач позволяют осуществлять одновременную обработку по трем координатам и выбрать наиболее оптимальный режим резания, а также изменять величину подачи узлов в процессе резания.
Подвижные узлы перемещаются с помощью шарико-винтовых передач качения с предварительным натягом.
Смазка направляющих подвижных узлов и главного привода автоматизирована.
Встроить станок 2А622Ф4 в автоматическую линию нельзя. Степень автоматизации — Ф4 (управление в контурном режиме).
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ). Программируемые перемещения по четырем осям — X, Y, Z ,W. Ось В работает в режиме позиционирования.
Отсутствуют загрузочное устройство и устройство для транспортирования стружки.
Система СОЖ состоит из насосной станций емкостью 200 л, устройства полива инструмента и детали и системы сбора СОЖ.
Станок 2А622Ф4 имеет удобную вспомогательную систему ручного управления с пульта.
Зона обработки освещается светильником с люминисцентными лампами, встроенным в шпиндельную бабку.
Вредные выделения отсутствуют.
По сравнению с предыдущими исполнениями станка модели 2А622Ф4 исполнение 04 имеет следующие преимущества:
- применена новейшая отечественная система ЧПУ класса CNC 2C42—65 с выносным пультом, увеличенными размерами дисплея, с увеличенным объемом памяти до 96К, в том числе объем энергонезависимой памяти (ПЗУ) составляет 48К;
- вся релейная автоматика станка записана в ПЗУ УЧПУ, что позволило исключить большое количество релейно-контактной аппаратуры на станке и тем самым повысить надежность и долговечность электрооборудования;
- режим записи управляющей программы во время обработки детали в ручном режиме (самообучение станка) исключил этап предварительной подготовки программы и ее проверки на станке;
- в режиме программного управления имеются дополнительные автоматические циклы расфрезерования отверстий и обработки крепежных отверстий под фланец, что упрощает и сокращает процесс управляющей программы;
- система диагностики поиска неисправностей с выведением причин неисправностей на дисплей повышает ремонтоспособность станка, резко сокращает время поиска неисправностей;
- устройство ЧПУ позволяет хранить программы как на перфоленте, так и на магнитной ленте кассетного магнитофона, что обеспечивает удобство записи, перезаписи и хранения программ;
- наличие подвижного пульта управления с дисплеем, на который выводятся необходимые для работы данные, обеспечивает удобство управления станком.
Конструктивные и эксплуатационные особенности станка 2А622Ф4:
- Поворотный рабочий стол автоматически останавливается в положениях 0, 90, 180, 270 градусов и имеет высокоточные датчики обратной связи по всем координатам
- Телескопическая защита и автоматизированная смазка направляющих
- Быстродействующие автоматические гидрозажимы
- Шарико-винтовые передачи качения с предварительным натягом
- Механизированный зажим инструмента
- Шпиндельный узел смонтирован на прецизионных подшипниках качения
- Шпиндельная бабка с выдвижным шпинделем подвижна в вертикальном направлении
Станок соответствует высоким требованиям современного технического уровня станкостроения.
Шумовые характеристики в соответствии с ОСТ2 Н89-40—75.
Уровень вибрации в соответствии с ГОСТ 12.2.009—80.
Транспортирование станка должно осуществляться: для внутрисоюзных поставок в таре согласно ГОСТ 10198—78.
Категория упаковки — КУ-2 по ГОСТ 23170—78Е и ОСТ2 М92-1—81.
Временная противокоррозийная защита (консервация) осуществляется в соответствии с ГОСТ 9.014—78 и ОСТ2 Н89-30—79.
Выбор транспортной упаковки и условий транспортирования осуществляется в соответствии с ГОСТ 7599—82 и ОСТ Н92-1—81.
Разработчик—Ленинградское ОКБС.
Класс точности станка Н по ГОСТ 8—82Е.
Сверлильные станки специального назначения

Разнообразие сверлильных станков специального назначения довольно обширное. Для особых случаев сверления создают устройства, способные сверлить отверстия в заданных местах специальным инструментом.









Современные строители часто используют переносные сверлильные станки. Их оснащают коронками для сверления кольцевых отверстий. При этом организуется подача воды в зону обработки и ее отвод с фильтрацией (для повторного использования).
Промышленные перфораторы на станине способны бурить отверстия в железобетонных конструкциях. Их могут устанавливать вертикально или горизонтально. При необходимости станина дает возможность направлять инструмент под заданным углом.

Видео: обзор – сверлильный станок ЭНКОР КОРВЕТ-49.
2 Основные виды универсальных станков
Существует три основных типа горизонтально-расточного универсального оборудования:
- Для обработки средних и мелких заготовок – имеют шпиндель, диаметр которого до 125 мм. Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
- Для крупных и средних изделий – шпиндель 100–200 мм. Основные узлы такие же, как у оборудования малых размеров. Стойки и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для особо крупных заготовок – шпиндель 125–320 мм. Колонка (передняя стойка) передвигается в 1 или 2 направлениях. Тяжелые станки не имеют стола. Крепление заготовки осуществляют непосредственно на станине.
Главное движение универсального станка малого размера – вращение шпинделя. Перемещение подачи передается либо заготовке, либо инструменту, что зависит от вида обработки изделия. Первый вариант подачи осуществляется благодаря движению стола в одном из направлений. Второй – за счет вертикального перемещения бабки или осевого движения шпинделя, либо радиального смещения резца по планшайбе.

Вспомогательные движения малых станков – установочная смена положения стола по 2 координатам, шпиндельной бабки вверх или вниз, задней стойки или люнета на ней, переключение скоростей осуществления подач и так далее. В средней и тяжелой серии станков движения и перемещения исполнительных механизмов такие же, как и у оборудования малых размеров, и определяются их компоновкой.
В наиболее универсальных тяжелых станках передняя стойка передвигается поперечно по направляющим станины, а продольно – по промежуточным саням с направляющими. Перемещение стойки производится со скоростью установочных движений, а также рабочих подач (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.

В приводах подачи и шпинделя используются электродвигатели постоянного или переменного тока, установленные на шпиндельной бабке. В оборудовании малых размеров для смены положения шпиндельной бабки, стола, задней стойки предусмотрены отдельные электродвигатель и коробка передач.
Расточные станки
Расточные станки по металлу
Расточные станки предназначены для работы с крупными заготовками. Расточной станок широко используют как в серийном, так и в индивидуальном производстве.
На расточных станках можно не только проводить сверление и растачивание, но и более тонкие операции, в частности нарезку резьбы и зенкерование. Современные расточные станки дают возможность выполнять полную обработку различных заготовок без необходимости использования дополнительного оборудования. В отличие от других станков, расточные обладают горизонтальным или вертикальным шпинделем. В шпиндель помещают инструмент для обработки заготовок. В расточном станке используют борштанги с резцами, зенкера, сверла, фрезы.
Все расточные станки подразделяются на 3 большие группы: координатно-расточные, горизонтально-расточные и алмазно-расточные станки.
Расточные станки имеют следующие доступные к заказу модификации:
| 262Г | 2650Ф2 | 2А680Ф1 | ИР1400ПМФ4 |
| 278 | 2651Ф1 | 2А754В | ИР1400ПФ4 |
| 2410 | 2651Ф2 | 2А776В | ИР1600МФ4 |
| 2411 | 2653Ф1 | 2А777В | ИР1600Ф4 |
| 2421 | 2655ГФ1 | 2А78 | ИР200ПМ1Ф4 |
| 2431 | 2655ДФ1 | 2А78Н | ИР200ПМФ4 |
| 2450 | 2655Ф1 | 2Б460 | ИР2637КМФ4 |
| 2455 | 2655Ф2 | 2Б460А | ИР2637КФ4 |
| 2457 | 2705В | 2Б660Ф1 | ИР2637ПМФ4 |
| 2458 | 2705П | 2В423 | ИР2637ПФ4 |
| 2459 | 2706А | 2В440А | ИР320ПМФ4 |
| 2615 | 2706В | 2В460 | ИР500 |
| 2620 | 2706П | 2В620 | ИР500ПМФ4 |
| 2622 | 2706С | 2В622Ф11 | ИР600 |
| 2636 | 2711В | 2В622Ф11-1 | ИР800МФ4 |
| 2637 | 2711П | 2В622Ф13 | ИР800ПМ1Ф4 |
| 2656 | 2712В | 2В622Ф4 | ИР800ПМ8Ф4 |
| 2657 | 2712П | 2Г660ГФ2 | ИР800ПМФ4 |
| 2665 | 2713В | 2Г660Ф2 | ИС1250 |
| 2431С | 2713П | 2Д450 | ИС1250ПМФ4 |
| 2431СФ10 | 2714В | 2Д450АМФ2 | ИС1250ПФ40 |
| 243ВМФ2 | 2733П | 2Д450АФ10 | ИС1250С |
| 243ВФ2 | 2754В | 2Д450АФ2 | ИС2000 |
| 2440СФ4 | 2776В | 2Д450ПР | ИС2А636 |
| 2455АФ1 | 2777В | 2Е440А | ИС2А637 |
| 2455И | 2781В | 2Е450А | ИС320 |
| 245ВМФ2 | 2781П | 2Е450АМФ4 | ИС320ГЛОБУС |
| 24К40СФ4 | 2782В | 2Е450АФ1-1 | ИС500ПМФ4 |
| 24К60АФ4 | 2782П | 2Е450АФ30 | ИС630 |
| 24К70АФ4 | 278Л | 2Е450АФ4 | ИС800 |
| 24К70СФ4 | 278Н | 2Е460А | ИС800ГЛОБУС |
| 2614Ф1 | 2А430 | 2Е460АФ1 | ИС800ПМФ4 |
| 2620В | 2А450 | 2Е470А | КУ533 |
| 2620ВФ1 | 2А450АФ10 | 2Е470АФ1 | КУ533МФ4 |
| 2620Г | 2А459АМ1Ф4 | 2Е470Н | ЛГ7 |
| 2620ГФ1 | 2А459АФ4 | 2Е656 | ЛГ8 |
| 2620Д | 2А470 | 2Е78Л | ЛР355Ф1 |
| 2620Е | 2А620 | 2Е78П | ЛР372Ф1 |
| 2620Ф11 | 2А620-1 | 2Л450А | ЛР380Ф1 |
| 2622В | 2А620Ф1 | 2Л614 | ЛР395ПМФ4М |
| 2622ВФ1 | 2А620Ф11 | 2Л614Ф1 | ЛР434Ф4 |
| 2622Г | 2А620Ф1-1 | 2М614 | ЛР501ПМФ4 |
| 2622ГФ-1 | 2А620Ф1-2 | 2М614Г | ЛР521ПМФ4 |
| 2622Д | 2А620Ф2 | 2М614ГФ1 | ЛР543МФ4 |
| 2622К | 2А622 | 2М615 | ЛТ520 |
| 2622П | 2А622-1 | 2М615Г | МСГ1200МФ4-1 |
| 2623ПМФ4 | 2А622МФ2 | 2М615ГФ1 | МСГ1200Ф13-1 |
| 2623ПФ4 | 2А622МФ4-1 | 2Н636ГФ1 | МСГ1200Ф4-10 |
| 2627МФ4 | 2А622ПФ1 | 2Н636Ф2И-01 | МСГ6062МФ4 |
| 2627ПМФ4 | 2А622Ф1 | 2Н636Ф2И-11 | МСГП6101МФ4-10 |
| 2627ПФ4 | 2А622Ф2 | 2Н637ГФ1 | МСГП6101МФ4-6 |
| 2636Г | 2А622Ф4 | 2Н637Ф2И-01 | МСГП6101МФ4-8 |
| 2636ГФ1 | 2А636Ф1 | 2Н637Ф2И-11 | МСГП6101Ф13-10 |
| 2636ГФ2 | 2А636Ф2 | 2П637МФ4 | МСГП6101Ф13-6 |
| 2636Ф1 | 2А637Ф1 | 2Р637 | МСГП6101Ф13-8 |
| 2637Г | 2А637Ф2 | 2Р637-10 | РТ965 |
| 2637ГФ1 | 2А656РФ11 | ИР1250ПМФ4 | РТ965Ф3 |
| 2637ГФ2 | 2А656Ф11 | ИР1250ПФ40 | СРС-2И |
| 2637Ф1 | 2А660Ф1 | ИР1250Ф40 | |
| 2650Ф1 | 2А680 | ИР1400МФ4 |
Горизонтально-расточные станки отличаются от остальных моделей горизонтальным расположением шпинделя. В технологическом цикле необходимые движения сообщаются отдельным компонентам. Основным движением устройства считается вращательно-поступательное перемещение шпинделя вдоль собственной оси. Движение может сообщаться как непосредственно инструменту в шпинделе, так и заготовке, которая установлена на столе. В данных станках выделяют и вспомогательные движения. К ним относятся перемещения бабки в вертикальной плоскости и перемещение стола в двух координатах.
Координатно-расточные станки применяют для работы с различными отверстиями. Расточные станки дают возможность не только работать с отверстиями различных диаметров, но и учитывать взаимное расположение некоторых компонентов, относительно базовой плоскости. Этот тип станков очень широко применяют в серийной промышленности. Есть и возможность производить разметку. Для более точного учета перемещений, станки нового поколения снабжаются дополнительными измерительными приборами, в частности оптическими устройствами. Универсальные поворотные столы дают возможность работать с заготовками и в полярной системе координат. Выделяют станки с двумя и тремя стойками. Основным движением в станке считается перемещение шпинделя.
Горизонтально-расточной станок 2620, 2А620, 2620А, 2620В, 2620Г сегодня
Горизонтально-расточной станок 2620, 2А620, 2620А, 2620В, 2620Г выпускал «Станкостроительный завод Свердлов» в городе Санкт-Петербург. На сегодняшний день завод прекратил своё существование. Вместе с тем мы можем предложить вам аналоги этих станков производства Европы. Современные аналоги станка 2620, 2А620, 2620А, 2620В, 2620Г значительно превосходят эту модель по возможностям, скорости и точности обработки заготовок.
Современные аналоги
В нашем каталоге представлены горизонтально-расточные станки RETOS производства Чехии. Обладая современной конструкцией, лучшими комплектующими, собственными разработками и уникальными know-how, горизонтально-расточные станки RETOS являются одним из лучших предложений на Европейском рынке. Около 95% продукции завода экспортируется во многие страны мира c развитой промышленностью. Это говорит о бескомпромиссном качестве и высочайшем уровне производимых станков.









Аналоги
- Горизонтально-расточной станок W100 A (универсальный)
- Горизонтально-расточной станок W100B CNC (с ЧПУ)
- Горизонтально-расточной станок WHP10 CNC (с ЧПУ и подвижной колонной)
Техника безопасности
ЗАПРЕЩАЕТСЯ:
- Начинать работу без проверки на исправность и заземление;
- Начинать рабочую деятельность без спецодежды;
- Работать без защитных очков и головного убора.

Во избежание травм выполняйте следующие требования:
- Спецодежда должна плотно прилегать к телу;
- Не нагромождайте станок ненужными предметами;
- Не использовать сломанный инструмент;
- Не пытаться остановить патрон во время процесса резания;
- Проверяйте закрепление сверла в патроне;
- Дождитесь остановки станка, после чего вы можете покинуть рабочее место;
- Ни в коем случае не поправлять деталь во время работы станка.