

Типы сред при азотировании
Процесс азотирования стали в реальности проводят не по одной, а по нескольким технологиям, отсюда разнообразие видов азотирования. Это связано с тем, что для одних типов металлов более эффективно усваивается азот в одной среде, для других – в другой. Но это не главное. Среда позволяет получить определенное качество поверхности либо изменить скоростной режим выполнения операции по азотированию стали. Наиболее распространенные технологии, которые используются на предприятиях:
- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
Тлеющий разряд
Другими словами, тлеющий разряд – это среда разряженного состояния при ионно-плазменном азотировании. Очень распространенный метод насыщения азотом поверхности стальных изделий. Особенностью этого метода является то, что, кроме помещения заготовки в печь муфельную, где происходит нагнетание температуры, к этой заготовке подключают электрический контакт с отрицательным потенциалом (то есть получается отрицательный электрод), положительным же электродом выступает сама печь муфельная.
Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Кроме перечисленных двух сред для проведения операций азотирования, существует еще одна среда, подходящая для такого метода. Это жидкая среда, где применяется расплав солей цианистых, компоненты которых под действием принципа диффузии проникают в рабочий поверхностный слой металла.
Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).

Азотирование – сталь
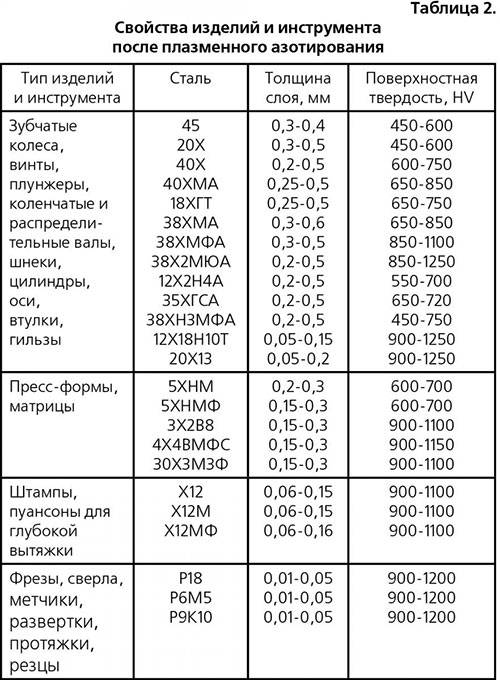
Азотирование стали производят при температуре 500 – 600 С в среде активного атомарного азота, который получается при диссоциации некоторых соединений, например аммиака, подаваемого непрерывно в ходе процесса в рабочее пространство печи. Атомарный азот в момент образования обладает большой химической активностью и, диффундируя в сталь, образует нитриды железа и других элементов. Однако нитриды железа – соединения непрочные, поэтому для азотирования применяют стали, легированные алюминием, хромом и молибденом, которые образуют прочные карбиды, в результате чего азотированный слой приобретает высокую твердость. Глубина и твердость азотированного слоя зависят от состава стали, температуры и продолжительности процесса и степени диссоциации аммиака. Азотированию подвергают также изделия из серого чугуна. Азотирование обычно проводят в электрических печах периодического действия шахтного или камерного типа.
Азотирование стали 1 – 15 в Указателе – Сталь, азотирование 1 – 15 В рубриках, состоящих из нескольких слов ( сложных рубриках), при повторениях первое слово заменяется удлиненным тире.
Азотирование сталей Х12М и Х12Ф1 повышает их поверхностную твердость и износостойкость.
Азотирование стали является более медленным процессом и требует большего времени по сравнению с науглероживанием.
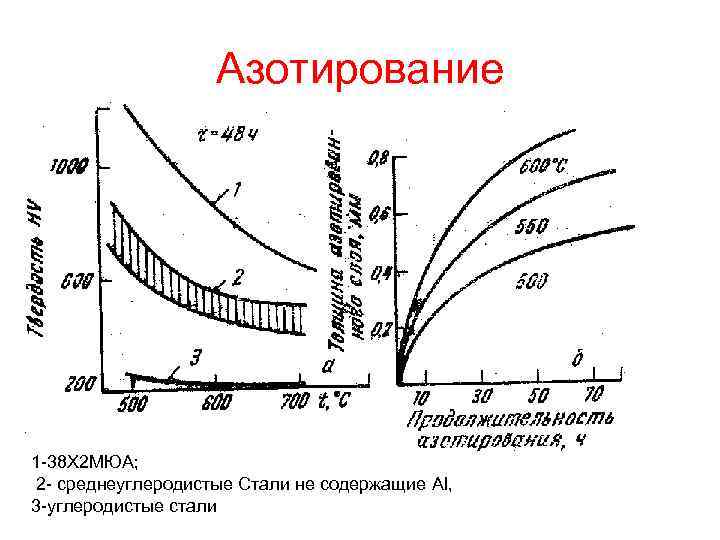
Азотирование стали 38ХМЮА с нагревом ТВЧ в течение 3 – 5 ч и с нагревом в печи в течение 20 – – 30 ч при температуре 500 С дает одинаковые результаты.
Азотирование стали ( азотизация) производится с целью повышения твердости поверхности изделия за счет насыщения азотом и образования нитридов. При этих температурах аммиак разлагается на азот и водород. Атомарный азот в момент выделения, соединяясь с железом и другими элементами стали, образует твердые нитриды ( Fe4N, A1N и др.), диффундирующие в поверхностные слои изделия. Азотированный слой глубиной в 0 01 – 0 5 мм образуется медленно, в течение 5 – 35 час. Обычна азотируют только легированную сталь. Хром, ванадий, вольфрам и алюминий способствуют азотированию и получению более высокой твердости.
Азотирование сталей обусловлено тем, что при высокой температуре происходит диссоциация молекул аммиака с образованием атомарного азота. Последний диффундирует в металл, образуя нитриды, обладающие высокой твердостью и хрупкостью.
Азотирование стали значительно повышает ее поверхностную твердость, которая сохраняется даже при нагревании до 600 – 650 С, увеличивает износоустойчивость и предел усталости стали, а также повышает сопротивление коррозии на воздухе, в воде и водяном паре.
| Схемы термической обработки после цементации. |
Азотирование стали значительно повышает ее поверхностную твердость, которая сохраняется даже при нагревании до 600 – 650 С, увеличивает износоустойчивость и предел усталости стали, а также повышает сопротивление коррозии на воздухе, в воде и водяном паре.
Азотирование сталей, содержащих алюминий, дает хорошие результаты.
Азотирование стали применяется с целью придания ей высокой твердости и большой износоустойчивости, повышения усталостной прочности и сообщения стали высокой сопротивляемости коррозии.
Азотирование сталей заключается в насыщении поверхностного слоя азотом до концентрации 12 % на глубину 0 3 – 0 6 мм. Твердость измеряется по Виккерсу из-за малой толщины слоя, не позволяющей проводить измерение другими методами. Азотирование проводится при 500 – 700 С Б атмосфере аммиака, который при этом диссоциирует на азот и водород. Именно атомарный азот способен растворяться в железе. Азотирование ведут в течение нескольких десятков часов. Поскольку температуры азотирования ниже А, изделия предварительно подвергают полной термообработке – закалке и высокотемпературному отпуску. Цель азотирования заключается в повышении износостойкости, поверхностной твердости и коррозионной стойкости. В первом случае используются стали с 0 3 – 0 5 % С, легированные алюминием, хромом, молибденом до 1 % каждого.
Азотирование стали значительно повышает поверхностную твердость ( сохраняется при нагревании до 600 – 650 С), увеличивает износоустойчивость стали, ее предел усталости, а также сопротивление коррозии на воздухе, в воде и водяном паре.
Азотированием стали марки Н18К9М5Т при т-ре 450 – 560 С в течение 48 ч получают упрочненный ( – 900 ИV) слой глубиной 0 20 – 0 25 мм. Сопротивление коррозии под напряжением этих сталей превосходит сопротивление нержавеющих сталей мартенситного класса при одинаковом уровне напряжений. Низкое содержание углерода и др. примесей уменьшает плотность точек закрепления дислокаций.
Service Providers
We may employ third party companies and individuals to facilitate our Service (“Service Providers”), to provide the Service on our behalf, to perform Service-related services or to assist us in analyzing how our Service is used.
These third parties have access to your Personal Data only to perform these tasks on our behalf and are obligated not to disclose or use it for any other purpose.
Analytics
We may use third-party Service Providers to monitor and analyze the use of our Service.
Google Analytics
Google Analytics is a web analytics service offered by Google that tracks and reports website traffic. Google uses the data collected to track and monitor the use of our Service. This data is shared with other Google services. Google may use the collected data to contextualize and personalize the ads of its own advertising network.
You can opt-out of having made your activity on the Service available to Google Analytics by installing the Google Analytics opt-out browser add-on. The add-on prevents the Google Analytics JavaScript (ga.js, analytics.js, and dc.js) from sharing information with Google Analytics about visits activity.
For more information on the privacy practices of Google, please visit the Google Privacy & Terms web page: https://policies.google.com/privacy?hl=en
Обзор способов азотирования
Методы азотирования часто различают по агрегатному состоянию азота в исходном состоянии:
— жидкий: Карбонитрирование (цианирование) в расплаве солей
— газообразный: Газовое азотирование и карбонитрирование
— ионизированный газ: азотирование и карбонитрирование в плазме тлеющего разряда

Таблица 1 — Обзор способов азотирования
Названные методы азотирования имеют, однако, свои достоинства и недостатки, которые должны приниматься во внимание при выборе азотирования как альтернативы цементации в зависимости от требуемых параметров детали и достигаемых свойств в процессе азотирования. Процесс азотирования в расплаве солей благодаря короткому времени процесса является очень гибким. Этот метод наиболее выгоден в тех случаях, когда на первом месте стоит повышение износо- и коррозионностойкости обрабатываемых поверхностей
Однако некоторые, более и менее значимые недостатки этого процесса, ограничивают применение данного метода, в особенности для больших деталей:
Этот метод наиболее выгоден в тех случаях, когда на первом месте стоит повышение износо- и коррозионностойкости обрабатываемых поверхностей. Однако некоторые, более и менее значимые недостатки этого процесса, ограничивают применение данного метода, в особенности для больших деталей:
Процесс азотирования в расплаве солей благодаря короткому времени процесса является очень гибким. Этот метод наиболее выгоден в тех случаях, когда на первом месте стоит повышение износо- и коррозионностойкости обрабатываемых поверхностей. Однако некоторые, более и менее значимые недостатки этого процесса, ограничивают применение данного метода, в особенности для больших деталей:








— Большие затраты на мойку после азотирования
— Большие затраты на восстановление и удаление соли и моечного раствора
— Большие затраты энергии при работе ванны, что ограничивает размер ванны
— Температура обработки сильно ограничена
— Частичное азотирование трудноосуществимо
Газовое азотирование и карбонитрирование — это более универсальные процессы азотирования, которые в прошедшие 10 лет интенсивно развивались с точки зрения технологии, оборудования и систем управления. Эти два метода являются очень хорошей альтернативой цементации. В особенности при обработке крупного инструмента и зубчатых колес на основании существенного снижения температуры обработки и отсутствия дальнейшей обработки азотирование имеет экономические преимущества по сравнению с цементацией.
Несмотря на высокий технологический уровень этих методов газового азотирования, имеется несколько моментов, которые ограничивают применяемость этих методов с технических, экономических и экологических точек зрения:
— Высокое потребление газа
— Использование горючих газов, что требует специальных мероприятий по защите
— Нет возможности депассивации поверхности деталей в процессе азотирования
— Невозможно азотирование нержавеющих сталей
— Высокие расходы по нанесению и удалению специальных средств для защиты неазотируемых поверхностей
Технологическая схема процесса
За относительно малый срок изучения процесса насыщения металла азотом было разработано несколько эффективных технологий обработки
При любой термохимической обработке важно соблюдать режим нагрева и охлаждения, выдержки изделия
Условно весь процесс азотирования делиться на несколько этапов:
- Подготовительная термическая обработка. Этот этап заключается в закалке изделия и его высоком отпуске. Зачастую сталь 45 или другой металл нагревается до температуры 940 градусов Цельсия на первичном этапе термической обработки. В последнее время охлаждение изделия проводится исключительно в масле, что позволяет избежать появления различных деформаций. Проводимый отпуск позволяет расширить область применения металла, так как упрощается процесс обработки резанием.
- Механический этап обработки представлен шлифованием или чистовым точением, что позволяет придать детали требуемые размеры.
- Часто встречается ситуация, когда нужно выполнить термохимическую обработку только определенной части изделия. В этом случае на участки, которые не должны быть подвержены обработке, наносится тонкий слой олова или жидкого стекла. Цементировать также приходится при защите части изделия путем нанесения определенных веществ.
- Непосредственное выполнение азотирования проводится в газовой среде. Температура нагрева и другие режимы во много зависят от геометрии обрабатываемой детали и типа металла.
- Финишная обработка проводится для того, чтобы довести геометрические размеры и механические качества до нужных значений.
Сегодня довольно часто применяется инновационная технология ионно-плазменного азотирования. Традиционный метод предусматривает нагрев среды до температуры не выше 700 градусов Цельсия. Поэтому подобная технология получила весьма большое распространение, так как может проводиться при использовании относительно недорогостоящего оборудования.
https://youtube.com/watch?v=tsWlohEW2zo
В заключение отметим, что для насыщения поверхностного слоя азотом создается газовая среда, которая состоит из пропана (50%) и аммиака (50%). При применении подобной среды поверхность изделия нагревается до температуры 570 градусов Цельсия. Время выдержки зависит от различных параметров, может составлять несколько часов.
Факторы, влияющие на азотирование
Основными параметрами, оказывающими существенное влияние на процесс азотации выступают:
- температура;
- давление газа;
- длительность выдержки.
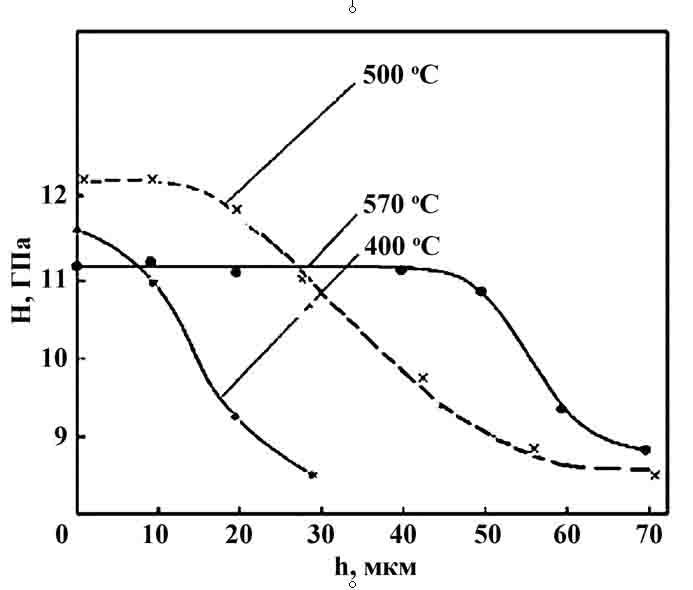
Данные факторы являются основными параметрами, которые влияют на процесс азотирования, но также имеются и другие показатели. Например, степень диссоциации аммиачных компонентов. Обычно она находится в пределах 15-45%. При увеличении температуры в среде газовой обработки твердость может существенно снизится, но в отличие от этого диффузионные процессы азотистых составляющих ускоряются. Такие параметры обуславливаются коагуляцией нитридов легирующих компонентов, которые отмечаются в составе металла. Данные параметры обеспечивают возможность сокращения процессов обработки в несколько раз.
При необходимости ускорить процесс азотации и повысить его эффективность используют двухэтапную схему обработки металла. Такая схема подразумевает в виде первого этапа обработку металлических сплавов при температуре, которая не превышает 525 градусов. Благодаря использованию именно этой температуры стальной детали придаются высокие показатели твердости. Во второй части процесса азотирования деталь нагревается до 600-620 градусов. При таких параметрах температурного режима процесс азотирования существенно ускоряется, а глубина достигает необходимых показателей. Прочностные данные поверхностного слоя по двухступенчатой технологии не уступают соответствующим изделиям, прошедшим азотирование в одну ступень.
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
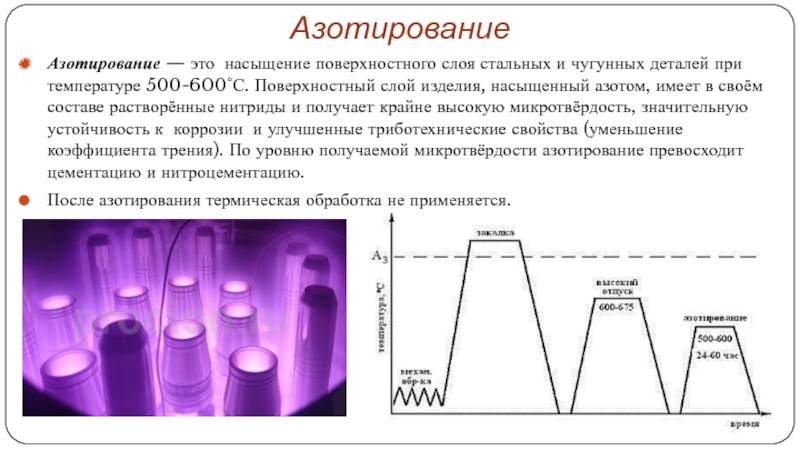
. . . Азотирование
— это термохимическое упрочение поверхности стальных и чугунных деталей, при которой насыщают азотом. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и получает крайне высокую микротвёрдость, значительную устойчивость к коррозии и улучшенные триботехнические свойства (уменьшение коэффициента трения). По уровню получаемой микротвёрдости азотирование превосходит цементацию и нитроцементацию. Так же — детали подвергнутые азотированию держат свою повышенную прочность при нагреве до температуры 550–600°С. Для сравнения- после цементации твердость поверхностного слоя может начать ухудшаться при нагреве детали уже свыше 225°С. В итоге можно четко констатировать — что прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации. Именно поэтому уже более 60 лет такие ответственные и подвергаемые жесткому нагреву детали ДВС как впускные и выпускные тарельчатые клапана обязательно подвергают азотированию.
Другой важной чертой процесса азотирования стали является то, что при этом процессе детали нагревают лишь до 500-550°С. Такой достаточно щадящий процесс термического воздействия приводит к тому, что в даталях практически не возникает термических напряжений и последующих деформаций. Именно поэтому азотированию можно подвергать детали уже изготовленные «точно в размер». В отличие от азотирования, процессы цементирования или закалки предполагают нагрев до 850-950 °С, что приводит к серьезным последующим поводкам деталей (изменению их геометрии за счет появления внутренних напряжений) и необходимости далее шлифовать такие изделия. А шлифовать термоупроченные детали с высокой поверхностной твердостью- дело очень трудоемкое и дорогое….






Особенно такой щадящий режим термовоздействия на азотируемые детали характерен для передовой методики ионно-плазменного азотирования, где нагрев идет более щадящий, чем при азотировании в газовой среде аммиака.
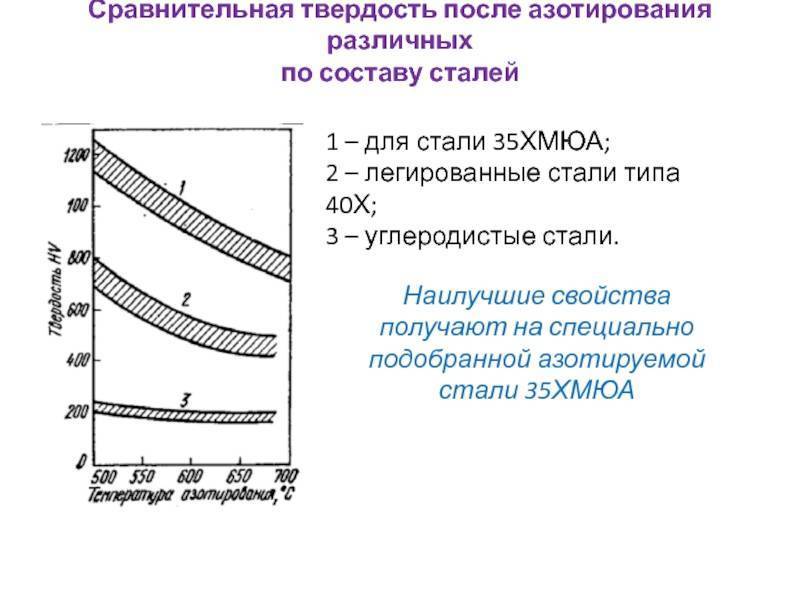
Поверхностная твердость обработанных сталей типа 38Х2МЮА достигает величины в 63-65 HRC (твердость по Роквеллу), стали 40Х- до 50-52 HRC .
Глубина возникающего поверхностного термоупроченного слоя составляет от 0,2 до 0,6 мм в зависимости от типа стали.
Детали после процесса азотирования. Цвет изменился- нитриды железа обладают специфическим цветом.
КАКИЕ ДЕТАЛИ ПОДВЕРГАЮТ АЗОТИРОВАНИЮ?
. . . Азотированию подвергают прежде всего такие детали различных машин и механизмов, которые подвергаются повышенному износу за счет усиленного трения в условиях значительных температур.
ШНЕКОВЫЕ ПАРЫ:
… Например — шнеки и филеры (пилотезы) шнековых прессов для выдавливания с дальнейшим формованием пластиковых изделий, либо шнеков при производстве евродров из опилок-цепы, либо шнековых прессов для отжима растительного масла, и прочих похожих шнековых прессов. Например — большая технологическая проблема шнеков для формовки и прессования евродров из цепы и опила — это очень быстрый износ формующей пары «оконечник шнека- фильера». Особенно- если формовке подвергается щепа с лесосеки, загрязненная песком, глиной и почвой, то поверхности формующей пары дешевых шнековых прессов изнашиваются за 4-6 дней, а «фирменных» прессов держатся не более месяца… После этого шнек практически уже не может выдавать продукт нормального качества и нужной геометрии…
Особенности технологии
Как и в любой технологической сталеобрабатывающей операции в азотировании имеются плюсы и минусы. Сталесплавные обработки хоть и гарантируют достижение нужных параметров, но также в отдельных ситуациях могут стать причиной ухудшения параметров эксплуатации элемента.
Преимущества металла, прошедшего азотирование:
- Повышенная твердость и износостойкость. Показатели сохраняются в течение длительного времени даже при условиях нагрева до 600 градусов.
- Стойкость стальных сплавов к коррозии. Благодаря воздействию азота на поверхностный слой металлической детали она становится устойчивой к коррозированию.
- Так как весь процесс обработки происходит при относительно низких температурах, то в процессе азотации элементы не изменяют своей геометрии и конечная обработка требуется в меньших количествах.
Помимо преимуществ технология также имеет определенные минусы. Хоть они и не столь существенны и их можно при правильном подходе частично или полностью нивелировать, но их наличие отрицать не стоит.К главным минусам азотации можно отнести:
- Длительность процедуры. В отдельных случаях требуется обработка металла длительностью до нескольких суток. Также во время обработки применяется специализированное оборудование.
- Высокая стоимость изделия. Так как при азотации используются исключительно дорогие марки стали, то в итоге детали чаще всего получается в несколько раз дороже, чем обычные.

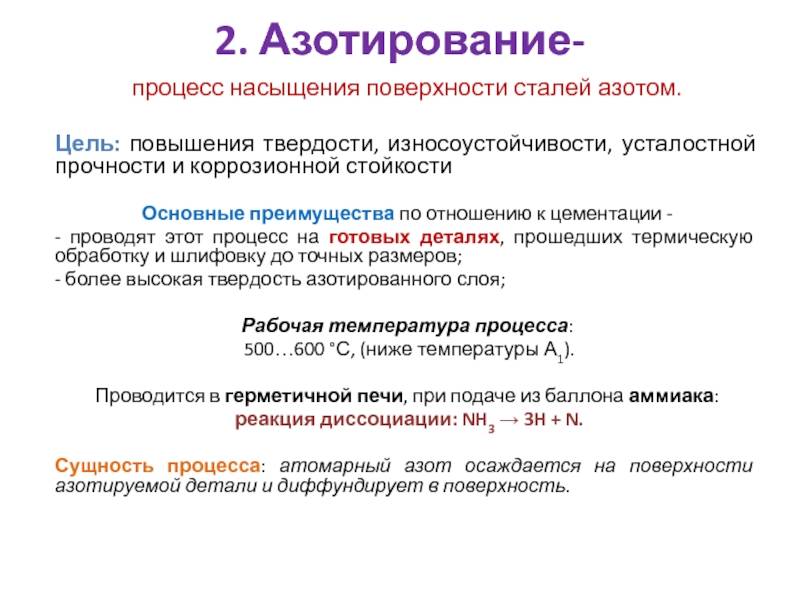
Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования
Обычно эта процедуры происходит при 500-600 °С в герметично закрытой реторте (муфели) из железа, которая внедряется в печь. Ее разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В муфел, который являет собой контейнер, закладывают стальные элементы, которые будут подвержены азотированию.
В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
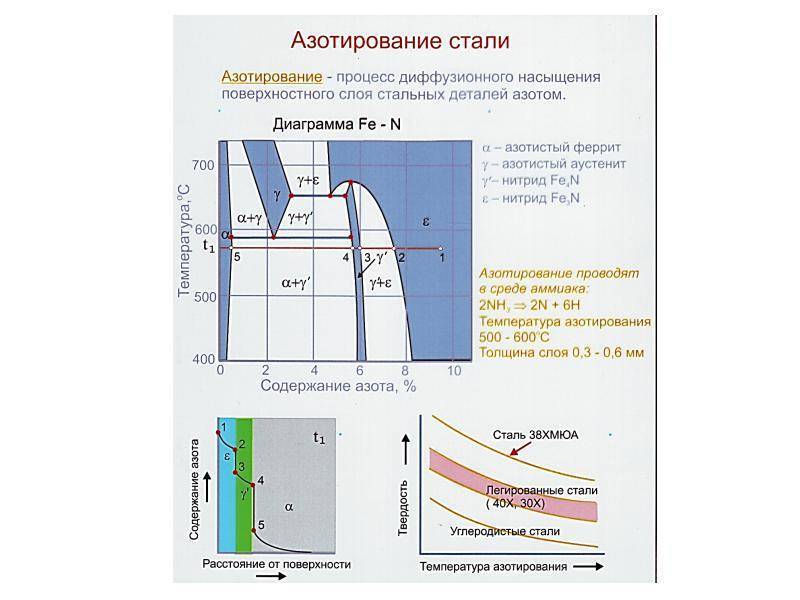
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование
Основными моментами, оказывающими ключевое влияние на процесс, являются температурный режим, давление газа и пролонгированность азотирования. Эффективность также зависит от степени диссоциации аммиака, которая может быть в районе 15-45%. Причем существует определенная зависимость: чем выше температура, тем ниже твердость слоя азотирования, но выше скорость диффузии. Показатель твердости вызван коагуляцией нитридов.
Для того чтобы использовать механизм по максимуму и ускорить его, прибегают к двухэтапному режиму. Начальная стадия обогащения азотом проходит при температурах до 525 °С, что обеспечивает верхним слоям стали высокую твердость. Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза. Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Это интересно: Сталь Х12МФ: основные характеристики, плюсы и минусы
Принцип процесса
Если сравнивать азотирование с традиционной цементацией, то первый вариант предлагает множество весомых преимуществ, нехарактерных для других технологий. По этой причине его до сих пор считают самым лучшим и эффективным способом обработки стальных конструкций с целью получения максимальных показателей прочности без применения дополнительной термообработки. Плюсом методики принято считать сохранение прежних размеров заготовки, что позволяет применять её уже к готовым изделиям, прошедшим термическую закалку с высоким отпуском и шлифование до окончательной формы. Успешное завершение азотирования позволяет проводить конечную полировку и другую обработку.
Процесс выполняется под воздействием аммиака, который нагревается до определенных температур. В результате материал поддаётся насыщению азотом и обретает массу уникальных свойств, включая:
- улучшенную износостойкость металлических деталей, которая обеспечивается повышением индекса твердости их поверхностного слоя;
- более высокую выносливость или усталостную прочность заготовки;
- приобретение стойкой антикоррозийной защиты, которая остаётся прежней даже при воздействии с водой, воздухом и газовоздушной средой.
Прошедшие азотную обработку детали гораздо качественнее, чем аналогичные изделия, поддавшиеся цементации. Известно, что после второй процедуры слой сохраняет стабильную твердость лишь при условиях, что температурные показатели не превышают 225 градусов. В случае с азотом максимальный порог достигает 550−600 градусов. Это объясняется выработкой поверхностного слоя, который в несколько раз прочнее, чем традиционная закалка и цементация.
2 Азотирование металла – технология процесса
Химико-термическая обработка поверхностей сплавов и сталей с использованием азота производится в несколько стадий:
- Выполняется термическая предварительная обработка металла, включающая в себя две операции – его закалку и отпуск (высокий). Такая обработка обеспечивает высокую вязкость и прочность сердцевины детали. Закалка стали осуществляется при высоких температурах (в районе 940 ˚С) с последующим охлаждением в масле либо обычной воде. Температура отпуска – от 600 до 670 ˚С. Столь высокая ее величина обусловлена необходимостью придания изделию твердости, необходимой для выполнения эффективной его резки.
- Производится механическая обработка заготовки, а затем и шлифование металла. Эти операции требуются для того, чтобы деталь имела требуемые (финальные) геометрические параметры.
- Защита частей металлической поверхности, которые не планируется насыщать азотом. Сделать это несложно путем применения жидкого стекла либо олова, которое наносится толщиной не более 0,015 миллиметра на заготовку по электролитической технологии. Олово формирует непроницаемую тонкую пленку, которую азот преодолеть не может.
- Непосредственно насыщение стали азотом.
После проведения всех этих процедур выполняется доводка либо шлифовка деталей.

Тонкостенные заготовки сложной формы упрочняются при температурах до 520 ˚С. А продолжительность операции зависит от того, какой слой азота планируется получить в результате обработки. При этом нужно помнить, что толщина слоя будет увеличиваться, а твердость уменьшаться при повышении температуры проведения процедуры.
Снижение показателя твердости вызывается коагуляцией нитридов. Как правило, толщина упрочненного слоя должна быть на уровне 0,3–0,6 мм. Исходя из этого и подбирают температуру операции, а также ее продолжительность. Чаще всего она длится от 24 до 60 часов при температуре в пределах 500–520 градусов.









Геометрические размеры заготовки при описываемой нами химико-термической обработке из-за повышения объема поверхности могут незначительно изменяться. Величина увеличения деформации при этом напрямую зависит от толщины слоя и повышения температуры процесса.
Если требуется ускорить операцию насыщения азотом металлов, ее проводят в две ступени – при температурах до 520 ˚С (первый этап) и от 540 до 560 ˚С (второй этап). Подобная схема уменьшает длительность процесса, а твердость полученного слоя остается такой же высокой, как и при использовании стандартной методики. Охлаждение заготовки после процедуры выполняется в аммиачном потоке вместе с печью. Это не дает поверхности окислиться.
На большинстве современных предприятий интересующая нас методика упрочнения поверхности стали осуществляется в печах шахтного типа, в которых рабочая максимальная температура равняется 700 ˚С, а газ циркулирует принудительно. Подобные печи могут иметь стационарный либо сменный муфель.

Если применяется два муфеля, операция проходит намного быстрее: сменный муфель с заготовками загружается в агрегат сразу же после того, как первый с готовыми деталями вынимается из него. Но не всегда данная схема экономически целесообразна. Например, когда азотом насыщаются поверхности крупных по размерам деталей, рекомендуется выполнять их обработку в одномуфельных печах.
Выводы
Высокая популярность азотирования в различных сферах промышленности обуславливается возможностью получения стабильного результата при невысоких затратах. Наиболее распространена азотация в тяжелой промышленности, машиностроении, станкостроении. Именно в данных отраслях требуется соблюдение наилучшего соотношения трех параметров — качества, времени и стоимости.
- Структура и износостойкость азотированных конструкционных сталей и сплавов: моногр. / Куксенова Лидия Ивановна. — М.: Московский Государственный Технический Университет (МГТУ) имени Н.Э. Баумана, 2012.
- Электрохимико-термическая обработка металлов и сплавов / И.Н. Кидин и др. — М.: Металлургия, 1978.
- Статья на Википедии





