Этап 1: определение марки стали
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент. Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Изделия из инструментальной и легированной стали:
Напильники — У10, У11, У12, У13, ШХ6, ШХ9, ШХ15 Надфили — У10, У11, У12 Рашпили — У7, У7А Шаберы — У10, У12 Стамески, долота — У7, У8 Метчики — У10, У11, У12, Р9, 9ХС, Р18 Сверла по дереву — 9ХС Сверла по металлу -Р9, Р18 Развертки – Р9, Р18, 9ХС Фрезы – Р9, Р18 Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФ Пробойники – У8, У8А Кернеры – У7А, 7ХФ, 8ХФ Швейные иглы- У7А, У8А Пилы-ножовки – У8ГА Полотна лучковой пилы – У8ГА, У10 Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12 Ножницы по металлу – У12А Молотки и кувалды – У7, У8 Топоры – У7 Косы, серпы – У7, У8 Вилы, зубья (клевцы) – У7, У8 грабель Кузнечные инструменты – У7, У8
Критерии выбора
Определиться с выбором будет проще, если при рассмотрении разновидностей надфилей учесть важные критерии.
Производитель. Качественную обработку может выполнить инструмент, изготовленный в соответствии с общепринятыми стандартами. Их придерживаются известные производители: BERGER, STAYER, BAHCO, MATRIX, Sekira, ЗУБР, TOPEX, СИБРТЕХ и пр..
Тип инструмента. Инструмент для обточки и шлифовки классифицируется по следующим типам: надфиль, напильник, рашпиль, ручка. Отличия между изделиями наблюдаются в параметрах, размерах насечек, формой сечения.

Материал обработки. Чаще всего изделия, предназначенные для обработки металла, можно применять по керамике и стеклу. Перед покупкой стоит уточнить, для работы с какими материалами подходит надфиль. Надфиль по металлу должен изготавливаться из твёрдого сплава. В изделии для работы по дереву насечки расположены с крупным шагом.
Форма сечения. От данного параметра зависит назначение инструмента. Формы сечения бывают: круглая, плоская, полукруглая, квадратная, овальная, ромбическая, треугольная.
Какие насечки. Одинарная насечка позволяет снимать незначительный слой обрабатываемой поверхности. Двойная выполняется под углом 25 градусов (вспомогательная под углом 45 градусов). Такое решение увеличивает эффективность и производительность шлифовально-заточных работ.
Рашпильной называют точечную насечку, которая отличается крупными зубьями и вместительными канавками. Благодаря этому удаётся легче снимать слой поверхности заготовки.
Виды граней. Клиновидные имеют два острых торца и один выступ (острый иди закругленный). Назначение – обработка небольших углов, проделывание высечек.
Игольчатые характеризуются небольшими размерами. Область применения – узкая, преимущественно в ювелирном деле.
Бархатные используются для самых тонких работ. Снимают слой за 1 проход не более 0,05 мм. на 1 см рабочей части приходится 25-80 зубьев.
Имеется ли ручка. Использовать инструмент без рукоятки неудобно. Поэтому на край бруска надевают ручку, сделанную из прочного пластика или дерева. Вне зависимости от разновидности, приспособление должно соответствовать определённым требованиям касательно формы, длины и материала.
Длина рукоятки выбирается с учётом длины рабочей части напилков. Поверхность обрабатывается до гладкости. Наличие зазубрин – признак низкого качества надфиля.
Выпускается инструмент со стационарной и съёмной ручкой. Второй вариант отличается удобством и экономностью, ведь для набора пилочек достаточно одной такой ручки.
С алмазным напылением или без. Напилки могут выпускаться в обычном виде и с алмазным напылением. Второй вариант отличается высоким качеством, который гарантирует быструю резку обрабатываемого материала и снятие поверхностного слоя заготовки.
Отличаются надфили с алмазным напылением небольшими размерами в соответствии со стандартами. Их применяют не только для металла, но и керамики, стекла, материалов твёрдой структуры (цветметы).
Покрытие представляет собой алмазный порошок, который равномерно распределяют по рабочей поверхности надфилей. Такой инструмент отличается высокой прочностью.
Наждачная бумага
Наждачная бумага
является всем известным и широко распространенным продуктом. Ее применяют практически во всех областях, связанных с производством и ремонтом.
Шлифовальная шкурка — это абразивный материал, применяемый для полировальных работ. Она может корректировать поверхности с рисками, коррозией, применяться при черновой и чистовой обработке.
Разновидности основ для наждачной бумаги
Основа из бумаги
является наиболее популярной поскольку имеет низкую стоимость и хорошие шлифовальные показатели. Ее основной недостаток заключается в том, что она достаточно быстро подвергается износу. Большинство шкурок с мелким зерном созданы именно на этой основе.
Основа из ткани
более долговечная чем основа из бумаги. Обладает отличной эластичностью. Некоторые производители наделяют такую бумагуводоотталкивающими свойствами, путем пропитки специальным веществом.
Комбинированная основа
создана методом соединения бумажной и тканевой основ. Такое сочетание является универсальным. Имеет отличные абразивные показатели. На данной основе изготавливают шкурки с крупным зерном.
Основа с липучкой
применяется в качестве абразивной подошвы для шлифовальной машинки.
Разновидности абразивного материала для наждачной бумаги
На шлифовальную сторону бумаги наносят порошкообразные абразивные частички. Абразивные материалы являются веществами с повышенной твердостью. Их производят из природного или синтетического сырья.
Гранатовый абразив
имеет природное происхождение. Изготавливается путем измельчения граната до песочной массы. Бумага с таким абразивом достаточно гибкая. Она имеет острые зерна и отлично запечатывает пористые образования на поверхности. Хорошо подготавливает поверхность для последующей окраски.
Абразив из карбида кремния
представляет собой бесцветные кристаллы и является синтетическим аналогом природного минерала муссанита. Изготавливается путем слияния кремния с углеродом. Иногда в его состав добавляют железо, что дает темный пигмент. Наждачная бумага с таким абразивом является долговечной и шлифует большинство поверхностей.
Керамический абразив
обладает повышенной жесткостью. В качестве сырья для данного абразива выступает керамическая связка, состоящая из боросиликатной фритты, полевого шпата, жидкого стекла и других компонентов. Эффективен при черновой обработке.
Абразив из электрокорунда
является кристаллическим оксидом алюминия. Выделяется износостойкостью за счет того, что частички данного сырья подвергаются разрушению в процессе эксплуатации и образуют новые грани. Хорошо полирует металлические и деревянные поверхности.






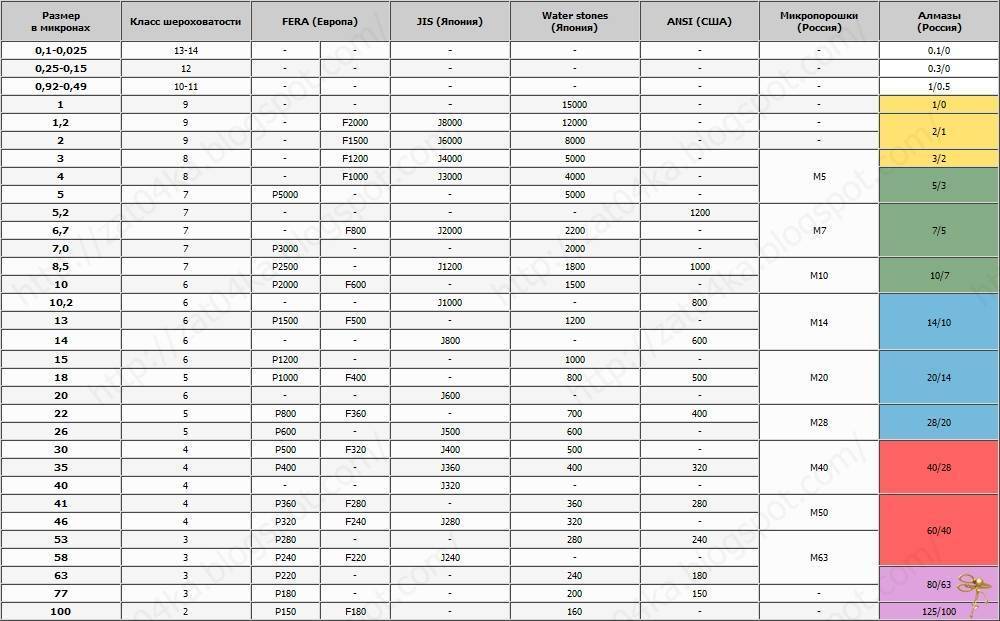
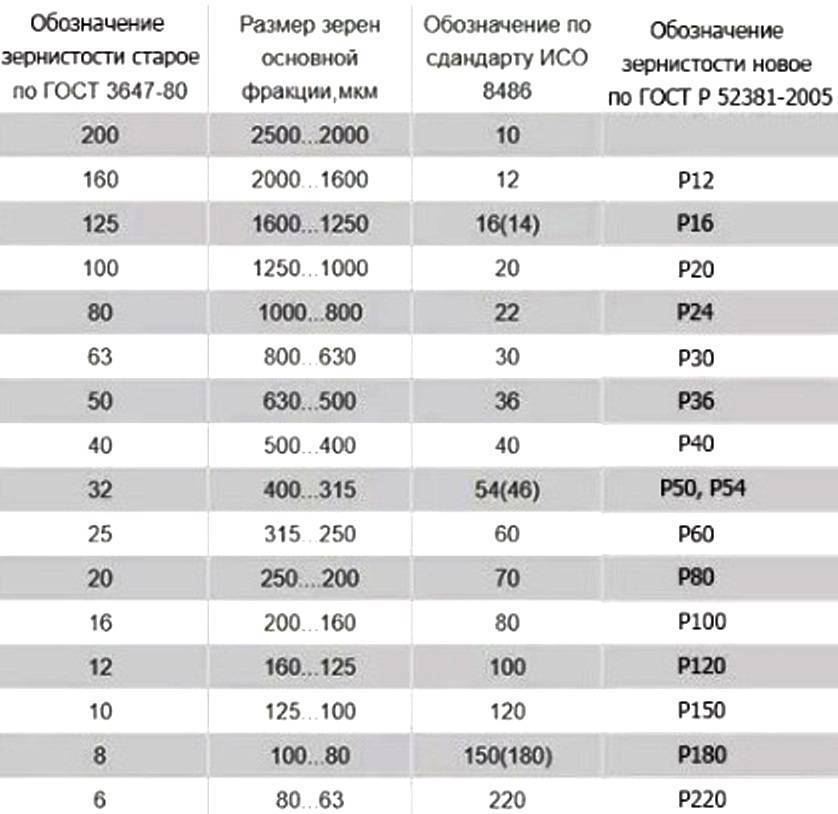
Маркировки наждачной бумаги
Абразивная бумага классифицируется по различным стандартам. Наиболее распространенным является FEPA (ISO 6344
), он является международным. В России актуаленГОСТ Р 52381-2005 , он схож с маркировкой FEPA. Буква P в данных стандартах обозначает степень зернистости. Под зернистостью следует понимать количество абразивных частичек на один квадратный дюйм. Она указывается в числовом формате, который варьируется от 12 до 2500 (P80, P600). Чем меньше частичек на шкурке, тем они крупнее и соответственно грубее. Чем больше зерен на бумаге, тем они мельче и мягче.
В некоторых бывших советских республиках до сих пор пользуются стандартами СССР (ГОСТ 3647-80
). Согласно данной маркировке число символизирует размер зерна в десятках микрон. После него принято ставить -Н (10-Н, 40-Н). В случае, когда размер указывается в микронах, то перед числом ставится М – микро (М14, М20).
Надфиль-рифель
Рифель – это одна из разновидностей надфиля. Чаще всего этот инструмент используют в ювелирной среде при работе с изделиями из драгоценных металлов. Особенность рифеля в его специфической форме, которая не позволит спутать данный инструмент с остальными.
Рабочая часть рифеля изогнута, притом изгиб может быть разным, встречаются варианты практически крючкообразной формы. Такая форма позволяет без труда обрабатывать криволинейные изделия, работать с вогнутыми внешними и внутренними поверхностями (с обычным классическим надфилем к таким поверхностям попросту невозможно подобраться). Кроме того, поверхность рифеля укорочена, что позволяет работать с маленькими деталями.
Электролобзик. Топ 10 лучших
Масло для бензопилы. Какое лучше использовать?
Как выбрать инструмент?
Выбор надфиля — ответственный процесс, который в будущем окажет влияние на результат труда мастера. Напилок должен быть качественным, соответствовать типу конкретной работы, материала.
Качество шлифовальной поверхности проверяется простой операцией. Необходимо взять два надфиля и провести полотнами друг по другу. Хорошая насечка не повредится, не побледнеет и не поцарапается, зерно останется на месте без плешивости.
Добросовестный производитель обязательно позаботиться об отсутствии внешних дефектов. Искривление формы допускается исключительно в легкой степени. Небольшой уклон может появиться на производственном этапе закалки. Сильная кривизна усложнит эксплуатацию инструмента. Насечки должны располагаться равномерно. На металле неприемлемы налет, ржавчина, следы прочей коррозии.
Проверить прочность можно обычным постукиванием по твердой поверхности. Цельное орудие даст звонкий четкий звук. Характерное дребезжание скажет о наличии полостей, трещин в корпусе. Подобные дефекты ощутимо снижают срок жизни инструмента, повышают риск его поломки при активном использовании.
Что касается комплектации, для бытовых нужд лучше остановить выбор на наборах из 5 — 10 надфилей разных форм, сечений и размеров. В такие коробки обычно помещают самые востребованные, универсальные виды. Насечки, длины, типы можно увидеть на упаковке. Для узкоспециализированных целей стоит приобретать профильные надфили. На таких экземплярах часто указывается конкретное назначение (граверные, ювелирные работы, мягкие сплавы, кожа, стекло и т.д.).
При сомнениях лучше обратиться за консультацией к продавцу. Специалист без труда подберет нужный надфиль по запросу.
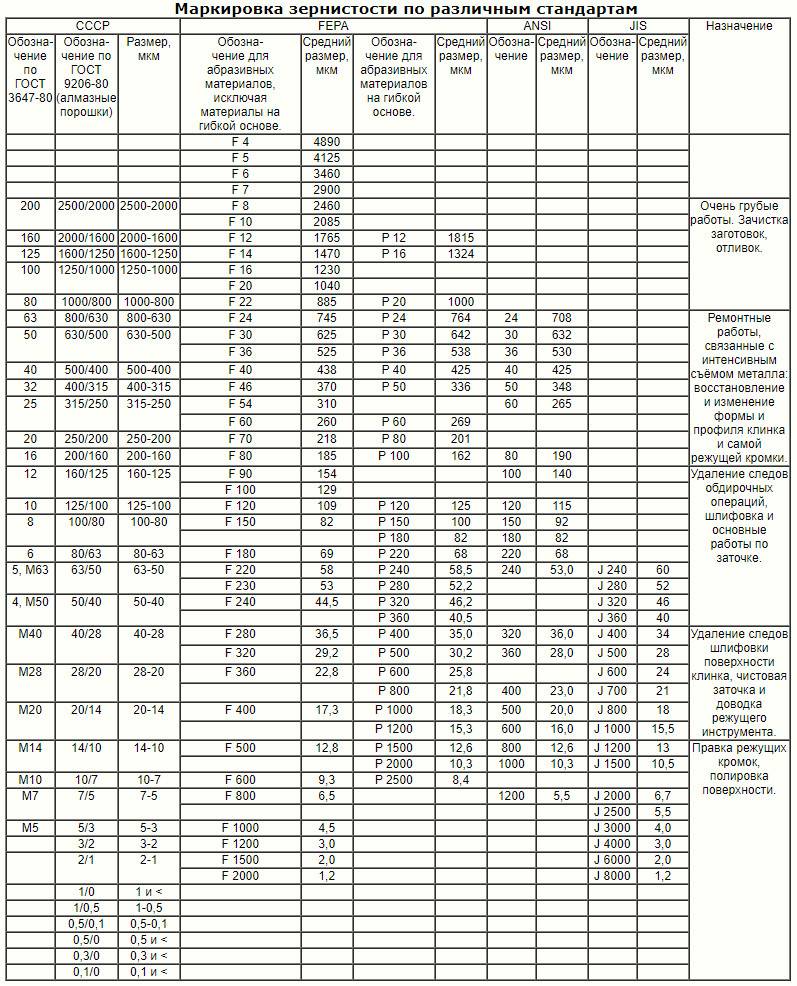
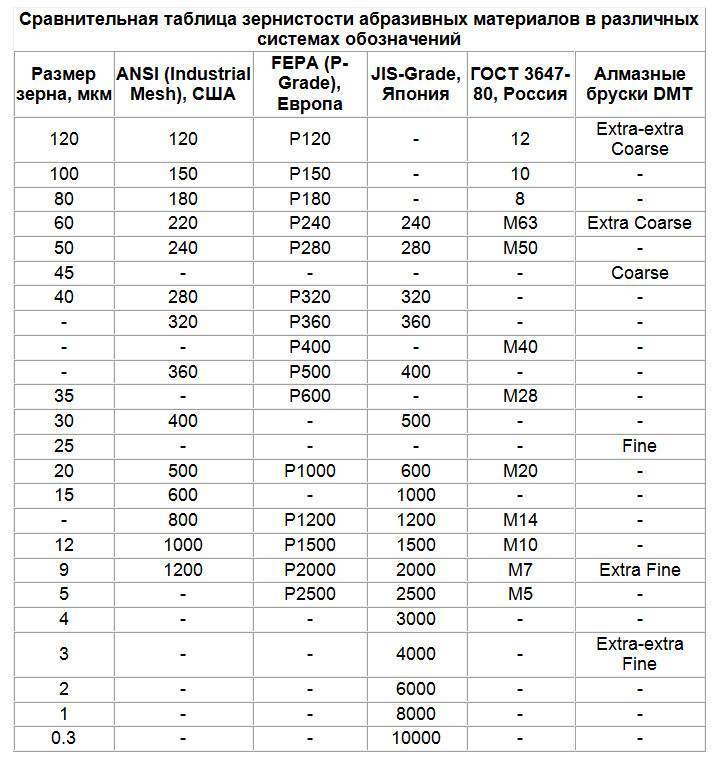
Таблица зернистости
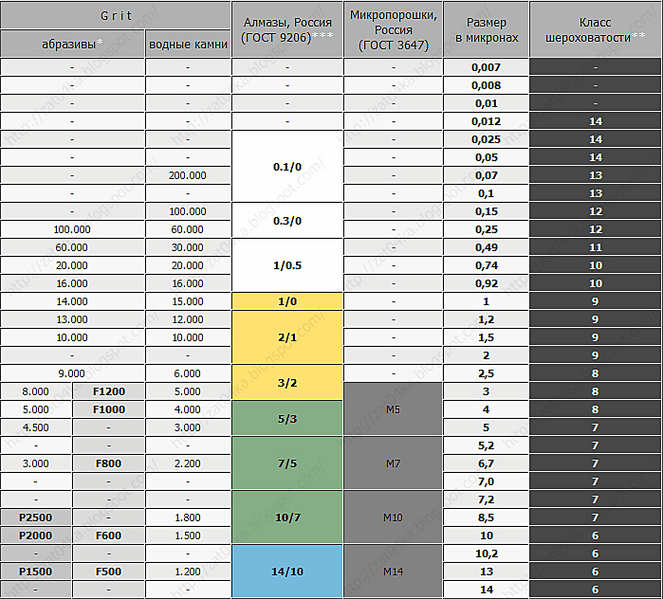
Если вы прочитали все вышесказанное, вы должны понимать необходимость таблиц преобразования с одной стороны, и огромные ограничения их использования с другой. Подавляющее большинство известных производителей абразивов не пользуются никакими стандартами классификаций вообще, либо отходят от них для некоторых продуктов. Но каждая надпись в приведенной таблице – это не точка, а размытое пятно. Пятно может быть маленьким, может быть большим (в зависимости от строгости отбора зерен для конкретного абразива). Если вы конвертируете одну зернистость в другую, не забывайте произносить слово «примерно».
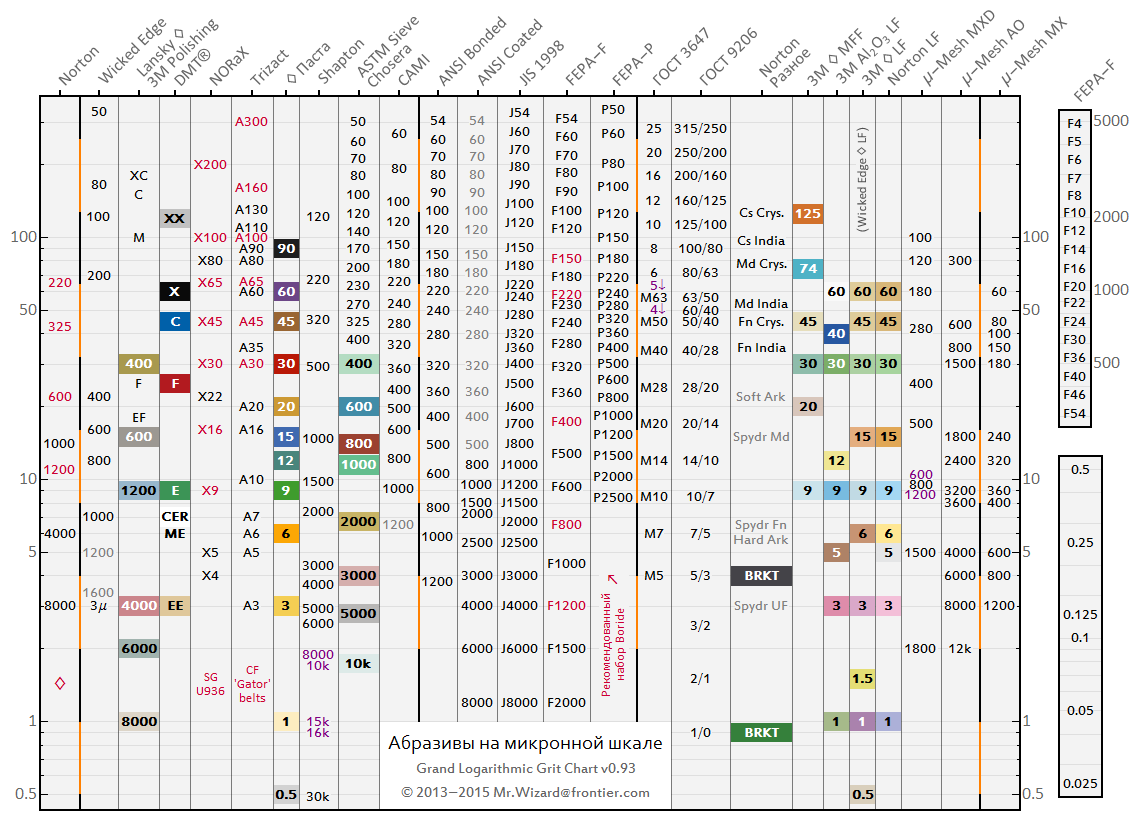
Таблица разделена на серии с соответствующими заголовками. Вертикальная позиция метки – это средний размер зерна в микронах.
Некоторые колонки включают две серии (для компактности), например, в одной колонке вы найдете шкалу «ASTM Sieve» и серию Chosera. В этом случае метки двух серий различаются цветовым оформлением.
Черно-оранжевые вертикальные полосы демонстрируют удвоение размера зерна. Часто считается, что комплект абразивных брусков должен иметь зернистости с логарифмической прогрессией. Так как наша таблица имеет логарифмическую шкалу, то зернистости в наборе должны быть равноудалены друг от друга.
В некоторых колонках вы увидите метки, выделенные красным цветом. Это отмечены серии, которые не имеют своих отдельных колонок.
Цветные метки соответствуют продуктам, имеющим такой же цвет в реальности, например бруски Chosera и алмазы DMT. Цвет алмазных паст, указанный в колонке «♢ Compound», стал стандартом де факто, ей пользуются компании Advanced Abrasives Corporation, Amplex Superabrasives, BORIDE Engineered Abrasives, Engis, Norton, PPT Pro Polishing Tools, United States Products Co. Российские алмазные пасты выпускаются в других цветах по требованию ГОСТ.
Фиолетовым цветом отмечены метки, которые были смещены по вертикали для того, чтобы избежать наложения друг на друга. Бруски Shapton 8K и 10K, 15K и 16К были смещены по вертикали на 2%. Micro-Mesh MXD 600, 800 и 1200 были смещены на 4.5% (они практически идентичны друг другу по зерну). В одном случае два бруска совпадают по зернистости: Norton Hard Arkansas и Spyderco Fine. Соответствующие метки надо читать как «Spyder Fine» и «Hard Ark», находящиеся в одной колонке в одной точке.
Алюмокерамика Spyderco, Wicked Edge, BRKT, а также арканзасы соответствуют «ожидаемой зернистости», то есть по результатам тестов, а не анализа физической структуры.
Продукты с недоказанной зернистостью отмечены серым цветом.
Для стандартных классификаций использовался средний размер зерна основной фракции.
Для продуктов, использующих средний размер зерна в микронах, использовался этот самый размер.
Один пиксел соответствует изменению размера на 1%. Поскольку из статьи вы знаете, что средняя фракция стандартных классификаций имеет существенно больший разброс, положение меток имеет достаточную точность для сравнения.
В колонке «Other» (другие) вы найдете пункт «Table Salt» (поваренная соль). Это шутка автора таблицы.
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
Разновидности надфилей
Классифицируют данный инструмент согласно размеру, профилю и насечке. Все эти три параметра и разделяют надфили на различные типы. Обо всех характеристиках, по порядку.




Размер.
Как уже и говорилось, обычно, размер стандартного надфиля равен 100-120 мм, однако на практике применяются и 200 мм надфили, так как работать с длинными надфилями, часто, очень удобно. Существует 5 различных размеров инструмента (№1, №2 и т.д.).
Профиль инструмента.
Согласно профилю, надфили можно разделить на следующие разновидности:
– трехгранные и клиновидные надфили;
– р омбические и плоские надфили;
– к вадратные и полукруглые надфили;
– р азновыпуклые, а также пазовые надфили;
– о вальные надфили и круглые.
В свою очередь, все эти типы инструментов, подразделяются еще, сразу на несколько категорий, которые мы подробно рассмотрим.
Трехгранные надфили
. Данный тип инструмента может быть остроносым или тупоугольным. Остроносый надфиль – это инструмент, который имеет три равные рабочие грани, а также три равные рабочие ребра. Используется данный тип надфиля во время угловых насечек на поверхности детали. Тупоугольным считается надфиль, который своей формой очень напоминает равносторонний треугольник с тупым углом. Также, тупоугольный надфиль бывает трехстороннего или одностороннего исполнения.

Клиновидный надфиль.
Понятно, что данный вид надфиля имеет клиновидную форму и острый нос. В таком инструменте присутствует 2 рабочие грани, а также ребро. Используются при обработке клапанов и кастов, а также при пропиливании высечек или же малых углов. К слову, существуют наборы надфилей, в которых присутствуют все разновидности данного инструмента.
Ромбический надфиль.
Выполнен в форме ромба, у которого углы при вершине являются тупоносыми, а грани образовывают между собой острые углы – они же и выступают в качестве рабочей поверхности. С помощью данного надфиля, обрабатывают всечки.

Плоский надфиль.
Такой надфиль исполнен в форме прямоугольника, у которого присутствует 4 рабочие стороны – 2 широкие поверхности, и 2 узкие.
Квадратный надфиль.
Собственно, надфиль, который выполнен в форме квадрата – у такого инструмента все стороны являются рабочими, и удобен он при работе с прямоугольными пазами или угловыми насечками и люфтами.
Полукруглый надфиль.
Применяется при обработке внутренних поверхностей колец, а выполнен он в виде полукруга – овальной и плоской части. Насечки, при этом, имеются на обеих сторонах инструмента.
Разновыпуклый надфиль.
Форма такого надфиля очень сильно напоминает двояковыпуклую линзу. Нос надфиля является острым, а насечка инструмента присутствует на обеих его сторонах. С помощью такого варианта надфиля, обрабатывают внутренние кольца и округлые поверхности.
Пазовый надфиль.
Также бывают остроносыми или тупоносыми. Часто, их можно спутать с плоскими надфилями, однако в отличие от них, торцевые грани таких инструментов имеют закругленную форму, собственно, они и представляют собой рабочую поверхность. Используются в труднодоступных участках – отверстиях, например.

Овальный надфиль.
Собственно, образовывает форму овала в своем сечении. Рабочей поверхностью считается вся поверхность инструмента, а применяется он во время обработки отверстий, имеющих закругленную форму.
Круглый надфиль.
Мало чем отличается от предыдущего вида – имеет правильную круглую форму, а область применения остается той же, что и у предыдущего надфиля.
И, конечно же, игольчатые надфили, которые стоит отнести к отдельной категории надфилей. Они отличаются тем, что имеют среднюю длину рабочей части 35-55 мм, а также отличны от других видов хвостовиком – имея квадратное сечение в этой части. Используются во время обработки труднодоступных мест и поверхностей.

Поэтому, покупая в магазине тот или иной тип надфиля, подумайте над приобретением набора надфилей, ведь он будет намного практичнее и проще в использовании, нежели покупка всякий раз новых надфилей, когда они будут необходимы.
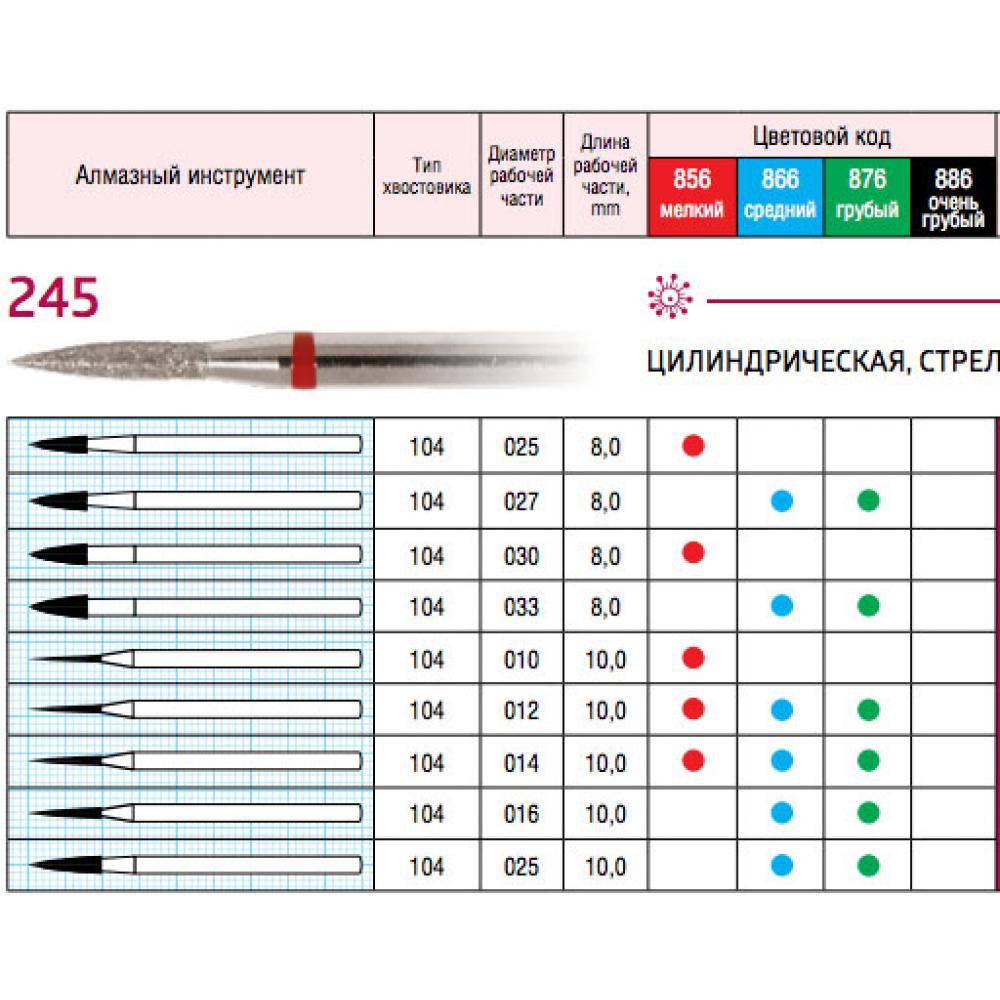
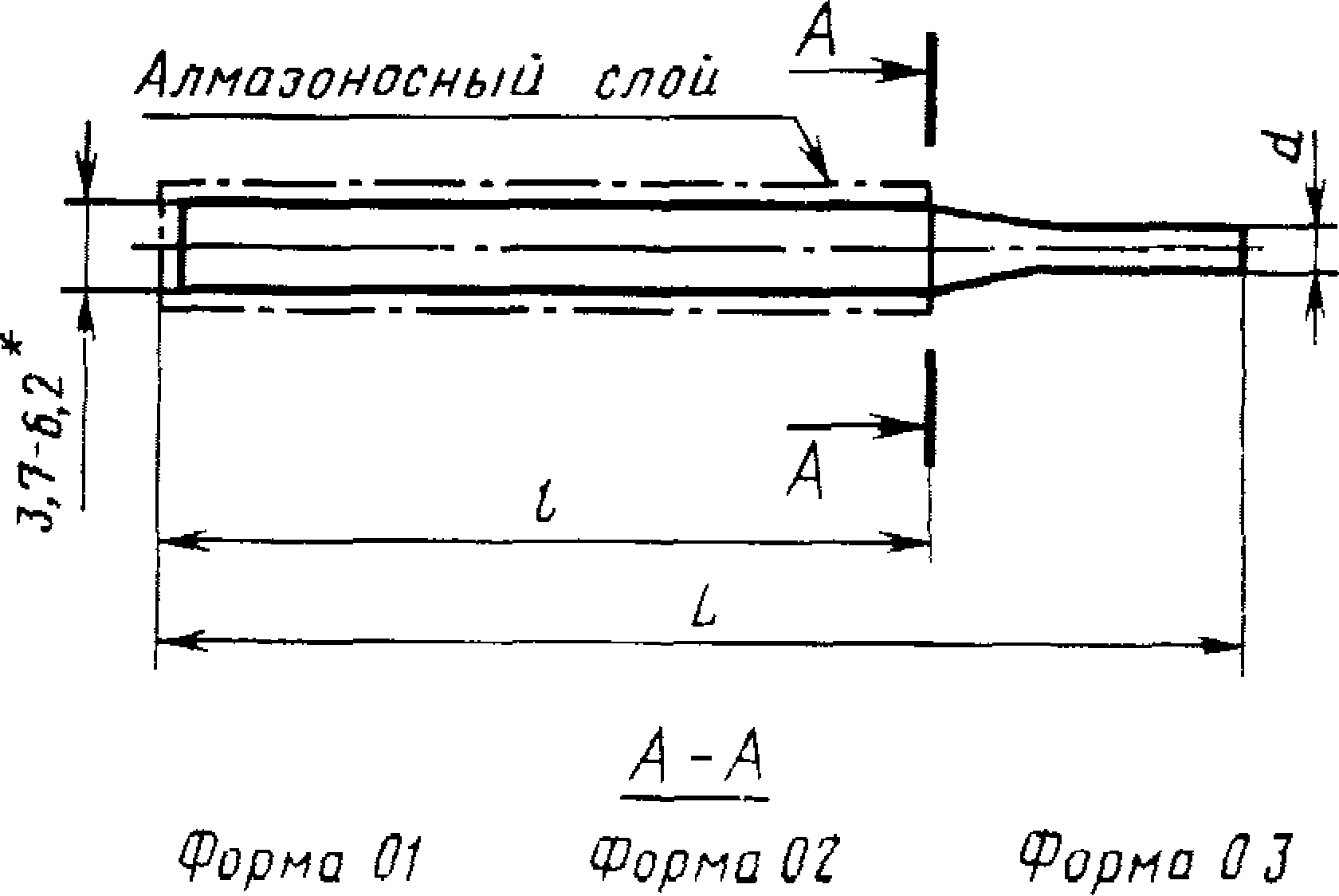
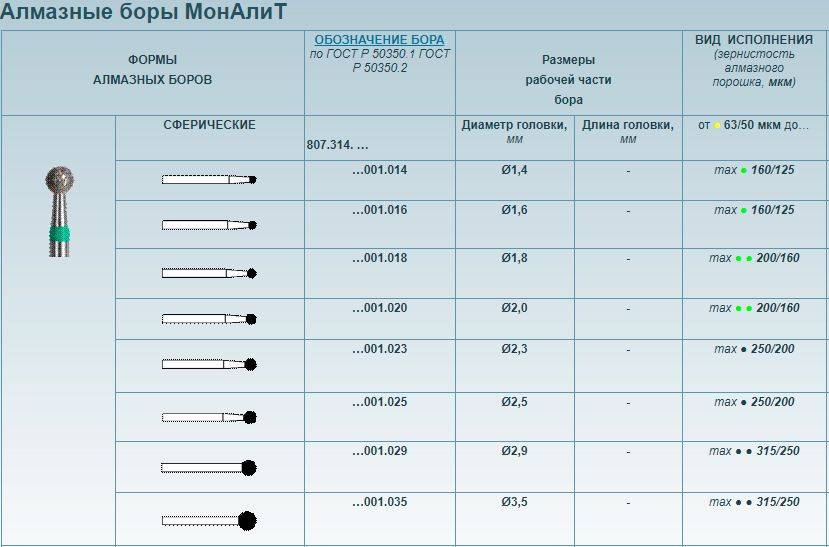
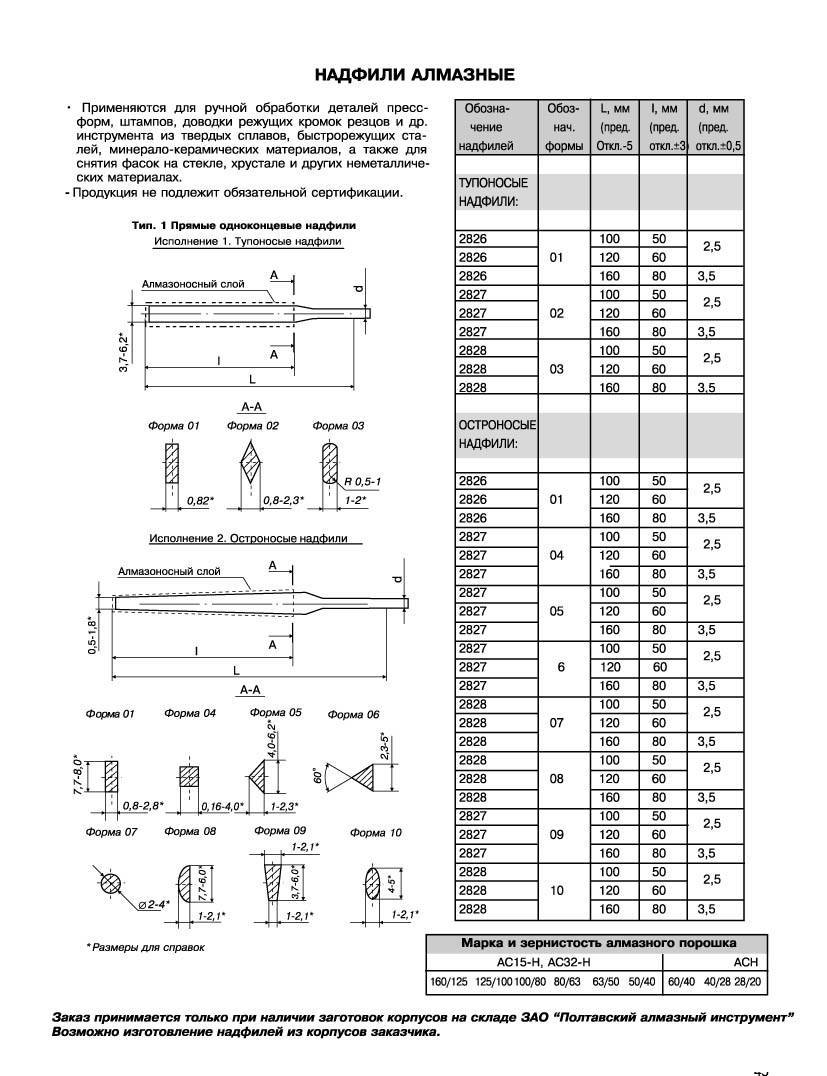
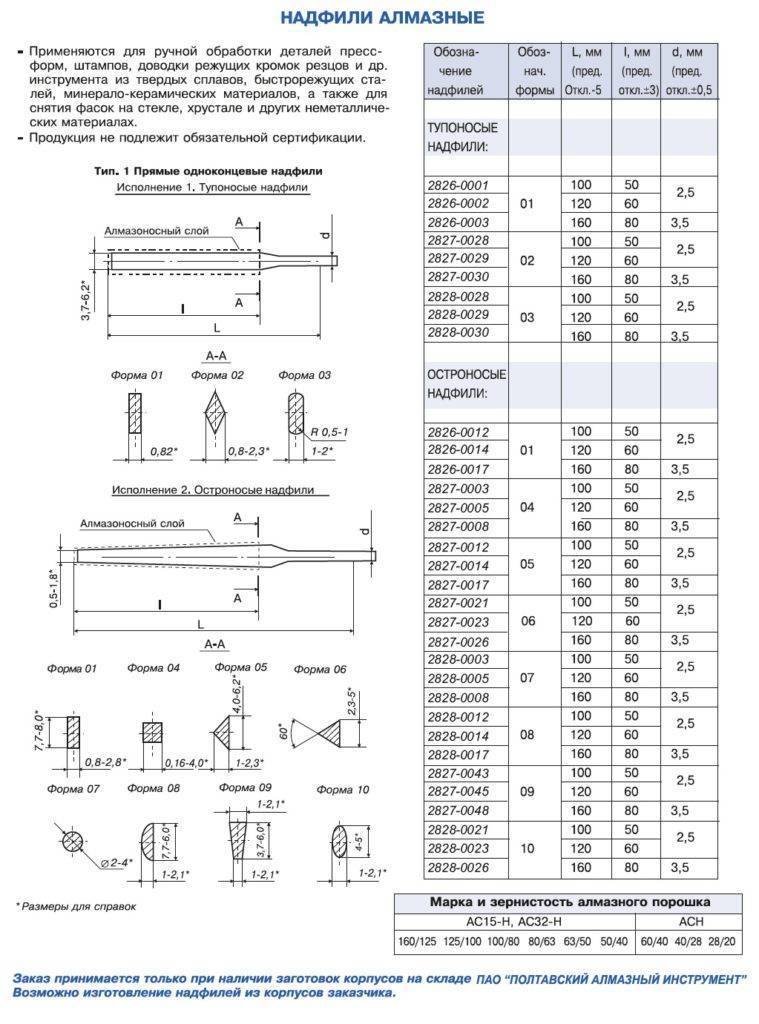
Основные размеры и маркировка алмазных надфилей
По ГОСТ 23461-84 производятся два типа надфилей с алмазным напылением:
- Прямые одноконцевые.
- Изогнутые двухконцевые.
Каждый из этих типов в свою очередь выпускается в двух исполнениях: с тупыми и острыми носами.
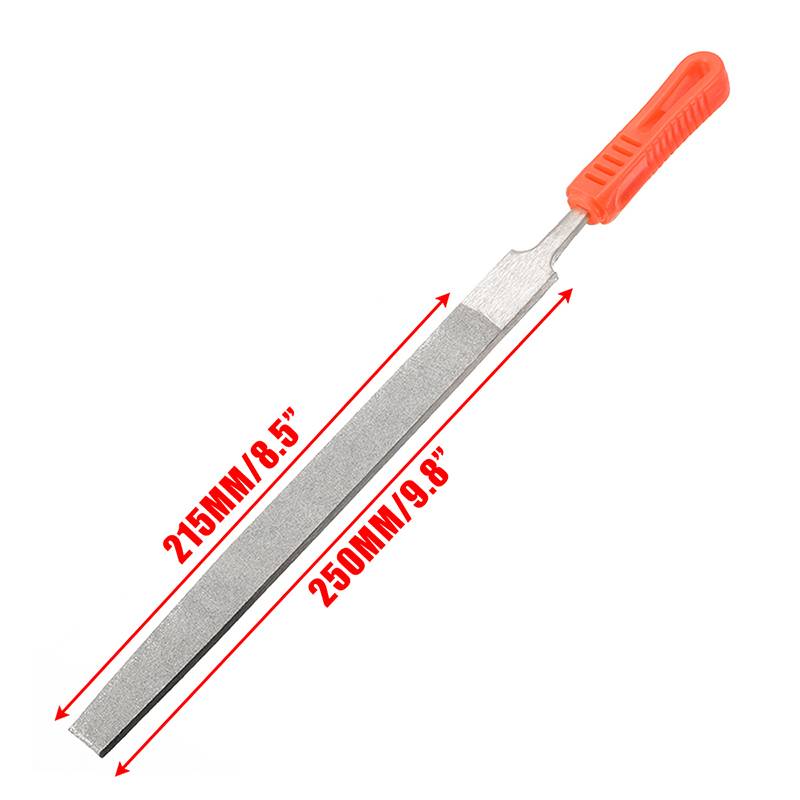
Длина надфилей, соответствующих стандарту, составляет 100, 120 или 160 мм, при этом рабочая часть инструмента равна соответственно 50, 60 и 80 мм.
Маркировка уровня зернистости надфиля такая:
- две черты (красная линия) указывают, что зернистость полезной части составляет 160/125–100/80;
- одна черта (синяя линия) обозначает зернистость 80/63–63/55;
- без обозначений выпускается инструмент, зернистость которого находится в пределах 50/40–40/28.

Насечки рабочей зоны также выполняются строго по стандарту. На круглые либо овальные приспособления наносится одиночная или спиральная одинарная насечка.





Номер инструмента (0–8) определяется числом насечек, приходящихся на 1 см его длины. Чем выше номер инструмента, тем больше насечек, меньше размер зубьев и, соответственно, более ровная поверхность получается после шлифовки.
Протяженность полезной поверхности алмазного надфиля по стандарту всегда в два раза меньше полной длины приспособления. Номер насечки при этом зависит от типоразмера:
- инструменту с полезной длиной 50 мм присваиваются номера от 1 до 8;
- надфилям с рабочей частью 60 мм соответствуют номера от 1 до 7;
- приспособления полезной длиной 80 мм имеют номера от 0 до 6.
Алмазные надфили с крупными зубьями используются в процессе черновой обработки для одновременного удаления толстого слоя материала.
Для работы с мягкими металлами (бронза, медь, алюминий) подходят приспособления со средней насечкой. Они отлично справляются с удалением заусенцев, шлифованием торцов труб, не уменьшая при этом размеры обрабатываемых изделий.
Алмазные надфили с мелкими зубьями используются для выполнения точных работ, например, для увеличения клиновых пазов на валах электродвигателей, очистки обгоревших контактов токосъемников.
В быту часто можно встретить мусаты – своеобразные алмазные надфили, применяющиеся для быстрой и аккуратной заточки ножей. Полотно таких приспособлений имеет овальную форму с насечкой, расположенной вдоль, а не поперек.
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
Приемы шабрения
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
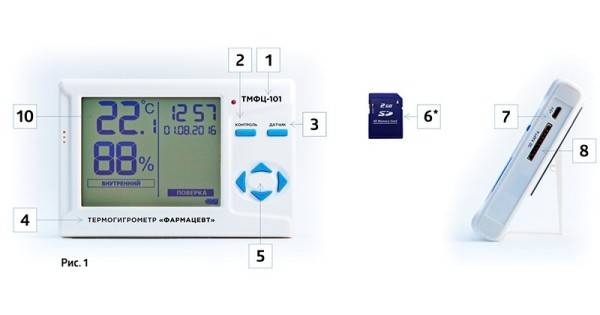
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
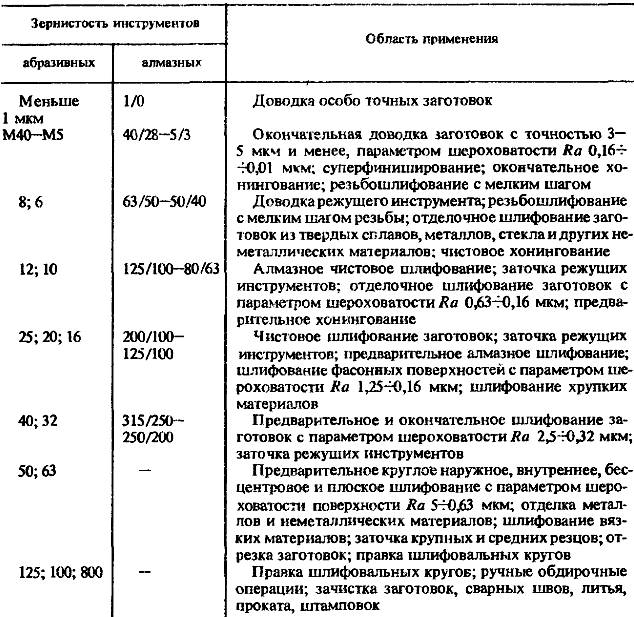
Зернистость заточных камней
Перед приобретением инструмента для поддержания ножей в работоспособном состоянии в первую очередь встанет вопрос о необходимой зернистости точильного камня. В технологической документации этот параметр называют гритностью. От его величины зависит агрессивность воздействия на обрабатываемую плоскость.
Крупные зерна оставляют глубокие следы на кромке, что не всегда допустимо для некоторых материалов. Идеальной считают ровную и острую поверхность без малейших намеков на заусенцы и прочие дефекты. По этой причине зерна большой величины используют преимущественно для ремонтно-восстановительных работ.
Качественный результат способен обеспечить точильный камень из мелких фракций, правда, процедура отнимет много времени.
Опытные мастера рекомендуют держать под рукой набор инструмента различной фракции. Начинать процесс заточки следует с крупного зерна с постепенным переходом на более мелкое.