Правильный выбор
Чтобы правильно подобрать расходный материал для заточки, необходимо при изучении различных изделий учитывать ряд следующих параметров:
Тип машины для резки и обрабатываемого материала. Если планируется выполнять рез большой глубины, то выбранный диск должен иметь соответствующий размер. Эффективная работа инструмента возможна только при условии, что рабочий диск будет подходить по размеру резочному оборудованию.
Форма зубьев отрезного круга. Этот параметр зависит от типа обрабатываемого материала
Учитывать его в процессе выбора алмазного диска важно, потому что от этого зависит скорость и чистота обработки. Однако иногда попадаются материалы с мягкой структурой, которые легко можно разрезать и алмазными дисками без зубьев
Благодаря использованию такого материала можно избежать их повреждения.
Также существуют и другие параметры, которые нужно учитывать при выборе алмазного шлифовального круга для заточки:
- Возможности и технические параметры отрезного круга.
- После приобретения точильного материала, удовлетворяющего необходимым требованиям, нужно правильно закрепить его на валу резочного станка.
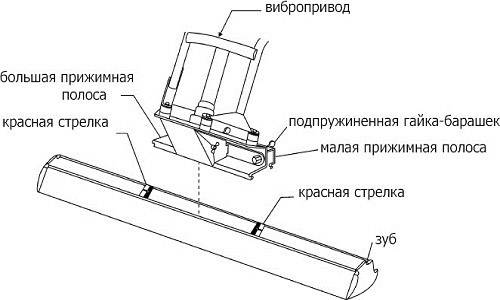
- Необходимо позаботиться о том, чтобы после включения вал станка и диск имели одинаковое направление вращения. Понять, как правильно установить круг алмазный для заточки инструмента, можно по расположенной на корпусе стрелке, которую наносят многие производители на свои изделия.
Характеристика алмазных кругов
Алмазные круги для болгарки являются самыми прочными, что дает возможность их применения для выполнения работ по резке и шлифованию различных материалов. К таковым материалам, с которыми справляется алмазный диск, относятся:
- Керамические изделия
- Твердосплавные металлы
- Различные породы камня
- Кварцевое стекло
Достоинством алмазных кругов на болгарку является способность обработки асфальтной поверхности. Это обусловлено таким свойством, как повышенная износостойкость, что позволяет пользоваться такими насадками преимущественно продолжительное время.
 Алмазный диск на инструменте
Алмазный диск на инструменте
Важно обратить внимание! Одним из главных параметров алмазных дисков является их степень зернистости. Чем больше показатель зернистости, например, выше 180 единиц, тем выше уровень шлифования
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов
Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов. Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении.
Алмазные круги можно разделить на следующие виды:
- Сегментные изделия, которые имеют равномерные вырезанные части по наружной кромке. Рабочей областью называется наружная часть изделия. Применяются сегментные круги для резки железобетона, камня, арматуры и прочих материалов
Внешний вид сегментного диска
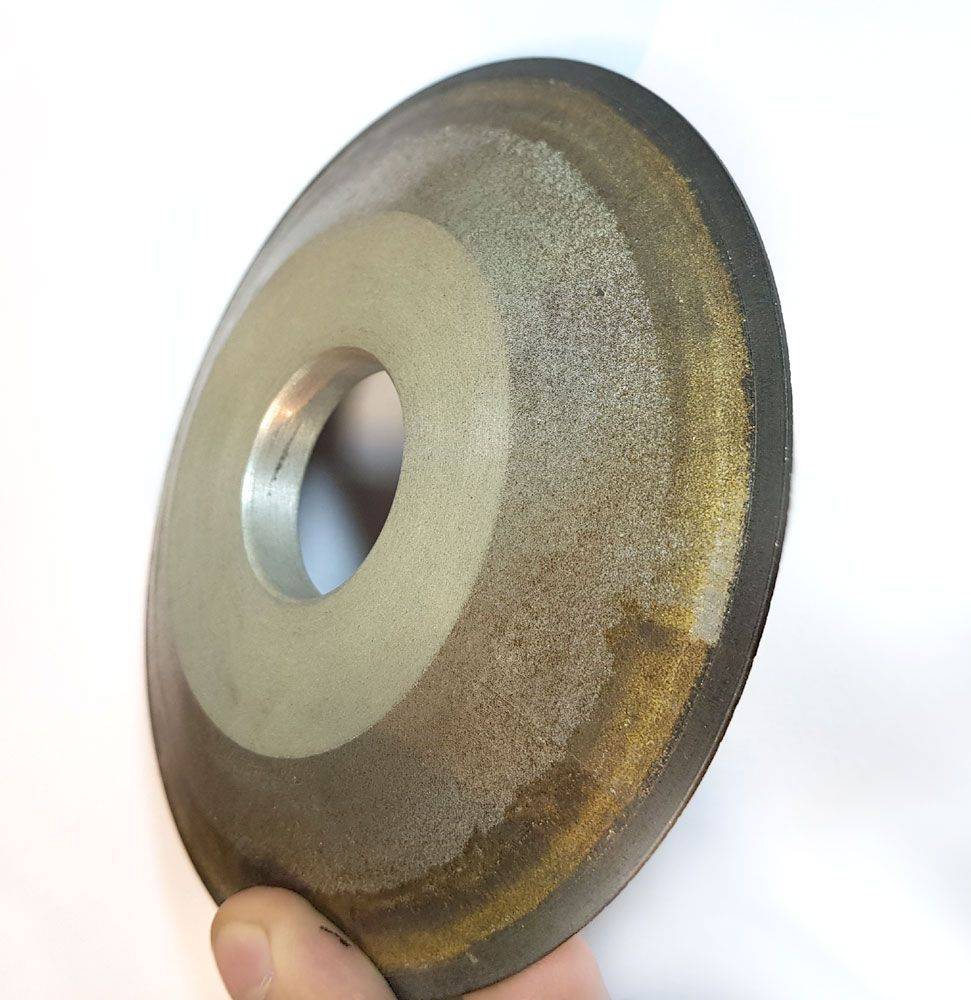
- Сплошной — он называется так по причине отсутствия граней и зубьев на рабочей поверхности. Применяется для резки керамогранита, керамической плитки и прочих видов камней натурального происхождения. Стоит отметить, что такие круги предназначаются преимущественно для мокрой резки
Внешний вид сплошного круга
- Турбо-сегментный или комбинированный — такие круги еще называются турбоволнами, так как они имеют одинаковые сегменты, которые расположены под соответствующим углом. Преимуществом таких кругов является плавность хода инструмента, а также минимальный уровень вибраций. Не рекомендуется для резки металла и железобетонных конструкций
Комбинированный круг для болгарки
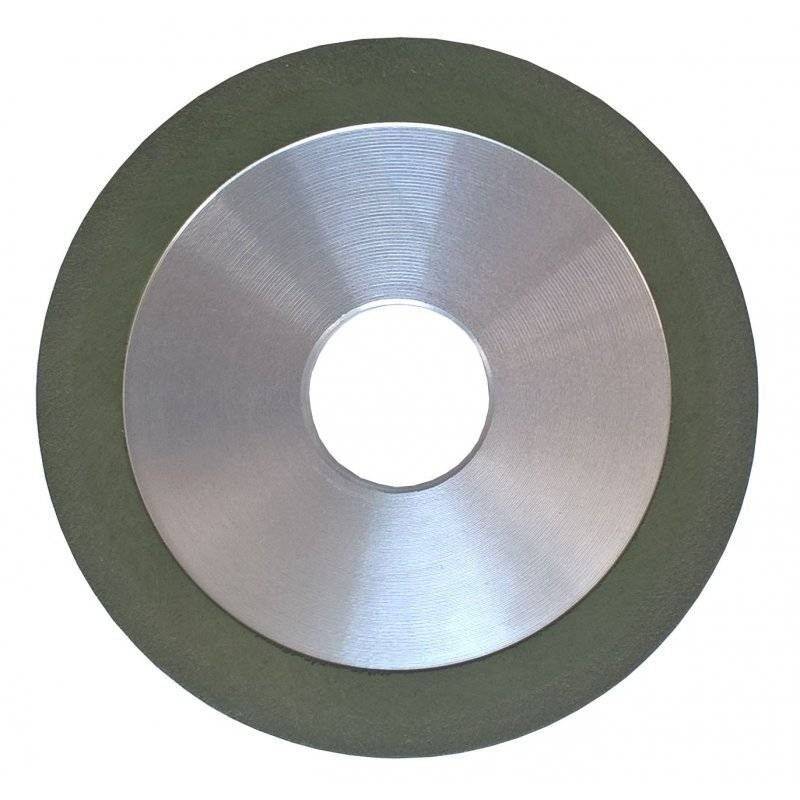
В конструкции рассматриваемых изделий используется только алмазное напыление, так как именно данный вид материала является одним из самых твердых и прочных. Алмазная крошка, используемая в качестве напыления для дисков, делает изделие прочным, повышает его срок эксплуатации, исключает уменьшение диаметра, но при этом делает его более дорогостоящим по сравнению с абразивными кругами.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
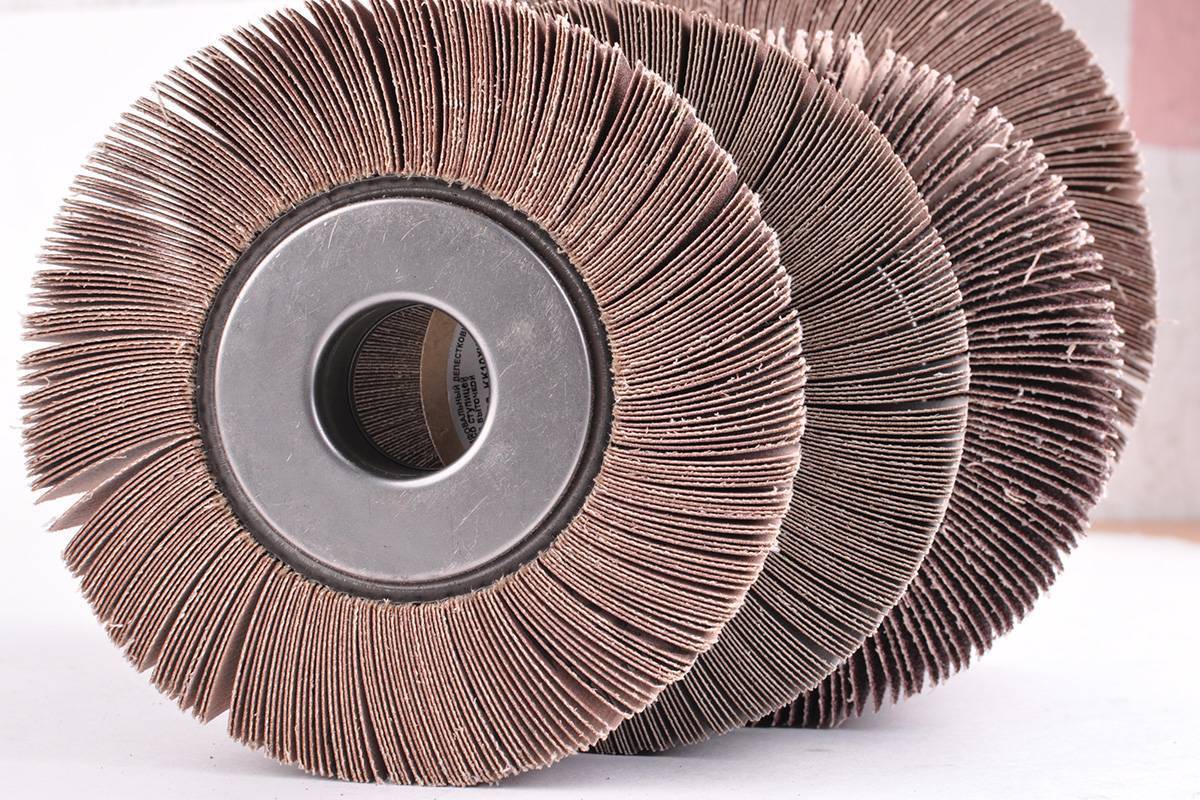
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
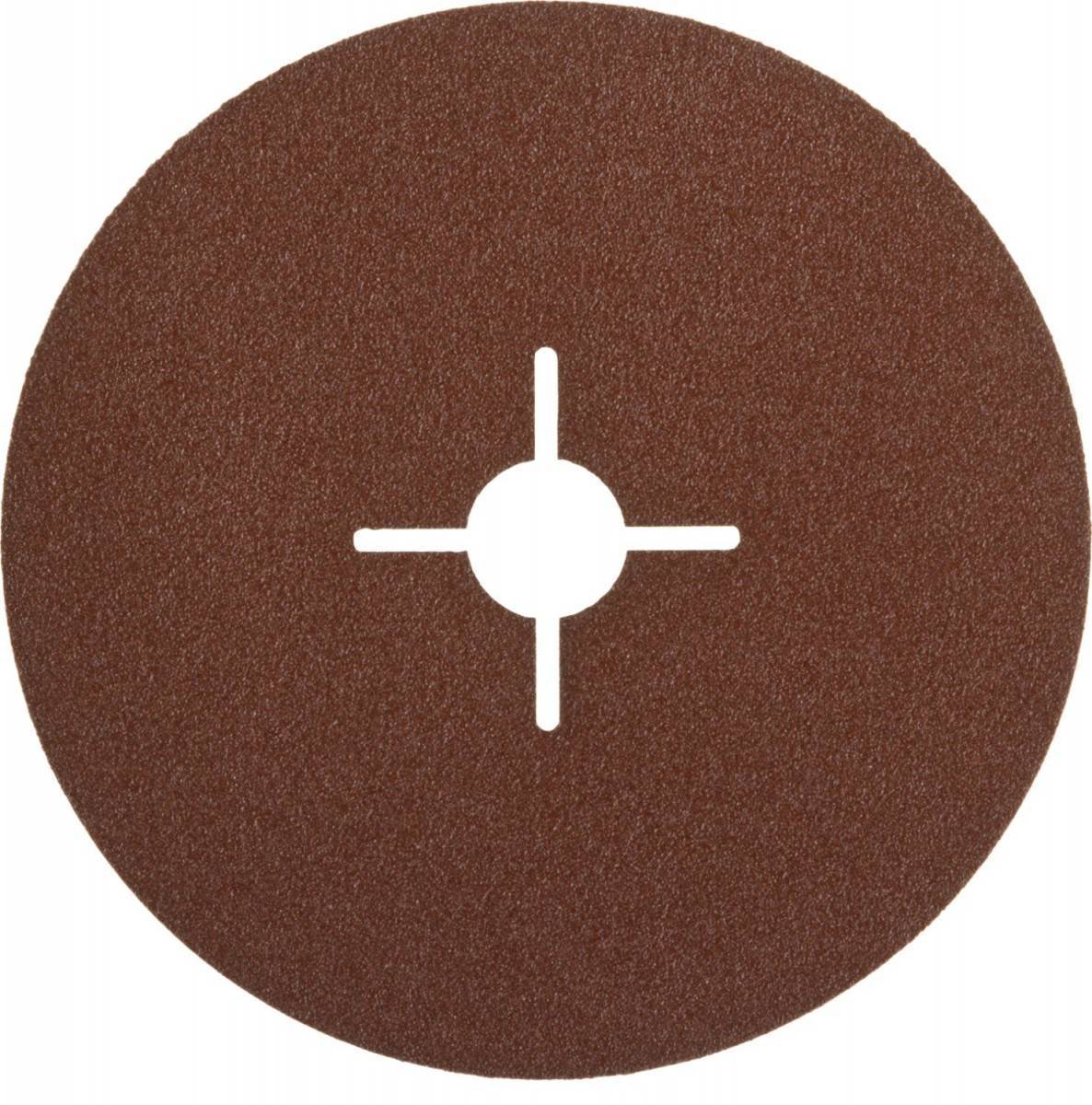
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
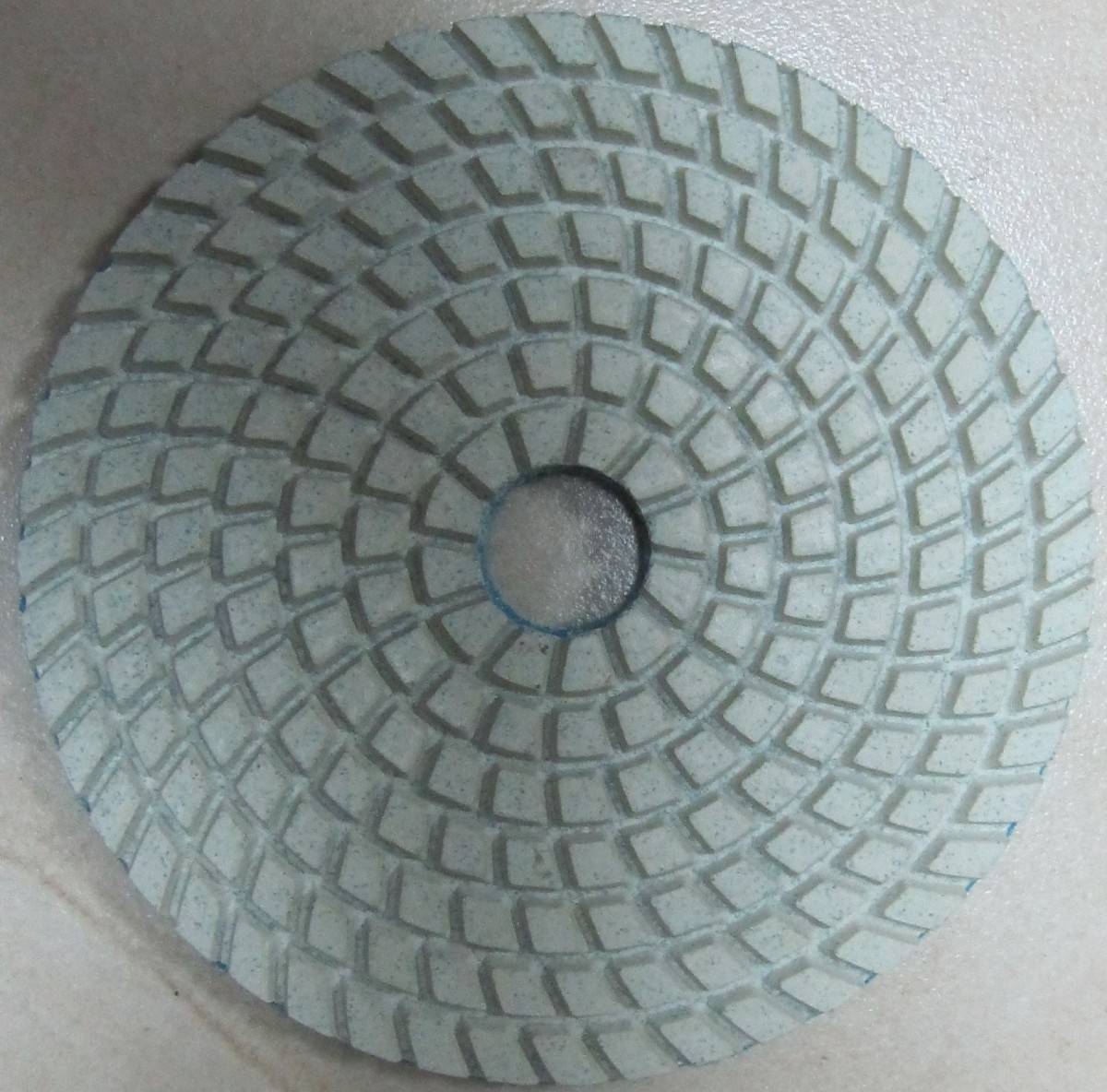
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Виды алмазных дисков
Итак, одно мы уже знаем точно – для резки любого типа материала мы теперь выбираем только алмазные диски. Но какой диск выбрать среди них? Действительно, несмотря на кажущееся сходство, алмазные диски различаются по внешнему виду и функциональному назначению. Для того, чтобы при резке или шлифовке добиться наилучшего результата, и, что намного важнее, для того, чтобы не повредить само лезвие и пилу, в каждом отдельном случае необходимо использовать правильный тип диска. В промышленном строительстве выделяют три основных вида алмазных дисков:
Сегментные диски

Этот вид алмазного диска легко отличить по глубоким вырезам (или сегментам), идущим по краю лезвия. Размер и форма сегментов варьируются от диска к диску в зависимости от типа материала для резки: например, лезвия для асфальта обычно имеют более широкие U-образные бороздки, тогда как в диске для бетона эти бороздки будут намного уже. Кроме того, чем более абразивным является разрезаемый материал, тем шире должны быть прорези между сегментами – для лучшего отвода тепла и удаления отработанного шлака. Наконец, сами прорези могут быть разной формы: угловой, каплевидной или в виде замочной скважины. Так, сегментные алмазные диски с прорезями в форме замочной скважины могут быть использованы практически для любых материалов, в то время как диски с угловыми прорезями используются, как правило, только для резки мрамора и гранита.
Сегменты – это ахиллесова пята всех подобных резаков, их главное преимущество и их же главный недостаток. С одной стороны, вырезы создают множество воздушных потоков, позволяя быстро охлаждать сердечник лезвия и линию разреза. Благодаря этому сегментные диски чаще других используются «в полях», там, где нет возможности использовать влажную резку. С другой стороны, сегменты «рвут» кромку материала, давая самый неаккуратный и грубый срез. Поэтому лучше всего сегментные алмазные диски подходят для резки бетона, кирпича, известняка и других твердых или армированных материалов – там, где имеет значение результат, а не точность, и, наоборот, использование этого типа лезвия на хрупких материалах вроде плитки обычно приводит к сколам или рваному краю разреза.
Сплошные диски

В отличие от сегментного диска, сплошной алмазный диск, как нетрудно понять из названия, представляет собой сплошное лезвие без каких бы то ни было сегментов или вырезов. Из-за их отсутствия подобные диски используются только для влажной резки: роль воздуха, очищающего и охлаждающего лезвие, в данном случае выполняет вода. Кроме того, сплошной диск, как правило, режет материал намного медленнее – но при этом обеспечивает наивысшее качество среза. Сплошной алмазный диск можно и нужно использовать там, где требуется гладкий и качественный пропил и там, где есть высокий риск сколов: при резке керамической плитки, фарфора, керамогранита или мрамора. В ручных углошлифовальных машинах чаще всего можно встретить сплошные диски диаметром от 100 до 150 мм; диски большего диаметра, как правило, используются в циркулярных и плиточных пилах.
Турбо

Среди всех разновидностей алмазных дисков диск «турбо» является, пожалуй, самым сбалансированным, совмещая в себе лучшие качества сегментных и сплошных лезвий. Его рабочая поверхность представляет собой сплошной обод с зубчатой кромкой, предназначенной для увеличения скорости резки при сохранении гладкости пропила; кроме того, очень часто на алмазных турбо-дисках можно заметить многочисленные отверстия, призванные охлаждать лезвие во время работы. Несмотря на то, что его сегменты в разы меньше, чем у диска первого типа, диск «турбо» отлично сохраняет свою поверхность прохладной и может быть использован как для влажных, так и для сухих работ. Говоря проще, «турбо» способен резать те материалы, на которых запнется сплошной диск (вроде бетона, кирпича или известняка), но сделает это намного быстрее, за счет выталкивающих шлак турбо-элементов, и аккуратнее, чем его сегментный собрат.
Типы дисков
Очень часто, заточный круг используют для работы с твёрдосплавным резцом. Но прежде, чем перейти к тому, какие алмазные круги лучше подходят для заточки твердосплавных резцов, стоит разобраться, что это вообще такое. Есть два основных типах круга для заточки: абразивный, или, как его еще называют, наждачный, и алмазный. Первый тип подойдет для мелкой, бытовой заточки, например, ножевого элемента мясорубки, а также, для заточки ножей. Алмазный же круг предназначен для более габаритной работы. Так, его можно применять для заточки дисковых пил, для напайки на перфораторных бурах, для заточки цепей бензопил и других подобных твердосплавных инструментов.
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.
Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.









На что стоит обратить внимание при выборе алмазного диска
Алмазные круги, в свою очередь, также различаются по нескольким пунктам, на которые стоит обращать внимание при выборе нужного вам девайса. Отличаться круги могут шириной, толщиной и диаметром алмазного слоя, других аспектах
Заметим, что чем большую толщину и ширину будет иметь алмазный слой, тем дороже обойдется диск, но тем медленнее он будет поддаваться износу и затупляться.
Для того, чтоб правильно выбрать круг, стоит обращать внимание на информационную этикетку, которая расположена, зачастую, на внешней стороне диска. На ней можно отыскать информацию по всем пунктам характеристики девайса: размер, структуру, зернистость, максимально позволенную скорость, твердость, точность и другие
Можно выделить два основных отличия: тип круга и уровень его зернистости.

На что еще следует обратить внимание
Отдельные типы подобных инструментов могут не иметь стрелки на корпусе. Если в ваших руках оказался именно такой алмазный круг для заточки, то во избежание ошибок желательно перед его установкой ознакомиться с документацией. Учтите, что алмазный отрезной круг должен вращаться с той же скоростью, что и инструмент для резки. Следует иметь в виду, что алмазные диски различных марок будут отличаться друг от друга и пределами скорости вращения. Получить сведения об этой характеристике можно из документации, прилагаемой к режущему инструменту. Если эксплуатация или монтаж алмазного отрезного круга будет выполнен с нарушением рекомендаций производителя, то помимо малоэффективной обработки может возникнуть риск повреждения резцов. По этой причине еще до того, как остановить выбор на том или ином алмазном отрезном круге следует познакомиться с техническими характеристиками машины, на которую его планируется устанавливать.
Если на этапе выбора алмазного круга учесть все нюансы, то вам не составит труда подобрать для него комплектующие, идеально подходящие машина для резки и обрабатываемого материала. Действуя подобным образом, вы сможете легко создавать оптимальный рез, а также обеспечите безопасность эксплуатации и высокую эффективность инструмента.
На что обращать внимание при покупке?
В первую очередь при выборе инструмента необходимо обращать внимание на габариты. Внутренний диаметр для болгарки стандартно равен 22 мм
Если же резка алмазным диском выполняется при помощи стационарного оборудования, возможно, потребуется инструмент диаметром 25,4 мм.
Внешний размер диска бывает 115, 125, 230, 350 мм. В зависимости от типа работ необходимо выбирать тот или иной вариант.
Определившись с габаритами, необходимо установить точность обработки. Для очень точного разреза следует отдать предпочтение сплошному напылению. Для бетона подходят сегментные разновидности. Также следует учесть, что при обработке материала сухим методом необходимо останавливать работу инструмента через каждые 1,5-2 мин. Поэтому процесс немного затягивается.
Проблемы, возникающие в процессе работы и способы решения
Основной проблемой, которая возникает при обработке гранита, является быстрый износ режущей кромки или замыливание сегмента. Причинами такой ситуации могут быть:
- неправильный подбор круга;
- неисправность привода болгарки, УШМа;
- чрезмерный нажим.
Чтобы исключить интенсивный износ диска, покупайте только качественные расходные материалы, предназначенные для материала который вы планируете обрабатывать. При подборе рекомендуем обратится к специалистам нашего магазина. Перед началом работ всегда проверяйте работоспособность инструмента. Резку выполняйте в несколько проходов с умеренным нажимом.
Если сегменты диска быстро затупляются, значит, неправильно сделан выбор с учетом твердости материала, либо нужно уменьшить нагрузку и чаще охлаждать. При появлении малейших трещин на круге немедленно прекратите резку и замените оснастку. Когда появляются биения, колебания оборотов, самопроизвольное их увеличение или уменьшение, также следует остановить работу и сдать болгарку в ремонт.
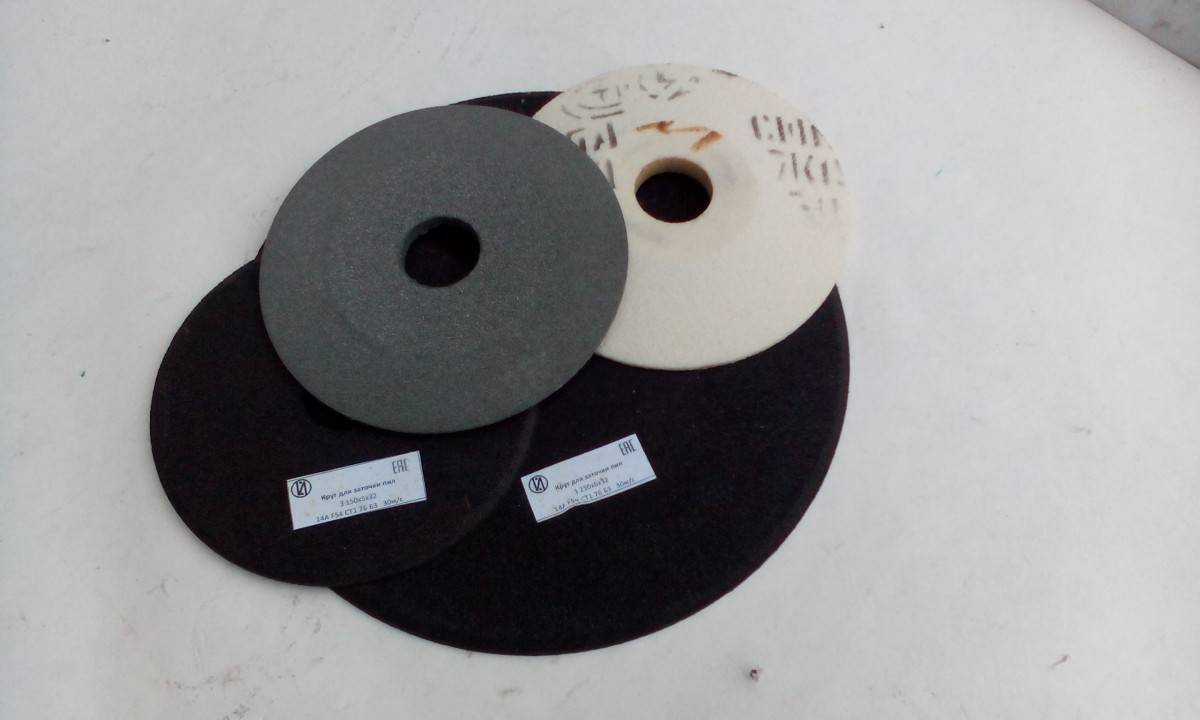
Круг абразивный шлифовальный
 Абразивные круги выполнены в виде очень тонких листков и имеют посадочные отверстия в центре с обрамлением в форме металлической втулки. Для создания таких дисков используют разные частицы, наполнители в сочетании со специальной связующей массой, в качестве которой может выступать вулканитовая или бакелитовая. В соответствии с технологией, все перечисленные компоненты после перемешивания отправляются в специальные формы, после чего подвергаются прессованию.
Абразивные круги выполнены в виде очень тонких листков и имеют посадочные отверстия в центре с обрамлением в форме металлической втулки. Для создания таких дисков используют разные частицы, наполнители в сочетании со специальной связующей массой, в качестве которой может выступать вулканитовая или бакелитовая. В соответствии с технологией, все перечисленные компоненты после перемешивания отправляются в специальные формы, после чего подвергаются прессованию.
Абразивные круги бывают двух видов:
- шлифовальные;
- отрезные.
Первые предназначены для резки твердых неметаллических и металлических материалов, в том числе мрамора, кирпича, гипсокартона, сплавов цветных металлов и других. Шлифовальные круги чаще всего используют для шлифования и заточки деталей, выполненных из тех же самых материалов.
Оба вида абразивных кругов одинаково востребованы на производстве. Их используют для обработки на соответствующего типа станках — шлифовальных и отрезных.
Необходимый результат при использовании абразивных кругов получают путем воздействия острыми вершинами абразивных частиц, которые во время вращения круга врезаются в обрабатываемую поверхность. Как правило, эти частицы имеют размер от 100 до 2000 мкм. Следует заметить, что с увеличением размера и твердости зерен абразива повышается и производительность круга.
Фото хороших шлифовальных кругов


























Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях
Основные характеристики инструмента
Оснастка состоит из основания, на который нанесен слой порошка. Требование к выбору изделий для обработки поверхности — твердость инструмента должна быть выше по сравнению с заготовкой.
При значительной разнице возможен перегрев и термические дефекты. Малое отличие ведет к поломке инструмента или снижению производительности труда.
Особенности алмазосодержащего слоя
Вес твердого минерала измеряют в каратах. Один карат приравнен к 0,2 г. Зерна — сросшиеся кристаллы алмаза. К главным характеристикам изделий относят величину и плотность частиц. Чтобы удержать алмазы в рабочем слое, применяют связки, основных разновидностей — три.
Органические компоненты выделяют мало тепла, практически не засаливаются. В преимуществах связки — крепкое удержание зерен, в том числе, мелкой фракции, поэтому оснастку применяют для финишных операций. Недостаток — повышенная износостойкость.
Металлические частицы придают рабочему слою прочность, при контакте с деталью порошок нагревается. Оснастка со связкой из бронзы, алюминия, меди и иных металлов, — склонна к засаливанию и требует частой правки.
Особенность использования инструмента с керамическим порошком — для доводки вязких материалов. Абразивные изделия применяют для одновременной обработки стали и твердых сплавов.

Однородность и концентрация зерен
При производстве порошков составы разделяют по фракциям. Для этой цели используют сита со специальными ячейками. Маркировка продукции представляет собой дробь. Числитель — размер сторон отверстий в верхнем сите, знаменатель — параметр нижних ячеек.
При обработке деталей круглой формы место контакта с инструментом минимальное. В этом случае выбирают абразивные изделия, в которых рабочий слой содержит высокую концентрацию твердых включений.
Однородность и массовая доля абразива влияют на производительность труда, режущую способность инструмента и чистоту поверхности детали.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
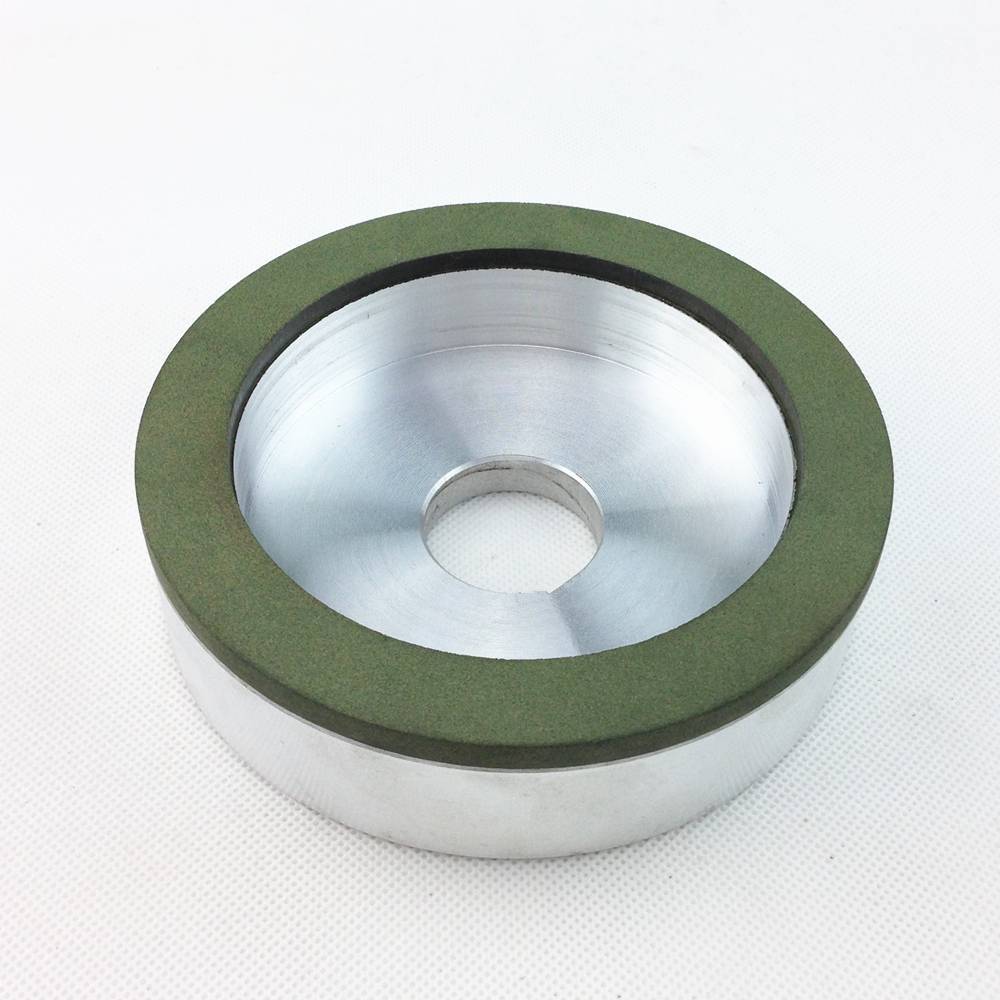
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, — количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель — нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.








Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.