Режимы газовой сварки
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
Регулировка данного параметра осуществляется подбором номера наконечника горелки:

Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
- Мощность пламени и ее характер;
- Диаметр присадочной проволоки;
- Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.
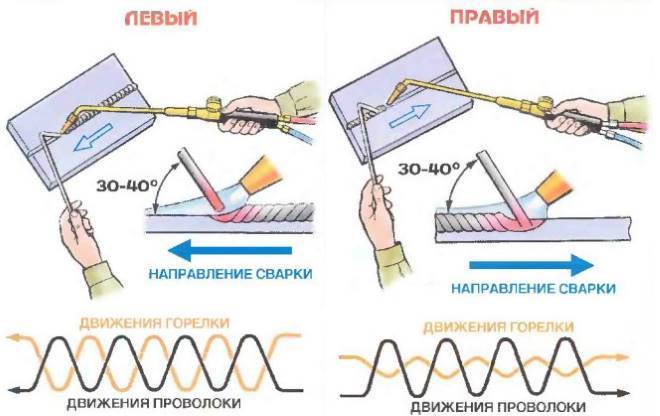
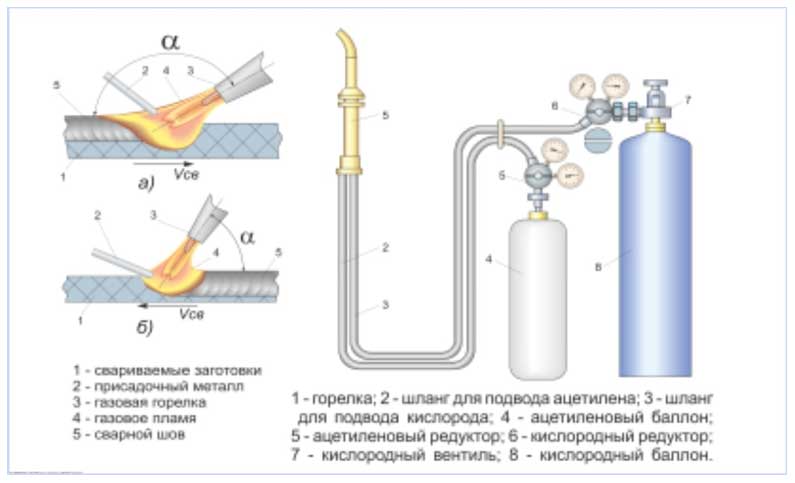
Левый способ
При таком методе сварки деталей, сварщик перемещает горелку справа налево, присадка должна располагаться впереди горелки. Пламя направляется от шва. Это обеспечивает сварщику хороший обзор шва и как результат он может обеспечить равномерность ширины и высоты валика. Такой метод сварки применяют при работе с деталями до 5 мм.
Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.
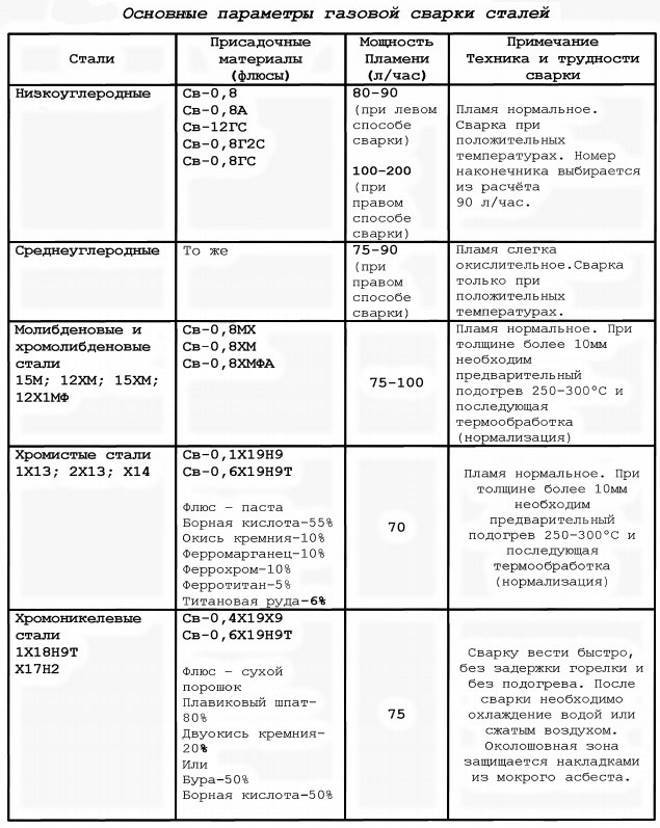
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.

Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
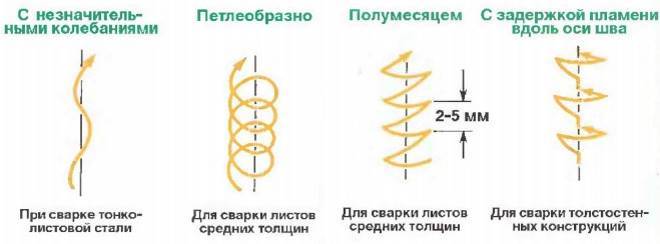
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
Используемое оборудование
Кислородная сварка предполагает создание шва за счет создания пламени при горении смеси двух газов ацетилена и кислорода. Поэтому необходимо обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
https://youtube.com/watch?v=g9wVooaDzvk
Для решения этих технических задач применяется следующее оборудование:
- баллон для хранения кислорода (обычно используют стандартный стальной баллон ёмкостью 40 литров);
- специальная ёмкость для хранения карбида и выработки ацетилена (такие агрегаты называются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных условиях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки определяет её величину отверстия: самый маленький имеет нулевое обозначение, самый большой пятый).

Устройство оборудования
Сварка ацетиленом и кислородом проводится в различных условиях. С этой целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. Например, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в синем цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это снижает возможность ошибки при монтаже, повышает надёжность и безопасность собранного аппарата.
Газовая сварка ацетиленом и кислородом. Технологический процесс газовой сварки.
Технология газовой сварки.
Газовая сварка осуществляется путем нагрева газовой горелкой соединяемых поверхностей до перехода металла в жидкое состояние. При газовой сварке горючий газ сжигается в струе кислорода, и пламя направляется на свариваемое место металла. Горючий газ и кислород по гибким шлангам подводятся в сварочную горелку и смешиваются в ней. По выходе из горелки смесь воспламеняется и дает высокую температуру.
В качестве горючих газов наибольшее применение получил ацетилен. Ацетилен для сварки образуется в особых аппаратах-генераторах, в которых карбид кальция под действием воды разлагается на ацетилен и гашеную известь. Генераторы устанавливаются недалеко от места работы, и ацетилен из них поступает по гибким шлангам к сварочной горелке под давлением от 100 до 150 мм ртутного столба.
Давление газа при газовой сварке.
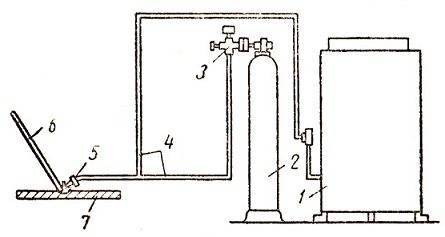
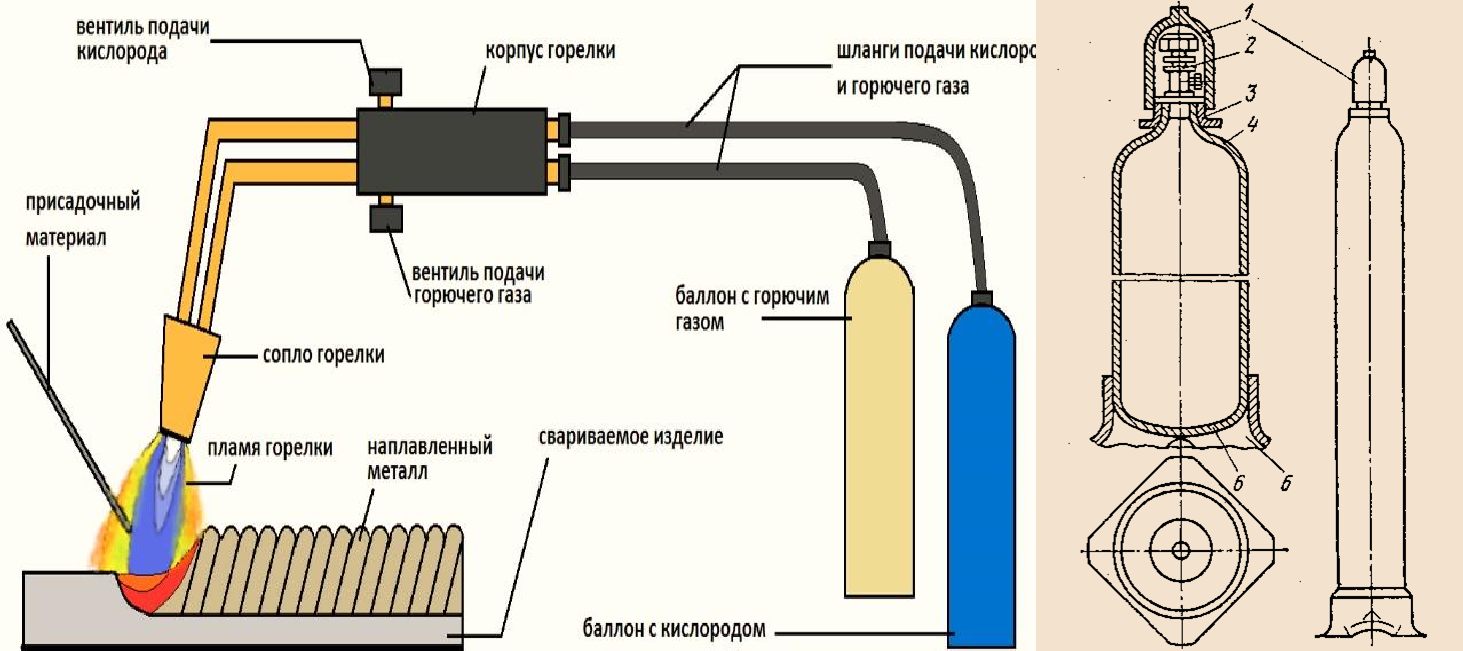
Рис. 1. Установка газовой сварки:
1 — генератор; 2 — баллон с кислородом; 3 — редуктор; 4 — шланг; 5 — горелка; 6 — пруток (присадочный); 7 — изделие.
На рис. 1 представлена принципиальная схема установки для газовой сварки металла. Кислород доставляется к месту работы в стальных баллонах, в которых он находится под давлением до 150 ат. Баллоны окрашиваются в голубой цвет. Кислород из баллона через редуктор, который снижает давление газа до 3 ÷ 10 ат, по второму шлангу подводится в газовую горелку. При отсутствии генератора ацетилен может быть получен с ацетиленовых заводов в баллонах. Ацетиленовые баллоны окрашиваются в белый цвет.






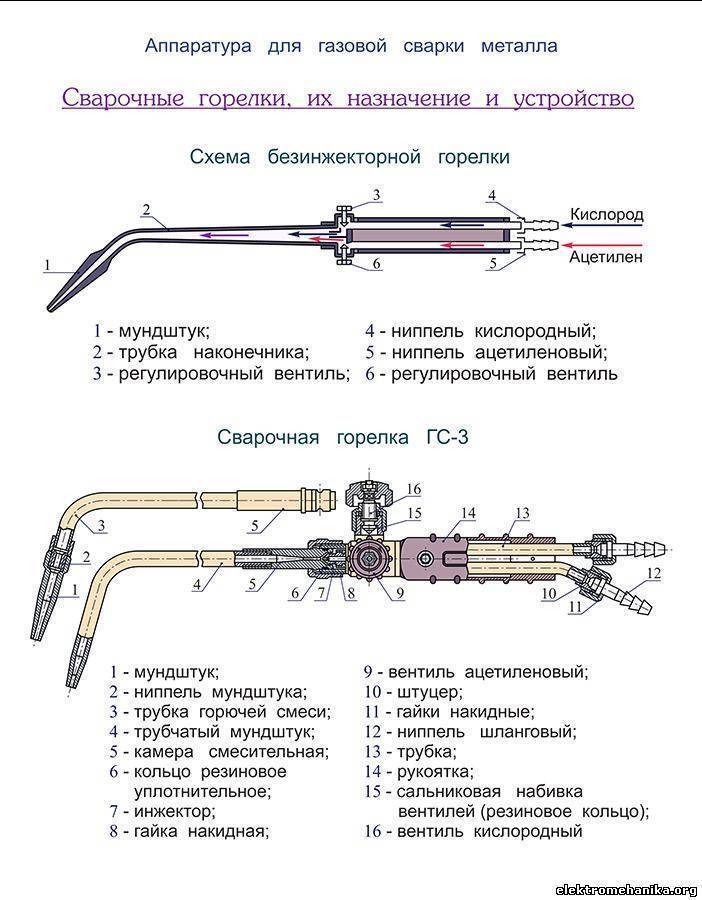
Оборудование для газовой сварки.
Сварочная горелка (рис. 2) имеет два штуцера 1 и 2 для надевания шлангов, подающих в горелку кислород и ацетилен, запорные краны 3 и 4 для пуска обоих газов и сменный наконечник 5. Размер наконечника зависит от расхода газа в единицу времени и обозначается номерами от 1 до 6. Чем толще свариваемое изделие, тем больше расход ацетилена и тем больший размер должен иметь наконечник.
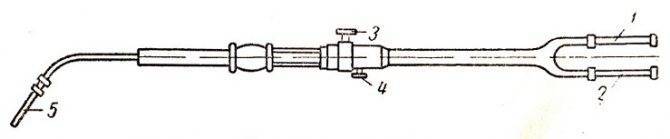
Рис. 2. Газовая горелка для сварки:
1, 2 — штуцеры; 3, 4 — краны; 5 — горелка.
Газовая сварка пламя.
Пламя горелки регулируется во время работы. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление сварочного шва, а избыток ацетилена — его науглероживание. И то и другое вредно отражается на качестве шва.
Металл для заполнения сварочного шва получается от расплавления присадочного прутка.
При сварке горелке сообщают небольшое поступательно-колебательное движение вдоль шва. Этим достигается лучшее соединение свариваемых деталей.
Левый способ газовой сварки. Правый способ газовой сварки.
Сварка разделяется на левую и правую. При левой сварке пламя горелки движется справа налево, позади сварочного прутка. При правой сварке пламя горелки движется впереди сварочного прутка Правая сварка экономичнее левой и дает более качественный шов
Дефекты сварочного шва.
Наиболее часто встречающиеся дефекты сварочного шва — непровар, шлаковые включения, а также перегрев шва металла.
Газовая сварка чаще всего применяется при сварке низкоуглеродистых и специальных сталей небольших толщин, при сварке труб и изделий из цветных металлов, при пайке твердым припоем.
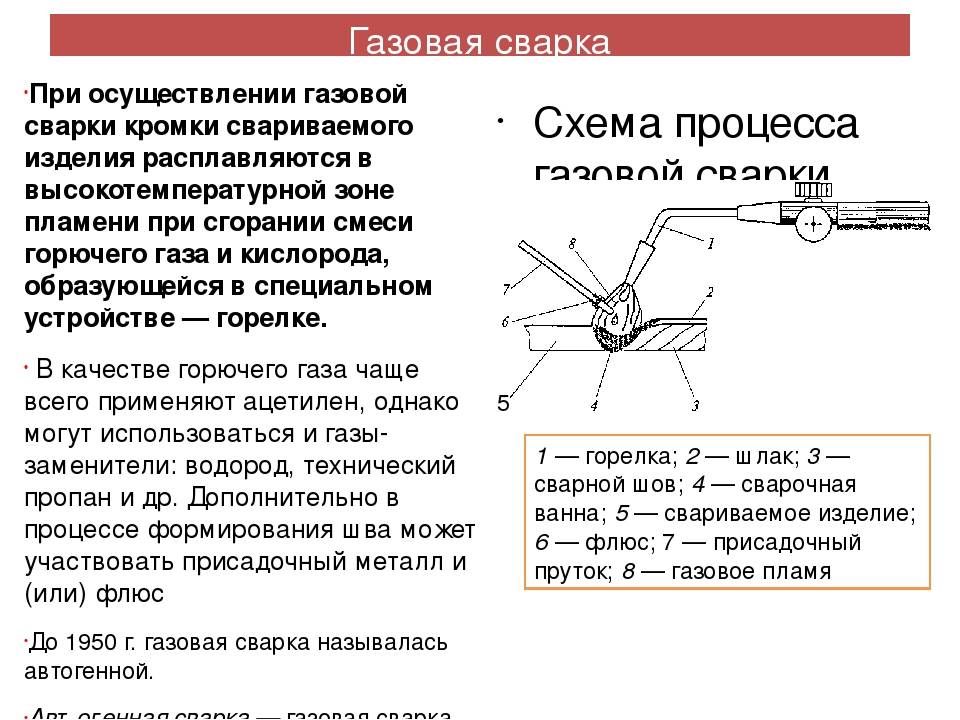
Технология газовой сварки
Это такой способ сваривания деталей, во время которого оплавление кромок деталей, присадочной проволоки осуществляют при помощи газовой горелки. Пламя образуется от горения смеси кислорода и ацетилена, кстати, его можно заменить на другие газы. Для этого применяют бутан, ацетилен, бензин, водород и другие вещества. В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
- ацетилено-кислородная;
- керосино-кислородная;
- бензино-кислородная ;
- пропанобутано-кислородная.
Пламя, применяемое для сварки можно разделить на следующие составные части:
- нормальную;
- окислительную;
- восстановительную.
 Характеристики пламени газовой горелки
Характеристики пламени газовой горелки
Химический состав присадки для формирования будущего сварочного шва подбирают исходя из того, какой материал сваривают, а его размер зависит от толщины свариваемого металла.
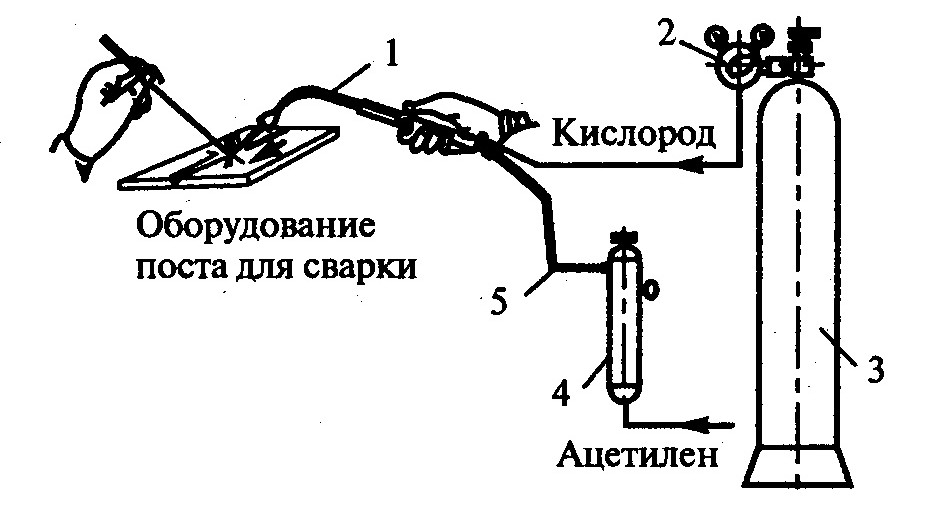
Кислород, находящийся в стальном баллоне, проходит через редуктор, снижающий давление газа и по рукавам, поступает к месту работы. Такой же путь повторяет и горючий газ (ацетилен или его аналоги).
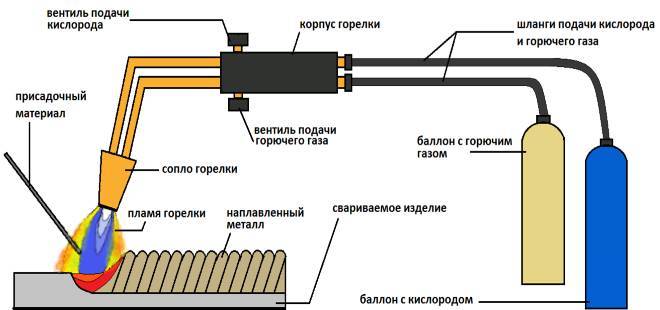 Оборудование и материалы, используемые при газовой сварке
Оборудование и материалы, используемые при газовой сварке
В горелке перемешиваются в нужной пропорции и в момент выхода смеси из нее выполняют розжиг. Пламя в данном случае выполняет сразу три функции:
- Расплавляет металл,
- Плавит материал, выполняющий роль присадки;
- Защищает место, в котором происходит соединение заготовок, от воздействия атмосферного кислорода.
Расход кислорода и газа регулируют с помощью вентилей, установленных на баллонах с газом.
Температура горения достигает своего максимума в восстановительной части пламени. Именно в ней должны располагаться присадка и кромки свариваемых деталей. Если заменить ацетилен, то температура пламени будет снижена.
https://vk.com/video_ext.php
Подготовка кромок
Важным этапом качественного выполнения шва является правильная разделка кромок, которая зависит от толщины подготавливаемого металла.
| Толщина металла | Форма разделки | Угол, ° | Зазор между торцами заготовок, мм | Дополнительные мероприятия |
| 0,5-2 | не производится | – | – | Торцевание или отбортовка кромок. Сварка без присадки, встык |
| 1-5 | не производится | – | 0,5 – 2 | Сварка с присадкой |
| 4-8 | допускается не производить | – | 1 – 2 | Двусторонний шов |
| 5-10 | V-образная | 70-90 | 2-4 | Притупление кромок 1,5 -3мм |
| свыше 10 | Х-образная | 35-45 | 2-4 | Притупление 2-4 мм |
Необходимо очистить от грязи, краски, окалины область 20-30 мм от свариваемых поверхностей.
Основные особенности ацетиленовой сварки
Выбирать именно такой вид работ стоит по еще одной причине. Речь идет о возможности транспортировки газовых баллонов. При необходимости их можно без каких-либо проблем перемещать в нужном вам направлении. А такая необходимость, как правило, возникает практически всегда. И если вам когда-либо приходилось сталкиваться с подобного рода ситуациями, то вы гарантированно сможете по достоинству оценить данное преимущество рассматриваемого метода.
Но стоит отметить, что рассматриваемая кислородная сварка металла обладает и некоторыми недостатками, которые также необходимо в обязательном порядке учитывать при выборе именно данного типа работ. Например, его нельзя применять при необходимости скрепления высокоуглеродистых металлических деталей. Также не стоит его использовать в том случае, когда необходимо выполнить сварочные работы деталей, толщина которых превышает пять миллиметров. В таком случае рекомендуется отдавать предпочтение ручной электросварке.

Не подойдет такой вид сварки и в том случае, если вам необходимо соединить детали внахлест. Это может привести к тому, что материал деформируется. Помимо этого может возникнуть чрезмерное напряжение, что является небезопасным условием для работы.
Помните о том, что ацетилено-кислородная сварка – это идеальный вариант для работы с тонкостенными металлическими изделиями. При соблюдении всех эксплуатационных требований результат получается аккуратным и прочным. Поэтому нет ничего удивительного в том, что люди по-прежнему отдают предпочтение рассматриваемому типу сварочных работ, несмотря на появление большого количества более совершенных методик, позволяющих справляться с задачами любого уровня сложности.
Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.









В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.
Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Кислород
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
Флюсы
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
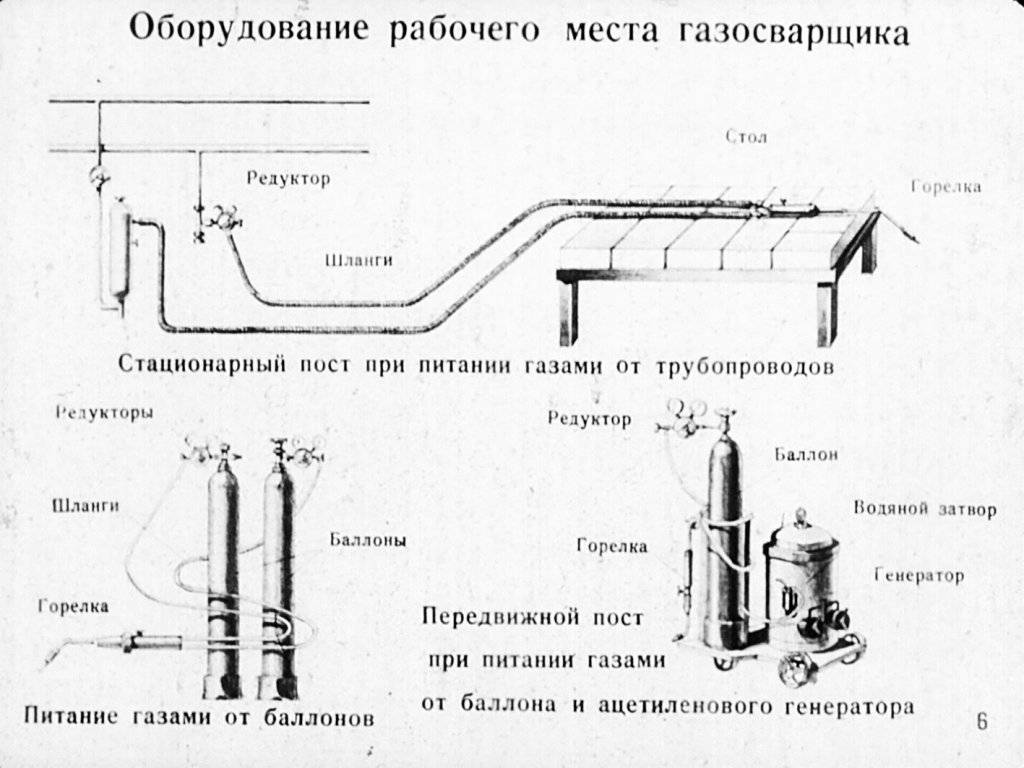
Аппаратура для сварки
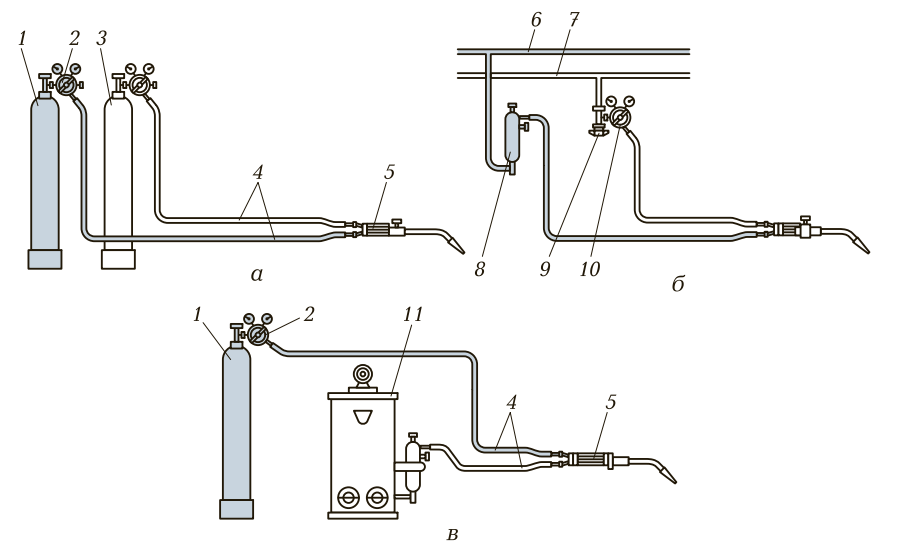
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.
- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.
Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Устройство и принцип действия ацетиленового генератора низкого давления АНВ-1,25
На рисунке показано внутреннее устройство однопостового передвижного ацетиленового генератора АНВ-1,25 и его внешний вид. Генератор работает по принципу действия «вода на карбид», производительность ацетилена равна 1,25м3/ч, а давление газа не превышает 0,01МПа.
Корпус генератора (поз.7) состоит из двух камер: верхней и нижней. Верхняя камера называется водосборник (поз.6), а нижняя — газосборник (поз.9). Камеры разделены между собой горизонтальной перегородкой (поз.8).
Внизу газосборной камеры предусмотрена реторта (поз.14), в которую помещают корзину с карбидом. После загрузки карбида, реторта герметично закрывается крышкой (поз.12) с резиновой подкладкой.







Сверху в корпус подаётся вода, подача которой в реторту осуществляется при помощи крана (поз.10). При поступлении воды в реторту, она вступает в реакцию с карбидом, образуя ацетилен, который, проходя по трубе (поз.11), собирается в газосборной камере. Затем, ацетилен проходит через осушитель (поз.5) и водяной затвор (поз.3) и по шлангу (поз.2), подаётся из генератора в газовую горелку или газовый резак.
Регуляция давления в ацетиленовом генераторе происходит автоматически. Когда давление газа в корпусе возрастает, вода начинает вытесняться из реторты в вытеснитель (поз.4). Когда уровень воды становится ниже уровня крана (поз.10), вода перестаёт поступать в реторту и образование ацетилена резко снижается. Давление газа начинает уменьшаться и вода, вытесненная им, возвращается из вытеснителя (поз.4) в реторту (поз.14).
Генератор типа АНВ-1,25 работает при температуре до -25°C, т.к. его система подачи воды располагается внутри корпуса и нагревается за счёт теплоты, выделяющейся при химической реакции воды и карбида кальция. При работе в зимних условиях, водяной предохранительный затвор закрепляют внутри корпуса, в циркуляционной трубе (поз.1). При работе летом, затвор крепят снаружи корпуса.
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» — самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Что необходимо знать про ацетиленовую сварку
Большим плюсом является то, что полностью отсутствует необходимость использовать дополнительное сырье, которое бы стоило больших финансовых средств. Рассматриваемый горючий газ отличается минимальной стоимостью и отличными свойствами, позволяющими добиваться идеального результата при работах любого уровня сложности. Но для того чтобы добиться лучшего результата, необходимо знать достаточно большое количество нюансов и особенностей рассматриваемого процесса. Поэтому давайте остановимся на данном вопросе более подробно.
Сварка ацетиленом обладает рядом преимуществ. Во-первых, свою популярность она обрела благодаря химическому составу. Наличие двух водородных связей слабого типа и тройной атомной связи высокоэнергичного типа сделали возможным использование газа для осуществления сварочных манипуляций. Именно благодаря данной особенности оказалось возможным обеспечение надежного соединения металлических конструкций любого уровня сложности.

Стоит отметить, что рассматриваемый метод является достаточно старым. И за годы его применения технология неоднократно менялась – совершенствовалась, улучшалась, становилась более простой, удобной и эффективной. В частности, стоит отметить, что изначально данная технология отличалась одним существенным недостатком. Его суть заключалась в том, что для того чтобы получить желаемый результат, необходимо было осуществлять смешивание ацетилена вручную, а также использовать специальный генератор. Конечно, это существенно усложняло процесс, поэтому со временем эти вопросы были решены.
Сегодня газовая сварка ацетиленом и кислородом осуществляется при помощи специализированных баллонов, которые содержат в себе необходимое количество соответствующего газа. Так что уже не стоит беспокоиться о необходимости самостоятельного смешивания. Подготовительный процесс существенно упрощен, поэтому сварочные работы стали более комфортными, простыми и результативными.

Сварка карбидом и кислородом имеет большое число преимуществ. Рассматриваемый вид сварочных работ – это идеальный вариант при необходимости работы с тонкими листами из таких материалов, как:
- латунь;
- чугун;
- медь;
- сталь.
История получения ацетилена
В 1836 г. в Бристоле на заседании Британской ассоциации Эдмунд Дэви (Edmund Davy), профессор химии Дублинского Королевского общества и двоюродный брат Гемфри Дэви (Humphry Davy), сообщил:
Дэви получил карбид калия К2С2 и обработал его водой.
В статье о получении карбида кальция мы писали о том, что его «двууглеродистый водород» впервые был назван ацетиленом французским химиком Пьером Эженом Марселеном Бертло (Marcellin Berthelot) в 1860 г. Только через 60 лет после открытия Дэви предсказанное им использование ацетилена для освещения явилось первым толчком для его промышленного получения.