Принцип работы сварочного трансформатора – функции дросселя
Устройство сварочного трансформатора зависит от главной детали – дросселя. Он позволяет регулировать сварочный ток и работает так: когда дуга при коротком замыкании возбуждается, ток, пройдя через обмотку из медного дросселя, создает мощнейший магнитный поток, который наводит в дросселе электродвижущую (ЭДС) силу самоиндукции. Именно эта сила направлена против напряжения сварочного трансформатора.
Стоит учитывать, что при вторичном напряжении трансформатора оно полностью поглощается падением напряжения в дросселе. Таким образом, этот процесс позволяет достигнуть почти нулевого значения в напряжении сварочной цепи. Благодаря тому, что возникает дуга, величина сварочного тока становится меньше. Этот процесс позволяет уменьшить ЭДС дросселя, который направлен против напряжения трансформатора. Таким образом устанавливается рабочее напряжение. Оно меньше, чем напряжение холостого хода, но его достаточно для постоянного горения дуги.
Принцип работы сварочного трансформатора позволяет увеличить силу сварочного тока: просто нужно увеличить зазор между подвижной и неподвижной частью магнитного провода дросселя. Этот процесс происходит так: когда увеличивается зазор, то сопротивление магнитного провода также увеличивается. Это ведет к уменьшению магнитного потока, соответственно, ЭДС самоиндукции катушки дросселя и индуктивное сопротивление уменьшаются. Все это приводит к тому, что сварочный ток увеличивается.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.
Работы начинаем с создания каркасов для обмоток. Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.
Собрав каркасы для обмоток, изолируем их термостойкой изоляцией. После чего начинаем мотать обмотки.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора. Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
https://youtube.com/watch?v=_ODVpELuBrw
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
- пассатижи, бокорезы и т. д. с изолированными ручками;
- набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
- магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
- провод и проволока. Необходимы для монтажа обмоток;
- каркасы катушек. На них наматываются обмотки;
- контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
- коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
- материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
- крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
- изоляционная лента (типа Х/Б).
Важно: изоляционную ленту “ПХВ” применять нельзя, т. к
при нагревании она разрушается.
при нагревании она разрушается.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).

Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.

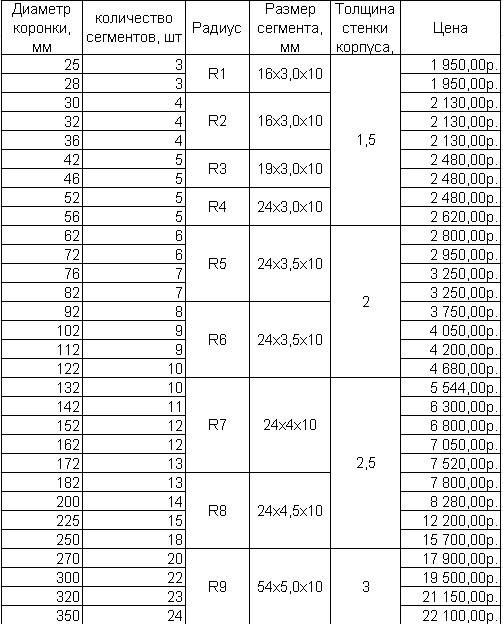
Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:
- нагрузочном;
- холостого хода.

В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.







Коротко о главном
Сварочный трансформатор понижает напряжение бытовой или промышленной сети до семидесяти вольт. При такой нагрузке становится возможным соединение металлических элементов между собой ручной дуговой сваркой. При работе необходимо использовать специальные электроды.
Трансформатор имеет неоспоримые преимущества перед современным сварочным инвертором. Это заключается в простоте устройства, стабильности в работе и низкой цене, как на сам прибор, так и на его комплектующие. Промышленные трехфазные модели качественно сваривают между собой даже самый толстый металл.
При выборе прибора для бытовых нужд, нужно обратить внимание на его фазность и способ управления, а также на максимальную генерацию тока. Приобретать для дома лучше однофазное устройство с регуляцией либо на дросселе, либо на тиристорах
Сила тока должна быть не меньше 300 А.
Оценок 0
Сварочный трансформатор своими руками: как рассчитать самодельный для дуговой и контактной сварки
страница » Сварочное оборудование » Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.
Внешний вид самодельного сварочного трансформатора. Ист. https://autokuz.ru/kuzovnoy-remont/kak-sdelat-svarochnyj-apparat-svoimi-rukami.html.
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков: укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи: гаечные;
- накидные;
- торцевые;
пассатижи, бокорезы и т. д. с изолированными ручками;
набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать: защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
провод и проволока. Необходимы для монтажа обмоток;
каркасы катушек. На них наматываются обмотки;
контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
изоляционная лента (типа Х/Б).
Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается
при нагревании она разрушается.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше).
При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А.
Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.










Схема обмоток трансформатора для контактной сварки. Ист. https://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Схема соединения двух трансформаторов точечной сварки. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Отличия и разновидности оборудования
Виды сварочных трансформаторовразделяются по рабочему предназначению. Они различаются по:

Весу и размеру.
От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельферомВыдаваемому напряжению холостого хода от 48 V до 70 V.Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.Импульсной подаче тока или непрерывной.Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажейи каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.

Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
3011
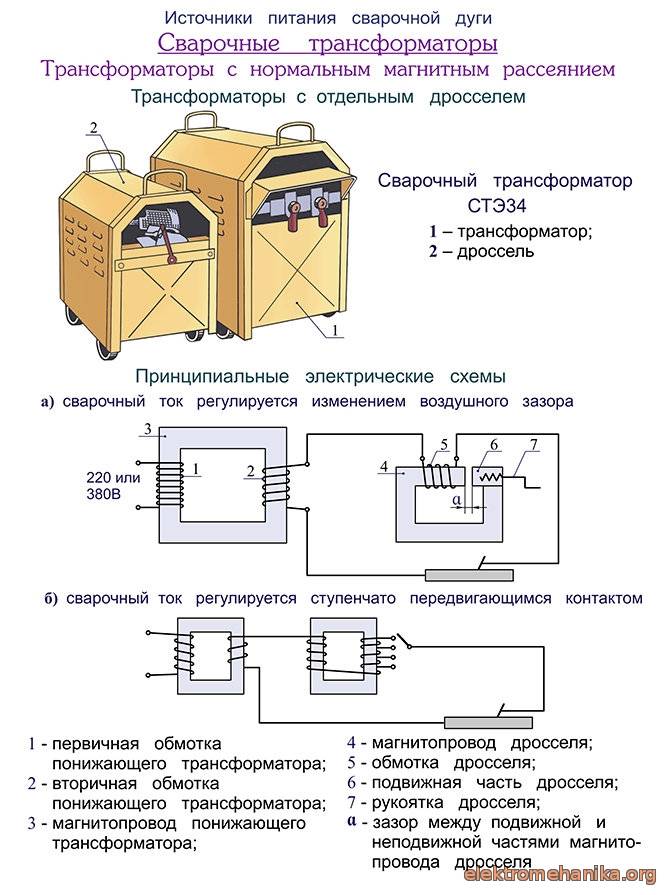
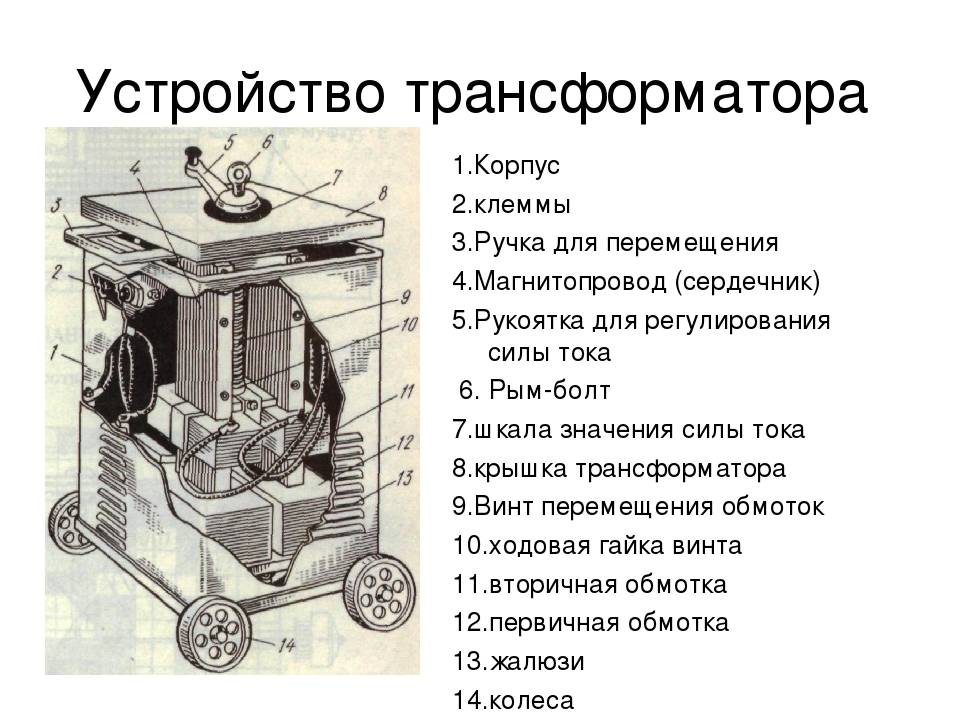
Сварочные трансформаторы применяют для контактной и дуговой электросварки. Короткое замыкание вторичной обмотки трансформатора является нормальным режимом работы при контактной сварке (при соприкосновении электродов) и часто возникает при дуговой.Схема устройства сварочного трансформатора.Для ограничения токов КЗ сварочные трансформаторы строят с большим индуктивным сопротивлением и сравнительно низким коэффициентом мощности.Увеличение индуктивного сопротивления обмоток сварочного трансформатора может быть достигнуто либо применением специальной конструкции обмоток, либо включением дополнительной индуктивности в цепь вторичной (или первичной) обмотки.

Увеличение индуктивных сопротивлений обмоток в самом трансформаторе достигается увеличением потоков рассеяния, для чего обмотки трансформатора размещают на разных стержнях магнитопровода или в различных местах по высоте стержня.Рисунок 1. Схемы устройства и принцип работы сварочных трансформаторов.Включение магнитных шунтов в магнитопровод (рис. 1а)также резко увеличивает потоки рассеяния и индуктивное сопротивление обмоток трансформатора.
Трансформаторы для контактной сварки делают со вторичной обмоткой, состоящей из одного витка, напряжение на которой обычно не превышает 14 В. Для регулирования тока, протекающего через свариваемую деталь, первичная обмотка сварочного трансформатора имеет несколько выводов, переключение которых позволяет изменять число витков обмотки.В настоящее время наиболее широкое распространение имеют сварочные трансформаторы, предназначенные для дуговой электросварки.Такие трансформаторы строят на вторичное напряжение 60-70 В (напряжение зажигания дуги).Особенностью работы этих трансформаторов является прерывистый режим работы с резкими переходами от холостого хода к короткому замыканию, и обратно. Для устойчивого и непрерывного горения дуги необходимы незначительные изменения тока и значительная индуктивность в сварочные цепи.Для регулирования тока в сварочной цепи последовательно со вторичной обмоткой трансформатора включают индуктивную катушку со стальным магнитопроводом (рис.
1б).Величина сварочного тока зависит от диаметра электрода и регулируется реактивным сопротивлением индуктивной катушки, которое зависит от величины воздушного зазора А. Увеличение воздушного зазора в магнитопроводе индуктивной катушки вызывает уменьшение ее реактивного сопротивления, вследствие чего ток в сварочной цепи повышается. Иногда индуктивные катушки совмещают в одно целое со сварочным трансформатором.Поделитесь полезной статьей:

https://youtube.com/watch?v=5QE9l0NbkIgrel%3D0%26controls%3D0%26showinfo%3D0
- industrika.ru
- protransformatory.ru
- svarkalegko.com
- fazaa.ru
Принцип работы сварочного трансформатора
- При подаче на обмотку первичного типа высоковольтного переменного напряжения в ней образуется поток магнитного поля, который имеет переменный характер.
- Этот магнитный поток пронизывает сердечник. Последний в свою очередь передает поле на вторую обмотку, при этом снижая потери магнитной индукции в пространстве.
- Магнитная индукция наводит во вторичной обмотке электродвижущую силу (ЭДС), которая заставляет электроны металла перемещаться, то есть получается электрический ток.
- Так как витков во вторичной обмотке меньше, чем в первичной катушке, напряжение на выходе трансформатора падает, а ток возрастает.
- При замыкании электрода о заготовку возникает электрическая дуга, которая и переносит частицы металла с электрода на свариваемые детали.
Кроме режима сварки, когда сварочный трансформатор находится под нагрузкой, схема сварочного трансформатора может быть в режиме холостого хода.
Холостой ход
Чтобы этого избежать, металлический корпус агрегата всегда должен быть заземлен. Также в некоторых моделях сварочных трансформаторов ставят блок защиты от возрастающего тока холостого хода. Включение этого блока происходит сразу по завершении сварочной операции.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.

Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.

Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.









Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.

Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Чем отличается трансформатор от инвертора
Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц.
Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации.
Бытовой инвертор Источник klentrade.ru
Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики.
Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
Дополнительные преимущества инвертора перед трансформатором:
- Потребление электроэнергии значительно сокращено.
- Хорошая производительность при меньшей мощности.
- Регулировка силы тока, позволяющая сваривать не только тонкие, но и толстые металлы.
- Возможность работы с легированными сталями, медью и алюминием.
- КПД остается неизменным длительное время при непрерывной работе.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие.