Устройство
Основным элементом устройства, который испускает звуковые волны, является генератор импульсов. Образуемые им сигналы передаются на следующий элемент, которым выступает преобразователь. Он повернут непосредственно к образцу исследуемого металла, чтобы отраженный сигнал мог попасть точно на его поверхность. После возвращения волны она попадает на поверхность преобразователя, который отправляет сигнал на следующий компонент – усилитель. Он необходим для того, чтобы получаемый относительно слабый импульс был усилен для нормального восприятия электронно-лучевой трубкой. При помощи генератора развертки электронно-лучевая трубка выводит изображение полученного анализа.
Принцип работы
Ультразвуковой дефектоскоп сварных швов имеет следующий принцип работы. Когда волна генерируется при помощи соответствующего элемента устройства, она моментально начинает распространяться в воздушном пространстве. Но в то время, когда она сталкивается со средой, плотность которой отличается от той, в которой она проходила до этого, то часть волн возвращается. При одной плотности шва это должно происходить на момент вхождения ее в шов и на момент выхода, то есть график должен быть ровным. Но если внутри есть неровности и воздушные прослойки, что говорит о наличии дефекта, то волна будет приходить назад неравномерно. Преобразователь помогает определить данную особенность, а усилитель обеспечивает показания сигнала так, чтобы человек смог локализовать найденный дефект.
Технические характеристики
На примере такой модели как дефектоскоп контроля сварных швов УД1 можно рассмотреть основные технические характеристики данных устройств:
| Параметр | Значение |
| Диапазон возможных размеров глубины стали, мм | 6000 |
| Регулируемый диапазон усиления | 115 дБ |
| Регулировка чувствительности | до 70 дБ, кривая строится по 16 основным точкам, которые вводятся вручную или по специальным контрольным отражателям |
| Контролируемая зона | Ширина и начало измерений в используемой развертке |
| Импульс зондирования | Переменный с возможностью настройки, амплитуда импульса достигает до 350 В, максимальная измеряемая длительность составляет от 12,5 до 500 нс, |
| Память | Запоминание настроек с А-сканом (Б-сканом, С-сканом), ее размер ограничен только вместительностью SD-карты. |
| Интерфейс | Блютуз, SD-card |
| Диапазон рабочих температур | От -20 да +50 градусов Цельсия |
Модели и отличительные особенности
Каждый ультразвуковой дефектоскоп для контроля сварных швов обладает собственными параметрами, которые обеспечивают ему свою сферу применения. Среди основных распространенных моделей можно выделить:
УД4 12Т используется для анализа однородности металла, пластика и прочих твердых материалов. Применяется в машиностроении, в строительстве, металлургической промышленности, а также при ремонте транспортных средств.
Ультразвуковой дефектоскоп УД4 12Т
УСД 50 – универсальная модель, которая обладает цветным дисплеем, что построен по технологии TFT. Экран большого размера, поддерживающий разрешение 640х480 точек. Вес устройства около 2 кг, работа прибора идет от аккумуляторов. Это отличный выбор для профессионалов.

Ультразвуковой дефектоскоп УСД 50
УСД 60 – универсальная модель, которая обладает TFT дисплеем, размером 135х100 мм. Сигналы выводятся в виде каналов А, В и С. Может записывать большие объемы данных. Есть функция автоматического формирования отчетов с последующим выводом на печать. Устройство отличается высокой точностью и тонкой коррекцией. Есть поддержка подключения многоканальных систем сканирования.

Ультразвуковой дефектоскоп УСД 60
- УД 25 П45 – не имеет функции сохранения данных, а также не подключается к ПК. Используется для поиска дефектов и измерения толщины деталей.
- ФОКУС РХ – применяется как один из компонентов автоматических систем контроля. Работает на собственном программном обеспечении ФОКУС ПК. Обладает хорошими характеристиками в параметрах сигнал-шум и скорости контроля.
Производители
Среди производителей на современном рынке выделяются такие компании как:
- Novotest;
- АКС;
- Helling;
- Orient;
- Пульсар.
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.

Пьезоэлемент является источником ультразвуковых волн.
Алгоритм УЗК
Метод применяется в промышленности уже почти столетие, и используется для исследования качества сварных швов, паяных, сварных и клееных соединений в разнородных металлических и других образцах. Такая долгосрочная популярность ультразвукового контроля деталей объясняется точным определением разноплановых микродефектов и отклонений.
Основная область использования акустической дефектоскопии — проверка качества сварки. Для понимания алгоритма УЗК рассмотрим теневую методику, подробно описанную в документации ГОСТ Р 55724-2013.
- Испытываемый шов и соседние области (до 70 мм в каждую сторону) качественно очищаются от мелких загрязнений.
- Для увеличения четкости показателей данных участок смазывается глицериновым средством, солидолом или специальными техническими смазочными составами.
- Прибор УЗК настраивается и калибруется с учетом норм конкретной области.
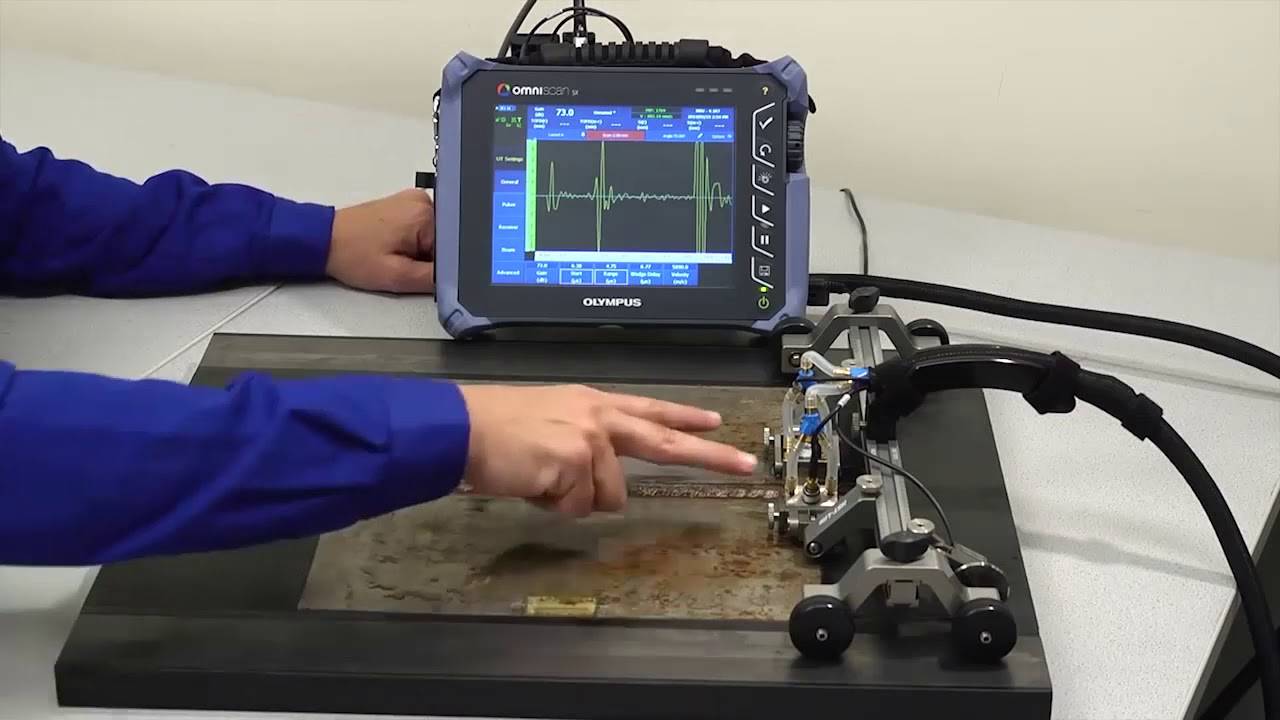
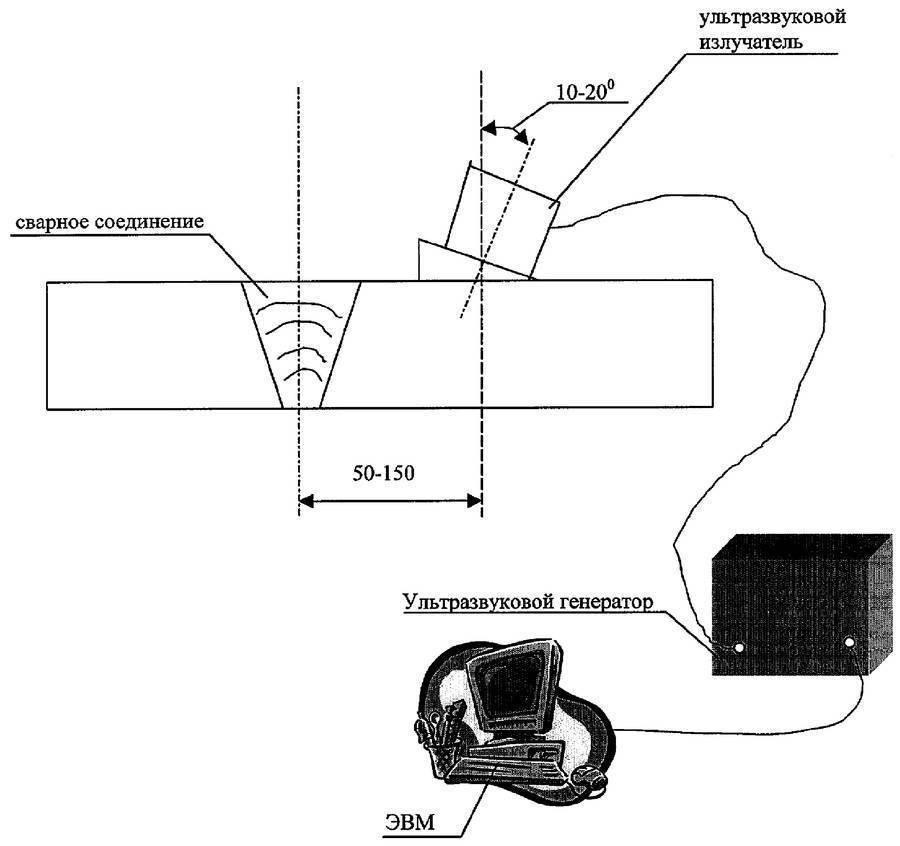
- Устанавливаются излучающее и принимающее устройства для ручного ультразвукового контроля.
- В искателе сканируется шов, перемещение прибора по длине происходит зигзагообразно. Отражение на мониторе сигнала с максимальной амплитудой показывает нарушение целостности.
- Проверяется достоверность присутствия повреждения и при ее установлении данные об изъяне заносятся в регистрационную таблицу, где указываются:
- Неровные, растрескавшиеся или недостаточно хорошо сваренные места;
- Наличие расслоений или присутствие пор в наплавленном металле;
- Несплавленные участки, свищи;
- Коррозионные изменения, окисление или провисание;
- Недочеты структуры и характеристик геометрии.
- По требованиям ГОСТ после определенного количества подходов исследования, информация о сканировании записывается в протокол и в отдельный журнал с указанием следующих показателей:
- ТУ выполнения исследования;
- Длина исследуемого шовного соединения;
- Название и тип примененного оборудования;
- Название и индекс типа соединения;
- Число колебаний за единицу времени (указывается в Hz, герцах).
При выполнении ультразвукового контроля, определение нарушений очень точное, и методика востребована не только в промышленности, но и для частного исследования при строительстве или ремонте объектов жилого или коммерческого назначения.
Виды методов
Дефектоскоп для проверки сварных швов может иметь несколько видов методов проверки. Среди них выделяют:
- Эхо-метод, который основывается на испускании коротких ультразвуковых импульсов. Прибор регистрирует их время прихода и активность звуковой волны. При встрече с несплошностью, который зачастую выступает тот или иной дефект, волна в этом месте возвращается раньше, чем в остальных. Пр. Благодаря эхо-дефектоскопу можно обнаружить дефекты, как на поверхности, так и внутри шва, расположенные в различных пространственных положениях.
- Теневой метод ультразвуковой дефектоскопии сварных соединений работает на принципе отражения звукового колебания, который встречается с дефектом на своем пути. Отражение происходит в обратном направлении. О том, что дефект действительно присутствует, можно понять по тому, как изменяется фаза принимаемого сигнала звука, так как звук огибает дефект. Применяется как метод неразрушающего контроля сварных соединений рельсов и прочих крупных металлических изделий.
- Зеркально-теневой применяется как дополнение или замена эхо-дефектоскопам. Он хорошо подходит для определения относительно небольших дефектов, дающих слабый уровень отражения. Направление распределения волн здесь раздельно-совмещенное с преобразователем. Разнообразные дефекты, такие как вертикальные трещины и прочие, зачастую ориентируются перпендикулярно основной поверхности, где проходит преобразователь. Все это дает рассеянный слабый донный сигнал, так как на поверхности продольная волна приобретает вид головной. Она же в свою очередь излучает боковые волны, которые уносят энергию. Зеркально-теневой метод используется для выявления вертикальных трещин.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
- не более 10 метров составляет наибольшая глубина залегания шва;
- при минимальной толщине металла 3-4 мм;
- в зависимости от прибора наименьшая толщина шва должна быть в пределах 8-10 мм;
- 500-800 мм — максимальная толщина металла.
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.







Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
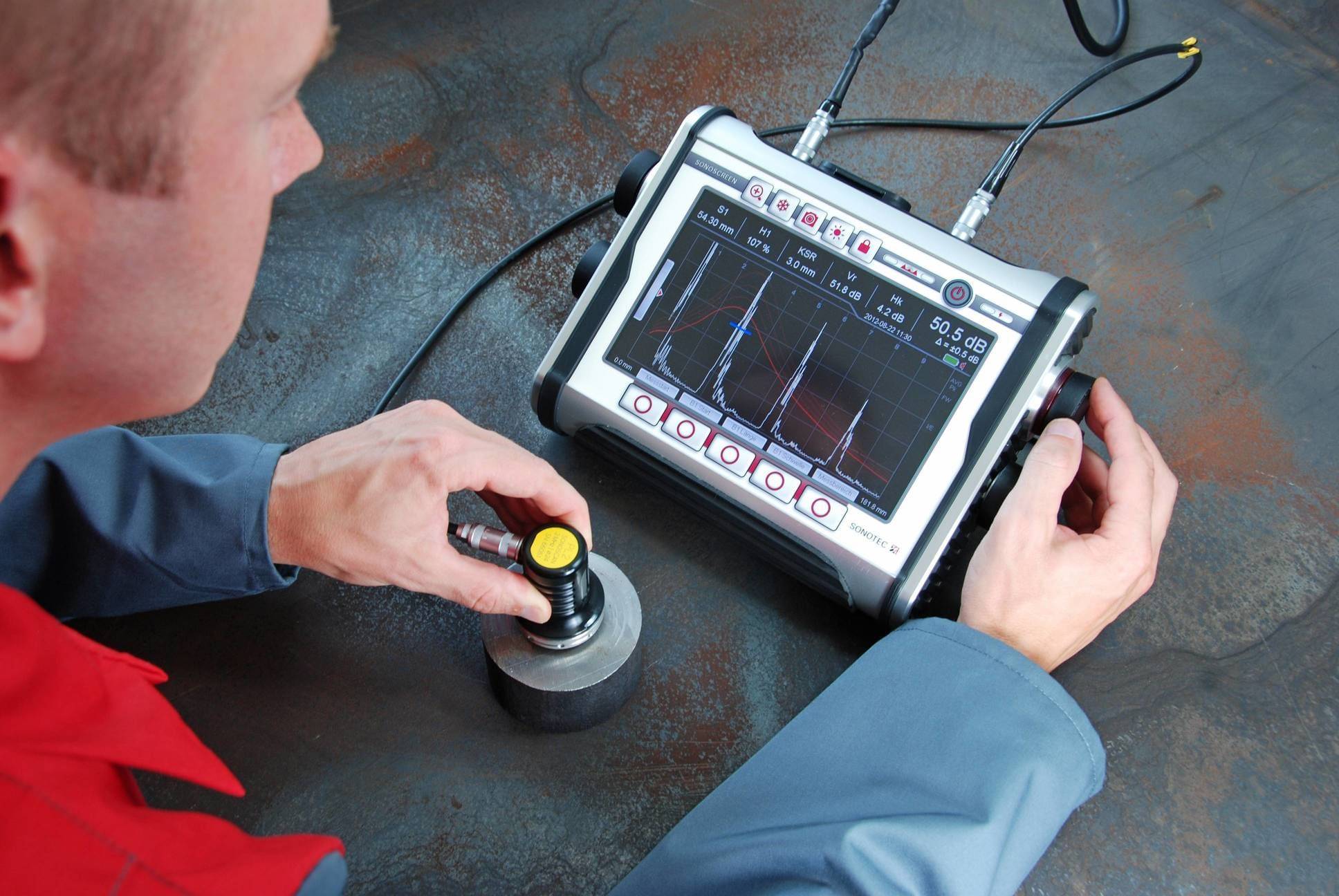
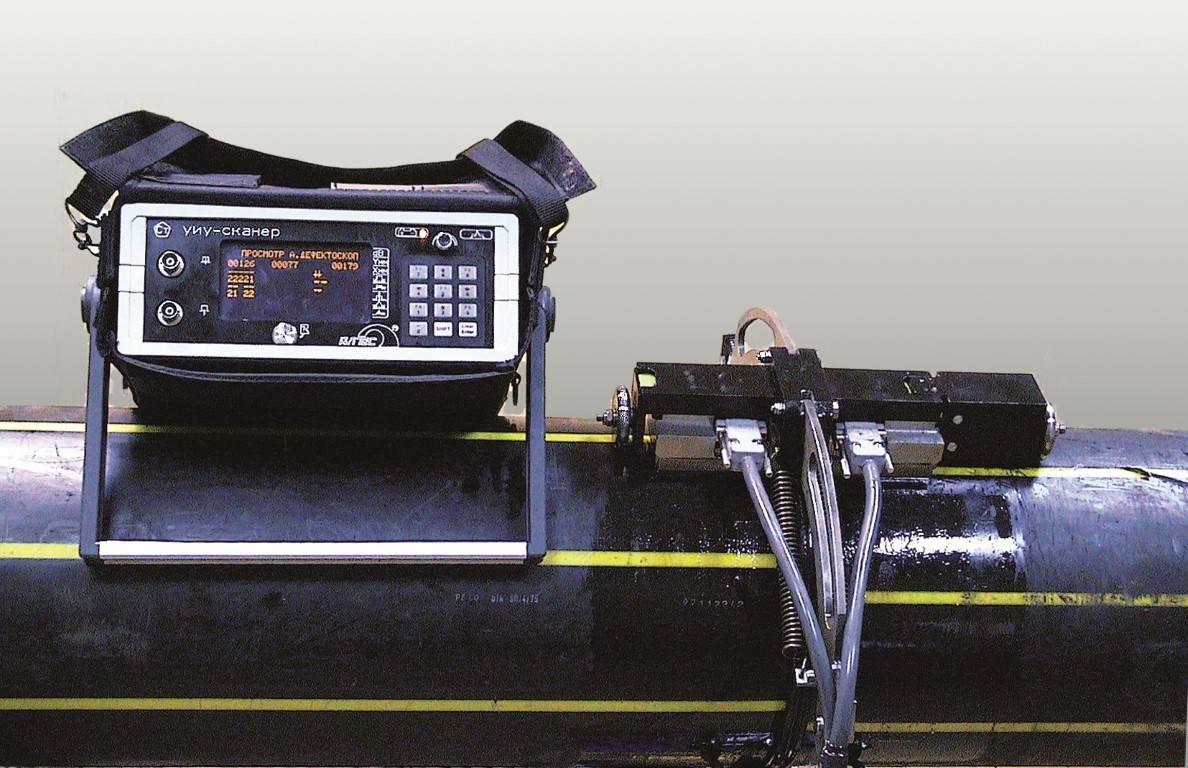
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений — это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Необходимое оборудование для проведения дефектоскопии
Для ультразвуковой диагностики применяют дефектоскоп, преобразователь со встроенным пьезоэлементом (рассчитанным на излучение и/или прием ультразвуковых колебаний) и дополнительные приспособления.
УЗ-преобразователи бывают 3 типов:
- Прямые: излучение продольных волн под прямым углом к проверяемой поверхности. Могут иметь керамический пьезоэлемент (из титаната бария или цирконат-титаната свинца). В моделях зарубежных брендов используется кварц — он имеет сравнительно невысокую чувствительность, что обеспечивает равномерное излучение и стабильную работу.
- Наклонные (или призматические): излучение поперечных волн в металл под углом к поверхности ввода. Осуществляют вертикальное сканирование деталей, используются в случаях, когда установить преобразователь непосредственно на поверхности материала не представляется возможным (например, в угловых соединениях, в конструкциях со сложным профилем).
- Раздельно-совмещенные: поступление продольных волн в металл под углом 80-85º к поверхности ввода. Имеют 2 пьезоклапана, один из которых является генератором, а второй — приемником. Подходят для работы с грубыми материалами, деформированными поверхностями.

Дефектоскоп — устройство для обнаружения трещин в изделиях.
Главная составляющая преобразователя — пьезоэлемент в форме прямоугольной пластины или диска. Толщина пьезоэлемента составляет половину длины излучаемых волн. В прямых и наклонных преобразователях пьезоэлемент выступает в качестве излучателя и приемника УЗ-колебаний одновременно.
Схема устройства дефектоскопа
Дефектоскоп — это электронный блок для преобразования и усиления эхо-сигналов при отражении от дефекта, создания зондирующих импульсов высокого напряжения и наглядного отображения амплитудно-временных характеристик эхо-сигналов.
Встроенный переключатель предусмотрен для непосредственного подключения усилителя к генератору радиоимпульсов или отключения от него (в зависимости от схемы работы). Автоматический сигнализатор фиксирует дефект звуковым или световым сигналом.
Схема дефектоскопа.
Аппарат может иметь дополнительные блоки, расширяющие функции устройства и упрощающие работу оператора. К ним относится блок временной регулировки чувствительности, создающий одинаковую амплитуду сигналов при обнаружении деформаций разных размеров. Это повышает точность измерений.
Примерная стоимость дефектоскопа и других инструментов
Диапазон цен на дефектоскопы широк — от 90 000 до 2 500 000 руб. Стоимость зависит от рабочих характеристик, марки и страны производителя, года выпуска. Различается цена стационарных (для исследований в лабораториях) и портативных (для полевых условий) моделей. Возможность подключения к ПК, объем встроенной памяти и совместимость с несколькими типами преобразователей также влияют на конечную стоимость. При выборе отталкиваться следует от планируемых задач и предположительной области применения.
Принцип ультразвукового контроля
Ультразвуковой метод контроля относится к неразрушающим методам. Этот метод широко применяют для контроля сварных соединений из низколегированных и низкоуглеродистых сталей, алюминия, меди и их сплавов.
Распространяющиеся в упругом теле механические деформации называются акустическими или упругими волнами. Их подразделяют на инфразвуковые (частота колебания до 30Гц), звуковые (20 – 20•104Гц), ультразвуковые (от 2•104 до 109 Гц) и гиперзвуковые (свыше 109 Гц). При распространении акустической волны частицы среды, по которым они проходят, совершают колебания относительно точек равновесия. Если частицы колеблются вдоль, то такие волны называются продольными, если перпендикулярно – поперечными. В твердом теле могут возникать как продольные, так и поперечные волны. Различают также поверхностные волны, распространяющиеся только по поверхности тела. Для контроля сварных соединений при ультразвуковой дефектоскопии в основном используют поперечные и продольные ультразвуковые волны. Скорость ультразвуковых волн зависит от свойств материала или среды, в которой они распространяются.
Ультразвуковая волна несет в направлении своего движения определенную энергию, которая характеризуется интенсивностью ультразвука (количество энергии, которая переносится волной за 1с через 1 см2 площади, перпендикулярной направлению распространения). По мере распространения ультразвуковой волны интенсивность ее падает. О длине пути волны можно судить по величине коэффициента затухания. В твердых телах он складывается из коэффициента поглощения и рассеяния.
Для возбуждения ультразвуковых колебаний используется пьезоэлектрический эффект, сущность которого заключается в том, что при растяжении и сжатии некоторых кристаллов в определенном направлении на их поверхности возникает электрический заряд. Электрические колебания от генератора высокой частоты при помощи пьезокристаллов превращаются в механические колебания частотой до 500 и 1000 МГц.
Если к поверхности детали приложить пьезопластину, которая подключена к генератору высокой частоты, то в металле начнут распространяться ультразвуковые волны, которые, попадая на другую пьезопластину, вызывают в ней пьезоэлектрические заряды. Эти заряды могут быть поданы на усилитель и воспроизведены индикатором.
Для ввода ультразвуковых колебаний и приема отраженных от дефектов, а также предохранения пьезопластины от механических повреждений и износа последнюю помещают в специальный устройства, называемые ультразвуковыми пьезоэлектрический преобразователями (ПЭП), щупами, искателями.
ПЭП делятся на несколько типов: совмещенный – излучатель и приемник ультразвуковых волн в одном корпусе ПЭП; раздельный – излучение и прием ультразвуковой волны выполняют два отдельных ПЭП; раздельно-совмещенный – излучение и прием ультразвуковой волны выполняют два отдельных кристалла, которые расположены в одном корпусе ПЭП. Волны могут распространяться непрерывно или в виде импульсов. Это зависит от режима работы генератора.
Для проведения ультразвукового контроля применяются специальные ультразвуковые дефектоскопы, которые обеспечивают излучение ультразвуковых колебаний, прием и регистрацию отраженных сигналов и определение координат обнаружения дефектов. Ультразвуковой дефектоскоп состоит из электронного блока (собственно дефектоскоп), набора ПЭП, соединительных кабелей и различных вспомогательных устройств.
Популярные производители
Изготовление дефектоскопов ведется как российскими производителями, так и зарубежными.
Большим спросом пользуются следующие отечественные компании:
- «Кропус» (Ногинск).
- «Промприбор» (Москва).
- «Фирма ТВЕМА» (Москва).
- «Радиоавионика» (С.-Петербург).
- «Интротест» (Екатеринбург).
- «Акустические Контрольные Системы» (Москва).
- «ВОТУМ» (Москва).
- «МагнетикДон» (Новочеркасск).
- «Фирма «Зонд» (С.-Петербург).
- «РДМ-ВИГОР» (Москва).
К лучшим зарубежным производителям относят следующие компании:
- «GE Inspection Technologies» (Германия).
- «Olympus Inc.» (США).
- «Sonatest Ltd.» (Великобритания).
- «Panametrics Ltd.» (Ирландия).
Методы выявления дефектов ультразвуком
Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.)
Рис. 41. Схемы проведения ультразвуковой дефектоскопииа — теневым; б — эхо импульсным методом; 1 — щуп-излучатель; 2 — исследуемая деталь; 3 — щуп приемник; 4 — дефект







При теневом методе (рис. 41, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта является границей двух разнородных сред (металл — шлак или металл — газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
При эхо-импульсном методе (рис. 41,6) щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
- расстояние до дефекта — по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта — по амплитуде отраженного импульса.
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
- Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
- Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
- Эхо-зеркальный метод или “Тандем”. Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
- Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
- Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Откуда колебания волны?
Проводим контроль
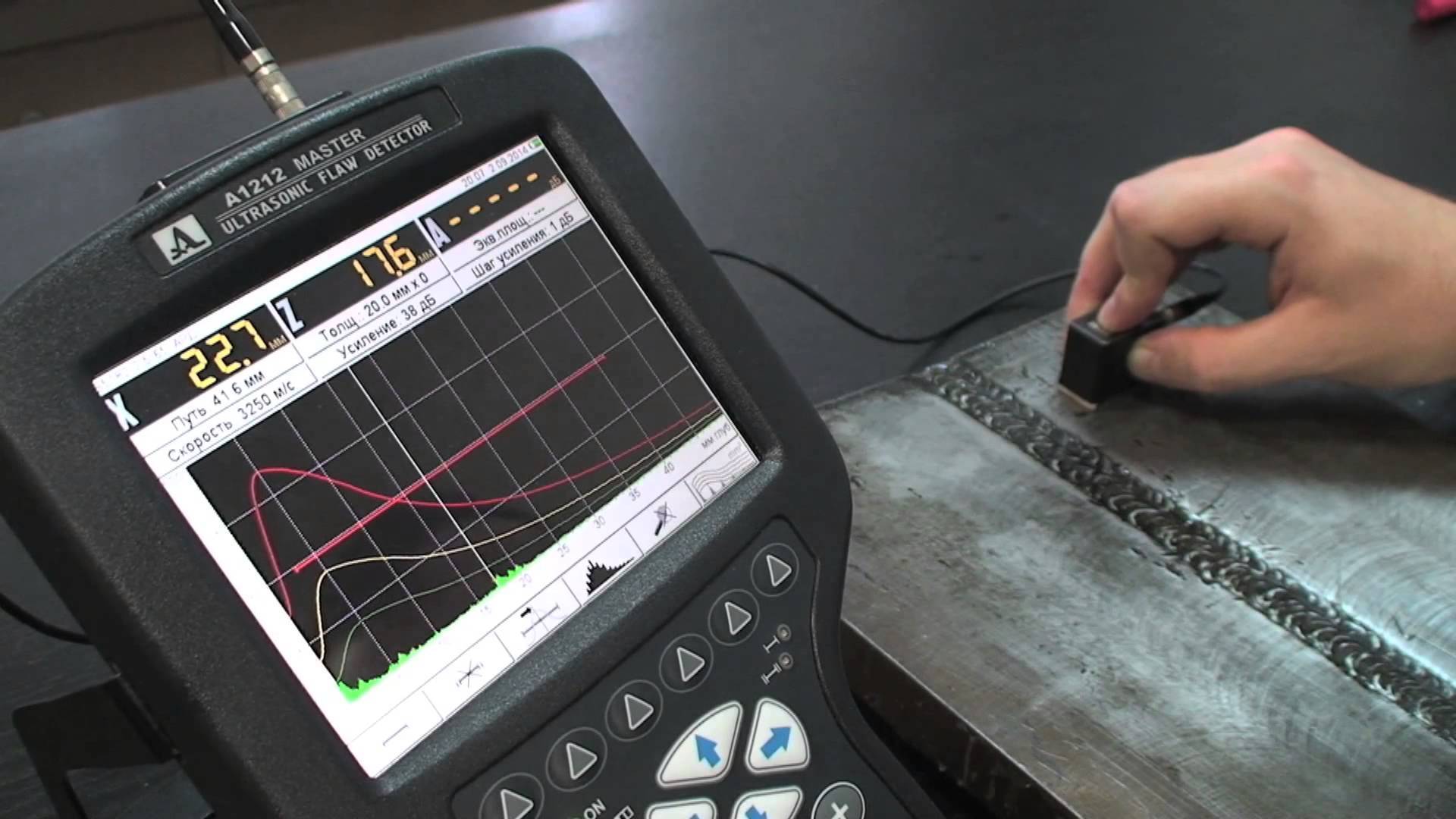
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Получение и свойства ультразвуковых колебаний
Акустические волны или ультразвуковые колебания выдаются при частоте, превышающей параметр 20 кГц. Механические колебания, способные рассеиваться при упругих, твердых средах, диапазон, как правило, составляет 0,5 – 10 МГц. Распространение волн структурой металла происходит акустическими ультразвуковыми волнами, воздействующими на равновесие центральной точки.
Методика ультразвукового метода
Существуют несколько способов ультразвукового неразрушающего контроля, наиболее распространенный из них пьезоэлектрический. Заряженная электричеством с определенной частотой пластинка вибрирует, механические колебания передаются в окружающую среду при состоянии волны. Генераторы электро волны используется вне зависимости от предназначения, размеров оборудования, могут выдавать различные параметры.
Скорость обращения ультразвукового контроля напрямую зависит от свойств, типа физической среды. Скорость распространения продольной волны вдвое выше, чем поперечной. Прием информации происходит пластиной из пьезоэлектрического элемента, работающей на преобразование энергии в импульсную энергию. Процессом применяются короткие переменные импульсы различного типа колебаний, что позволяет определить глубину, свойства дефекта.
Углы направления ультразвуковых колебаний
На границе разделения двух сред, результатом падения продольной акустической волны при наклонном типе является появление отражения и трансформации ультразвуковых волн. Существуют основные типы контроля:
- отраженные;
- преломлённые;
- сдвиговые поперечные;
- продольные волны.
Процесс происходит путем разделения падающей под углом волны на поперечную и продольную, распространение которых производится непосредственно материалом.
Углы направления ультразвуковых колебаний
Существует определенное значение угла подачи, направления ультразвуковых колебаний, при нарушении которого, ультразвуковой контроль не будет распространяться вглубь металла, а останется на его поверхности. Данный метод используется при определенных параметрах и задачах, волна двигается только по поверхности материала, что позволяет контролировать качество сварного шва.
Выбор редакции
При выборе ультразвуковых и вихретоковых дефектоскопов мы рекомендуем обратить внимание на продукцию НПЦ «Кропус». Предприятие имеет многолетний опыт в сфере разработки приборов и веществ для неразрушающего контроля
Это российская компания, поэтому можно рассчитывать на адекватное соотношение цены и качества.
Для проведения радиографического контроля в полевых условиях лучше подойдет аппарат Арион-300. Тоже российского производства. Отличается компактными размерами и высокой точностью обнаружения дефектов. Диаметр фокусного пятна составляет 2,3 мм, что позволяет получать четкое изображение дефектов аналогичного размера. При этом аппарат способен просвечивать изделия из стали толщиной 60 мм.
Контроль сварных соединений рентгеновским излучением
Одним из самых распространенных на сегодняшний день методов контроля качества сварных соединений является рентгеновское излучение. Его также называют рентгено- и гаммаграфическим. Особенность этого метода заключается в том, что гамма-лучи способны проходить сквозь сварное соединение. Для фиксации результатов применяется специальная радиографическая пленка. В результате действия гамма-лучей на пленке возникает скрытый для обычного зрения рисунок. Его можно увидеть только после проявления и закрепления, как и в случае с фотообработкой. С целью лучшей проявки дефектов применяются концентраторы из металлических или флюоресцентных экранов.
Известно, что рентгеновские лучи являются теми же электромагнитными колебаниями, имеющие определенную частоту. Принимает излучения специальная рентгеновская трубка. Она оснащена двумя электродами, расположенными в баллоне. Процесс образования излучения возникает в момент торможения электронов, которые задерживаются анодом. При этом электрон принимает кинетическую энергию, равную E=eU. Когда достигается минимальная длина волны Emax=hc/λ0.









электронов на аноде, генерируется максимальное количество рентгеновского излучения. Учитывая, что h – постоянная Планка и равна 6,625∙10-34 Дж/с, с – это скорость света в вакууме, а е – заряд электрона равный 1,602∙ 10-19 Кл, то приравняв Е и Emax, можно определить минимальную длину волны λ0 и она будет равна
Если увеличивать напряжение на аноде, то длина волны становится меньше. В результате излучается спектральный состав рентгеновского излучения. В результате этого увеличивается максимальная энергия непрерывного спектра. Если изменять ток анодной трубки, то аналогично изменяется и интенсивность рентгеновского излучения. Дозу облучения можно определить из произведения анодного тока и длительности времени, на протяжении которого происходило воздействие.
Рентгеновская трубка обладает очень малым КПД, которые не превышает 2% от всей энергии электронов. Все остальное уходит на нагрев, который выводится специальной средой наружу. Для регистрации рентгеновского излучения, прошедшего через сварное соединение, используется эмульсия специальной радиографической пленки.
1. Радиографическая техническая плёнка Р8Ф; 2. Рентгеновская плёнка Agfa D5
Так как любая используемая для контроля качества сварки радиографическая пленка не имеет идеального участка на кривой, то контрастность и градиент определяется индивидуально из соотношения γd = dD/(d lg D). D – Плотность почернения пленки. Если используется безэкранная пленка, то плотность почернения в них Dб определяется пропорциональностью проявленных пятен. Экспозиция X при этом определяется количеством квантов, которые прошли через пленку. В таком случае Dб = Dmaх, k – чувствительность пленки, а Dmaх является величиной максимальной плотности почернения. Если используется экран, то уравнение будет иметь вид:
Пленки обладают, так называемой, спектральной чувствительностью. Это свойство указывает на способность получать разные плотности почернения с одинаковой экспозицией, но разной дозой. Спектральная чувствительность обозначается буквой Q и определяется по формуле
Все радиографические пленки характеризуются разрешающей способностью. Она определяет количество различимых штриховых линий на расстоянии 1 мм. Наиболее качественными в этом плане являются пленки типов РТ-4 М и РТ-5. Они также являются мелкозернистыми
Контроль с использованием усиливающих кранов позволяет получить более существенную картину, но при этом важно правильно выбрать материал для изготовления экрана, которым может быть олово, свинец, вольфрам. Материал выбирается в зависимости от величины питающего напряжения до 100 кВ и свыше 100 кВ
В промышленных масштабах для проведения контроля качества сварного шва используют пленку РТ-СШ
В качестве экрана применяется лавсан с покрытием из тяжелых элементов, заменяющих свинец. Выделяют 4 класса рентгенографических снимков.
В промышленных масштабах для проведения контроля качества сварного шва используют пленку РТ-СШ. В качестве экрана применяется лавсан с покрытием из тяжелых элементов, заменяющих свинец. Выделяют 4 класса рентгенографических снимков.