

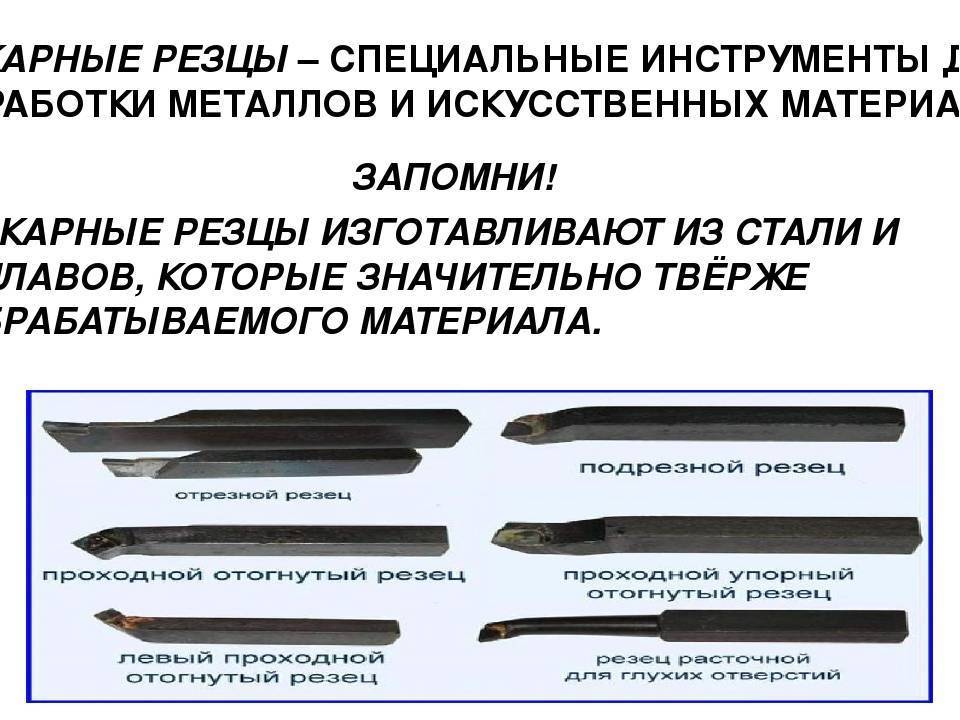
Правила заточки резцов по металлу для токарного станка
Чтобы обеспечить эффективную, качественную и точную обработку заготовки на токарном станке необходимо регулярно производить заточку резцов. Это способствует приданию рабочей части необходимой формы и получению угла с требуемым значением.
Станок для заточки токарных резцов по металлу
Важно! Только инструмент, выполненный в виде пластины одноразовой твердосплавной, не нуждается в затачивании. На промышленных предприятиях заточка резцов осуществляется на станке со специальными приспособлениями, что соответствует классификации токарного станка
Чтобы выполнить процедуру в домашних условиях можно воспользоваться одной из методик
Заточка инструмента может выполняться при помощи химических реактивов, с использованием точильных кругов
Чтобы выполнить процедуру в домашних условиях можно воспользоваться одной из методик. Заточка инструмента может выполняться при помощи химических реактивов, с использованием точильных кругов
На промышленных предприятиях заточка резцов осуществляется на станке со специальными приспособлениями, что соответствует классификации токарного станка. Чтобы выполнить процедуру в домашних условиях можно воспользоваться одной из методик. Заточка инструмента может выполняться при помощи химических реактивов, с использованием точильных кругов.
Полезный совет! При помощи абразивного круга, который может быть установлен на токарном станке, можно выполнить качественную и эффективную заточку резцов, придав инструменту определенные геометрические параметры.
При выборе точильного круга следует обращать внимание на материал изготовления рабочей части элемента. Если затачиванию подлежит твердосплавный резец, необходимо выбирать круг характерного зеленого цвета из карборунда
Для изделий из быстрорежущей или углеродистой стали лучше использовать круг из корунда
Для изделий из быстрорежущей или углеродистой стали лучше использовать круг из корунда.
Заточка поверхностей резца: а) передней поверхности; б) главной задней поверхности; в) вспомогательной задней поверхности; г) радиуса закругления вершины
Заточку можно производить без охлаждения или с охлаждением. Второй вариант является более приемлемым. В этом случае холодная вода должна подаваться в то место, где соприкасается токарный резец с точильным кругом. Если охлаждение не применяется, после окончания процедуры резец нельзя резко охлаждать, что приведет к растрескиванию режущей части.
При выполнении затачивания важно строго соблюдать последовательность действий. Вначале на точильном круге обрабатывается задняя основная поверхность, затем задняя вспомогательная, и в конце передняя
Последний этап заточки состоит из обработки вершины резца, придав ее требуемый радиус закругления
Последний этап заточки состоит из обработки вершины резца, придав ее требуемый радиус закругления.
Полезный совет! При выполнении процедуры затачивания резец следует постоянно медленно передвигать по кругу, стараясь не слишком его прижимать. Это необходимо, чтобы поверхность равномерно изнашивалась, а режущая кромка получалась максимально ровной.
Заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно
Среди широкого ассортимента токарных резцов по металлу можно выбрать наиболее подходящий вариант, который справится с поставленной задачей
Для этого следует определиться, какой металл будет подлежать обработке, какие операции должны быть выполнены, важно ли соблюдать геометрические параметры конечного изделия или необходимо обеспечить высококачественную обработку поверхности. Только после этого следует приступить к выбору инструмента
Виды токарных резцов

Существует множество разновидностей токарных резцов, вот самые распространенные:
- проходной: используется для создания контуров вращающейся детали, обточки, подрезки при поперечной и продольной подаче;
- расточной резец: используется для создания различных пазов, углублений, отверстий. Выполняет отверстия насквозь;
- подрезной резец: используется только при поперечной подаче для точения деталей ступенчатой формы, торцов;
- отрезной: подается поперек оси вращения, выполняет пазы и канавки вокруг детали, используется для отделения готового изделия;
- резьбовые: режет резьбы любых типов на деталях с любой формой сечения. Резьбовые инструменты могут быть изогнутыми, прямыми или круглыми;
- фасонные: ими обтачивают детали сложной конфигурации, вынимают различные фаски снаружи и внутри.
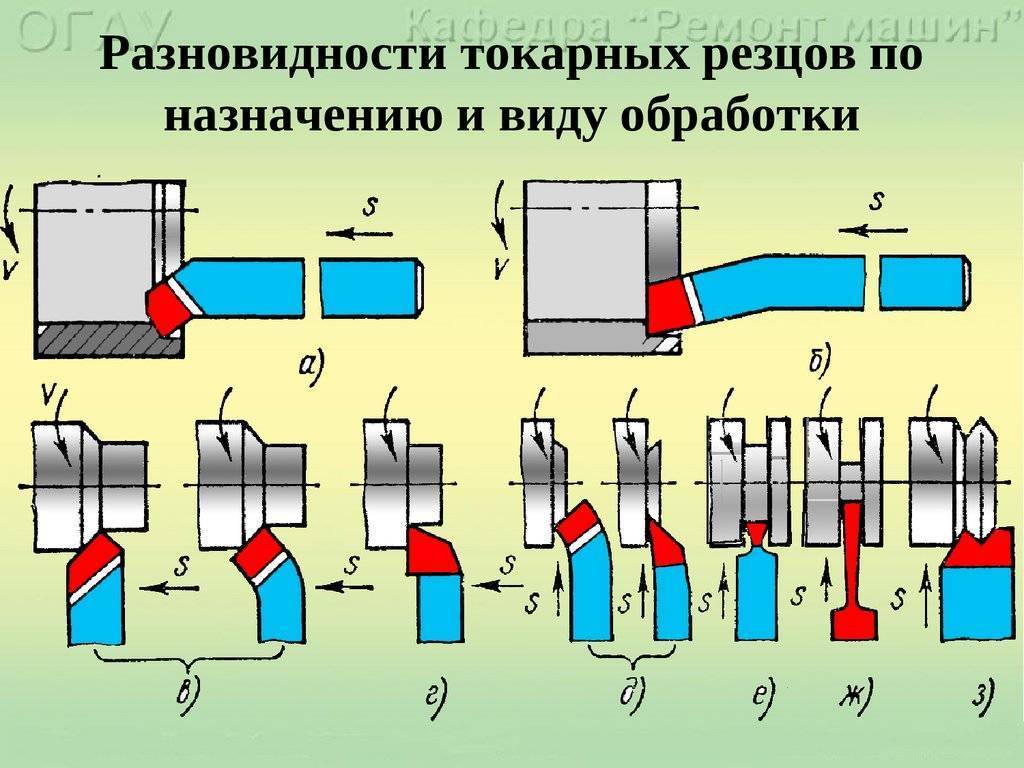
Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.









Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени. Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
- Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π 0,050 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
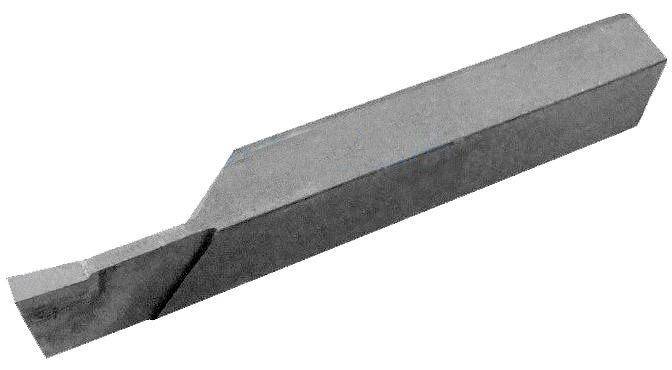
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Разновидности и особенности
Список резцов, которые могут использоваться для токарного станка, достаточно широк. В зависимости от типа обработки материалов, различаются следующие варианты:
- Расточные – элемент для создания отверстий.
- Фасонные – для специальной обработки.
- Резьбонарезные – для нарезания резьбы.
- Подрезные – выравнивают или сокращают уступы.
- Проходные – используются для шлифовки вдоль оси вращения.
- Фасочные – применяются, чтобы снять фаски с детали.
- Отрезные – для ровной резки и создания узких канавок.
- Канавочные – используются для создания небольших канавок цилиндрической формы. Подходит для шлифовки и внутренней, и внешней поверхности.
Выбор с механическим креплением
При выборе инструмента для точения, с целью оптимизировать производство, учитывают следующие факторы.
Форма, габариты детали, а также чистота обработки, ее точность, указывающие направление движения инструмента, последовательность выполнения процесса.
Тип операции, влияющий на выбор режущей части: отрезание детали, нарезание резьбы, точение, обработка канавок и т.д.
Строение режущей пластины, величина ввода, скорость вращения детали оказывает влияние на точность, степень шероховатости поверхности детали.
Для наружной обработки и расточки изделий выбирают разные резцы и твердосплавные пластины.
Жесткость крепления заготовки, инструмента, условия обработки детали
Например, в условиях вибрации обращают внимание навылет, размер приспособления, учитывают геометрию инструмента.
Способ фиксации, размеры посадки инструмента, в зависимости от конструкции, габаритов станка, а также его мощности, технологических возможностей.
Материал заготовки: чугун, нержавеющая, легированная или углеродистая сталь.
Производительность, эффективность инструмента, оказывающие влияние на качество обработки. Размер партии, наличие простоя оборудования и т.д.
Сохранение номенклатуры инструмента, применяемого на производстве, влияющая на уровень оптимизации.

Как самостоятельно изготовить токарные резцы по дереву
Многие любители самостоятельно работать с деревом, предпочитают изготавливать самодельные резцы для токарного станка по дереву в своей мастерской. Владея определёнными навыками слесарных работ изготовить токарную стамеску или рейер по собственным чертежам не составляет большого труда. Для этого необходимо:
- выбрать заготовку из подходящего металла;
- провести её предварительную обработку для придания необходимой геометрической формы;
- заточить режущую часть с соблюдением всех углов и направлений заточки;
- изготовить ручку;
- собрать всю конструкцию.
Заготовка для токарного резца по дереву выбирается из различных марок стали. Основным требованием к ним является необходимый уровень жёсткости и прочности. Наиболее применяемыми считаются заготовки, выполненные из углеродистой инструментальной стали. В ней содержание углерода не превышает 0,7%. К ним относятся: У8, У10 и У12. По своим физическим и механическим характеристикам они полностью удовлетворяют предъявляемым требованиям.
Кроме заранее подготовленных болванок применяют подручный материал, который может быть достаточно легко найден. К таким изделиям относятся стальные инструменты, бывшие в употреблении. Например, листы автомобильных рессор, утративших свои характеристики напильники, обрезки листового проката. Отдельные изделия обладают повышенной прочностью и достаточно трудно поддаются обработке (особенно прошедшие термическую закалку во время изготовления особенно в условиях крупного производства). Для снижения трудозатрат целесообразно выбирать заготовку, геометрическая форма которой наиболее близка к конфигурации будущего изделия. Это избавит от необходимости применять сложные технологии.









Для работы с заготовками, токарных резцов, из марок стали обладающих повышенной прочностью, необходимо произвести предварительный нагрев. Используя свойства металла придать будущему изделию требуемую форму. Затем производят обработку режущей кромки до заданного уровня. После завершения всех операций производят закаливание готового резца. Процедура закаливания заключается в нагреве режущей кромки токарного резца с последующим быстрым охлаждением. Такой нагрев можно произвести в условиях домашней мастерской с применением газовой горелки или паяльной лампы. Быстрое охлаждение производят в ёмкости с жидкостью: например, водой или машинным маслом. Получается своеобразный домашний цех термической обработки.

Охлаждение заготовок токарного резца из высоколегированных и высокоуглеродистых сталей не следует производить в воде. Это вызывает повышенное внутреннее напряжение на различных уровнях металла. В конечном итоге приводит к появлению серьёзных дефектов. После изготовление токарного инструмента его возможности проверяю сначала на деревянных заготовках простой формы, желательно из мягких пород. Это поможет выявить все недоработки и недочёты возникшие в процессе производства и избежать порчи основных изделий.
Что необходимо для изготовления резцов
Изготовление токарных резцов этого класса не представляет особого труда при наличии трёх составляющих: подходящего материала, заточного оборудования и определённых слесарных навыков.
Для придания изделию заданной формы и создания качественной режущей кромки необходимы заточной станок или шлифовальная машина. В обоих случаях необходимо иметь несколько абразивных кругов различной зернистости. Окончательную доводку производят вручную, зафиксировав резец в тисках с помощью напильников или надфилей. На начальном этапе используют камень с наиболее крупным зерном, позволяющим наметить основные контуры будущей режущей кромки. Далее переходят к камню с самым мелким зерном. Все инструменты должны быть проверены, а камни тщательно закреплены.

Чаще всего профессионалы применяют заточку в несколько этапов. На начальном этапе изготовление резца производится на обдирочном круге. Затем постепенно переходят к более точной обработке. Для предотвращения перегрева в процессе обработки металлическую деталь поливают машинным маслом.
https://youtube.com/watch?v=qaKkb0qj96Q
https://youtube.com/watch?v=WZ14lwE0B_s
Типы резцов
Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
https://youtube.com/watch?v=evgY0ImR0ko
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
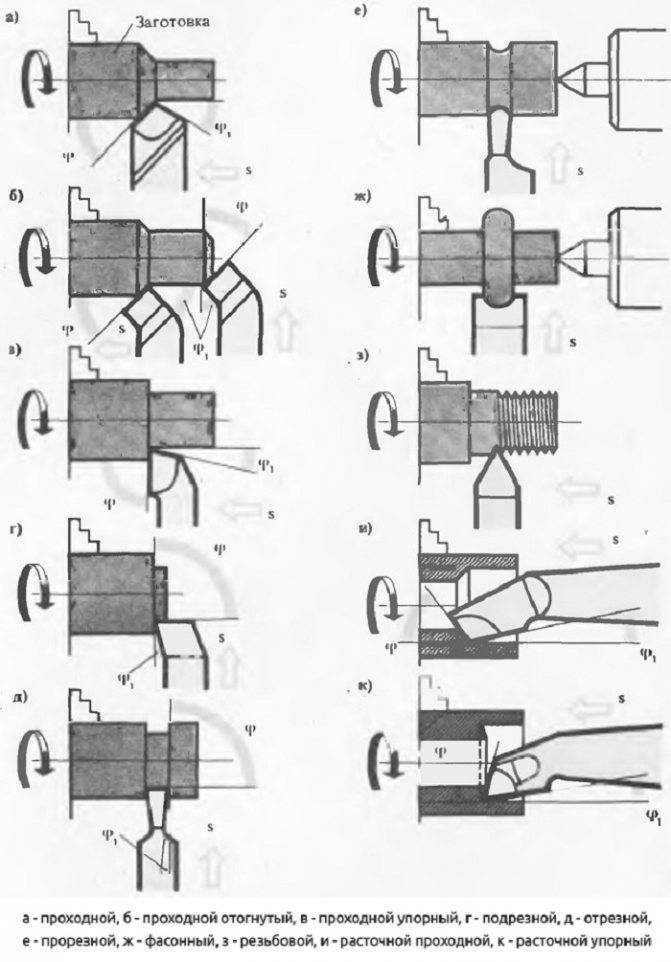
Принципы точения
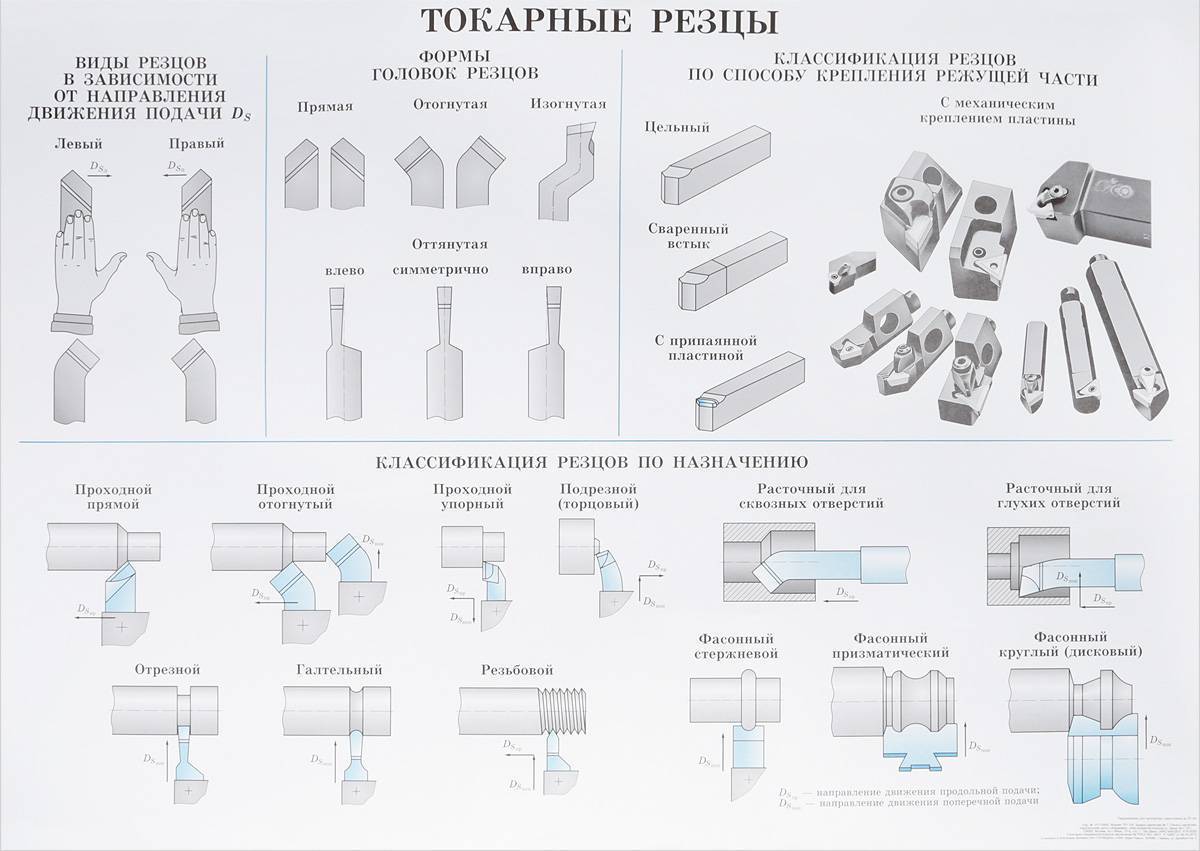
Виды и классификация.
По направлению подачи режущего инструмента между передней и задней бабками токарного станка резцы для токарных станков могут быть правыми и левыми, а в зависимости от конструкции головки их делят на прямые, отогнутые и оттянутые. По назначению (виду обработки детали) резцы токарные делят на:
- резцы проходные правые и левые прямые, требования к которым изложены в ГОСТ 18878-73 (Резцы токарные проходные прямые) и ГОСТ 18869-73 (быстрорежущие резцы Р6М5), в том числе быстрорежущие резцы проходные упорные (ГОСТ 18870-73);
- резцы проходные отогнутые, как с твердосплавными напайками, так и быстрорежущие резцы проходные упорные отогнутые, регламентированные в ГОСТ 18868-73 и ГОСТ 18877-73;
- резцы отрезные прямые (ГОСТ 18884-73 и ГОСТ 18874-73), в том числе быстрорежущие резцы отрезные и прорезные по ГОСТ 18874-73;
- резцы подрезные отогнутые (ГОСТ 18880-73) и резцы подрезные торцовые из быстрорежущих сталей (ГОСТ 18871-73);
- резцы резьбовые для формирования метрической и трапецеидальной резьбы, как на наружной, так и внутренних поверхностях деталей по ГОСТ 18885-73 и ГОСТ 18876-73;
- резцы расточные для обработки сквозных и глухих отверстий разного диаметра по ГОСТ 18882-73 (Резцы токарные расточные для сквозных отверстий), по ГОСТ 18883-73 (Резцы токарные расточные для глухих отверстий) и резцы расточные из быстрорежущей стали по ГОСТ 18873-73 (Резцы расточные для обработки глухих отверстий из быстрорежущей стали) и по ГОСТ 18872-73 (Резцы расточные для обработки сквозных отверстий из быстрорежущей стали), а также быстрорежущие резцы расточные державочные по ГОСТ 10044-73;
- резцы канавочные, резцы долбежные (ГОСТ 10046-73), резцы фасочные (ГОСТ 18875-73);
- резцы строгальные проходные (ГОСТ 18887-73 и ГОСТ 18891-73), подрезные, отрезные, прорезные и чистовые широкие (ГОСТ 18893-73, ГОСТ 18881-73, ГОСТ 18894-73, ГОСТ 18892-73), в том числе быстрорежущие резцы строгальные (ГОСТ 18890-73, ГОСТ 18889-73, ГОСТ 18888-73, ГОСТ 18887-73);
- самокалы, изготавливаемые в основном из стали Р18 и Р6М5 методом ковки с охлаждением на воздухе. Самокалы имеют меньшую износостойкость, чем резцы с твердосплавными напайками, но эффективны при обработке мягких и вязких сталей.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.










Конструкция резца
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.

Разновидности резцов по конструкции





