Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78; Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы

Государственные стандарты
При создании шпонок применяются определенные стандарты. В большинстве случаев производство проводится по ГОСТ 23360-78. Среди особенностей применяемых стандартов отметим следующее:
- Применяемый материал шпонок стандартизирован. Это связано с тем, что неправильный сплав может стать причиной срыва промежуточного элемента. Примером можно назвать слишком высокую пластичность или сниженный показатель твердости поверхностного слоя. Использование шпоночной стали позволяет избежать достаточно большого количества проблем, а также существенно увеличить длительность эксплуатационного срока.
- Как ранее было отмечено, размеры изделия также стандартизированы. Именно поэтому при производстве часто учитывается ГОСТ 8787-68.
- Выделяют достаточно большое количество различных видов шпонок, все они характеризуются своими определенными эксплуатационными особенностями. Примером можно назвать сегментный или прямоугольный вариант исполнения изделия.

Для производства шпонок может применяться специальное оборудование. При создании ответственных механизмов проводится улучшение материала, для чего оказывается термическое воздействие или внесение специальных веществ в поверхностный слой.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дополнительные требования, отражающие потребности экономики страны
А.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок. А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
A.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу R
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза b
должны соответствовать полям допусков для вала — Н9, для втулки — D 10.
А.6 Допускаются для ширины паза b
вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки — D 10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111 ; ГОСТ 24115 — ГОСТ 24117 ; ГОСТ 24119 ; ГОСТ 24120 .
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
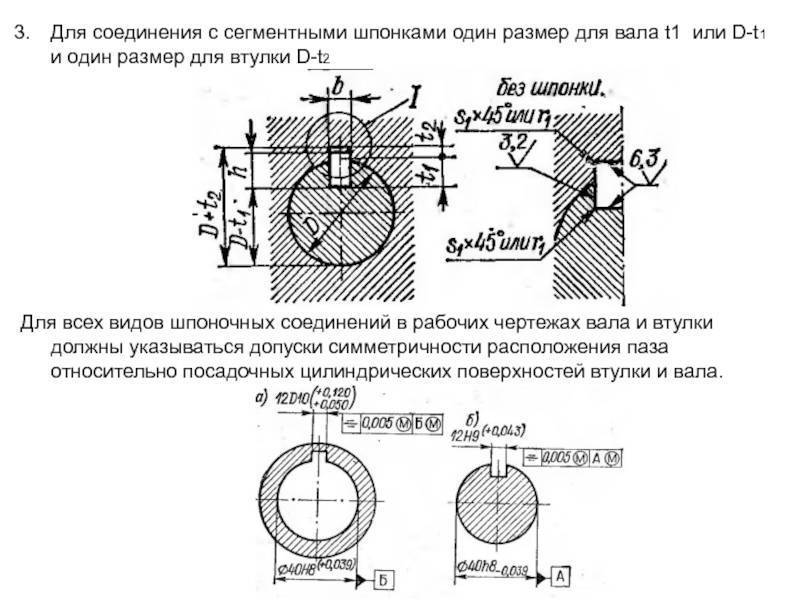
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо t
1 на рабочем чертеже номинальный размер для валаd —t 1 с предельным отклонением дляt 1 по таблице 2 и для втулки вместоt 2 размерd —t 2 с предельным отклонением дляt 2 по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
Как выбирают допустимые напряжения
Этот параметр зависит в первую очередь от характера нагрузки и условий работы соединения. При использовании стальных валов допустимое напряжение будет составлять:
- для стальных ступиц в неподвижных соединениях — 130…200 МПа;
- для ступиц из чугуна или стальных литых в неподвижных соединениях — 80…100 МПа;
- в подвижных безнагрузочных соединениях для ступиц из стали — 20…40 МПа.
Большие значения при сборке узлов во внимание принимают при постоянной нагрузке. При ударной же или переменной за основу берут меньшие параметры. При реверсивной нагрузке допустимый показатель снижают в 1.5 раза
На срез же шпонок предельные показатели напряжения принимают за 70…100 МПа. При этом, как и в первом случае, при постоянной нагрузке за основу берут больший параметр
При реверсивной нагрузке допустимый показатель снижают в 1.5 раза. На срез же шпонок предельные показатели напряжения принимают за 70…100 МПа. При этом, как и в первом случае, при постоянной нагрузке за основу берут больший параметр.
Штифтовое соединение на чертеже
Штифт используется для фиксации деталей, он представляет собой стержень с конической или цилиндрической рабочей поверхностью. Размеры штифтов и их форма приведены в ГОСТ 3128-70. Условное обозначение штифта состоит из наименования, исполнения, размеров (диаметра, длины) и обозначения стандарта. Изображение штифта на разрезе имеет свои особенности, когда секущая плоскость проходит вдоль оси штифта, его показывают нерассеченным.
Штифты предназначены для относительно небольших нагрузок. Штифт вставляется вертикально, а шпонка в шпоночных соединениях – горизонтально.
Черчение
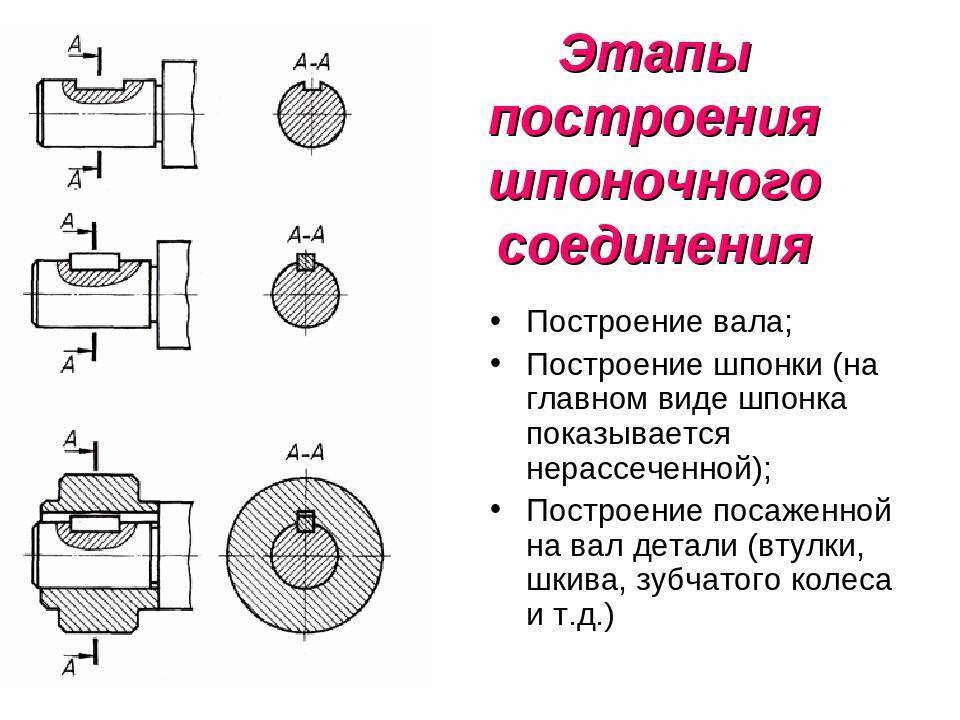
§ 33. Чертежи шпоночных и штифтовых соединений
33.1. Изображение шпоночных соединений. Одно из наиболее распространенных разъемных соединений деталей — шпоночное (см. рис. 209).
Шпонка предназначена для соединения вала с посаженной на него деталью: шкивом, зубчатым колесом, маховиком и др.
Чтобы шкив вращался вместе с валом, в них прорезают пазы (шпоночные канавки), в которые закладывают шпонку.

Рис. 222. Детали шпоночного соединения
На рисунке 222 даны наглядные изображения деталей шпоночного соединения. Стрелками показано, как они соединяются. На наглядном изображении соединения призматической шпонкой (рис. 223) втулка показана в разрезе, чтобы ясно была видна шпонка. На полках линий-выносок нанесены цифры. Они соответствуют номерам, которые присвоены деталям.
Рис. 223. Соединение шпонкой
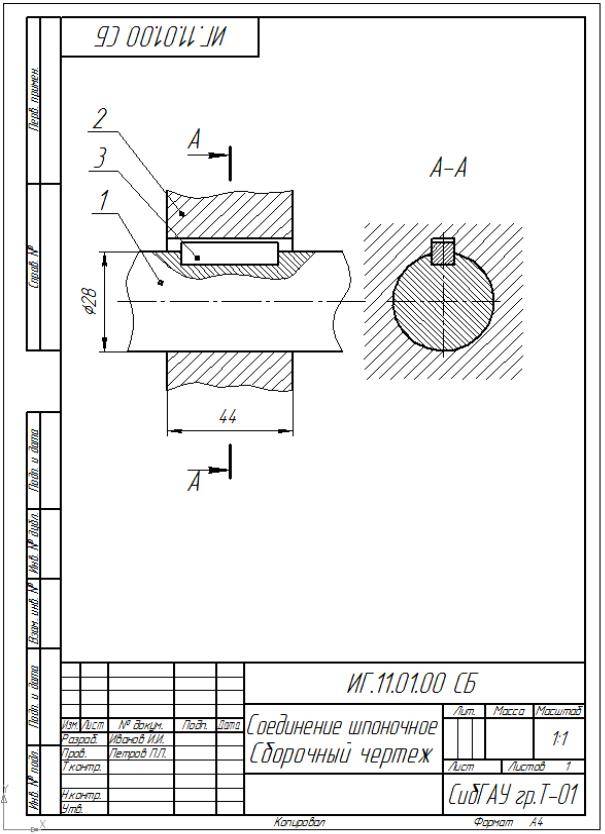
Чертежи деталей, входящих в соединение, приведены на рисунке 224, а сборочный чертеж — на рисунке 225. Заметьте, что на сборочном чертеже шпонка показана нерассеченной. Как вам известно, так поступают в том случае, когда секущая плоскость проходит вдоль сплошной (непустотелой) детали.

Рис. 224. Чертежи деталей шпоночного соединения
На чертеже соединения призматической шпонкой показывают небольшой промежуток — зазор между верхней плоскостью шпонки и дном канавки во втулке.

Рис. 225. Сборочный чертеж шпоночного соединения: 1 — вал; 2 втулка; 3 — шпонка
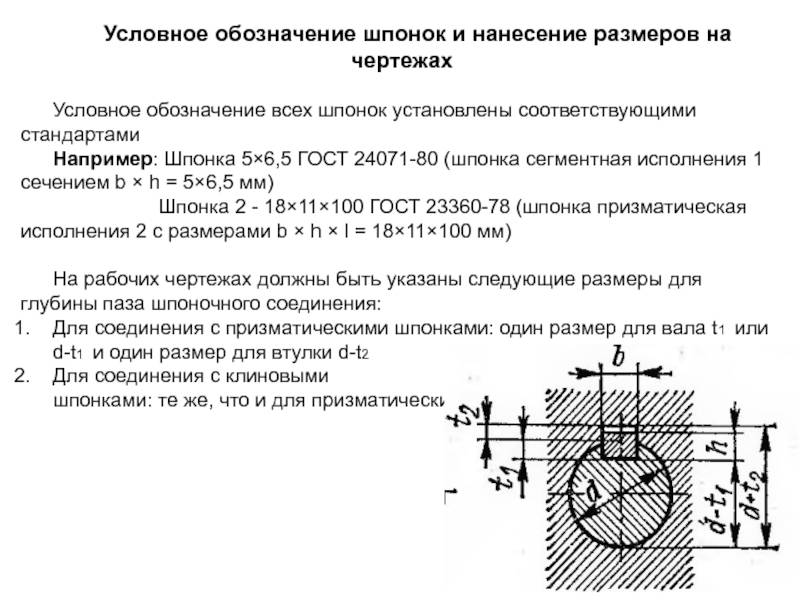
Каждая шпонка на сборочном чертеже имеет условное обозначение. Например, запись Шпонка 12х8×60 означает, что призматическая шпонка имеет следующие размеры: ширина 12 мм, высота 8 мм, длина 60 мм. Запись Шпонка сегм. 8×15 читают так: шпонка сегментная, толщина 8 мм, высота 15 мм. Так как размеры шпонок стандартизованы, то, следовательно, стандартизованы форма и размеры шпоночных канавок (пазов) на вале и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение.
В таблице 4 (выписки из ГОСТ 23360—78) указаны диаметр D вала, соответствующие ему размеры шпонок (ширина b, высота h) и глубина шпоночных пазов (t для вала, t1 для втулки).
Таблица 4. Шпонки призматические (в мм)

Например, диаметр вала равен 18 мм. Пользуясь таблицей, находим размеры шпонки. Ее ширина б = 6 мм, высота h=6 мм. Длину шпонки l выбирают в необходимых пределах. Возьмем ее равной 30 мм. Глубина паза на валу t = 3,5 мм, глубина паза во втулке t1 =2,8 мм.
Рис. 226. Чертеж для чтения
- Пользуясь таблицей 4, напишите, какие размеры будут иметь шпонка и пазы соединения призматической шпонкой, если диаметр вала 42 мм.
- На рисунке 226 изображено соединение рычага (дет. 1) с валом (дет. 2) при помоши шпонки (дет. 3). Ответьте на вопросы:
- Что означают две концентрические окружности, указанные цифрой 1 (в кружке)?
- Что означают две горизонтальные линии, между которыми проходит стрелка цифры 3 (в кружке)?
- К каким деталям относится поверхность, обозначенная цифрой 2 (в кружке)?
- Почему поверхности, обозначенные цифрами 4 и 5 (в кружках), не заштрихованы? К каким деталям они относятся?
- К какой детали относится поверхность, обозначенная цифрой 6 (в кружке)?
33.2. Изображение штифтовых соединений. На рисунке 209 показан штифт Н, препятствующий смещению деталей, скрепленных винтом.
Чертежи штифтов цилиндрических и конических приведены на рисунке 227.

Рис. 227. Чертежи штифтов








На рисунке 228 показано наглядное изображение, а на рисунке 229 сборочный чертеж штифтового соединения. Штифт (дет. 3) находится в отверстии, одновременно просверленном в корпусе (дет. 1) и в вале (дет. 2).
Рис. 228. Наглядное изображение соединения штифтом
Заметьте, что на сборочных чертежах штифты в разрезе показывают, как и другие непустотелые детали, нерассеченнымн, если секущая плоскость проходит вдоль их оси.
Рис. 229. Сборочный чертеж соединения
В обозначение штифта входит его название, размеры и номер стандарта, например: Штифт цилиндрический 5×30. Это значит, что цилиндрический штифт имеет следующие размеры: диаметр 5 мм, длина 30 мм.
Запись Штифт конический 10х70 означает, что у конического штифта меньший диаметр 10 мм, а длина 70 мм.
Соединение штифтом иногда применяют, чтобы предотвратить продольное перемещение деталей, соединенных шпонкой (рис. 230).
Рис. 230. Чертеж для чтения
Рассмотрите чертеж (рис. 230) и ответьте на вопросы:
- Сколько деталей входит в соединение?
- Почему детали 3 и 4 не заштрихованы?
- Каковы размеры детали 3, если она имеет такое обозначение «Шпонка 14х9х35». Выполните ее чертеж и технический рисунок (см. рис. 224).
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
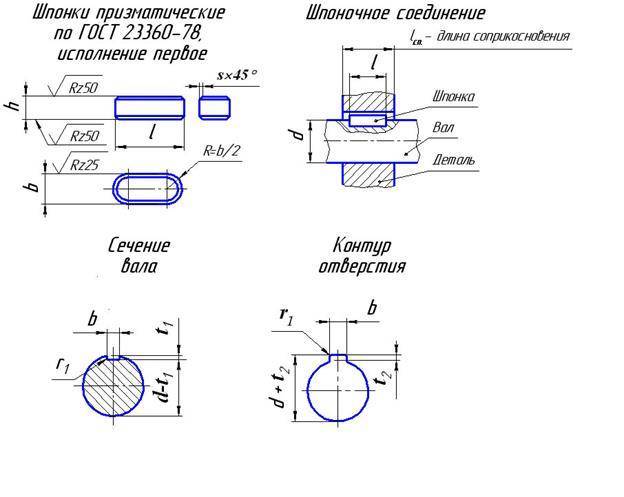
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
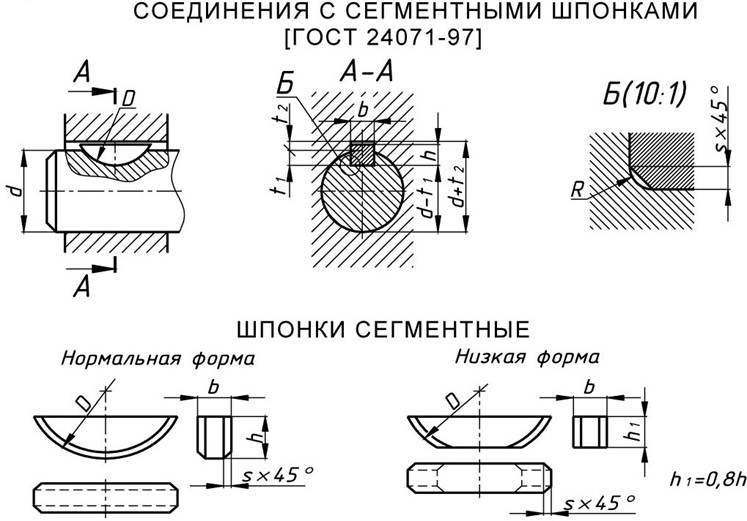
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.









| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
Резьбовое соединение на чертеже
Если для присоединения одной детали к другой используется резьба, то такое соединение называют резьбовым. Основными характеристиками резьбы являются ее размеры, на изображении обозначаются шаг, угол профиля резьбы, глубина, наружный, средний и внутренний диаметр. Требования ГОСТ в сфере инженерной графики, которые необходимо выполнять, распространяются на все виды чертежей, в том числе сборочный чертеж. Обозначения на разрезе и на фронтальном виде резьбы будут разными: тонкой линией на разрезе показывают наружный диаметр резьбы, на перпендикулярных к оси проекции плоскостях резьбу показывают, как разомкнутую окружность.
Выполнение элементов соединений по чертежам должно быть максимально точным, поэтому указывается допуск, который позволит соблюсти точность.
Примеры резьбовых соединений, в том числе соединение “американка”, показаны на рисунке 2.
Рисунок 2. Резьбовое соединение американка
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.

Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.







Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Требования к работе
Преимуществом использования такого типа соединения является простота конструкции, а также простой монтаж и демонтаж. Однако стоит учитывать, что на шпинделе будет участок с постоянной увеличенной нагрузкой. Поэтому при проектировании валов и шпинделей стоит учитывать этот момент и правильно спроектировать участок под шпоночное соединение.
Нельзя допускать перекоса шпонки, когда она устанавливается в паз. Нагрузка на вал или ступицу в таком случае будет распределятся неравномерно и может привести к поломке. Чтобы этого избежать, рекомендуют делать минимальный зазор между деталями. Также не рекомендуется использование такого типа соединений в станках с высокой скоростью вращения валов и шпинделей.

Дело в том, что при высоких скоростях неправильное расположение приводит к многократно возрастающим биениям, что недопустимо на производстве.
Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Болтовое соединение на чертеже
Одним из самых распространенных типов соединений деталей является болтовое соединение, в подвижных соединениях предполагается, что детали движутся друг относительно друга, но в болтовом они надежно скреплены. Гайки навинчиваются на резьбовой конец болта при этом прижимая соединяемые детали( гайки используются в шпилечных соединениях). Болт состоит из головки и стержня с резьбой. Условное изображение любой крепежной детали в черчении выполняется согласно требованиям инженерной графики и ГОСТов. Оно должно содержать форму и размеры, класс прочности, обозначение покрытия. Упрощенное изображение размеров отверстия под резьбу допускается наносить при его размере менее 4 миллиметров.
Сборочный чертеж, к примеру также будет содержать информацию по болтовым соединениям, их типам и видам. Типовые решения и то, как пошагово производится их выполнение, представлены на рисунке 1.
Рисунок 1. Болтовое соединение на чертеже
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.
Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая. Традиционно используется при изготовлении ответственных деталей
Не стоит обращать внимание на то, что подобная марка не подается сварке
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики. Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.
Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.