Толщина деталей
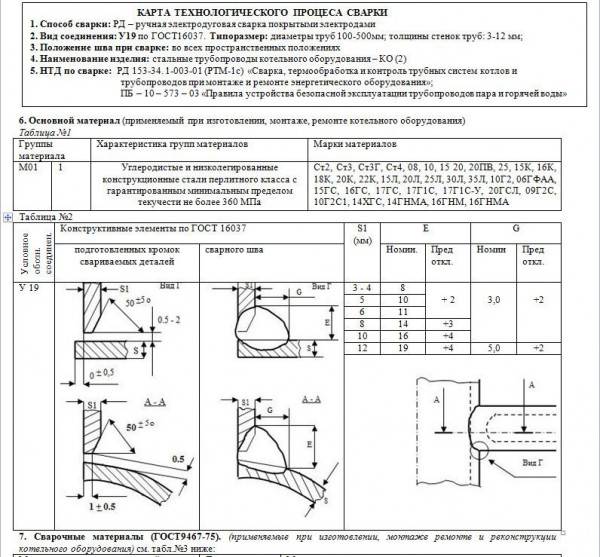
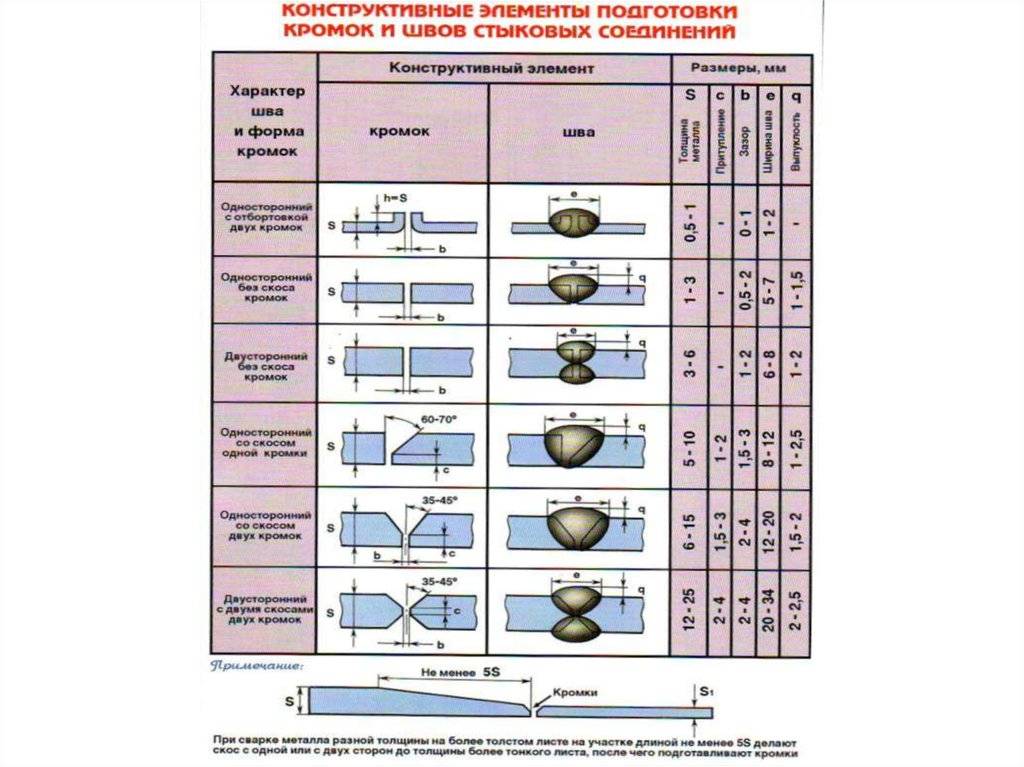
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.

В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
Выбор режима сварки: сила тока, длина дуги, полярность
Выбор режима сварки: сила тока, длина дуги, полярность Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать
Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем
В общем, режим сварки подбирается согласно многим факторам и после анализа полученных данных. Рассмотрим в данной статье сайта mmasvarka.ru основные факторы, которые в той или иной мере, способны повлиять на выбор режима.
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.
Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%.
Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами.
К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.
Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода
Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.
Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ
А для этого лучше всего подходят именно парные электроды.
Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
Принцип действия
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.










Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.
 Схема сварочной дуги
Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
 Примерная стоимость трансформаторов. Яндекс.Маркет
Примерная стоимость трансформаторов. Яндекс.Маркет
Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых — МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
 Примерная стоимость электродов. Яндекс.Маркет
Примерная стоимость электродов. Яндекс.Маркет
Параметры сварки
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток — он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Полуавтоматы
Данный вид сварочного оборудования позволяет не только существенно уменьшить временные затраты при выполнении различных сварочных операций, но и добиться более качественного провара. Шов получается сплошным – так как постоянно менять электроды не нужно. Полуавтоматическая техника предназначена для сварки в газовой среде (газ может быть как инертным, так и активным). Название «полуавтомат» подразумевает то, что сплошная электродная проволока подается автоматически к электрической дуге. Полуавтоматический «комплект» включает в себя источник тока (трансформатор/выпрямитель/инвертор), блок подачи проволоки, газовый баллон, электрические кабели, газовые шланги и горелку. То, какой газ применяется, зависит от вида металла, с которым работают. В качестве активного газа может выступать азот, кислород либо углекислый газ, в качестве инертного – гелий либо аргон. Чаще используются их смеси. Из баллона к горелке газ подходит по несущим патрубкам, а из горелки подается непосредственно к электродуге. Преимущество сварки «с газом» в том, что он дополнительно защищает сварную ванну от негативного действия газового состава воздуха окружающей среды, а также стабилизирует саму электрическую дугу и придает определенные химические свойства сварному шву.
Через горелку автоматическим образом непрерывно подается проволока, заменяющая в данном случае штучный электрод. Подбирая соответствующим образом сочетание смесей газов и различных видов электродной проволоки можно изменять в нужном направлении свойства сварной ванны. Очень хороши полуавтоматы, источник тока которых позволяет варить не только обыкновенной стальной проволокой, но специальной порошковой (или самозащитной). Ее отличительная особенность в том, что внутри внешней стальной оболочки имеется сердечник, состоящий из разного по химсоставу флюса. Когда такая порошковая проволока загорается, то образуется облако газа, которое выполняет роль газа, подающегося из баллона при сварке простой проволокой. Эффект тот же самый – сварная ванна защищается от окисления воздухом, активные компоненты сердечника придают металлу нужные свойства, электрическая дуга горит намного стабильнее. Только вот газового баллона, шлангов и горелки уже не требуется.
При необходимости можно приобрести и универсальную полуавтоматическую модификацию, которая рассчитана как на работу с применением газов, так и проволоки самозащитного типа. Механизмы, отвечающие за подачу проволоки, бывают как интегрированными в корпус агрегата, так и отдельными. Каждой разновидностью может оказаться удобнее варить в различных условиях. Такие подающие системы по количеству роликов производятся как двух-, так и четырехроликовые. Различными по форме и способу установки могут быть и сами ролики – это зависит от того, какая разновидность проволоки «загружается» в подающий блок: порошковая, медная, алюминиевая, стальная и др. Проволока подбирается по типу и диаметру с зависимости от вида и толщины свариваемого металла.
Настройка и регулирование внешних параметров может осуществляться как в автономном режиме (в частности – с использованием электронных систем), так и ручным способом, когда за процессами следит сам оператор. Сварочники MIG-MAG (работающие с применением активного/инертного газа) отличаются очень высокой производительностью и обеспечивают отличное качество шва при работе с любыми видами металлов и их сплавами (в том числе – с разнородными), а также с тонкостенными заготовками и деталями толщиной свыше двадцати миллиметров. Из недостатков полуавтоматов можно выделить большие потери на угар и разбрызгивание металла сварной ванны.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.

Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности
В технологической карте указываются способы подготовки кромок деталей и способ сборки.

В качестве способа сборки чаще всего указываются прихватки.
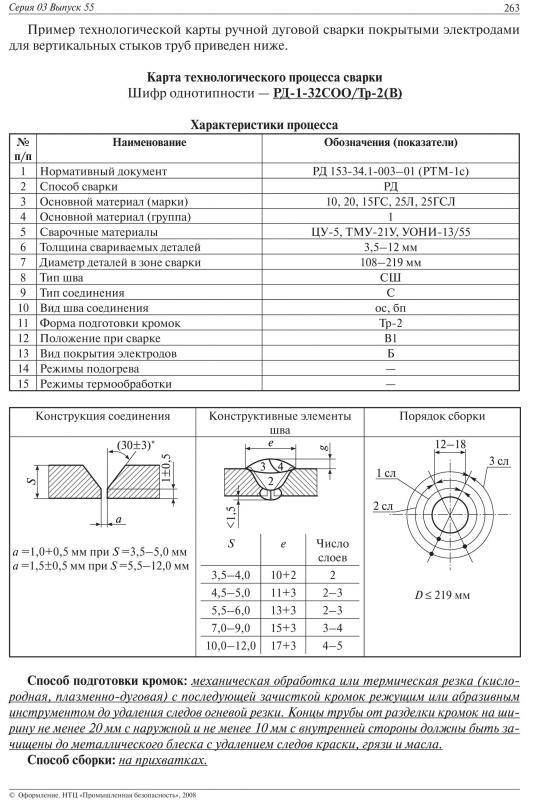
При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.








Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода – прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.

Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций. Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Электродуговая сварка – что это такое, принцип действия
Перед тем, как начать использовать электросварочные работы, рекомендую освоить азы технологии. Для начала отмечу, что сваркой вообще называется процесс соединения заготовок под действием их плавления, стыковки и образования единой монолитной структуры в месте контакта.
Материалы могут быть любыми, но при этом они должны плавиться, не подвергаться окислению и быть достаточно прочными, а также чтобы место соединения выдерживало нагрузку и не трескалось. В данном обзоре, речь, конечно, идет о металлах, и прежде всего черных.
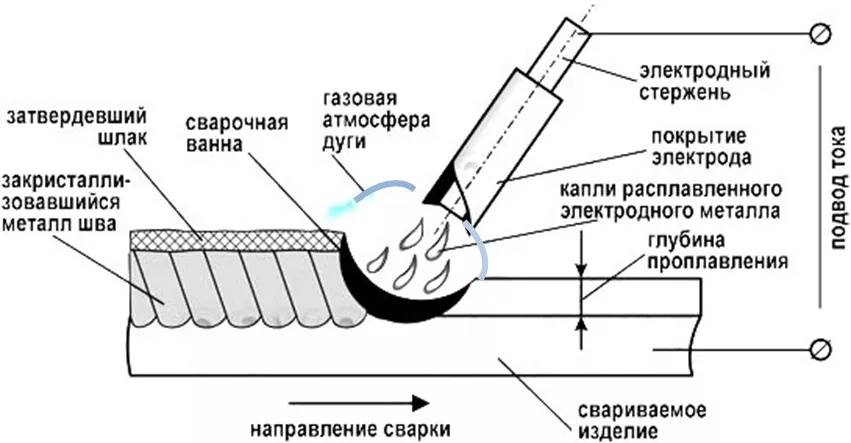
Таким образом, электродуговая сварка – это одновременно и расплавление и соединение стыкуемых мест металлических заготовок под действием тока по следующему принципу:
- На электрод и заготовки через специальный агрегат подается электрический ток заданных параметров.
- В момент контакта электрода с местом стыковки возникает пробой электроэнергии.
- Образуемая высокотемпературная плазменная дуга расплавляет материал стрежня и металла.
- В результате образуется сварочная ванна, где смешиваются вещества изделий и электрода, и формируется шов.
Схема и принцип-действия электродуговой варки металла
- Далее на поверхности расплава создается слой защитного шлака.
- В процессе остывания создается монолитное соединение.
По сути, я привел наглядный пример того, что такое простейшая ручная дуговая сварка покрытым электродом расплавляемого типа. Однако возможен вариант технологии с применением неплавящегося электрода. Тогда в качестве присадки нужно в рабочую область подавать проволоку.
Справка!
Зачастую в быту для сварки металла применяется наиболее доступный трансформаторный агрегат. Название уже указывает на принцип его действия. На выходе напряжение уменьшается, а сила переменного тока увеличивается.
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Основные параметры дуговой сварки.
Эти параметры, прежде всего, связанны с условиями горения дуги, а также с условиями ведения самого процесса. Погонная энергия может быть совершенно одинаковой, но при этом, у вас есть возможность менять род тока и его полярность, диаметр электрода, непрерывные и импульсные режимы горения. Иногда применяется колебание электрода, сжатие дуги. Все особенности прямым образом сказываются на размерах швов и формировании ванны.
Диаметр электрода
Если сила тока постоянна, то диаметр электрода является определяющим фактором, который определяет плотность энергии, подвижность дуги. Если диаметр электрода увеличивается, то при одной и той же силе сварочного тока уменьшается глубина проплавления и при этом увеличивается его ширина.
Полярность и род тока
Род тока и его полярностью во многом определяют количество теплоты, которое выделится на изделие во время сварки. Теплоту, можно оценить по эффективному падению напряжения. Зависимость составляется для катода и анода, что обозначены wa и wk в данном уравнении:
Заметим, что далеко не вся энергия, что обозначена uk, переходит в тепло. Согласно уравнению, разница выделения теплоты на катоде и аноде определяется лишь способом, которым ведется сварка. На практике оказывается, что величина проплавления при использовании прямой полярности меньше, чем при обратной. Катодное пятно занимает меньшую площадь, чем анодное, так что вырастает ширина сварного шва.
Наклон электрода
Изменяя угол наклона электрода, вы можете влиять на ширину и глубину шва. Если сварка ведется под углом меньше 90 градусов, то такой вид сварки выполняют исключительно углом вперед, а расплавленный в процессе металл просто вытесняется в головную часть ванны. Таким образом, заметно снижается глубина проплавления металла.
Сварка под углом больше 90 градусов выполняется только углом назад, но при этом расплавленный металл вытесняется в противоположном направлении, то есть в хвостовую часть. Такой режим сварки может значительно увеличить глубину проплавления.
Итак, основные параметры режима сварки мы уже назвали, далее рассмотрим дополнительные факторы определяющие режим сварки и будущее качество сварного соединения.
Особенности технологии
При соединении деталей методом РДС формируется электрическая дуга, которую сварщик вручную удерживает между электродом и свариваемым изделием. Дуга нагревает детали до высокой температуры, при которой начинают плавиться стержень электрода и само изделие. При расплавлении металлы электрода и изделия смешиваются, формируется сварочная ванна.










На электроде имеется специальный флюсовый слой, образующий над ванной газовую область, предотвращающую доступ кислорода и образование оксидной плёнки. После прекращения воздействия электрической дуги металлы затвердевают и образуется прочный сварной шов между элементами конструкции. Поверх шва образуется шлаковый слой, который обязательно счищают.

Технология называется ручной поскольку мастер самостоятельно зажигает дугу и подаёт электрод. Сваривание производится только с применением специальных электродов с напылением, предназначенным для защиты от воздействия кислорода. Для формирования электродуги может применяться постоянный или переменный ток. Электрическая дуга поддерживается путём постоянной подачи на изделие и электрод электроэнергии от сварочного аппарата. Температура внутри дуги может достигать +7000°С.
Для сваривания методом MMA используют 2 вида электродов:
- Плавящиеся. Шов формируется посредством расплавления электрода.
- Неплавящиеся (угольные или графитовые). Шов образуется путём расплавления специальной присадочной проволоки, подающейся непосредственно в сварочную ванну.
Чтобы сформировать качественный шов, необходимо плотно соединить свариваемые изделия. Для сваривания электрод и изделия подключают к силовым проводам от сварочного аппарата. Чтобы зажечь дугу, мастер постукивает или чиркает концом электрода в месте соединения. Электрод является расходным материалом, поскольку расплавляется и уменьшается в процессе работы.
Технология РДС подходит для сваривания металлов толщиной 2-50 мм. Однако опытные мастера рекомендуют сваривать детали толщиной не более 20 мм. При этом чем толще изделие, тем больше в диаметре должен быть электрод. Чем толще металл, тем выше должен быть сварной ток. Сила тока регулируется посредством сварочного аппарата.
Сварка MMA подходит для сваривания углеродистых, легированных и нержавеющих сталей. При использовании специальных электродов можно сваривать и цветные металлы. Технология оптимально подходит для сваривания штучных изделий и мелкосерийного производства.
Сущность процесса сварки
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.