ГС545 Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, находящейся на двери электрошкафа.
Ввод проводов заземления и электропитания производится через: концевое соединение, установленное на левой боковой стенке злектрошкафа поз.23 (Рис.2) (вид со стороны электрошкафа). Подключение станка к питающей сети выполнить медным проводом сечением 1,5мм.
В случае необходимости выполнения заземления станка стальной шиной используется специальный болт, расположенный ниже вводного концевого соединения поз.24 (Рис.2).
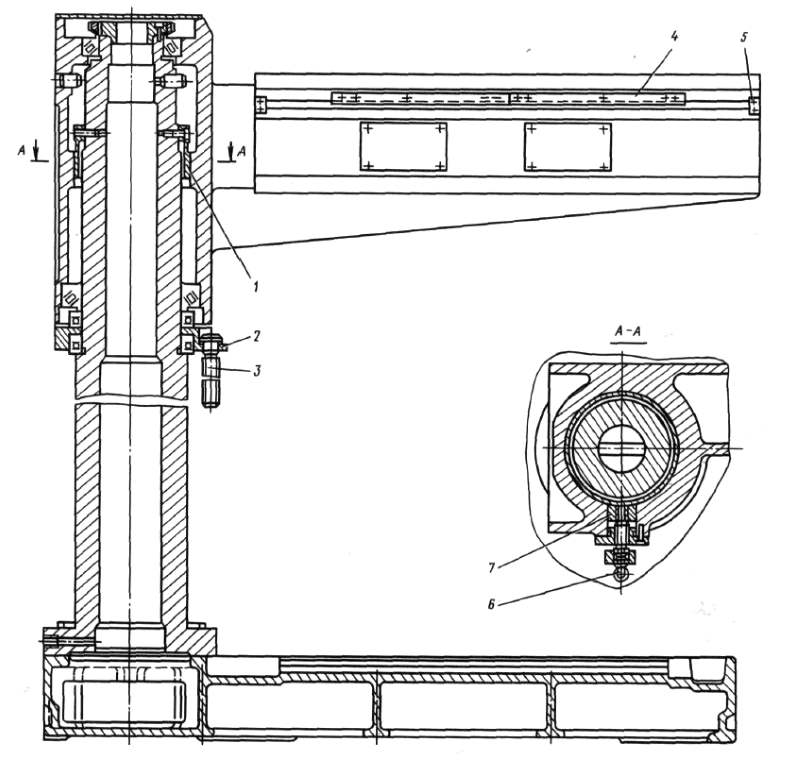
Бочка и плита для базирования заготовки
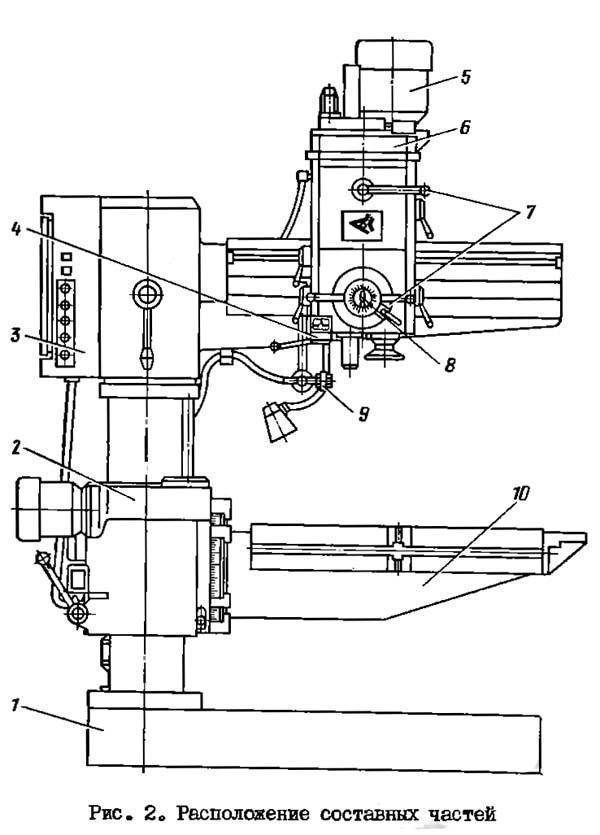
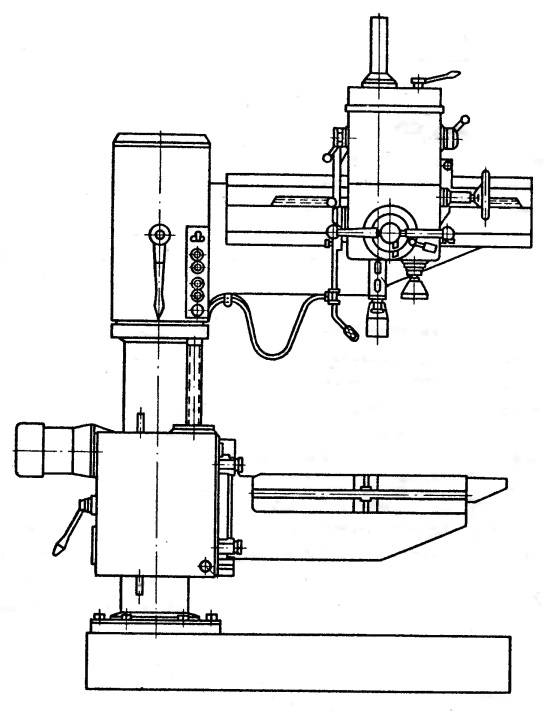
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
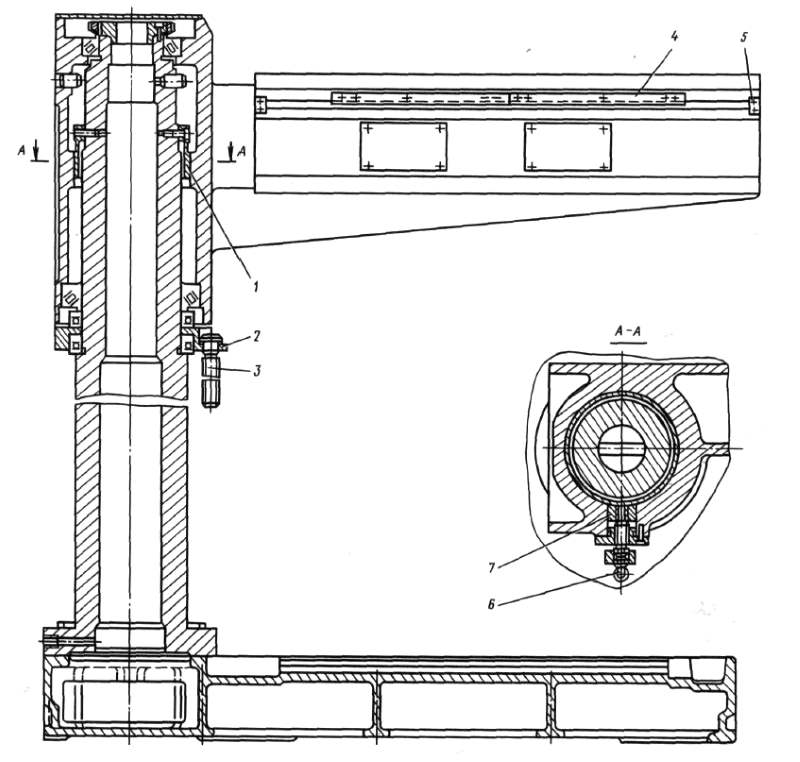
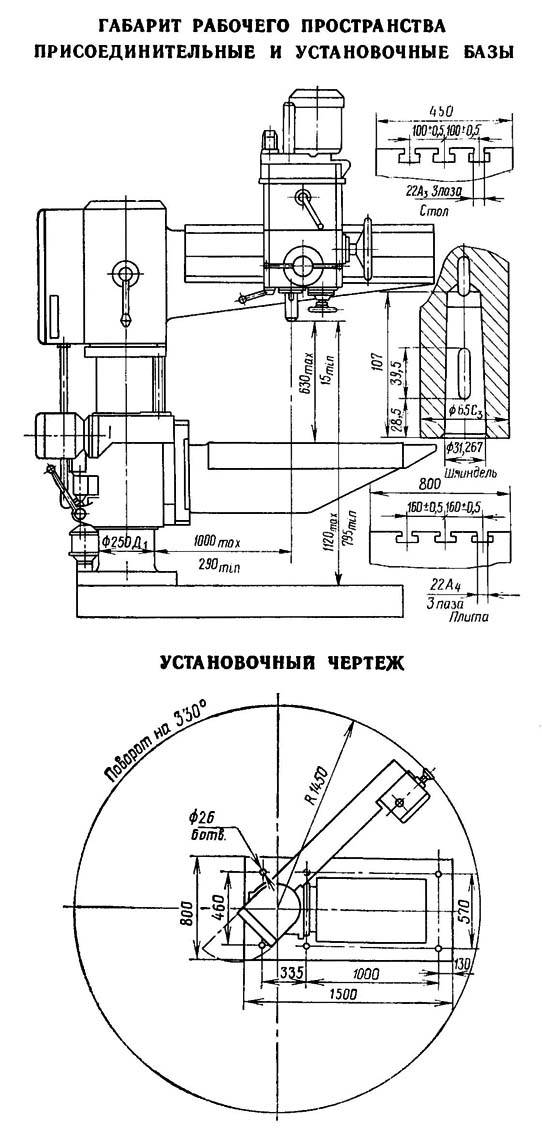
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
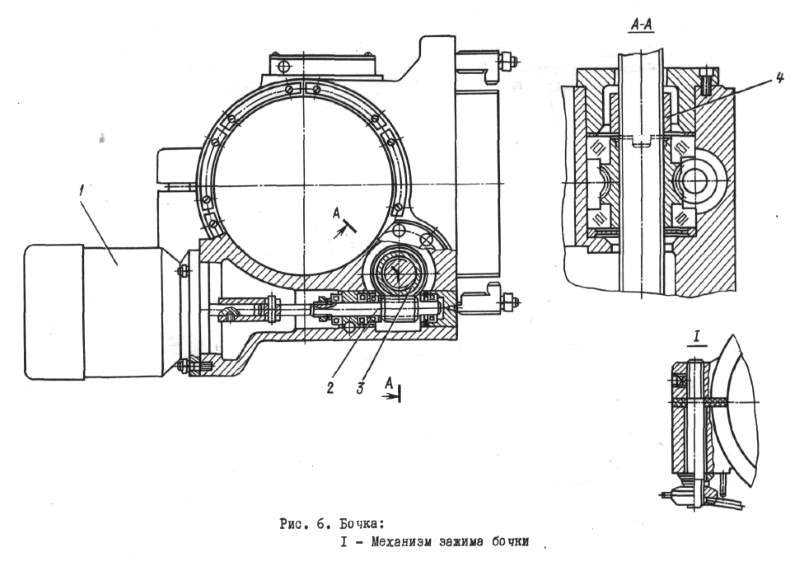
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.
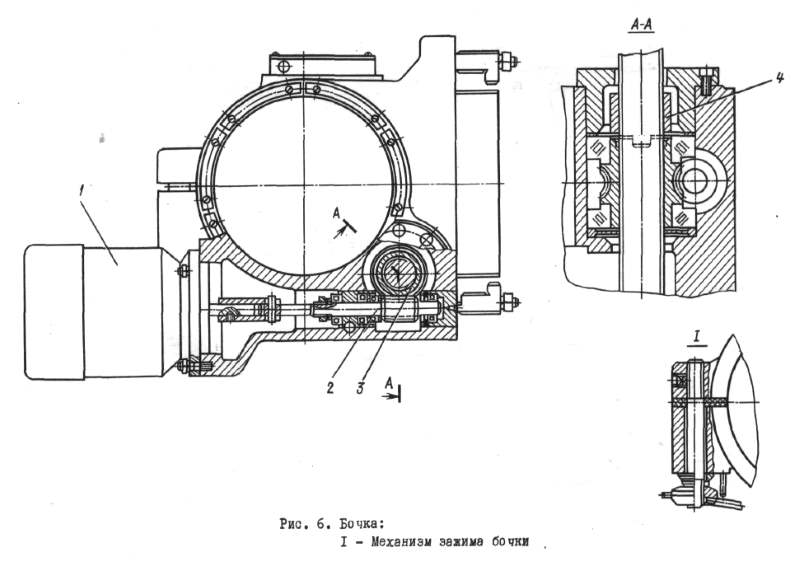
Бочка станка 2Л53У
Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
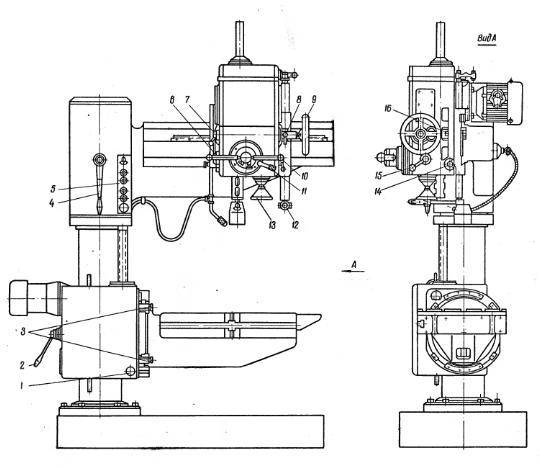
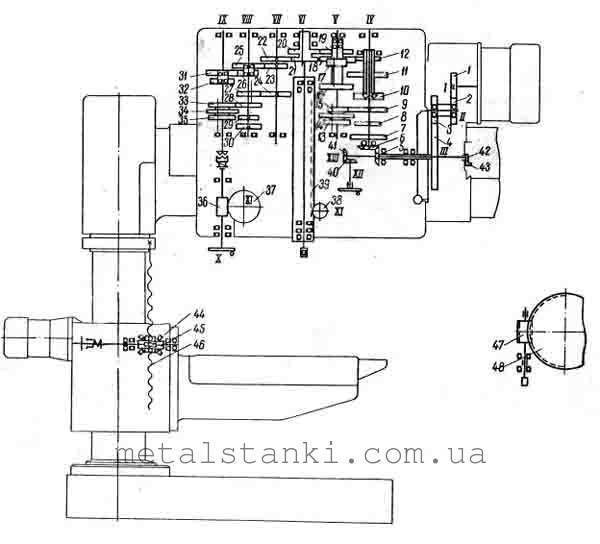
Расположение составных частей радиально-сверлильного станка 2Н55
Спецификация составных частей сверлильного станка 2Н55
- Плита, цоколь, колонна – 11 (номер узла)
- Охлаждение – 12
- Рукав и зажим – 21
- Механизм подъема сверлильной головки – 31
- Механизм гидрозажима – 32
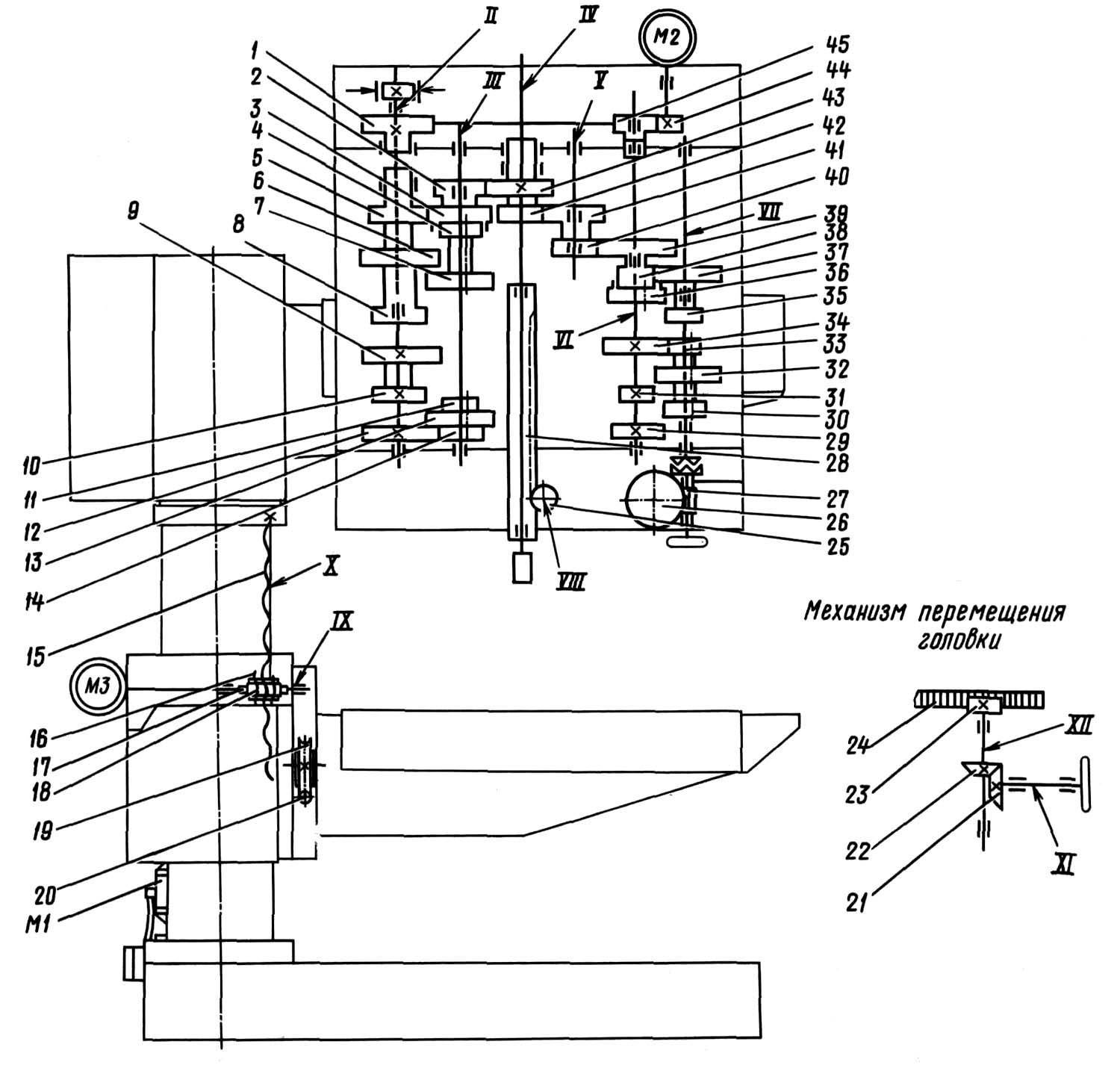
Спецификация составных частей сверлильной головки СГ-50Н, СГ-350Н
- Фрикционная муфта – 15
- Коробка скоростей – 16
- Коробка подач – 17
- Вал червяка – 25
- Механизм включения подач – 26
- Зажим сверлильной головки – 36
- Противовес – 37
- Гидропреселектор – 45
- Привод гидропреселектора – 46
- Гидрооборудование – 47
- Управление фрикционной муфтой – 48
- Управление набором скоростей и подач – 49
- Шпиндель –
- Электрооборудование – 93
- Электропульт – 95
- Электрошкаф – 96
- Вводная панель – 97
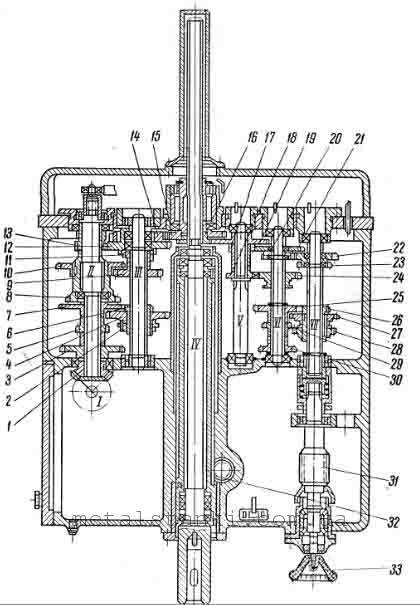
Общая компоновка станка 2н55
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токоподводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и заключает в себе узлы: коробки скоростей и подач, механизм подачи, шпиндель с противовесом и др. Она перемещается вручную по направляющим рукава. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станка сосредоточены на сверлильной головке. На панели цоколя размещены кнопки вводного выключателя, подключающего, станок к внешней электросети, и кнопки управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки, за шпинделем, установлена люминесцентная лампа.
Электроаппаратура смонтирована в нише, которая расположена с обратной стороны рукава.
Конструктивные особенности и технические параметры радиально-сверлильных станков
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно
Важно, чтобы их габариты соответствовали размерам рабочего стола
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.
Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации
Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
Регулирование радиально-сверлильного станка 2Н55
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются в процессе эксплуатации. Ниже даются указания по регулированию основных механизмов станка.
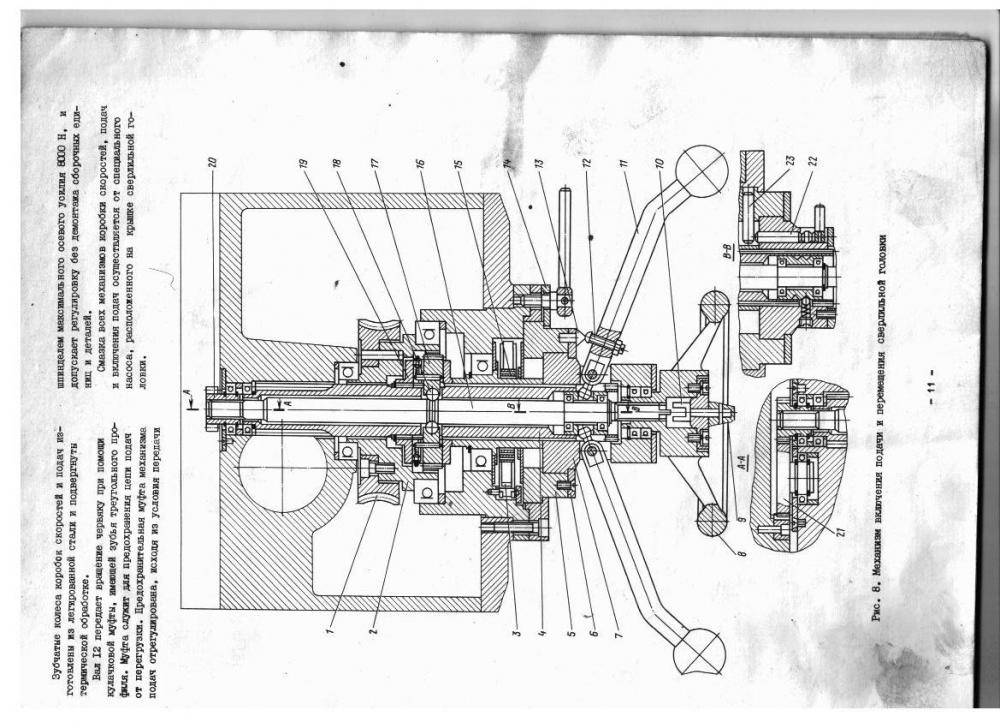
1. Регулировка отжима и зажима колонны станка осуществляется путем поворота полого винта 3 относительно гайки 7 (см. рис. 8 ).
Для регулировки необходимо;
- а) установить давление в системе в пределах 35..40 кг/см2;
- б) подать масло под давлением в полость “Б” (отжим);
- в) отвернуть болты 1, крепящие фланец 2;
- г) поворотом фланца 2 произвести отжим (установив осевой ход колонны в пределах 0,4..0,5 мм);
- д) вывести фланец 2 из зацепления с винтом 3, совместить по крепежным отверстиям и закрепить винтами I.
Регулировку производить таким образом, чтобы при выполнении зажима колонны плунжер 21 не доходил до крышки 25.
В противном случае, не будет достигнуто полное усилие зажима.
При нормально отрегулированном зажиме поворотные части станка не должны поворачиваться от усилия менее 250 кг (для станка мод. 2Н55) и 150 кг (для станка мод, 2Н53), приложенного на конце рукава в горизонтальной плоскости. При отжиме поворот должен осуществляться усилием не более 5 кг.
2. Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб 41 под гайки 42 болтов 30 (см. рис. 10). Такой способ позволяет избежать повторного засверливания гаек и болтов. Затяжка гаек производится при неподвижном рукаве. Зажим считается достаточным, если по верхнему торцу бочки рукава на стороне, противоположной разрезу, не проходит щуп 0,03 мм.
3. Регулирование плавного перемещения рукава по колонне осуществляется гайками 32 (ом.рис.10) во время перемещения рукава. Перемещение рукава вниз должно происходить без рывков.
4. Зажим сверлильной головки на направляющих рукава можно отрегулировать поворотом эксцентриковой втулки 11 (см. рис. 11). В отрегулированном положении втулка стопорится специальным фиксатором 21. Закрепление головки считается достаточным, если ее нельзя сдвинуть с места маховиком ручного перемещения при приложении усилия 25 кг.
5. При необходимости уменьшить зазор между направляющими корпуса головки и рукава следует освободить гайки эксцентриковых осей 8 (см.рис.11) и поворотом их установить необходимый зазор (до 0,05 мм). При этом легкость перемещения головки по рукаву не должна нарушиться.
6. Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 5 (см.рис.18).
7. Регулирование пружины, уравновешивающей шпиндель с инструментом, осуществляется в нижнем положении шпинделя поворотом червяка 4 (см.рис.19). После регулировки необходимо совместить одну из рисок на квадрате червяка со стрелками на табличке.
8. Регулирование усилия подачи осуществляется вращением винта 9 (см.рис.15). После регулировки следует затянуть стопорную гайку 10.




Если при работе под нагрузкой перестает вращаться шпиндель или выключается подача вследствие срабатывания предохранительных устройств, необходимо остановить станок и проверить состояние инструмента (затупление, заедание в кондукторной втулке и т.д.) либо снизить режимы обработки.
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системам электрооборудования, гидрооборудования и смазки, приведены в соответствующих разделах настоящего “Руководства”.
Сведения о примененных в станках подшипниках качения приведены на рис. 32 и в спецификации.
Особенности и технические характеристики устройства
Станки радиально-сверлильного типа относятся к металлорежущему классу оборудования и предназначены, главным образом, для механической обработки самых разных деталей, как из стали, так и из цветных металлов.
Данный настольный агрегат относится к оборудованию второго класса по принятой классификации всего металлорежущего оборудования.
Среди основных характеристик популярных моделей 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л можно отметить возможность выполнять сверление под различными углами.
Видео:
Оборудование данного класса преимущественно используется при черновой, получистовой, а также чистовой обработке самого разного вида поверхностей, его характеристики соответствуют данному виду работ.
ВАЖНО ЗНАТЬ: Применение малогабаритных фрезерных станков с ЧПУ по металлу
Настольный станок 2к52 и другие могут успешно работать как с цилиндрическими и коническими, так и с торцевыми и резьбовыми типами поверхностей различных видов металлов.
Основными рабочими инструментами оборудования данного класса являются сверла, зенкера, развертки, а также самые разные метчики.
Кроме этого, при выполнении специфических видов обработки может дополнительно использоваться и специальный инструмент.
Станки 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л имеют отличительную особенность, которая заключается в том, что они, главным образом, предназначены для проведения обработки внутренних цилиндрических, а также конических поверхностей в тех деталях, которые имеют достаточно крупные размеры и неправильные формы.

Ремонт заготовок на станках радиально-сверлильного класса осуществляется максимально удобным способом.
Деталь, перед выполнением сверления, жестко раскрепляется на рабочем столе в специальном креплении.
При этом режущий инструмент плавно перемещается относительно плоскости самой обрабатываемой заготовки.
Настольный станок данного типа, вне зависимости от своей модели, имеет высокие характеристики по мощности, что дает возможность проводить обработку, в том числе и стальных поверхностей.
За счет своих функциональных возможностей, оборудование этого класса нашло широкое применение на самых разных типах производства, в том числе автомобилестроении и самолетостроении.

Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100)
универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321
автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
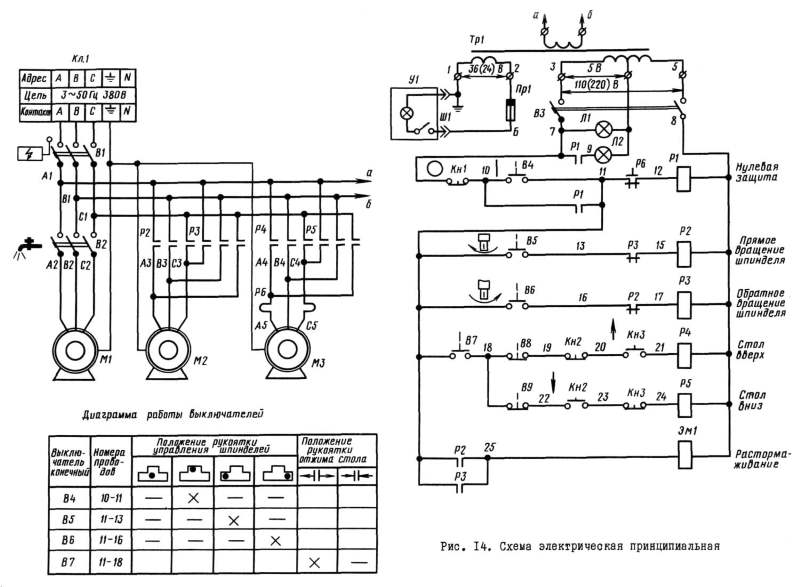
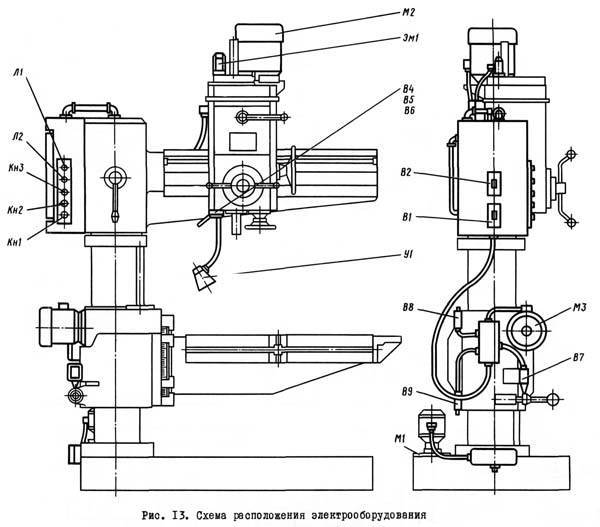
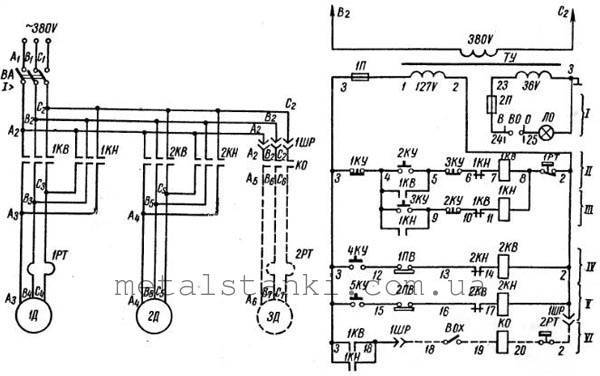
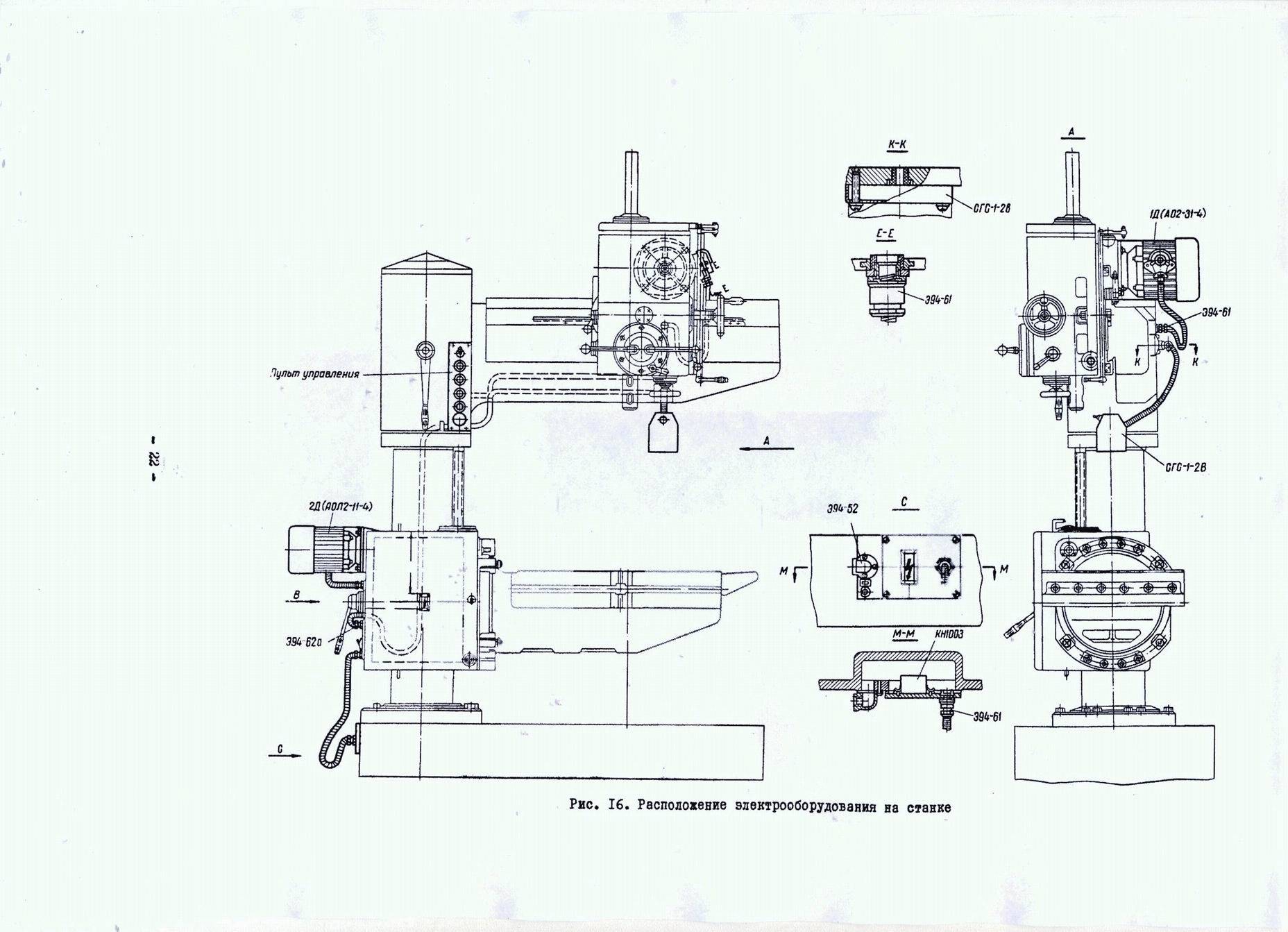
Электрооборудование станка 2Л53У. Общие сведения
Расположение электрооборудования на станке 2л53у
Электрооборудование станка рассчитано на питание от сети трехфазного переменного тока напряжением:
50 Гц, 380 В цепь управления
50 Гц, 110 В цепь местного освещения
50 Гц, 24 В цепь сигнализации
Станок оборудован тремя электродвигателями.
Панель управления, вводной выключатель BI и выключатель насоса охлаждения В2 смонтированы на электрошкафу.
На бочке находятся конечные выключатели ограничения перемещения бочки со столом В8, В9 и конечный выключатель В7, сблокированный с рукояткой зажима бочки. На сверлильной головке размещен копандоаппарат, состоящий из трех микровыключателей:
- В4 — включение станка, подготовка его к работе;
- В5 — прямое вращение шпинделя;
- В6 — обратное вращение шпинделя.
Ввод питания в станок должен быть осуществлен проводом марки ПГВ, сечением 1,5 черного цвета для линейных проводов и зелено-желтого цвета — для заземления.
Лампочка с белым плафоном Л1 на пульте управления сигнализирует о том, что станок под напряжением; лампочка Л2 с зеленым плафоном загорается после подъема рукоятки командоаппарата и сигнализирует о том, что станок готов к работе.
В рабочей зоне станка установлен светильник местного освещения Y1.
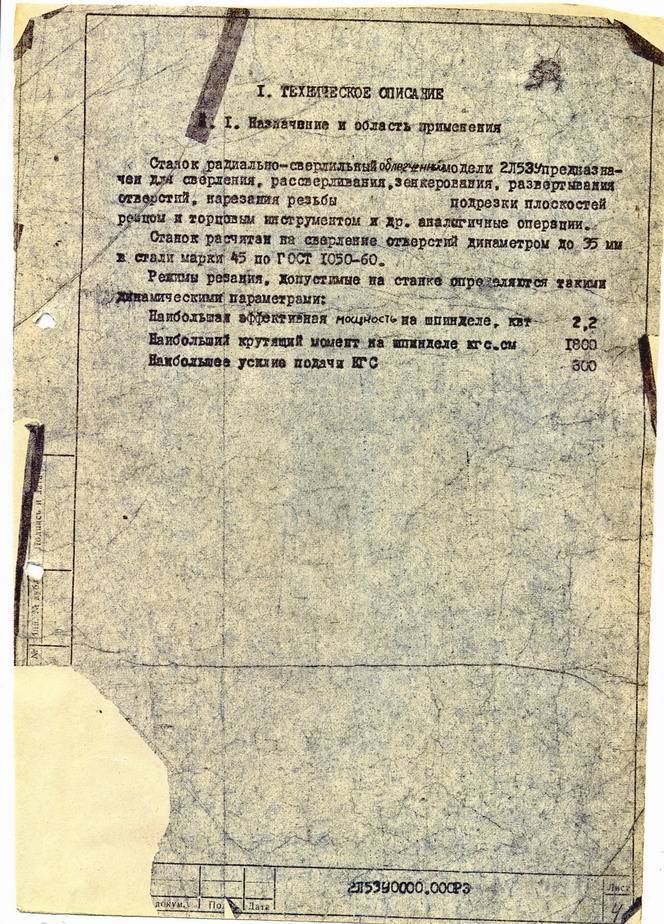
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).

Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
в Китае 4-осевой фрезерный станок с ЧПУ
Китай 4-осевой фрезерный станок с ЧПУ
Описание продукта

1.Принятие передовой промышленной системы числового управления, дружественный человеко-машинный интерфейс, простота в эксплуатации и надежная работа.
2.Подходит для обработки профилей из алюминиевого сплава, композитных профилей из алюминия и дерева, медных профилей и других легких сплавов, а также профилей из U-ПВХ.
3.90 ° ~ 0 ° ~ 90 ° 4-осевая одновременная обработка.
4. Набор зажимных профилей завершает фрезерование, сверление, снятие фаски, нарезку канавок и другую многофункциональную прецизионную обработку.
5. Высокопрочные сварные конструкции используются для обеспечения высокой жесткости и высокой устойчивости машины после термического старения.
6.Импортированные высокоточные линейные направляющие, шарико-винтовые, реечные и импортированные серводвигатели обеспечивают плавное движение и высокую точность позиционирования и обработки.
7. Примите высококачественный импортированный высокоскоростной электрический шпиндель с автоматической сменой инструмента, чтобы обеспечить стабильность обработки, стабильный шум вращения и сильную режущую способность.
8. Двойной стол может обрабатывать два или два профиля одновременно, интерактивная подача и отсутствие помех.

модель | HN-1325 |
X, Y, Z рабочий ход | 1300 * 2500 * 500 мм |
Мощность шпинделя | шпиндель с воздушным охлаждением 6000 кВт |
способ передачи | вращение рейки XY винт оси Z |
винтовая штанга | шлифовальный винт Тайвань TBI |
редуктор | Германия Высокоточная винтовая стойка Henry |
900 9 9005
сервомотор
Япония Yaskawa Servo Motor
90 034
Повторяемость
± 0.05mm
Максимальная скорость холостого хода
30 метров / минуту
Максимальная скорость обработки
15 метров / минуту
Основная функция
Деревянная форма скульптурный пенопласт
Общий вес
2500 кг
Рабочее напряжение
AC380V ± 30 В, 50 Гц
Шпиндель
3.0KW
Водяное охлаждение (0-24000 об / мин).
Принадлежности для продуктов
Упаковка и отгрузка
Информация о компании
Шаньдунская честная компания по производству оборудования находится в провинции Цзинань, Шэньдун накопил много сил, укрепил командное сотрудничество, обучил и внедрил талантливого человека высокого класса, ориентированного на людей, призвал персонал продолжать технические инновации, наконец, создал профессиональную команду, строгий менеджмент, кропотливая работа, высокое качество обслуживания ,Сосредоточиться на создании фирменного оборудования с ЧПУ. Мы придерживаемся духа «инновации, толерантности, учимся друг у друга», в дизайне оборудования будет западная строгая и восточная мягкая комбинация, в качестве оборудования сформировалась уникальная, неординарная индивидуальность и стиль. Больше внимания к деталям, точность изготовления, строгий контроль каждого процесса делают наше оборудование более качественным.






Сертификаты
Посещение клиента
FAQ
1.Какая ваша цена?
Пришлите мне необходимую информацию, и вы получите лучшую цену в Китае. Цена конкурентоспособна во всем мире.
2. Работал ли я когда-либо раньше с такими машинами?
У нас есть дружественные путеводители на английском и видео для вас. Мы также можем связаться с вами по электронной почте скайп / телефон / анагер онлайн
Будут ли документы отправлены вместе после доставки?
Да, мы отправим вам квитанцию коммерческого счета-фактуры вместе с документом, который вы хотите после доставки
Где находится ваш завод? Я хотел бы проверить это
Наш завод находится в Цзинане, провинция Шаньдун.Вы можете прилететь в аэропорт Цзинань Яоцян. Мы отправим наших сотрудников, чтобы они вас забрали.
В дизайне и технологии достигнуты большие успехи. Мы предоставляем нашим клиентам постоянный сервис.
Технические характеристики сверлильного станка 2Н55
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450…1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30..1700 | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
| Электрооборудование. Привод | |||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | — | — | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | — | — | — | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |