Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
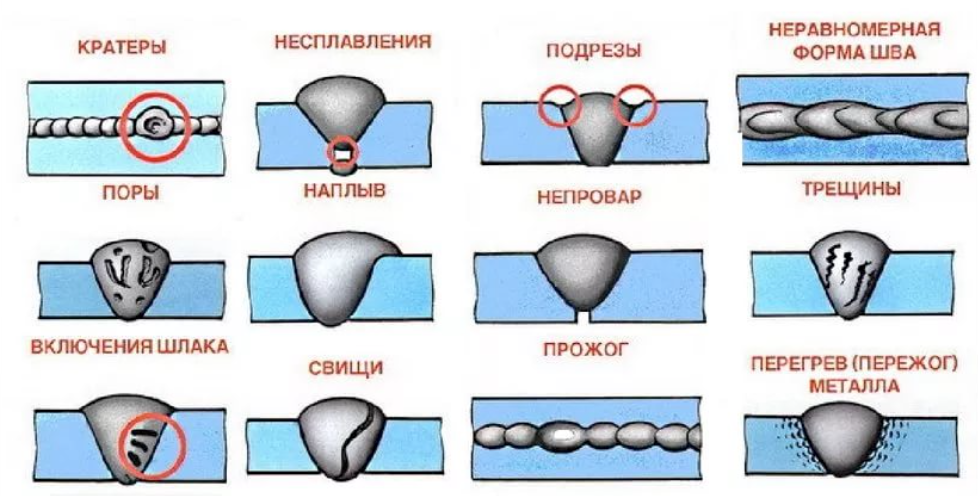
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Сварочным швом принято называть неразъемное соединение, которое образуется в процессе застывания сварочной ванны от оплавления электродом кромок металлов.
Также сварочным швом называют пластическое соединение, которое получается после сваривания металлических фрагментов давлением или лазером.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.










Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить
Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
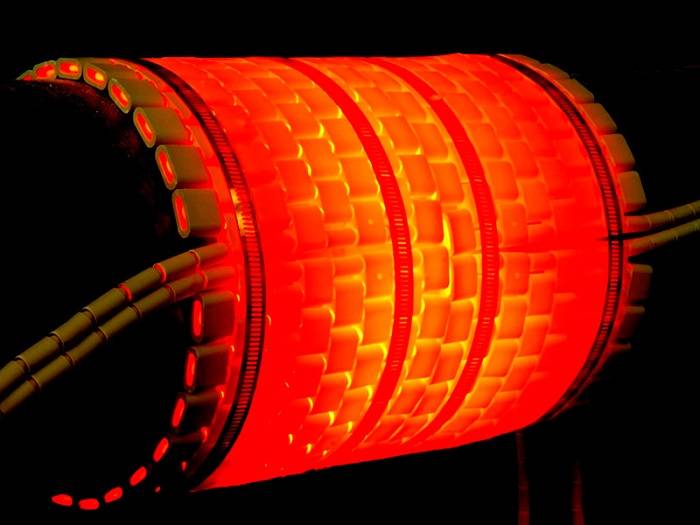 Термическая обработка восстанавливает прочность металла и улучшает свойства соединения
Термическая обработка восстанавливает прочность металла и улучшает свойства соединения
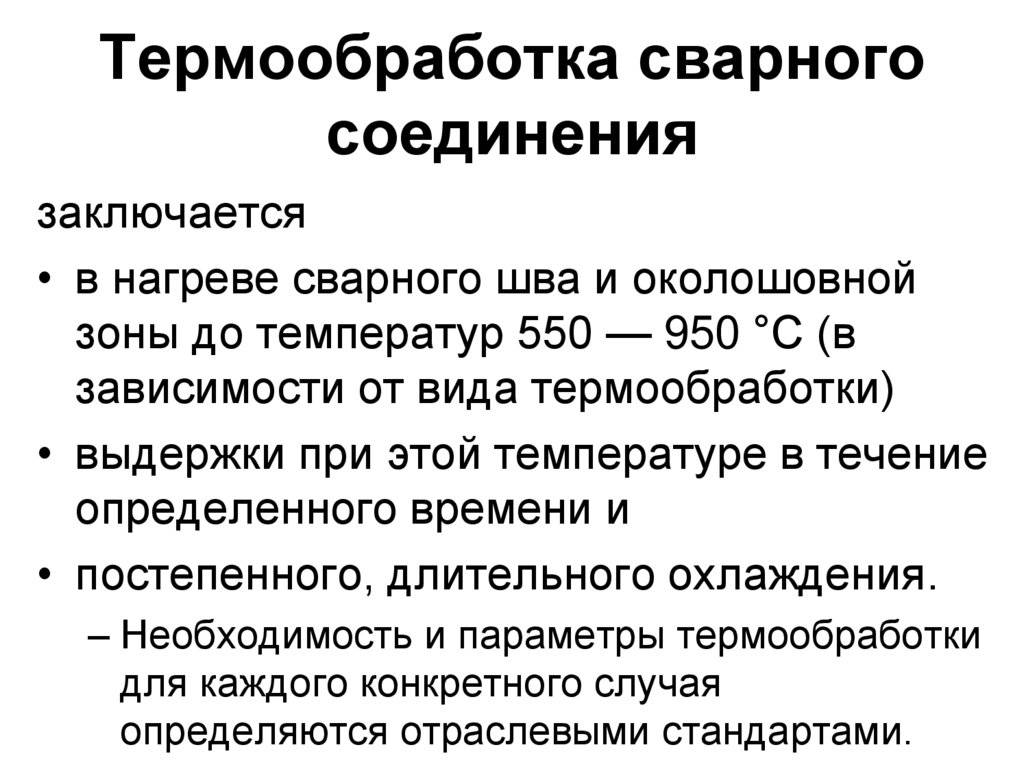
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
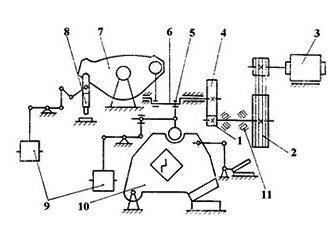
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.
 Индукционная термообработка сварного соединения
Индукционная термообработка сварного соединения
Для газового метода потребуется горелка. Основной сложностью здесь будет направить и сформировать факел так, чтобы необходимый участок получил равномерное нагревание.
При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Пирометр
Из чего состоит журнал
Документ оформляется в виде обложки с титульной и оборотной стороной, а также внутренней части. На последней странице располагаются подписи ведущих журнал лиц и руководителей, проставляются печати. Каждая страница, кроме титульного листа, нумеруется. Документ для удобства прошивается. Обложка может быть выполнена из более плотной бумаги.
В самом начале должна быть указана дата начала ведения журнала и дата окончания его ведения. Если вторая дата обычно проставляется по завершении журнала, то до этого момента он считается бессрочным.
На второй стороне титульного листа заполняется информация:
- Название компании, которая выполняет работы.
- Название конкретного объекта строительства.
- Должность, ФИО и подпись материально ответственного сотрудника, который ведет журнал и несет ответственность за надежность антикоррозионной защиты выполненных сварных соединений.
- Кто разрабатывал проектную документацию и чертежи (наименование организации и ее адрес).
- Шифр проекта.
- При наличии наименование учреждения, которое занималось разработкой проекта, проектировочной деятельностью по этой организации в целом (не обязательная для заполнения информация).
- Предприятие, которое изготовило упомянутые в журнале конструкции (с адресными данными).
- Шифр проекта производства работ.
- Наименование и подпись представителя (либо руководителя) организации-заказчика (если таковая имеется).
- Даты начала и окончания.
Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками
Один из них – исполнитель работ, второй – его непосредственный руководитель.Внимание! Таблица должна заполняться по мере выполнения работ. Каждая графа соответствует одному зачищенному и усиленному соединению
Если в одну рабочую смену была произведена антикоррозионная защита нескольких соединений, то информация о каждом помещается в отдельную строку.
Своевременное и достоверное ведение журнала поможет бухгалтеру с начислением заработной платы, удовлетворит любопытство проверяющих организаций и сделает выполнение работ более упорядоченным процессом, подлежащим учету.
Назначение герметиков для швов
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше, и не происходило негативных процессов на материале, например, не появлялась коррозия. Назначения герметиков следующие:
- Гидроизолирующий слой для швов либо основания;
- Закрытие щелей, зазоров;
- Ремонтные работы с плоскостями с изъянами и трещинами.
Средства различаются по уровню усадки, следующей после отверждения. Обработав составом металл, можно не бояться, что вибрационные действия окажут влияние на целостность шва, слой может растягиваться и изгибаться. Используется средства для трубопроводов, систем отопления, в деталях различных аппаратов и для других предметов, в зависимости от выбранного вида.
При сварке швеллеров, применяют качественные электроды. При этом следует выполнять чертежи согласно ЕСКД, после также иногда применяют дополнительную обработку швов.

Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше.
https://youtube.com/watch?v=%250A%250A%2520
Обработка сварочного шва
Сварка очень часто используется при кузовном ремонте автомобилей. Однако просто соединить металлические детали – это ещё не всё. Нужно, чтобы всё было красиво, аккуратно и незаметно. В видео и статье вы узнаете как правильно обрабатывать сварочные швы.




Процедура обработки сварочного шва будет рассматриваться на примере стойки:
Она уже аккуратно обрезана, без зазоров и прихвачена:
Почему нельзя варить сплошным швом?
Начнём с того, что не во всех местах нельзя варить сплошным швом. Хотя, лучше везде его не использовать
Обратите внимание, к примеру, на самолёты – там нигде нет сварных швов, везде на клёпках. Сплошной шов при скручивании металла будет просто лопаться
Кроме того, при сварке сплошным швом деталь сильно нагревается. При этом нагревается не только то место, которое нагревается, а ещё и все прилегающие. Чем дольше варите – тем шире зона нагрева. Из-за этого металл может повести.
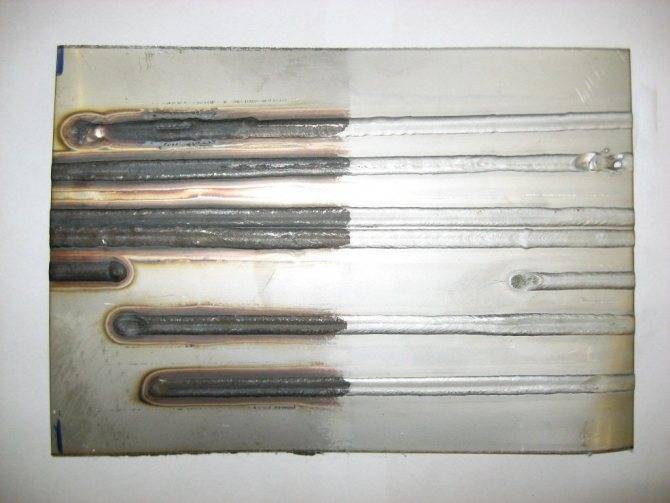
Варить нужно точками. Сначала между ними расстояние должно быть примерно 5 см. Дальше между ними нужно приварить ещё по точке. После этого ещё между этими новыми по точке – до тех пор, пока шов не станет сплошным, если оно вам так сильно нужно.
Внимание! Варить нужно точками, обязательно давайте металлу остывать. Искусственно остужать металл нельзя – в противном случае он утянется
Шлифовка механического характера
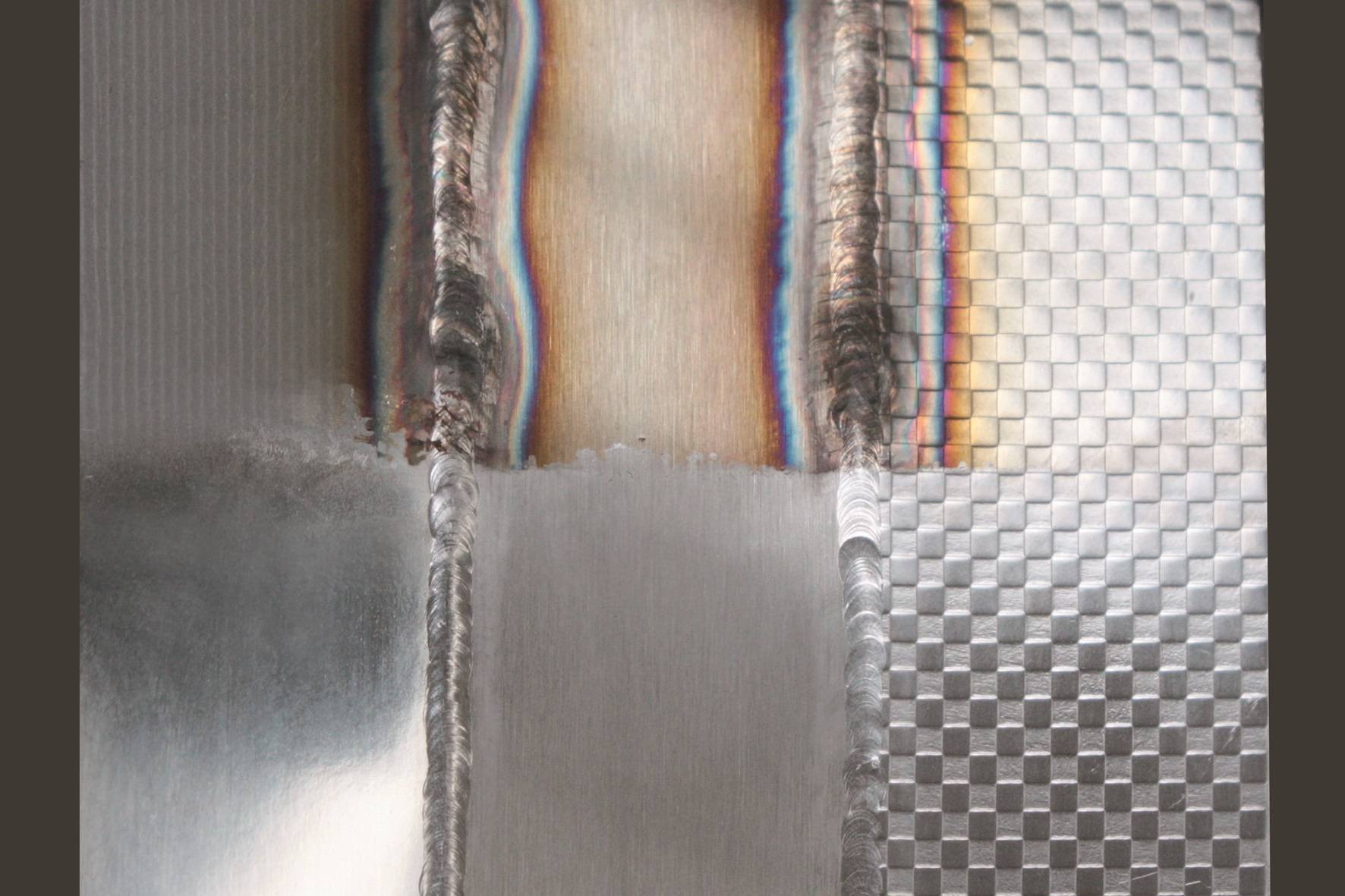
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов – более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Читать также: Установка тахеометра в рабочее положение
Другие виды обработки
Зачистку швов осуществляют также механическим и химическим методами. Каждый из них имеет свои особенности проведения. Стоит отметить, что комбинирование этих методов позволяет значительно повысить качество обработки.
Механическая
Обработка проводится с помощью проволочной щетки. Но, такой инструмент используют в труднодоступных местах. В иных случаях для зачистки сварных швов специалисты рекомендуют использовать шлифовальное устройство или болгарку, оснащенную лепестковой насадкой или абразивным кругом.

Зачистка сварочных швов проводится с учетом некоторых нюансов:
Особое внимание стоит уделить выбору шлифовального круга. Оптимальным вариантом станет изделие из цирконата алюминия
Особенность этого материала заключается в том, что он обладает высокой прочностью.
Лепестки круга должны быть изготовлены на тканевой основе. Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.
Для проведения работ могут понадобиться круги с разными абразивными зернами. Поэтому стоит одновременно приобрести несколько изделий.
При проведении работ учитывается зернистость круга. Так, если нужно устранить большие окалины, то лучше использовать крупнозернистые насадки. Финишная очистка выполняется мелкозернистыми кругами.
Зачистка сварных швов в труднодоступных местах осуществляется с помощью специальных инструментов. Борфрезы имеют различные размеры, что позволяет подобрать оптимальный вариант для того или иного участка. Они устанавливаются на шлифовальную машинку.

Химическая
Чтобы достичь максимального эффекта и защитить конструкцию от коррозии, специалисты рекомендуют сочетать механический и химический методы обработки. Для начала осуществляется очистка сварного шва машинкой или щеткой. После этого материал обрабатывают специальными коррозионно устойчивыми веществами, которые позволяют защитить его от негативных факторов окружающей среды.
Химическая обработка осуществляется методом травления и пассивации. Травление применяют до проведения механической шлифовки. Для выполнения процесса используется химический состав, который обеспечивает образование однородного покрытия, защищающее материал от коррозии. Помимо этого, эти вещества позволяют устранить последствия негативного влияния окружающей среды на материал. В особенности это касается мест, где есть скопления окислов хрома и никеля. Именно там чаще всего возникают коррозийные процессы.
Если деталь имеет небольшие размеры, то в процессе обработке она помещается в емкость, заполненную химическим составом. Время проведение в емкости определяется в соответствии с особенностями сварного изделия. В случае с большими изделиями используют местную обработку. Химический состав наносится непосредственно на обрабатываемый участок.
После травления приступают к пассивации сварного соединения. В процессе обработки на зачищенный участок металла наносится состав, который образует пленку. Такое защитное покрытие позволяет защитить изделие от коррозийных процессов.

На завершающем этапе выполняется очистка сварных соединений от химических веществ. Для этого используется вода
При проведении процесса стоит соблюдать осторожность, так как в отходах после смывки содержатся токсичные вещества, тяжелые металлы и кислоты. Нейтрализовать кислоту можно с помощью щелочи
Оставшуюся жидкость фильтруют. Отработанная вода утилизируется в специально отведенных для этого местах. При этом учитываются законодательные акты по охране окружающей среды.
Обработка конструкций после сварки является весьма ответственным процессом. Работу должен проводить профессиональный мастер. Это обеспечит высокое качество конечного результата. При желании выполнить обработку сварных соединений можно своими руками. Для этого нужно следовать определенным правилам и советам специалистов.
Главное помнить о средствах безопасности. Это касается всех видов обработки. При термической зачистке опасность заключается в использовании высоких температур







С используемым оборудованием нужно обходиться очень осторожно. Это позволит предотвратить возникновение травм
При проведении работ стоит использовать средства индивидуальной защиты.
Виды обработки
В общем можно выделить несколько технологических приемов, по которым выполняется обработка сварных швов, при этом каждый из них преследует определенную цель:
Термическая обработка позволяет снять остаточные напряжения в металле, возникающие при выполнении сварочных работ. Она является одним из основных методов, применяемых при работе с различными сталями и металлами (начиная от чугуна, заканчиваю нержавейкой и высоколегированными сталями).
Специалисты выделяют два вида термической обработки сварного шва — местный (прогреву и охлаждению подвергается только сам шов) и общий (нагревается вся деталь).
Механическая обработка сварных швов после сварки позволяет удалить оставшийся шлак и убедиться в качестве соединения. Всем приходилось видеть, как исполнитель обстукивает шов молотком или выполняет его зачистку. Оставшийся шлак может стать причиной возникновения коррозионных процессов.
Нанесение различных защитных покрытий на сварочный шов так же помогает бороться с появлением коррозии
Простейшим способом является нанесение грунтующей краски, в качестве примера можно обратить внимание на металлоконструкции, на которых четко видно появление ржавчины в местах сварных соединений. Это говорит о том, что в этом случае не была выполнена качественная обработка шва после сварки.
Более подробно следует остановиться на термической обработке, позволяющей существенно повысить именно качество металла, формирующего сварочный шов.
Термическая обработка
Итак, вот что позволяет достичь термическая обработка сварных швов:
- Снижение остаточных напряжений, возникающих при выполнении сварочных работ.
- Улучшение структуры материала и самого шва, и околошовных зон.
- Улучшение физических и эксплуатационных свойств металла (устойчивость к коррозии, жаропрочность и многое другое).
При выполнении термической обработки выполняется нагрев сварного шва или всего изделия до определенной температуры и выдержка в таком состоянии определенный период времени. Охлаждение осуществляется тоже по определенной схеме. Чаще всего для нагрева применяется индукционное оборудование, но могут использоваться и другие технологические схемы, в том числе и комбинированные (муфельные печи, нагрев с применением газоплазменных установок, гибкие нагреватели сопротивления).
К основным видам термообработки сварных швов относят:
- Высокий отпуск — его принцип заключается в нагреве стали до 650-750 градусов (режим зависит от марки материала) и выдержке при такой температуре до 5 часов. Такая термообработка позволяет снять до 80% напряжений, повысить ударную вязкость, улучшить пластичность, снизить твердость металла.
- Для углеродистой, а также низколегированной стали применяется нормализация. Такая термообработка сварного шва заключается в нагреве до 950 градусов и выше, после чего осуществляется выдержка (нескольких минут) и охлаждении в условиях атмосферного воздуха. Данная процедура позволяет снизить размер зерна металла, формирующего сварной шов, снизить напряжения, повысить прочность соединения.
- Для выполнения закалки на аустенит (аустенизации) необходимо нагреть шов до температуры не менее 1075 градусов. В таком состоянии изделие выдерживается не менее часа, после чего осуществляется быстрое охлаждение. Данная технология применяется для аустенитовых сталей и позволяет увеличить пластичность сварного шва.
- Стабилизирующий отжиг отличается от аустенизации только температурой нагрева (970 градусов) и меньшим временем выдержки.
Выбор вида термической обработки сварного соединения должен основываться на химических и физических свойствах материала (марке стали).
Заключение
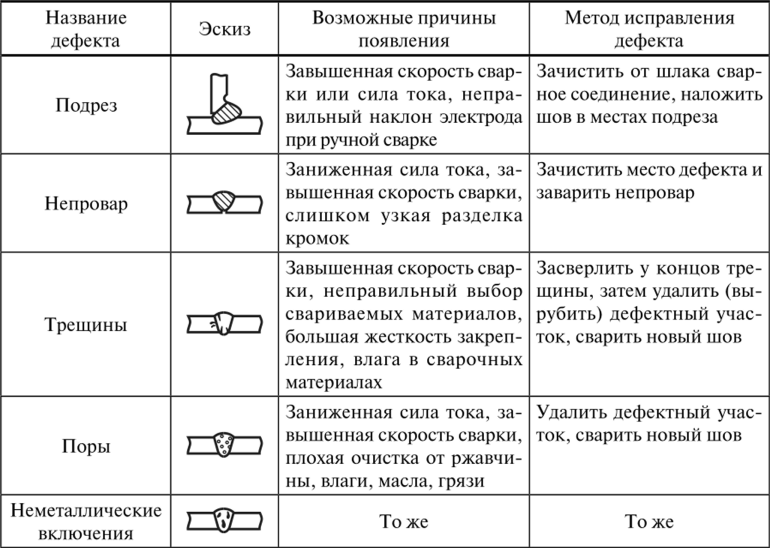
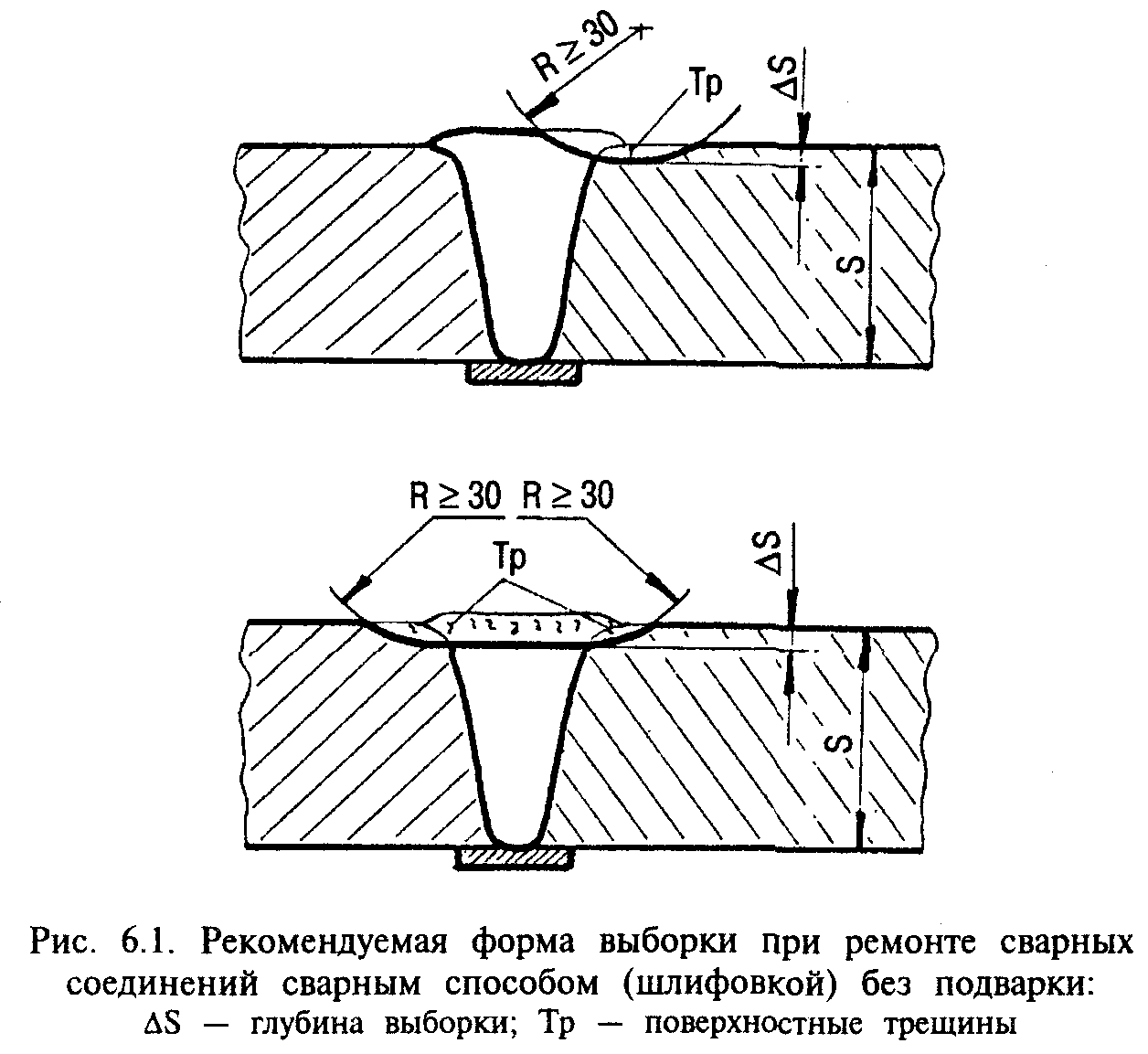
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.