Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.
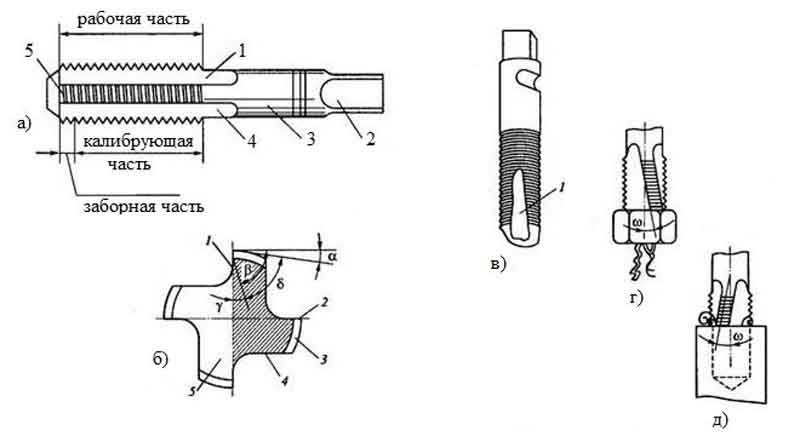
Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья);б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу;в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки;г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением;д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
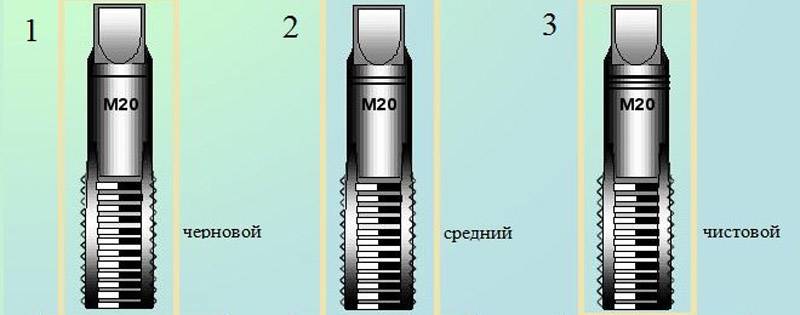
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.

Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.

Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
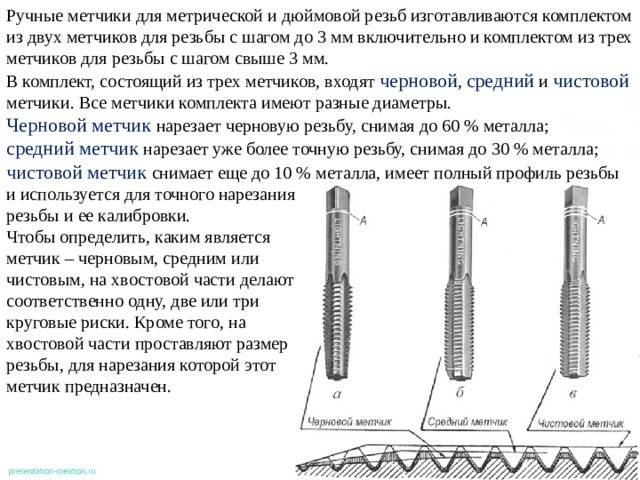
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
Общий вид метчиков из набора
Как правильно, и без потерь инструмента нарезать резьбу вручную

Подготовка отверстия
Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной
Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.

Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Как правильно самостоятельно нарезать резьбу метчиком
Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:
- Заготовка надежно зажимается в стандартных тисках. Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно.
- В заготовке сверлится отверстие. Сверло при сверлении удерживается строго вертикально.
- Сверло подбирается исключительно остро заточенное для предотвращения перегрева металла при работе. Резьба, нанесенная на перегретой стали, получается менее прочной. Готовое отверстие зенкуется. В глухих пазах выполняется припуск по глубине.
- Резка производится точными, размеренными движениями посредством воротка. При комплексном применении метчиков не допускается пропуска номеров. Сначала должен использоваться черновой инструмент, затем – средний и на заключительном этапе – чистовой.
- После каждого оборота воротка дается половина оборота в другую сторону для избавления от стружки путем выбрасывания ее из канавок.
- После резки производится прочистка отверстия. Сквозные пазы проходятся ершиком из проволоки, глухие чистятся методом продувки.
- На заключительном этапе выполняется проверка готовой резьбы с помощью болта или винта. Последние должны заходить в отверстие плавно, без усилия и перекоса.
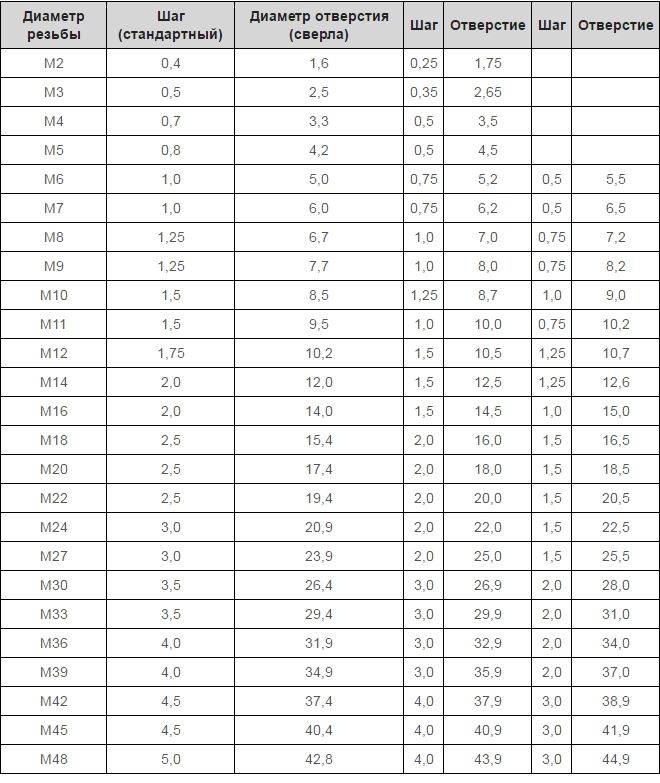
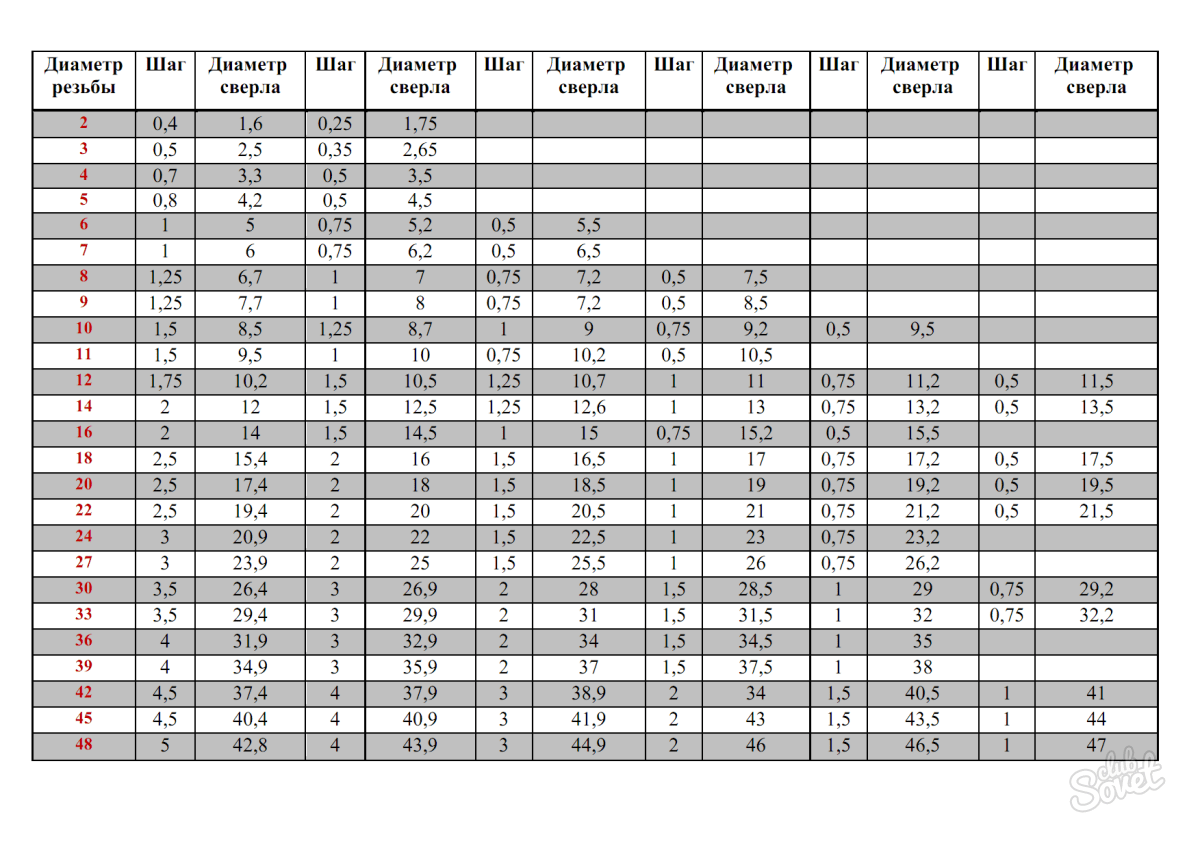
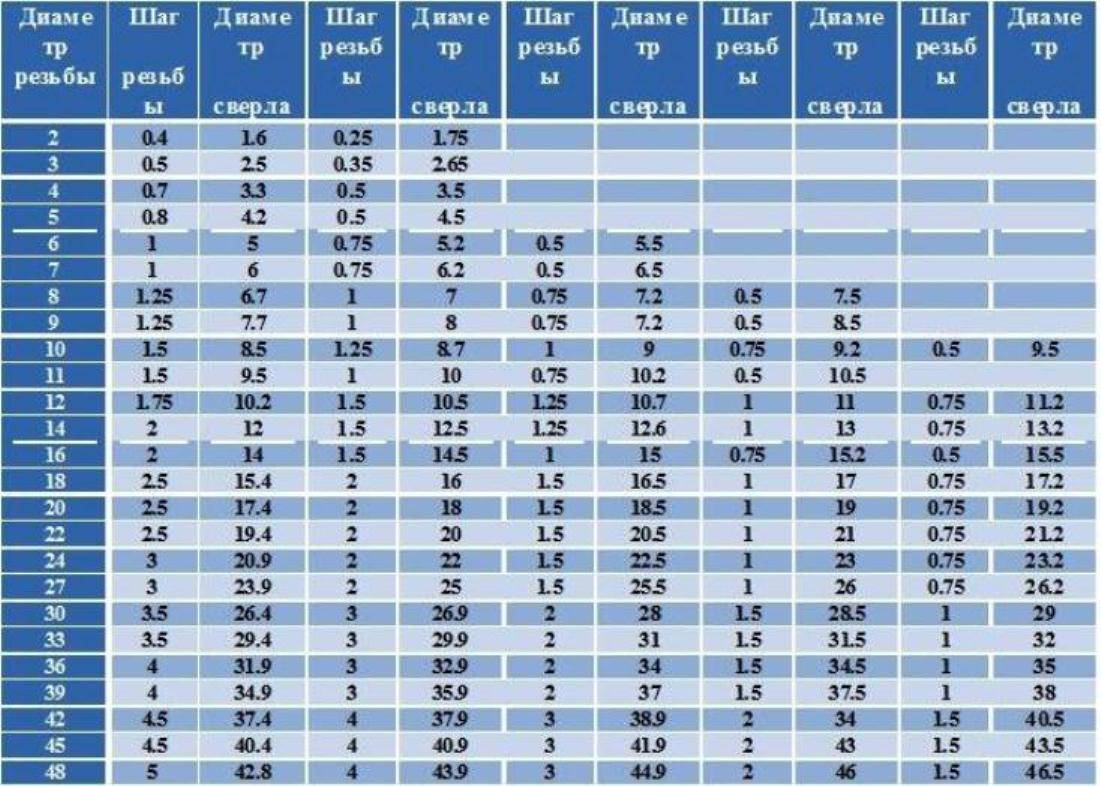
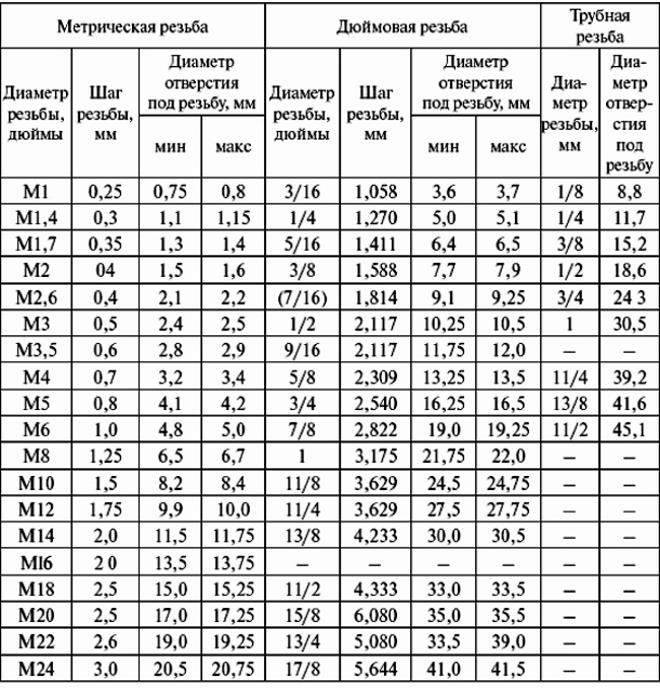
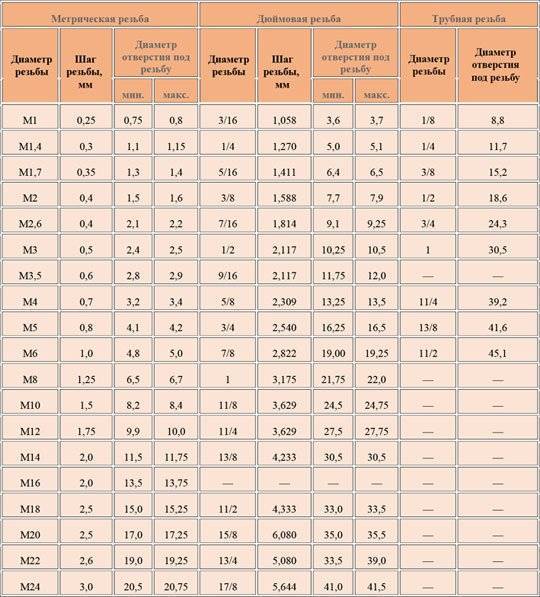
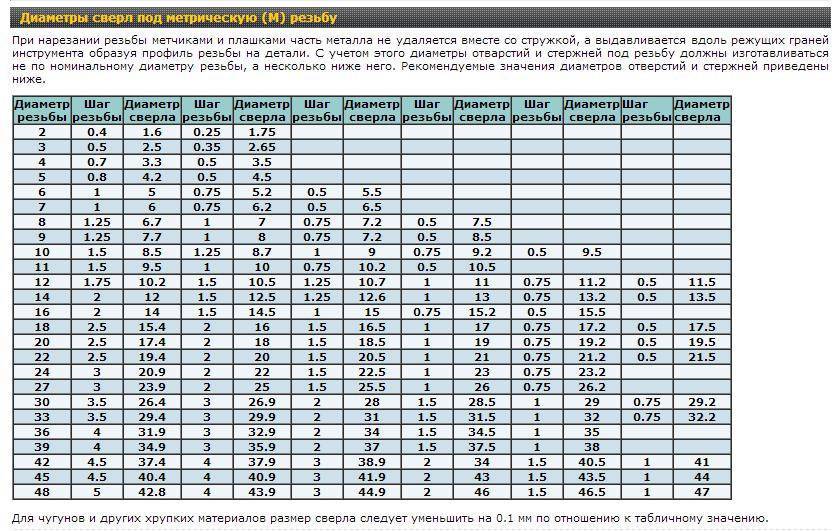
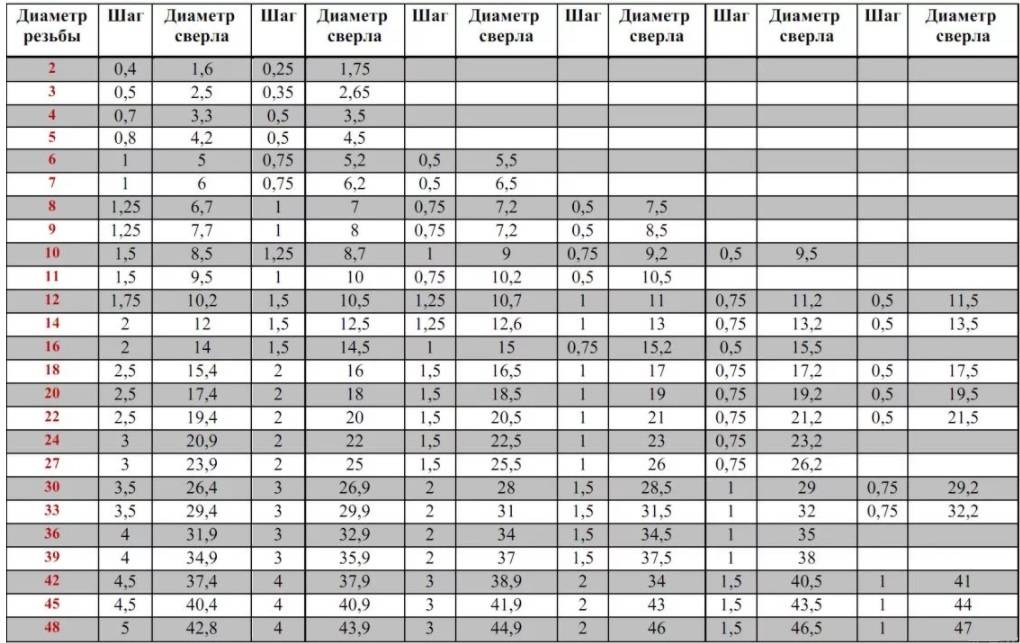
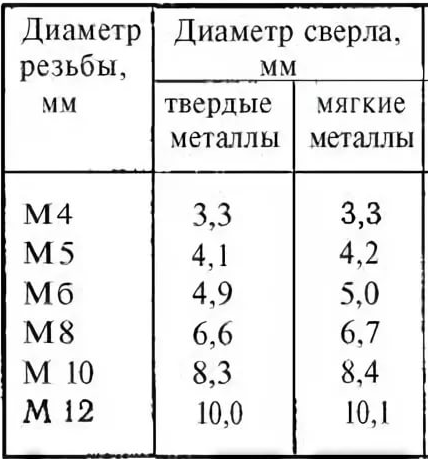
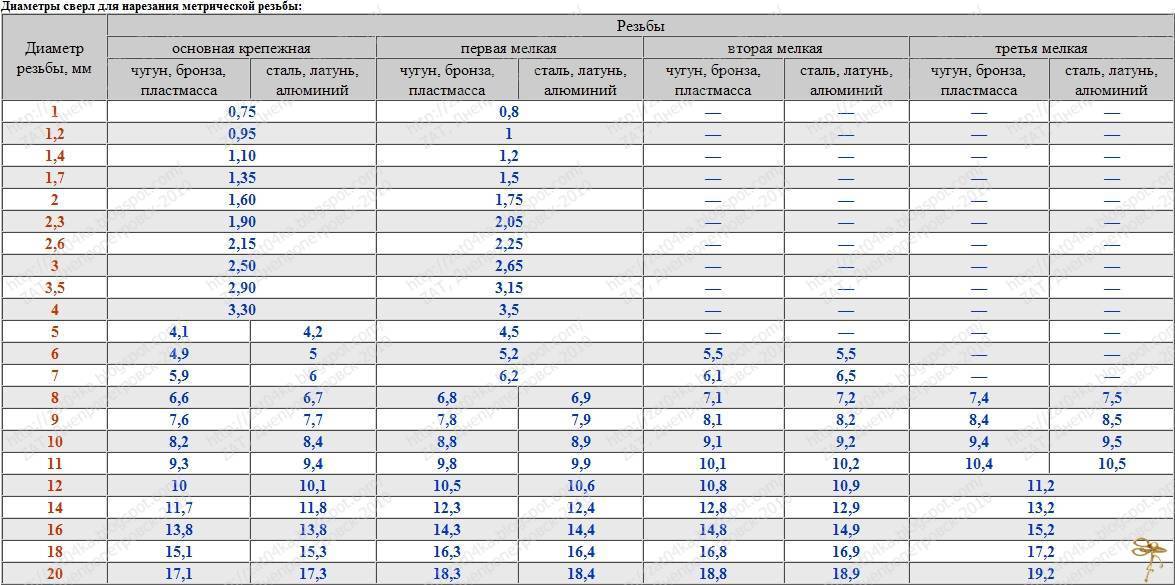
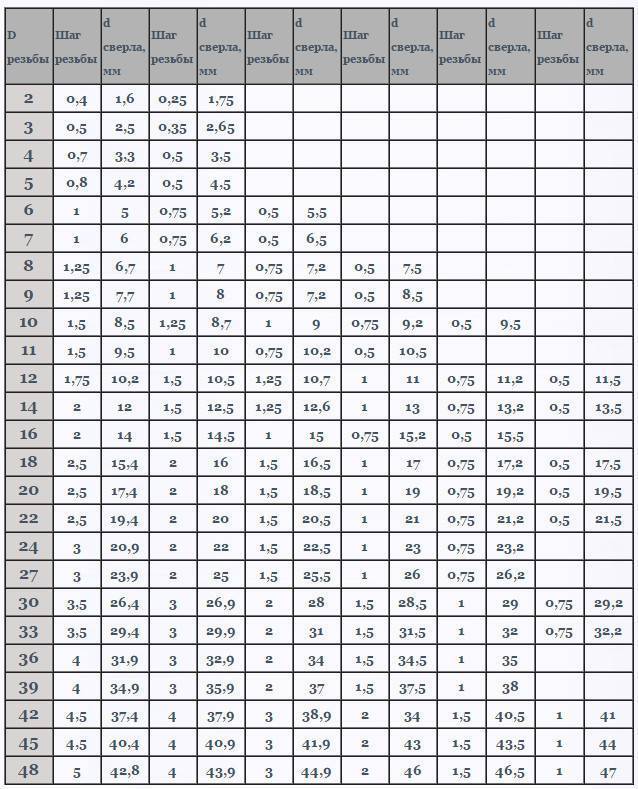
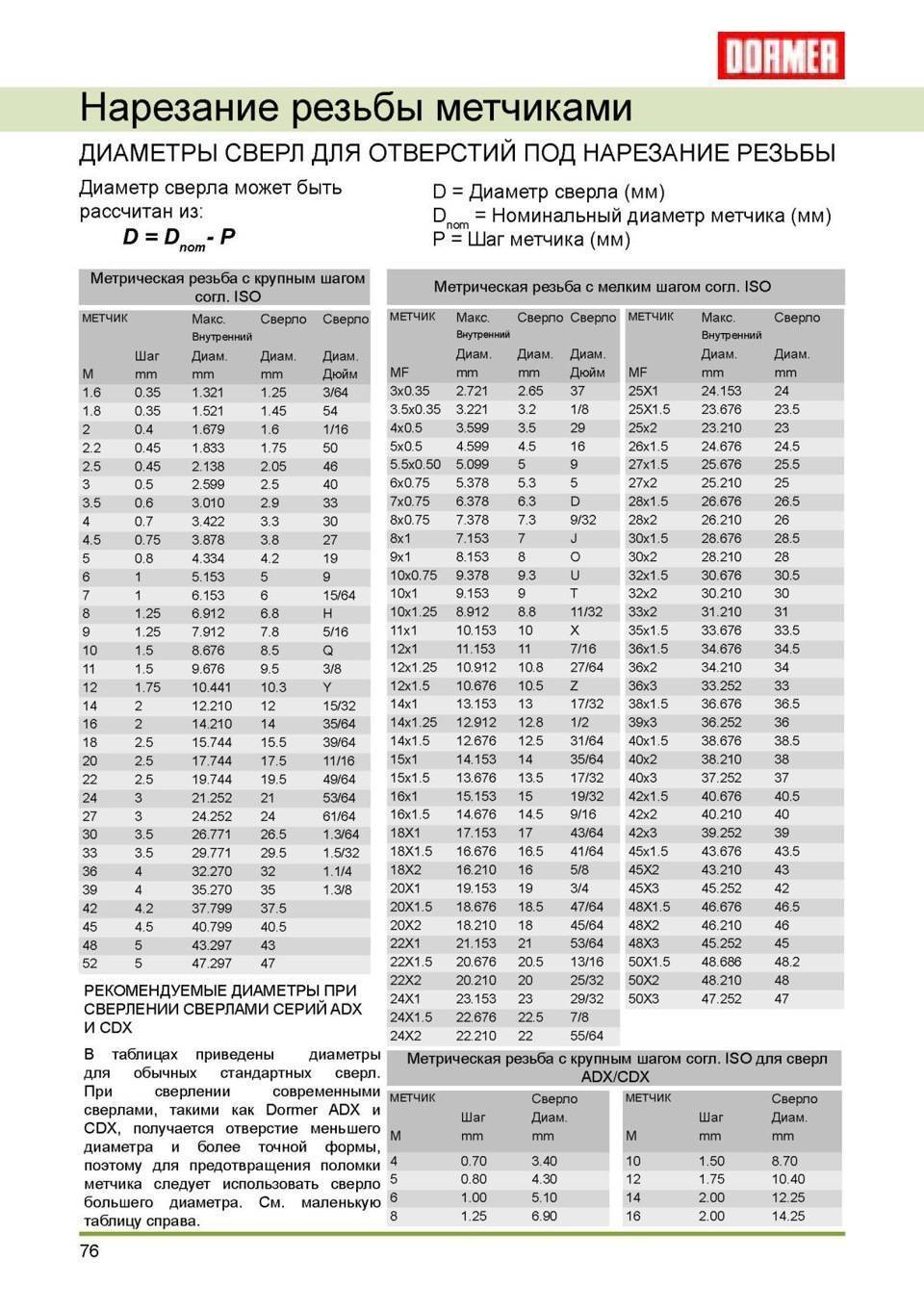
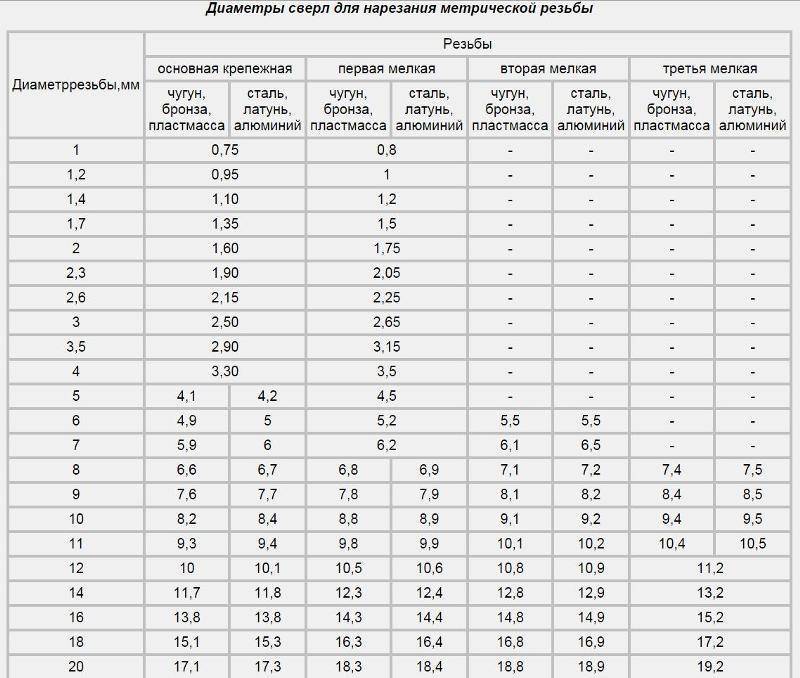
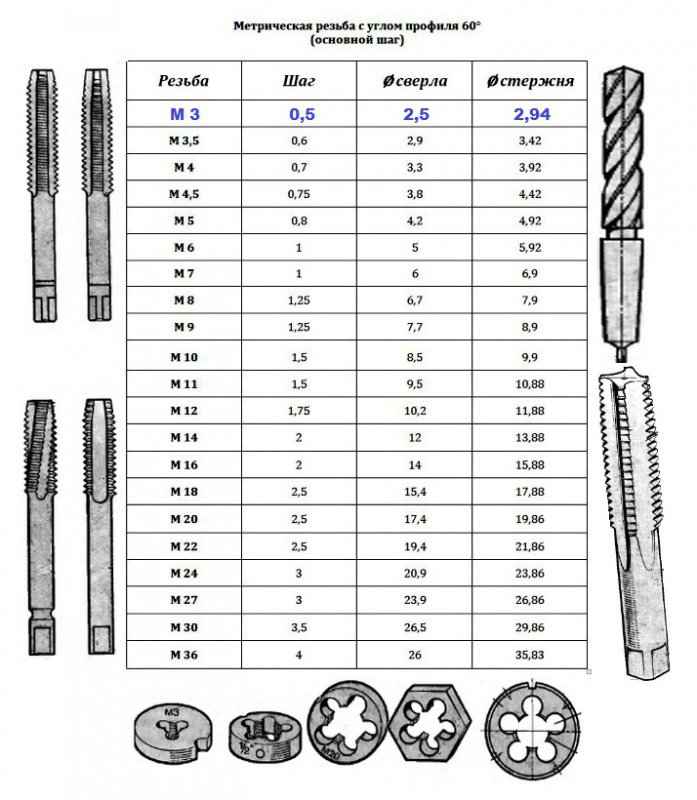
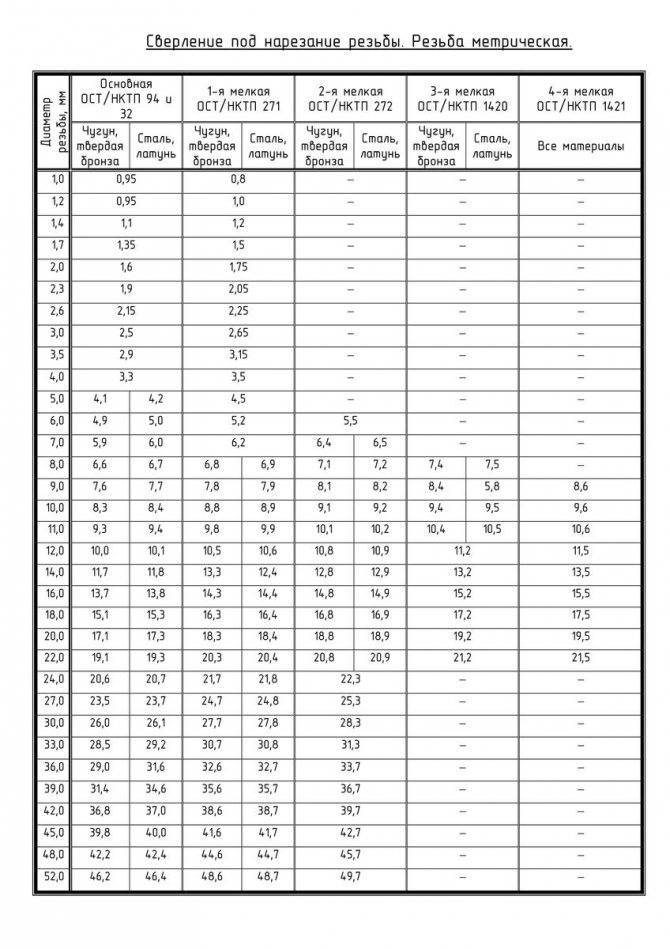
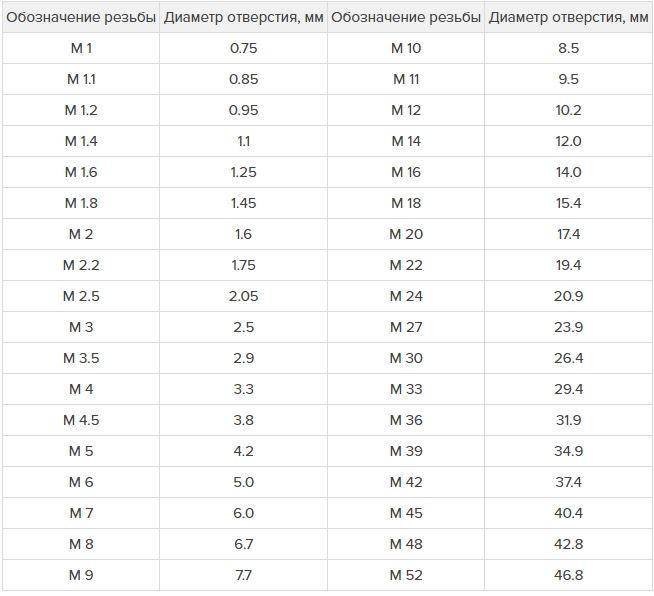
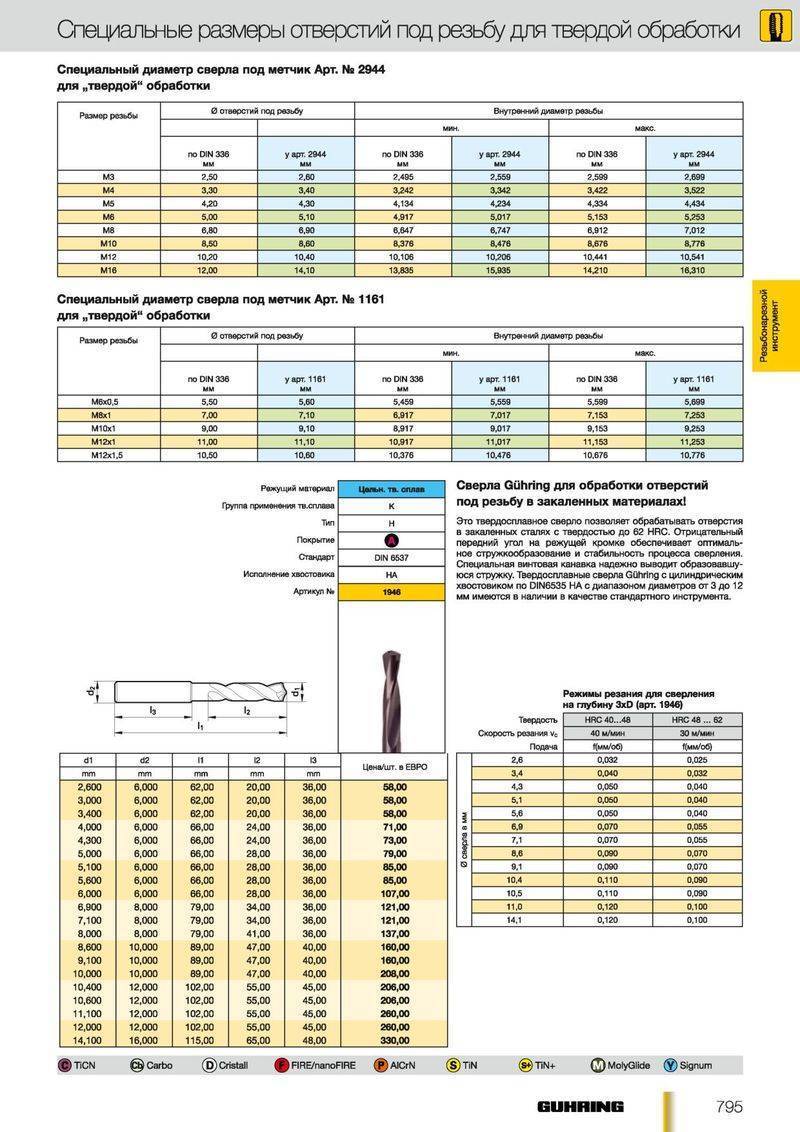
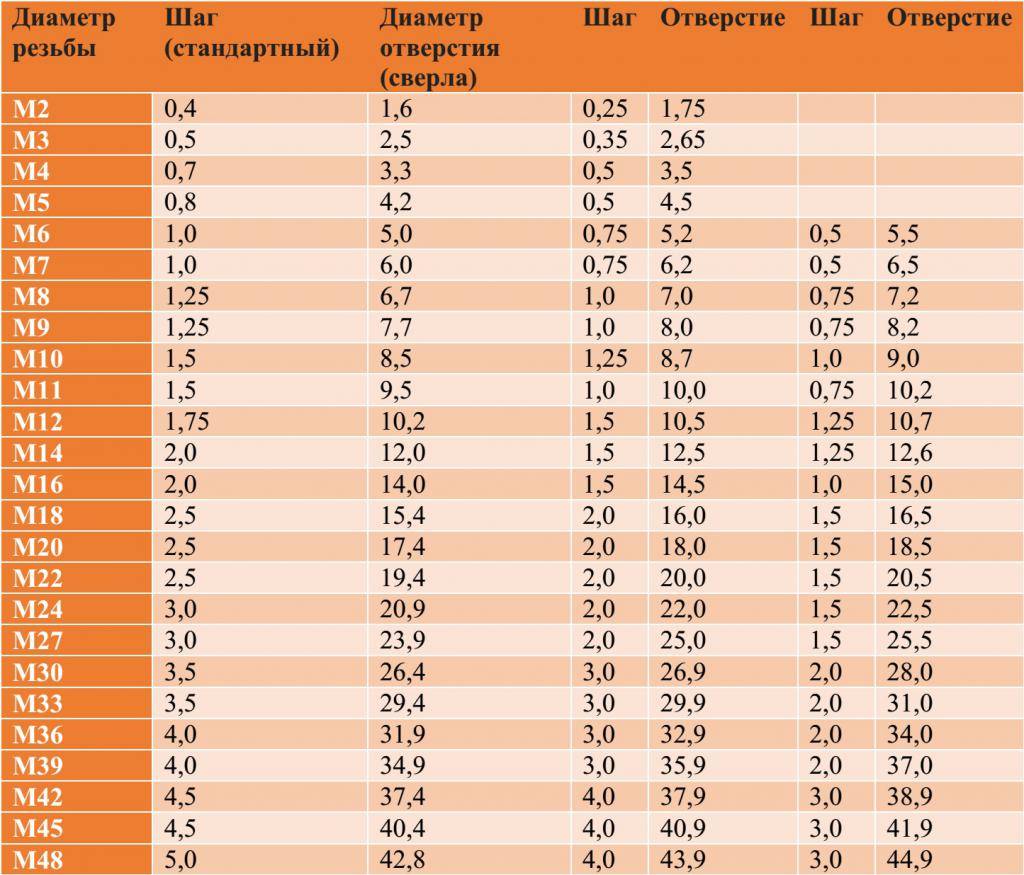
Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
Процесс выполнения резьбы происходит в несколько этапов.
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.




Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.





Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Комбинированный инструмент
Кроме обычных метчиков и сверл на практике применяют особые комбинации. С их помощью досверливается отверстие до нужного размера. Этот же прибор нарезает резьбу. Для легких сплавов, а также низкоуглеродистой стали подобные устройства применяют не только мастера в собственных мастерских. Их используют на крупных предприятиях, где приходится изготавливать разные изделия серийно.
Комбинированный метчик-сверло
Подобный инструмент применяют, когда требуется незначительно увеличить диаметр в заготовках. Подобные операции часто приходится выполнять при работе с отливками. Там уже имеются отверстия, получаемые за счет стержневых смесей. Но они часто не обладают требуемой формой и размерами. Применив метчик-сверло, выполнят сразу две операции.
Широкое применение на производстве и в домашнем хозяйстве электрических шуруповертов привело к созданию специальных сверл-метчиков и для этого удобного инструмента. Можно приобрести целые наборы.
Сверло-метчик для шуруповерта
Производители пишут, что подобные изделия лучше применять для пластиков и алюминиевых сплавов. На самом деле при наличии смазки подобные инструменты неплохо справляются с конструкционными сталями с невысоким содержанием углерода.
На большинстве крупных предприятий процедура нарезания резьб максимально механизирована. Используют специальные машинные метчики. Их отличает длинный хвостовик, а также наличие не только гребенок врезания. Тут присутствует и калибрующая часть.
Видео: как подобрать сверло под нарезку резьбы метчиком?
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.

Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Это интересно: Деревянная входная дверь в частный дом: описываем во всех подробностях
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.


Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Калибр-кольцо
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они схожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1-3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.