Как отличить хороший припой
Что такое «хороший припой» применительно к бытовому использованию? Есть определенные критерии, по которым можно сделать оценку:
- Хорошо смачивает плату и деталь.
- Плавится при не очень высокой температуре.
- Дает блестящую пайку.
Блестящая пайка — это не капризы эстетики. Это показатель того, что состав качественный и что температура нагрева была достаточной, но и без перегрева.
Надо сказать, что цена на одну и ту же марку припоя у производителей отличаться может в разы. Но лучше не экономить, так как расход припоя не слишком большой, а время, затраченное на выполнение той же работы, отличается существенно. А еще нервы.
Вот какие производители «трубчатого» припоя считаются хорошими:
- TELECORE;
- LUKEY;
- ASAHI (АСАХИ);
- Radiel (многими считается лучшим припоем);
- Rexant;
- польский Cynel;
- польский LP;
- польский Topex;
- ALPHA FLUITIN;
- Balver Brilliant.

Высокочистые припои Radiel Fondam (Франция) можно считать эталоном качества
Обычный (не трубчатый) ПОС 61 можно брать и отечественный, но под него нужен хороший флюс. Не факт что получится эта пара дешевле. Просто для пайки разных деталей надо иметь, как минимум, два-три разных диаметра трубчатого припоя. Если вы используете его редко, смысла в этом нет. А обычный припой с хорошим флюсом можно «дозировать» по желанию. Но только если у вас есть какой-то опыт. Если его, пока мало или нет совсем — берите припой с флюсом. Проще работать.
В видео ниже сравнивается рабочая температура плавления припоя ПОС 61 с китайскими аналогами Sincon, Kaina, Kaisi, Mechanic, noname.
Назначение канифоли
Прежде, чем описать назначение канифоли, надо разъяснить, чем отличаются пайка от сварки:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для гарантированного качества края скрепляемых деталей должны хорошо смачиваться припоем. Это достигается их очисткой от окислов и загрязнений с помощью флюсов – в данном случае канифоли.
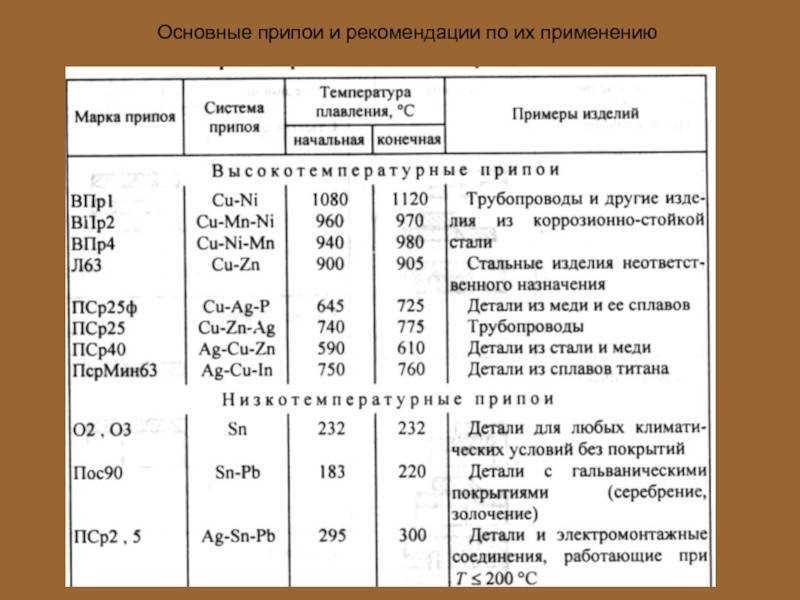
Основные характеристики и область применения припоев
| Марка | Состав, % | Температур плавления, °С | Прочность при растяжении, кг/мм | Применение |
| ПОС-90 | Олово – 80…91, свинец – остальное | 220 | 4,9 | Для пайки пищевой посуды и медицинских инструментов |
| ПОС-61 | Олово – 60… 62, свинец – остальное | 190 | 4,3 | Для лужения и пайки в аппаратуре, где недопустим перегрев |
| ПОС-40 | Олово – 39…41, свинец – остальное | 238 | 3,8 | Для пайки в электроаппаратуре и деталей из оцинкованной стали |
| ПОС-ЗО | Олово – 29…31, свинец – остальное | 256 | 3,3 | Для лужения и пайки деталей из меди и ее сплавов и стали |
| ПОС-10 | Олово – 9.. .11, свинец – остальное | 299 | 3,2 | Для лужения и пайки контактных поверхностей в электроаппаратуре |
| ПОС-61М | Олово – 60…62, медь – 1,2.. .2, свинец – остальное | 192 | 4,5 | Для лужения и пайки электропаяльником тонких медных проводов, печатных проводников и фольги |
| ПОСК 50-18 | Олово – 49.. .51, кадмий – 17… 19,свинец – остальное | 145 | 6,7 | Для пайки чувствительных к перегреву деталей |
| ПОССр-15 | Олово – 15, цинк – 0,6, свинец – 83, 1 5, серебро – 1,25 | 276 | – | Для пайки деталей из цинка и оцинкованной стали |
| Авиа-1 | Олово – 55, цинк – 25, кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов |
| Авиа-2 | Олово – 40, цинк – 25, кадмий – 20, алюминий – 1 5 | 250 | – | То же |
| 34А | Медь – 27…29, кремний – 5…7, алюминий – остальное | 525 | Для пайки деталей из меди и ее сплавов при высоких требованиях к прочности соединения | |
| МФ1 | Фосфор – 8,5.. .10, медь – остальное | 800 | – | Для пайки деталей из меди и сталей при невысоких требованиях к прочности |
| ПСр-25 | Медь – 40, серебро – 25, цинк – 35 | 780 | 28 | Для пайки деталей из сталей, меди и ее спагвов при высоких требованиях к прочности и антикоррозийной стойкости |
| Сплав Вуда | Олово – 12,5, свинец – 25, кадмий – 12,5, висмут – 50 | 60,5 | _ | Для пайки в тех случаях, когда требуется очень низкая температура плавления припоя |
| Сплав д’Арсе | Олово – 9,6, свинец – 45,1, висмут – 45,3 | 79 | – | То же |
Примечание. В припоях марок ПОС допускаются следующие примеси (%): висмут – 0,1. мышьяк – 0,05, железо, никель, сера – до 0,02, цинк, алюминий – до 0,002, медь – до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца.
ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные.
Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно.
Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.).
Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки.
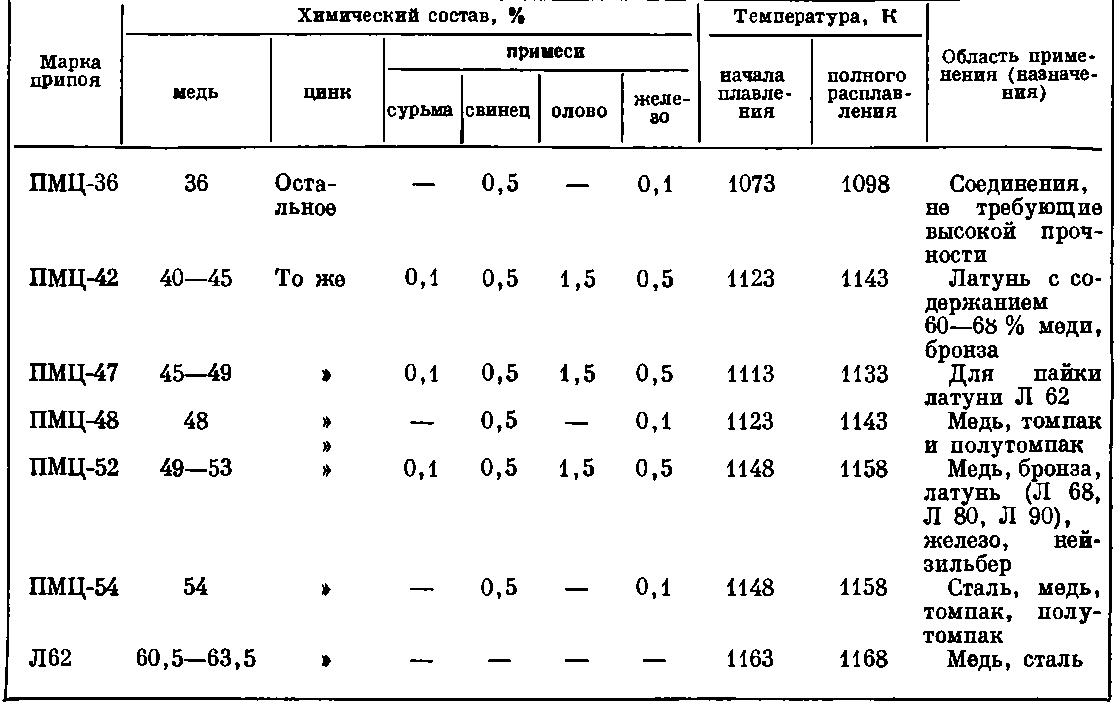
Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na2B4O7) и смеси ее с борной кислотой (Н3ВO3) и некоторыми другими солями.
Изготовление в домашних условиях
Канифоль можно изготовить самостоятельно. Подходит смола всех хвойных деревьев, но лучше брать сосновую. Можно прогуляться по хвойному лесу, прихватив с собой емкость для смолы, скребок, ложку или нож.
Для добычи смолы годится только то дерево, которое достигло 30 см в диаметре. Известно, что взрослое дерево сосны вырабатывает не более двух литров смолы в год. Учеными было доказано что смола — это не сок, необходимый для нормальной жизнедеятельности растения, а средство для заживления его ран.
Достаточное количество смолы можно получить на лесозаготовках, где она выступает на спиленных деревьях и на пнях, или обратиться на пилораму. Смола часто появляется на свежих пиломатериалах. Смолу нужно соскрести скребком или ложкой в металлический котелок или банку.
Заполненную смолой емкость нужно поставить на огонь. Эту процедуру имеет смысл проводить на открытом воздухе так как смола при нагревании будет плавиться и кипеть, выделяя пары скипидара. Содержимое котелка нужно периодически помешивать, удаляя пену и мусор. Нагревать смолу нужно до тех пор, пока она не перестанет кипеть и не прекратится выделение паров.
После прекращения кипения в котелке останется густая прозрачная масса характерного желтого цвета, похожая на янтарь. Ее нужно разлить по формам и дать остыть. Формы лучше изготовить из картона или жесткой бумаги. Можно использовать и пластиковые емкости, но из картонной готовую канифоль проще доставать. Если в получившейся канифоли видны вкрапления мусора, то ее можно профильтровать через мелкую металлическую сетку.
Разновидности сосновой канифоли
Существует несколько типов, по которым можно выделить виды. В первую очередь стоит отметить физическое состояние. Стандартным вариантом считается твердая канифоль сосновая, так как она более концентрированная и лучше сохраняет свои свойства. Ее как просто расплавляют паяльником и перемещает на заготовку, так и раскалывают мелкими кусками и выкладывают на поверхность. Вторым состоянием является жидкое, которое получается в растворе из спирта или другого вещества. Этот флюс применяется для труднодоступных мест и имеет нейтральную среду.
Помимо этого материал различают еще по методу получения:
Живичная – она считается самым натуральным продуктом из всех возможных в этой серии. Флюс получается непосредственно из живицы сосны, что и определяет его название. Процесс получения является относительно дешевым, если сравнивать с другими породами деревьев, но он дороже, чем другие варианты получения канифоли, к примеру, химическим методом.

Канифоль живичная из сосны
Экстракционная – здесь канифоль сосновая получается благодаря методу экстрагирования древесины сосны с помощью бензина. Здесь уже появляются жирные кислоты в составе, а также повышается кислотное число, которое теперь достигает 155. Расплавить флюс можно при температуре 55-58 градусов Цельсия. Материал можно осветлить химическим способом, так как цвет у него получается более темным, чем у живицы, что поможет приблизить свойства этих двух вариантов.






Канифоль сосновая экстракционная
Также канифоль сосновая может делиться на несколько сортов, по мере возрастания качества:
- Второй;
- Первый;
- Высший.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование. Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия. Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.

Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
- высокое содержание свинца;
- чаще выпускается в прутках.
Методы получения
 Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Сосновую канифоль получают отгонкой летучей фракции живицы – жидкости, которая выделяется из надрезов на коре хвойных деревьев. Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Помимо этого существует метод получения канифоли из отходов мелко порубленной древесины. Такой продукт называют талловым. Отдельную группу натуральной смолы, выделяемую из старых пней и корней, называют экстракционной канифолью.
В качестве экстрагента в производственном процессе используют бензин. Такой продукт имеет небольшое распространение вследствие трудоемкости получения сырья, которое называется пневым осмолом.
Пни нужно собирать только через 10 или даже 15 лет после вырубки леса. С трудом можно представить детали организации такого производства в больших объемах, требуемых для пайки.
При производстве бумаги накапливается в качестве отхода талловое масло, из которого отгоняют талловую канифоль.
Преимущества
- Это самый простой и доступный флюс, который можно найти практически на любом рынке;
- Стоимость канифоли является относительно низкой, так что она обойдется дешевле любого другого флюса;
- Материал имеет относительно низкую температуру плавления, что позволяет его применять даже при пайке на низких температурах;
- Подходит для многих вариантов пайки, особенно, в домашних условиях;
- Но подвергается воздействию влаги, а также практически не имеет срока хранения;
- Борется с оксидными пленками на поверхности;
- Материал не токсичен и может использоваться даже без применения специальных средств защиты.
Недостатки
- Канифоль имеет относительно низкую активность, так что после ее первого применения может не получиться должного эффекта;
- Вещество обладает гигроскопичностью, так что даже после пайки может впитывать влагу из пара, что приводит к коррозии металла в соединении;
- Этот флюс является не универсальным, так что применяться он может только для простых соединений, поэтому, пайка нержавейки и прочие сложные процедуры с ее помощью не производится;
- Материал достаточно хрупкий, поэтому, при хранении и транспортировки нужно учитывать все эти особенности.
Виды
Существует несколько разновидностей, от чего и зависит для чего канифоль при пайке. Здесь нужно выделить основные виды:
Живичная – получила свое название благодаря тому, что она получается из живицы деревьев хвойных пород. Чаще всего используется сосна, так как это самое доступное дерево. Главной отличительной особенностью данной канифоли является то, что она не имеет в себе жирных кислот.
Живичная канифоль
- Экстракционная – получается благодаря метода экстрагирования. Для экстрагирования используется бензин, а в качестве основного сырья материала – древесину хвойных пород. Если сравнивать такой материал с живичной канифолью, то в этом случае он будет более темным. Также у нее более низкая температура размягчения, которая составляет 52-58 градусов Цельсия. Кислотное число составляет, примерно 15-155, а содержание жирных кислот достигает 12%. Если подвергнуть эту канифоль химическому осветлению, то ее свойства приблизятся к свойствам живичной.
- Таловая – является побочным продуктом, который получается в сульфатцеллюлозном производстве. Этот материал получают из сульфатного мыла. Здесь имеется несколько сортов, в зависимости от свойств материала. Высшие сорта очень схожи по характеристикам с живичной канифолью.

Таловая канифоль
Чем можно заменить канифоль для пайки
Подробно рассматривая, что такое канифоль для пайки, мы уже выяснили, что это флюс. Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.








Бура для пайки вместо канифоли
Технология пайки канифолью
Выяснив, зачем канифоль при пайке, осталось научиться ее грамотно применять. Прежде чем приступить к данному процессу, следует зачистить контакты, а затем их залудить. Чтобы осуществить лужение, вывод детали, которая будет припаиваться, следует выложить на него кусок твердой канифоли, которая не подвергалась температурной обработке. После этого ее нужно прижать разогретым до нужной температуры паяльником.
После этого уже можно расплавлять припой, разместив его у места спайки и проведя по нему жалом паяльника. Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом. Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет. Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Винтажный припой
Что такое винтажный припой хорошо знают любители Hi-End электроники. Чаще всего, это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века. Такие припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества. Чтобы услышать эффект от такого припоя, нужны не только высококачественный источник звука, излучатель звука, но и прекрасный слух. Специалисты и составляют свои сплавы для лучшей звукопередачи.
Одним из самых крутых для меломанов является американский припой фирмы Kester бородатых годов. Его продают по 10 баксов за метр. И с каждым годом его становится все меньше. По химическому составу близок к ПОС-90, но не совсем. Припой марки Kester содержит 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути. Вот уж гремучая смесь.
Те, кто не может достать винтажный припой, выкупают старую электронику послевоенного периода и сплавляют припой оттуда. Так получается очень приличный полуфабрикат.
Существуют также сплав, в которых припой для пайки содержит 50 % олова и 50 % свинца. Он так и называется Sn50Pb50.
Надеюсь, что теперь ты понимаешь больше в теории припоев. Например, чем отличается и в чем разница между припоями ПОС 60 и ПОС 61. Сможешь расшифровать состав припоя ПОС 18 и прикинуть его достоинства и недостатки. Легко ранжируешь припои марки ПОС по токсичности, зная их химические составы.
Хороший видеоролик с обзором и отечественных припоев, в том числе .
Чем можно заменить канифоль для пайки
Бывают ситуации, в которых нужно спаять детали, а канифоли под рукой нет. Заменить канифоль в таких случаях можно следующими веществами:
Аспирин
Можно заменить флюс на основе канифоли на флюс из кислоты. Взять из аптечки обычный аспирин (шипучий не подходит), или, как его еще называют, ацетилсалициловую кислоту, и с помощью таблетки этого препарата спаять необходимые детали. Таблетку можно растолочь, этот порошок растворить в спирте или воде, причем изготовить максимально высокую концентрацию кислоты.
Использовать раствор как жидкий состав для обработки поверхностей, также можно использовать сухую таблетку как твердый флюс при паянии. Необходимо учесть, что при использовании аспирина выделяется едкий дым с сильным неприятным запахом, поэтому помещение, в котором проводятся работы, должно хорошо проветриваться.
Паяльный жир
Также вместо флюса на основе канифоли можно использовать паяльный жир. Он очень хорошо растекается, обволакивая всю поверхность. С использованием паяльного жира легко соединить нужные контакты. Только после пайки необходимо промыть место соединения спиртом для удаления остатков жира. Если этого не сделать, то в дальнейшем может развиться коррозия. Также при проведении работ нужно проветривать помещение, нагревание паяльного жира провоцирует выделение специфического запаха.
Смола
Для пайки изделий можно использовать обычную смолу хвойных деревьев. Процесс пайки происходит так же, как с использованием твердого флюса. Смола отлично плавится. Она не агрессивна, поэтому при использовании смолы в качестве флюса, дополнительные меры защиты можно не применять.
Янтарь
Для пайки вместо канифоли можно использовать янтарь, он имеет схожие с ней характеристики и будет лучшей заменой. Но использовать его имеет смысл только в случае совсем уж крайней необходимости, так как янтарь достаточно дорогой материал и поэтому лучше рассмотреть другие варианты для замены.

Канифоль для музыкальных инструментов
Как хорошая альтернатива подойдет канифоль для музыкальных инструментов. Но нужно учесть, что этот вид стоит гораздо дороже обычной канифоли для пайки.
Все аналоги могут заменить канифоль, так как имеют схожие свойства. Но, перед их применением, необходимо изучить особенности каждого материала и нюансы его использования при пайке.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Что представляет собой дефект называемый кратер шва
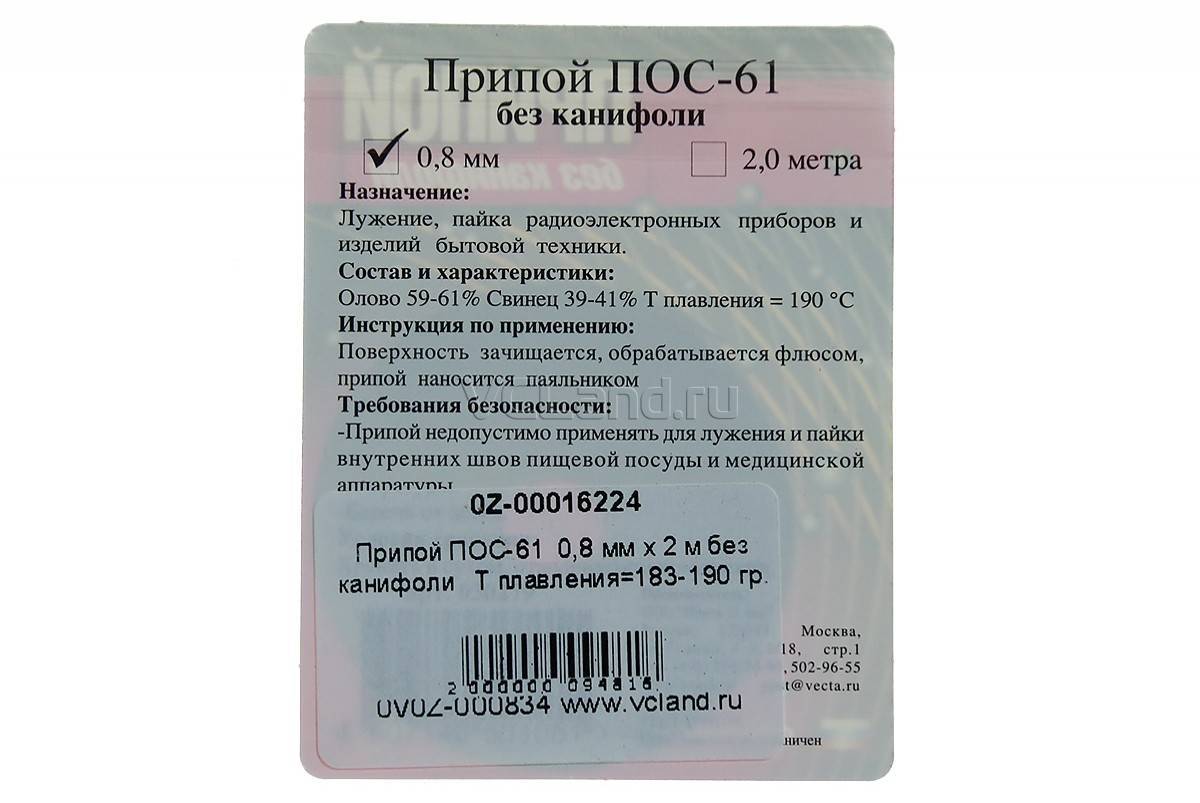
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Плюсы и минусы флюса
Флюс обладает способностью защиты соединений из металла от их окисления, улучшая качество пайки и способствуя равномерному распределению припоя
Среди достоинств материала можно обратить внимание на такие:
- низкая температура плавления;
- небольшой удельный вес;
- хорошо и быстро растекается, смачивая поверхность рабочей поверхности;
- устойчивость к выгоранию и испарению;
- легкость удаления растворителем;
- не способствует развитию коррозии;
- совместимость с растворимыми жирами и оксидными пленками.
Нельзя не упомянуть и о некоторых недостатках флюса для пайки. Например:
- во время работы выделяются продукты взаимодействия, вредные для здоровья;
- гигроскопичность.
В связи с воздействием высокой температуры изменяется структура материала, его вторичное использование становится невозможным.
Виды паяльной канифоли
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа. Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями. Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.


![Канифоль для пайки [зачем нужна, какую выбрать]](https://stankotk.ru/wp-content/uploads/f/6/f/f6ff105b91984b7ca32ccb616d378e4c.jpeg)





Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях
Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе. Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки. Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.

Получение жидкой канифоли
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.
Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.