Сверлильный и резьбонарезной инструмент столяра
Для сверления отверстий в древесине применяют:
- напарье и центровую перку – перьевое или ленточное сверло с деревянной ручкой. В центре режущей кромки перки имеется винтовая резьба;
- буравчик – небольшое сверло с конической режущей частью и резьбой;
- раздвижное сверло для сверления неглубоких отверстий большого диаметра, возле режущей части которого имеется выдвижная штанга с резцом на конце;
- коловорот — инструмент с патроном для зажима сверл, имеющий коленчатую конструкцию;
- ручную или электрическую дрель;
- сверлильный станок.
Сверла для древесины имеют шип или винтовую резьбу в центре режущей кромки для облегчения процесса сверления и выступы по краям режущей кромки для повышения гладкости стенок отверстия.
Пазы различной формы проделывают стамесками и долотами. Долото отличается от стамески наличием металлического кольца на конце ручки. Стамеска имеет более тонкое лезвие, применяется для выборки небольших пазов, снятия фасок. Долото служит для выдалбливания отверстий.
Для нарезания резьбы используют специальные плашки (вентильни), фрезы, метчики, токарные станки с соответствующей оснасткой. Резьбу по дереву нарезают с большим шагом, она имеет круглый или трапециевидный профиль.
Условия эксплуатации оборудования
Сохранить функциональность приборов позволяет периодическое проведение профилактических работ и проверок их состояния. Наиболее подвержены поломкам измерительные инструменты, имеющие сложные конструктивные особенности.
К каждому прибору прилагается инструкция по эксплуатации, с которой необходимо ознакомиться до начала использования. В инструкции изложены все правила работы, актуальные именно для данной модели.
Автоматические и электронные модели измерительных станков чувствительны к показателям температуры и влажности воздуха. Особо остро на них реагирует оборудование, на котором применяется бесконтактный метод измерений.
Не менее важно обеспечить инструменту достойные условия хранения. Инструменты, изготовленные из дерева и металла, чувствительны к воздействию влаги. А пластик способен деформироваться под прямыми лучами солнца и при воздействии высоких температур
А пластик способен деформироваться под прямыми лучами солнца и при воздействии высоких температур
Поэтому все инструменты должны храниться в чехлах или коробах в сухом помещении
А пластик способен деформироваться под прямыми лучами солнца и при воздействии высоких температур. Поэтому все инструменты должны храниться в чехлах или коробах в сухом помещении.
Соблюдение этих правил обеспечит качество и точность измерений, а также поможет продлить срок службы инструментов.
Контроль сварных швов и соединений
Контроль качества сварных швов – проверка качества работы сварщика и надежности конструкции. Благодаря этой процедуре можно выяснить, подходит ли изделие для эксплуатации, узнать, насколько оно долговечно и безопасно. Все сварные швы обязательно должны тщательно проверяться перед введением объекта в эксплуатацию. Некоторые незначительные дефекты, такие как царапины, поры, трещины и проч. можно увидеть и невооруженным глазом, а более серьезные недостатки, которые скрыты внутри, можно определить лишь используя специализированное высокоточное оборудование.
Цены на услуги
| Состав работ, входящих в испытание продукции | Нормативный документ | Стоимость, руб., в т.ч. НДС 18% | ||
| Контроль сварных швов | ||||
| 1 | Ультразвуковой контроль (1 п.м.) | — Подготовка оборудования — Проведение контроля — Обработка результатов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | от 1 000 |
| 2 | Визуальный контроль (1 п.м.) | — Подготовка оборудования — Проведение контроля — Оформление протоколов | РД 03-606-03 СП 70.13330.2012 | от 100 |
В каких случаях необходимы испытания
Контроль качества сварных соединений и швов обязательно проводится после завершения работ по изготовлению продукции. Исследование поможет найти ошибки сварщика и убедиться в высоком качестве изделия до его ввода в эксплуатацию. Проверка позволяет избежать многих проблем, вызванных дефектами. Например, если не провести контроль качества сварных швов трубопроводов, есть риск прорыва труб, а такая авария чревата большими затратами денег и времени на устранение последствий.
Также процедуру рекомендуется повторять регулярно, если конструкция подвергается значительным нагрузкам. В этом случае контроль сварных швов трубопроводов и другой продукции позволит найти и своевременно устранить дефекты, появившиеся в процессе эксплуатации.
Неразрушающие методы
Неразрушающий контроль сварных швов не влияет на пригодность изделия к эксплуатации, поэтому его применяют в большинстве случаев.
Существует несколько методов:
Зачастую неразрушающий контроль сварного шва рекомендуется проводить с использованием нескольких методов. Это позволяет получить наиболее точные и полные данные.
Разрушающие методы
Разрушающий контроль сварных швов металлоконструкций актуален только при условии, что деталь была изготовлена с использованием постоянного типа сварки. При его применении испытания проводят либо на контрольных образцах, либо на участке изделия. Разрушающих методов несколько:
- ударный изгиб;
- испытание на статическое растяжение;
- статический изгиб;
- проверка устойчивости к механическому старению;
- измерение твердости на разных участках.
Разрушающий контроль сварных соединений металлоконструкций позволяет оценить не только квалификацию сварщика, но также правильность подбора материалов, режимов и технологий.
В лаборатории «Стандарт» вы можете заказать исследование с использованием любого из перечисленных выше методов. Мы проводим контроль качества сварных соединений металлоконструкций с использованием сертифицированного оборудования и технологий, соответствующих установленным требованиям и стандартам. Точность данных гарантирована.
Сделать заказОбратитесь к нам, чтобы заказать измерительный контроль сварных швов и получить профессиональную консультацию по вопросам выбора метода.
2021 Аккредитованная строительная лаборатория СТАНДАРТ
Promopage — создание и продвижение сайта
- Для клиентов
- Наши работы
- Сертификаты
- Сделать заказ
- специалисту
- Заказать обратный звонок
- Наши услуги
- Испытание грунтов
- Отбор кернов бетона и асфальтобетона
- Испытание песка
- Испытание щебня
- Испытание асфальтобетона
- Испытание строительного раствора
- Испытание бетонной смеси
- Испытание бетона
- Испытание легкого бетона
- Адрес лаборатории
- г. Москва, 8-й проезд Марьиной Рощи, 30с1 шоссе, д. 170Г
- Схема проезда
- Контакты
- +7
- пн-пт с 8:00 до 21:00
- сб-вс с 10:00 до 18:00
Спасибо! Ваш заказ принят.
Менеджер свяжется с Вами в ближайшее время.
Оценка статьи:
ВИК сварных швов металлоконструкций Ссылка на основную публикацию
Похожие публикации
Как определить катет сварного шва?
Индикаторы
Электронные индикаторы
Сочетают в себе аналоговую и цифровую индикацию. Цифровая индикация гарантирует безошибочное считывание значения измеряемых величин.










Основные функции и технические характеристики: дискретность цифровой шкалы от 0,001 до 0,01 мм; диапазоны измерения: от 0-12,5 до 0-100 мм; ЖК дисплей; отображение результатов измерения в миллиметрах и дюймах; обнуление значений в любом месте диапазона показаний; режимы прямого и сравнительного измерения; интерфейс RS-232C; функция предустановки параметров.
Индикаторы часового типа
Механические индикаторы часового типа с высокоточным перемещением и плавным вращением указателя, имеют механизмы с двойной защитой от сотрясений для измеряемых интервалов до 100 мм. Преимущество аналоговой индикации в плавно меняющихся показаниях в соответствии с размером образца. Это наиболее приемлемо для измерения осевого и радиального биения.
Основные функции и технические характеристики: цена деления шкалы 0,001 и 0,01 мм; диаметры циферблата 40, 57, 58, 82 мм.
Концевые меры
Эталонные концевые меры могут быть изготовлены из различных материалов.
Стальные эталонные меры доказали свою надежность в течение более чем ста лет. Этот материал остается наиболее применяемым для изготовления эталонов длины. Стальные эталонные меры обеспечивают высокое сопротивление износу вместе с хорошей способностью сцепления с другими эталонными блоками. Сталь следует защищать от коррозии. Эталонные меры, изготовленные из этого материала, тщательно обработаны, и они останутся надежными в течение многих лет.
Карбид вольфрама. Эталонные меры из карбида вольфрама в 10 раз прочнее стальных мер — они предназначены для частого использования.
Керамические эталонные меры исключительно устойчивы к износу и царапинам. Благодаря свойствам этого материала незначительное повреждение не приведет к ухудшению измерительных поверхностей. Поскольку материал не подвержен коррозии, эти эталонные меры не боятся влажных рук, в отличие от прочих.
Щупы
Используются для определения величины зазоров. Точность определения величины зазора — до 0,01 мм (в зависимости от класса точности). Длина щупов — 50, 100, 200 мм.
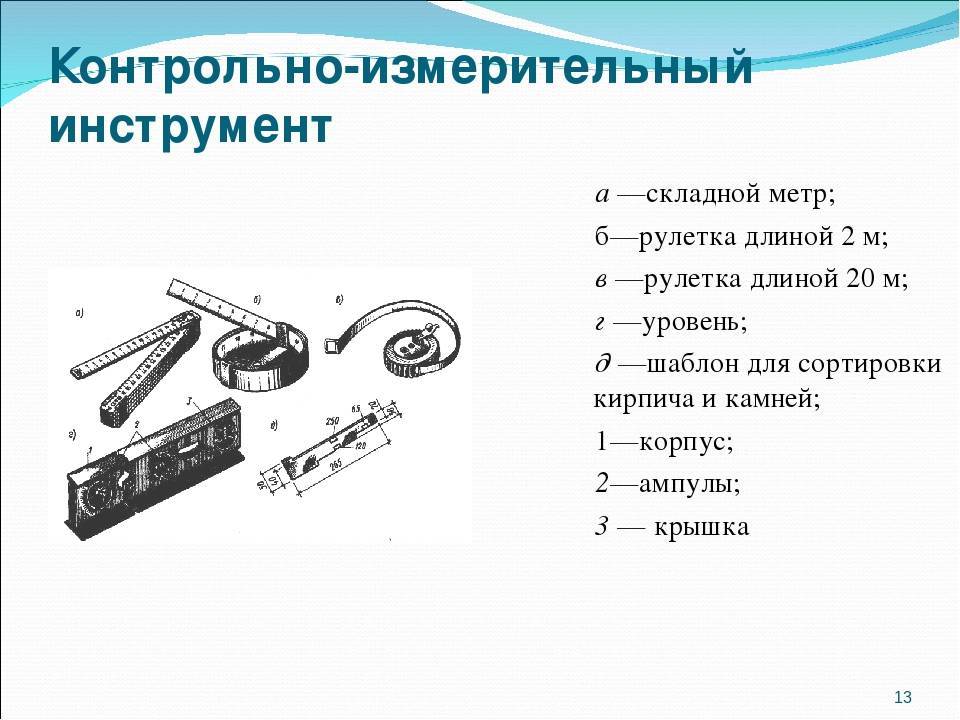
Уровни
Применяют для проверки плоскостности и прямолинейности.
Слесарные уровни бывают: с неподвижно установленной ампулой; с регулируемой относительно основания ампулой. Длина рабочей поверхности — 200 мм, 300 мм. Цена деления от 0,02-0,05 мм на 1 м до 0,25-0,5 мм на 1 м. Под ценой деления понимается наклон уровня, соответствующий перемещению пузырька ампулы на одно деление шкалы, выраженный в мм на 1 м. Угол наклона 0,01 мм на 1 м соответствует в градусной мере углу в 2″.
Рамные уровни применяют для определения положения вертикальных плоскостей. Изготавливают их с размерами сторон 200×200 мм или 300×300 мм. Цена деления от 0,02-0,05 мм на 1 м до 0,25-0,3 мм на 1 м. Изготавливают особо точные уровни с ценой деления 0,02 мм.
Гидростатический уровень применяют для определения разности высот двух точек, удаленных одна от другой на значительное расстояние. Разность высот отсчитывается по градуированным линейкам. Величина ошибки не более 1 мм и не зависит от расстояния нивелируемых точек.
| < 7.3. Обозначения и свойства сталей | 7.5. Сопротивление материалов > |
голоса
Рейтинг статьи
Контроль качества обработки металлов: измерительные инструменты
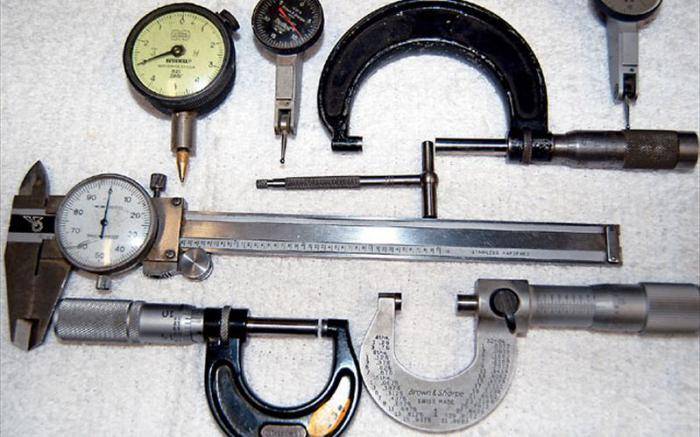
Штангенциркуль — один из самых распространенных измерительных инструментов, который используется для замера диаметров цилиндрических поверхностей. Особой популярностью пользуются ШЦ-1, способного замерять с точностью до десятых долей миллиметра, и ШЦ-11, точность которого составляет 0,05 мм.
В случаях, когда необходимо более точно определить размер, лучше всего остановить свой выбор на микрометре. Он дает возможность установить диаметр детали до сотых долей миллиметра. В условиях серийного производства изделия контролируются калибр-скобами. Обусловлено это тем, что при выпуске большой партии деталей, данный способ значительно ускоряет данный этап, поскольку измерительная скоба имеет специальные выступы (проходимая и непроходимая часть), соответствующие максимально и минимально допустимому размеру.
Годность изделия шаблоном проверяется следующим образом: если его диаметр проходит через выступ, обозначающий минимальный размер, и не проходит через выступ, который обозначает максимальный размер, то габариты детали в норме. Способы измерения различными инструментами представлены на рисунке 1.
Рисунок 1. Замер наружного диаметра при помощи: а — штангенциркуля, б — микрометра, в — скобы с индикатором, г — калибр-скобы
Для контроля различных параметров используется разный измерительный инструмент:
- длины ступенчатых валов — штангенциркуль, штангенглубиномер, линейка, шаблон,
- плоскостность торцевой поверхности после ее подрезания — линейка (она прикладывается к торцу, и если между ней и деталью нет просвета, то обработка выполнена качественно),
- перпендикулярность торца относительно наружной поверхности — угольник,
- глубина канавок — штангенглубиномер.
Наиболее распространенные дефекты поверхностей, образуемых после механообработки
Обтачивая цилиндрические поверхности и подрезая торцы, следует быть готовым к тому, что в силу сложившихся обстоятельств обработанная деталь может иметь следующие дефекты:
- необработанные участки — брак, образуемый из-за биения болванки в процессе обработки, неправильно выбранный припуск или смещения центровых отверстий,
- отклонение полученных диаметров от заданных — возникает в случае неправильного определения толщины слоя снимаемого металла. Этому может предшествовать нарушения процесса пробного снятия слоя металла либо отсутствие люфта при выставлении размера посредством лимба,
- несоответствие линейных размеров требованиям чертежа — обусловлено нарушениями, допущенными при выполнении установки упора или при выборе расположения заготовок,
- неперпендикулярность торца относительно оси изделия — причин, влекущих за собой такие последствия, может быть много. К ним относится слишком большой вылет инструмента из резцедержателя, отжим резца, обусловленный зазором в направляющих поперечных салазок, избыточный припуск,
- конусность — такой дефект образуется вследствие осевого несовпадения центров, крепящихся в передней и задней бабке, искривление заднего центра (из-за засорения отверстия пиноли), плохо зафиксированного инструмента, нарушения геометрии центровых отверстий,
- овальность — брак, которого можно опасаться, если ненадежно закреплена деталь или присутствует биение шпинделя,
- бочкообразность — объясняется изношенными направляющими станины или прогибом заготовки, который может возникнуть из-за воздействия отжимающих усилий,
- седлообразность — основными причинами этого дефекта являются: неудовлетворительная фиксация инструмента, износ направляющих в зоне передней бабки,
- неудовлетворительная шероховатость — вызвана обработкой металлической поверхности плохо заточенным резцом, неправильным расположением инструмента и ошибочное определение режимов резания.
Перейти к списку статей >>
Приборы КИП – классификация
Оборудование КИПиА классифицируется по нескольким параметрам, основные из которых – это физико-технические характеристики и качественно-количественные показатели. То есть, измеряется влажность, температура, расход, давление и прочее. Отсюда и само название групп.
- Термометры.
- Манометры (измеряют давление).
- Расходомеры.
- Газоанализаторы.
- Уровнемеры.
Термометры являются одной из групп приборов КИПиА
Есть группа так называемых средств измерения:
- Замер излучения.
- Массы, твердости материала, плотности.
- Акустика.
- Замеряются электрические и электромагнитные качества.
- Физико-химический состав материала, его свойства.
В свою очередь, к примеру, термометры делятся на жидкостные, цифровые, с преобразование сопротивления, термоэлектрические. Сюда же можно отнести пирометры и тепловизоры.
Манометры также делятся на несколько подвидов: измеряется избыточное давление или его перепад, или абсолютная величина. По конструкции это механические, электроконтактные. Добавим сюда традиционные реле давления и тяганапоромеры.
Расходомеры – это более сложные приборы КИПиА, с помощью которых определяется масса или объем материала (среды). В этой группе достаточно широкий модельный ряд, зависящий от того, какой материал (среду) будет контролировать и измерять данный прибор.
Расходомеры – приборы для измерения массы или объема
- Вихревые, тепловые, электромагнитные, ультразвуковые, тахометрические, корреляционные, кориолисовые.
- С перепадом давления, с измерением перепадов уровня, замер обтекания.
То есть, каждый прибор подходит под определенные условия эксплуатации, в основе которого лежит именно материал или среда. Кстати, среда может быть только неэлектрической, потому что в блоке контроля (автоматики) любая величина преобразуется в электрический сигнал, который и подается на обработку. Но тут возникает вопрос, а как же с напряжением и силой тока в электрических приборах?
Все дело в том, что эти две величины не могут быть внесены в контроллер без предварительной обработки, где на выходе должен получиться аналоговый сигнал. Ведь напряжение в данном случае имеет показатель 220 В. А его в таком виде никакая автоматика не выдержит. Поэтому даже в электрических сетях устанавливаются датчики. То есть, в этом случае и сила тока, и напряжение становятся неэлектрическими величинами, конечно, через посредника – датчик.
Хранение измерительных инструментов
- Хранить измерительные инструменты необходимо в сухих и отапливаемых помещениях.
- Для защиты от негативных факторов желательно помещать приспособления в индивидуальные футляры и тубусы.
- Рекомендованная температура хранения — от +10 до +35 °С.
- В воздухе не должны содержаться агрессивные примеси.
- Перед отправкой на хранение измерительные поверхности разъединяют, а фиксаторы — ослабляют.
Фотография: хранение измерительных инструментов
Соблюдение вышеперечисленных правил помогает получить максимально точные результаты измерений и продлевает срок службы контрольных приспособлений.
Источники https:/www.vseinstrumenti.ru/instrument/izmeritelnyj/articles/1089/ https//stanokcnc.ru/articles/kontrolno-izmeritelnye-instrumenty-osnovnye-vidy-meritelnykh-priborov-v-mashinostroenii/ https//www.rinscom.com/articles/vidy-izmeritelnykh-instrumentov/ https//stv39.ru/articles/?ELEMENT_ID=72272 https//onlineelektrik.ru/elaboratoriya/eizmereniya/chto-takoe-kipia-rasshifrovka-klassifikaciya-i-princip-raboty.html




Насколько полезна была статья?
Кликните на звезду для оценки!
Средний рейтинг 0 / 5. Всего оценок: 0
Ещё нет оценок. Сделайте это первым.
Классификация измерительных приборов
По принципу работы:
- Показывающие – те, по которым можно только отсчитывать измеряемую величину в данный момент времени;Самопишущие (или регистрирующие) – снабжены устройством для автоматической записи данных измеряемой величины для последующего анализа;Сигнализирующие – оснащены специальной звуковой или световой сигнализацией, срабатывающей по достижению прибором заранее заданного значения;Регулирующие – имеющие возможность автоматически поддерживать значение на заданном уровне или изменять его по указанному закону;Установки – выполняющие по результату измерения определенную работу согласно выставленной программе. Применяются при дозировке и взвешивании сыпучих и жидких веществ, сортировке продукции и т.д.
По виду показаний: аналоговые (непрерывные) и цифровые (дискретные).
По виду измеряемой величины: для измерения температуры, электрических показателей, давления, влажности, плотности газов, концентрации растворов, расхода и количества, а также для определения составов (анализа) жидкостей и газов.
Дополнительные устройства
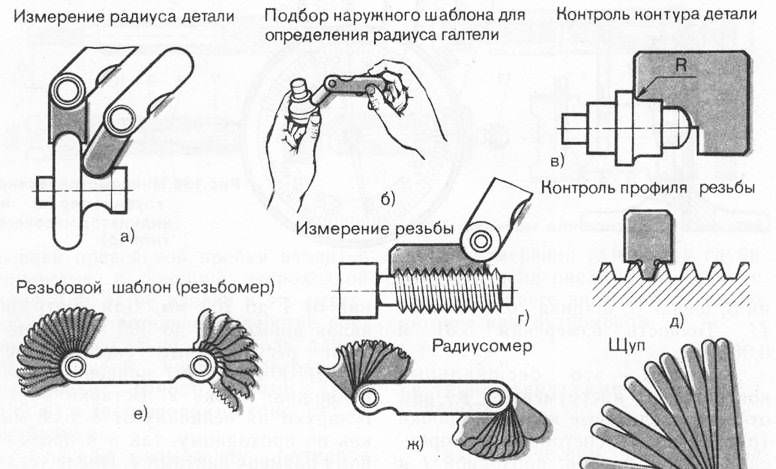
Чтобы определить шаг резьбы, специалисты советуют использовать набор резьбомеров. Предварительно потребуется подобрать профиль гребенки к углу профиля резьбы. При необходимости дополнительно замеривают наружный диаметр изделия. Для этого используют штангенциркуль. Если полученные данные совпадают, тогда число ниток либо шаг определены правильно. Чтобы произвести точные измерения, применяют инструментальный микроскоп.
Для проведения сверхточных измерений рекомендуется использовать рулетку. Лазерный измерительный инструмент обладает следующими преимуществами:
- функциональность (расчет площади помещения, наличие встроенного калькулятора, память измерений);
- надежность;
- ремонт;
- высокая точность измерения (1,5-2 мм);
- измерение большого расстояния (до 200 м).
Лазерная рулетка укомплектовывается оптическим либо цифровым визиром, уровнем и уклономером. Для проведения измерительных работ специалисты рекомендуют применять только исправные устройства. При необходимости контролер измерительных приборов и специального инструмента произведет калибровку и проверит технологическое оснащение средств измерения. Специалисты выделяют следующие методы поверки инструментов для разметки:
- без применения средств сравнения;
- сличение используемого агрегата с образцовым аналогом при помощи компаратора;
- прямое и косвенное измерение.
Первичная поверка проводится после производства и ремонта устройства.
Каждый эксплуатируемый инструмент проходит периодическую поверку.
Для подтверждения пригодности средства проводится внеочередная поверка.
При необходимости производится ремонт измерительного инструмента. Для контроля средства измерения на предмет его пригодности к использованию в мировой практике применяют калибровку. В специальной лаборатории проводится калибровка измерительных приборов с целью определения и подтверждения их характеристик и функций. Полученный результат удостоверяют соответствующим знаком (его наносят на измерительный прибор) либо сертификатом и записью в эксплуатационной документации.
Точность измерений.
При обработке заготовок необходимо выдерживать определенные геометрические параметры поверхностей: размер, форму и относительное расположение. Степень приближения истинного параметра к его теоретическому значению называют точностью обработки.
Действительная поверхность детали после обработки может иметь различные отклонения от номинальной поверхности, определенной чертежом. К таким отклонениям относят отклонения действительных (измеренных) размеров детали от номинальных; отклонения во взаимном расположении поверхностей обработанной детали (отклонения от параллельности, перпендикулярности, заданных углов наклона одной поверхности относительно другой), волнистость поверхности и ее шероховатость.
Отклонения могут иметь разные числовые значения. Мерой точности того или иного параметра является допускаемое отклонение числового параметра от его номинального значения.
Отклонения формы и взаимного расположения поверхностей на чертежах имеют условные обозначения.
К отклонениям относят отклонения от прямолинейности, от плоскостности, от круглости, от цилиндричности и отклонения профиля продольного сечения.
Незначительные отклонения формы реальной поверхности от номинальной в виде неровностей с относительно малым расстоянием между ними называют шероховатостью. Если эти расстояния относительно велики по сравнению с высотой рассматриваемых неровностей, то такое отклонение называют волнистостью.
После обработки геометрические параметры детали должны быть проверены на их соответствие номинальным параметрам, указанным на чертеже. Контроль производится с помощью специальных контрольно-измерительных инструментов путем измерения действительных параметров обработанной детали.
Под измерением понимают сравнение контролируемой величины с другой величиной того же рода, принятой за эталон.
Точность измерения связана с определенным видом измерительного инструмента и может быть достигнута только при неукоснительном выполнении правил измерения.
Для повышения точности измерения необходимо повторять несколько раз, а затем вычислять их среднее арифметическое значение. Ни одно измерение невозможно произвести абсолютно точно, поэтому измеренное значение величины всегда отличается от ее действительного значения. Это отклонение называют погрешностью измерения.
Технические характеристики
Микрометр применяют для проведения измерительных работ с точностью до 0,01 мм. За счет вращения гильзы устанавливают шпиндель на необходимую величину. На трубке и гильзе предусмотрена шкала деления. Микрометрический штихмас используют для определения диаметра отверстия. К основным деталям устройства специалисты относят:
- гильзу;
- наконечник;
- трубку со шкалой деления.
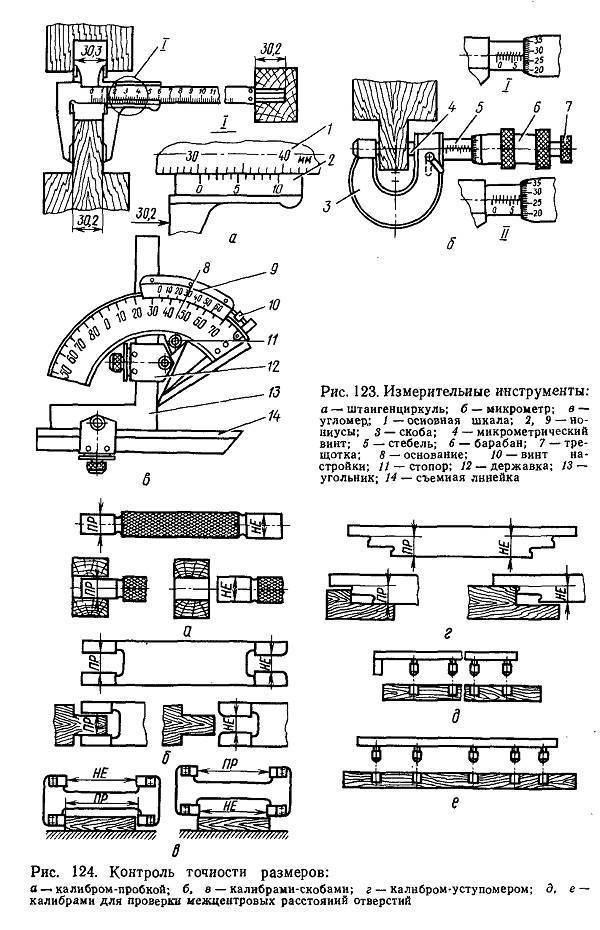
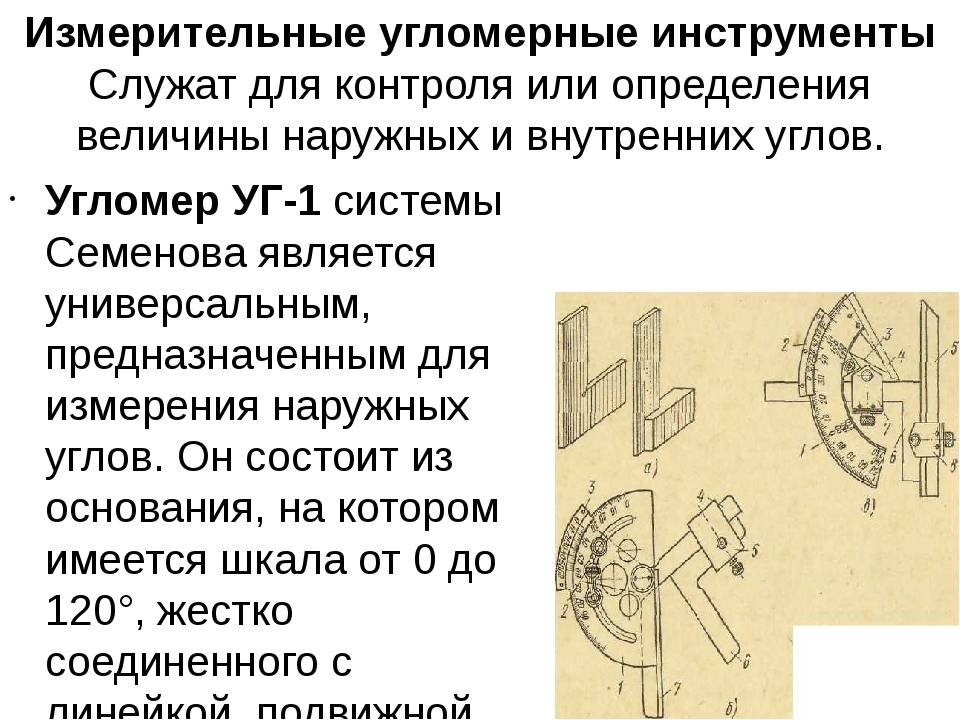
К инструментам для разметки и измерения углов относится угломер. Такой прибор изготавливают с нониусом либо без него. Угол измеряют с точностью до 2 градусов. Столярный инструмент для измерения углов состоит из полудиска с линейкой и угольником. Приборы завода «Калибр» представляют собой дугу с градусной шкалой, по которой перемещается нониус и пластинка. Последняя деталь укомплектована держателем, с помощью которого фиксируется угольник и линейка. Градусная шкала рассчитана на 130 градусов. Столярный инструмент применяют для разметки углов от 0 до 320 градусов (при этом соблюдается точность в 2 градуса). Для отсчета угла учитывают, между какими делениями находится нуль.
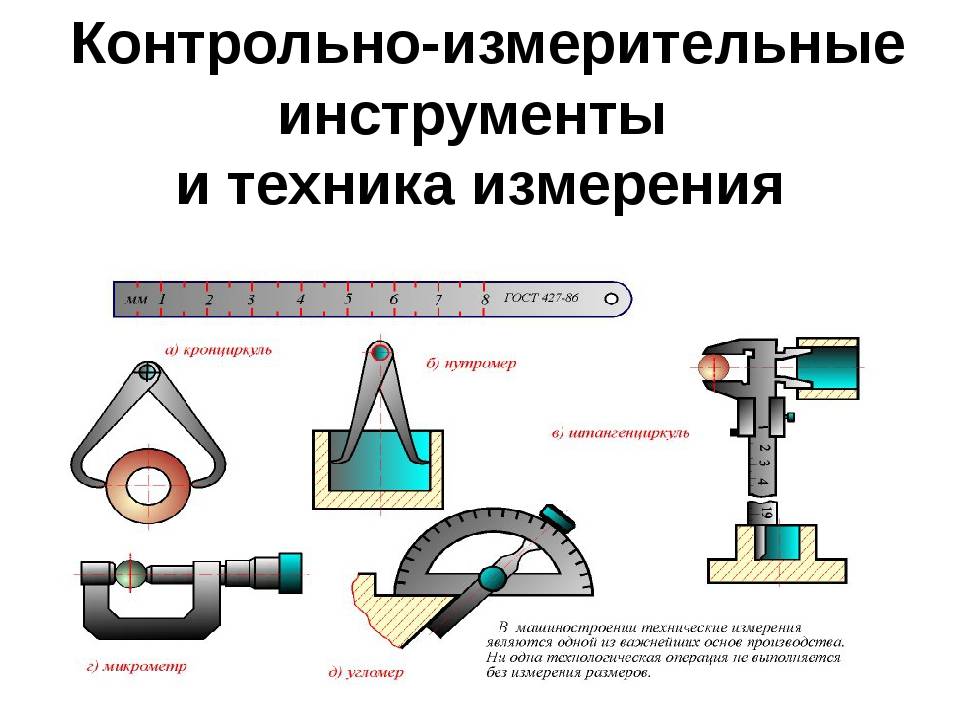
Нутромер и кронциркуль — это вспомогательные разметочные инструменты, которые используются для определения различных величин за счет переноса размера с измерительного прибора на изделие, либо наоборот. Кронциркуль — это столярный разметочный инструмент. Его ножки соединены между собой шарнирами.
Рейсмус — это прецизионный измерительный прибор, который применяют при нанесении на деталь параллельных линий либо для выполнения разметок и измерения недоступных мест детали с помощью других устройств. Стойка прибора укреплена на специальной подставке.

Микрометр
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.








Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Измерительный инструмент: применение

Любое измерительное устройство имеет первоначально настроенные заводские параметры, которые можно регулировать для достижения идеальной точности
При этом нужно обращать внимание на допустимый диапазон погрешности, который всё равно будет. Этот момент очень важен при изготовлении деталей, которые потом будут соединяться
Ошибки в интерпретации данных приводят к действиям, которые в дальнейшем отражаются в виде преждевременных поломок, перекосов, несостыковок деталей
Также загрязненность, износ мерочных устройств приводит к большим погрешностям в отображении реальных параметров
Ошибки в интерпретации данных приводят к действиям, которые в дальнейшем отражаются в виде преждевременных поломок, перекосов, несостыковок деталей. Также загрязненность, износ мерочных устройств приводит к большим погрешностям в отображении реальных параметров.
Нужно тщательно следить за состоянием всех приспособлений, что применяются для измерений, ремонтировать, чистить, заменять изношенные детали. Цена ошибки высока – жизнь, потерянное здоровье. При изготовлении, испытании, применении высокоточных деталей, конструкций, устройств всегда нужно помнить об этом, не совершать досадных ошибок.