Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
https://youtube.com/watch?v=KEgRcaUrREs
Принцип действия
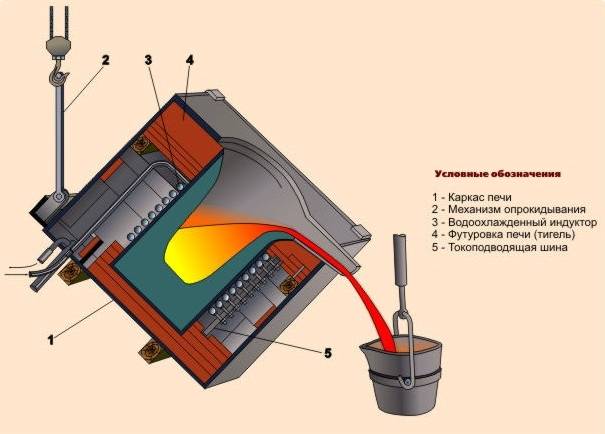
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Вакуумные плавильные печи
 Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Кроме того, ограниченность и замкнутость пространства способствует избежать выделения в окружающее пространство вредных испарений плавящихся металлов и сохранять чистоту процесса их обработки. Возможность контролировать состав и процесс обработки также является одним из преимуществ печей этого вида.
Конструкции и параметры индукционных печей
Канальная
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув. Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Возможно, вам будет интересно узнать о газовых обогревателях для гаража. Каким он должен быть, чтобы обеспечивалось тепло и безопасность, читайте в материале.
Пошаговая инструкция для сборки – несложные операции
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
 Схема распиновки транзисторов
Схема распиновки транзисторов
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать «на глаз», варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.









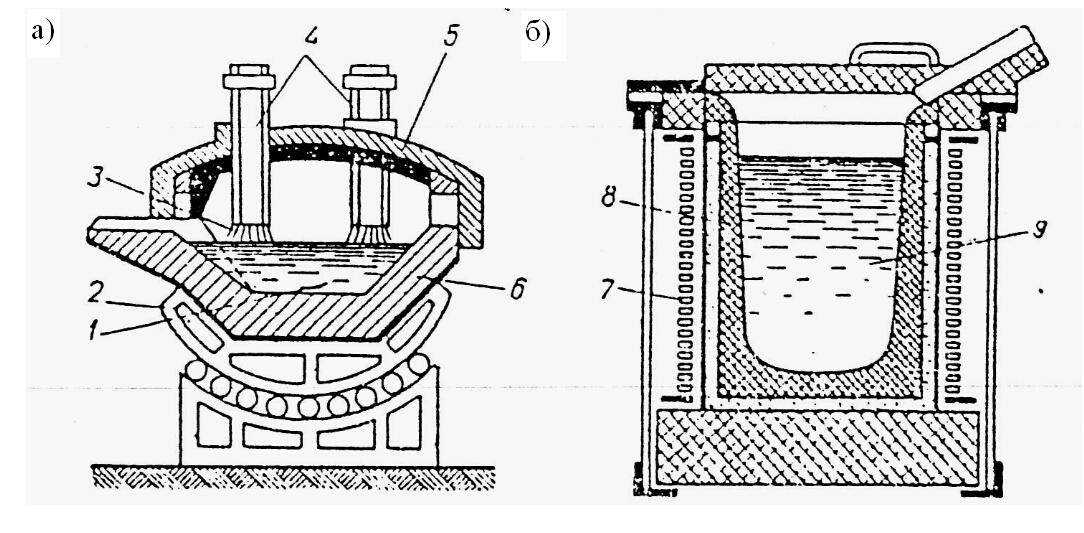
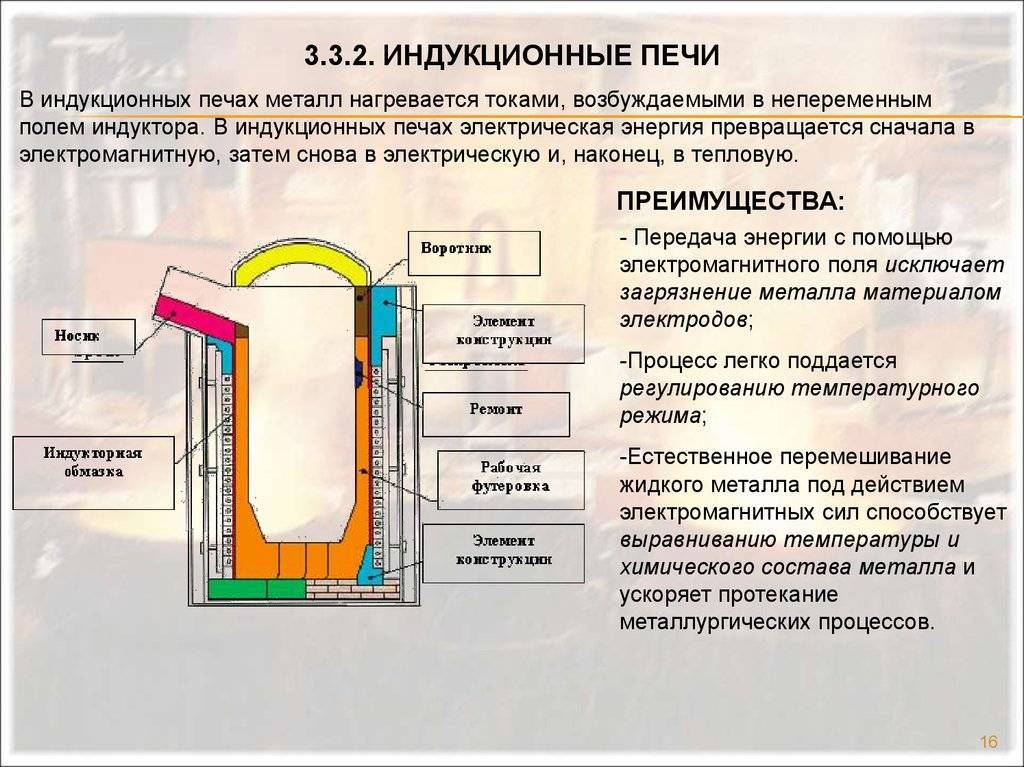
Под обычный тигель

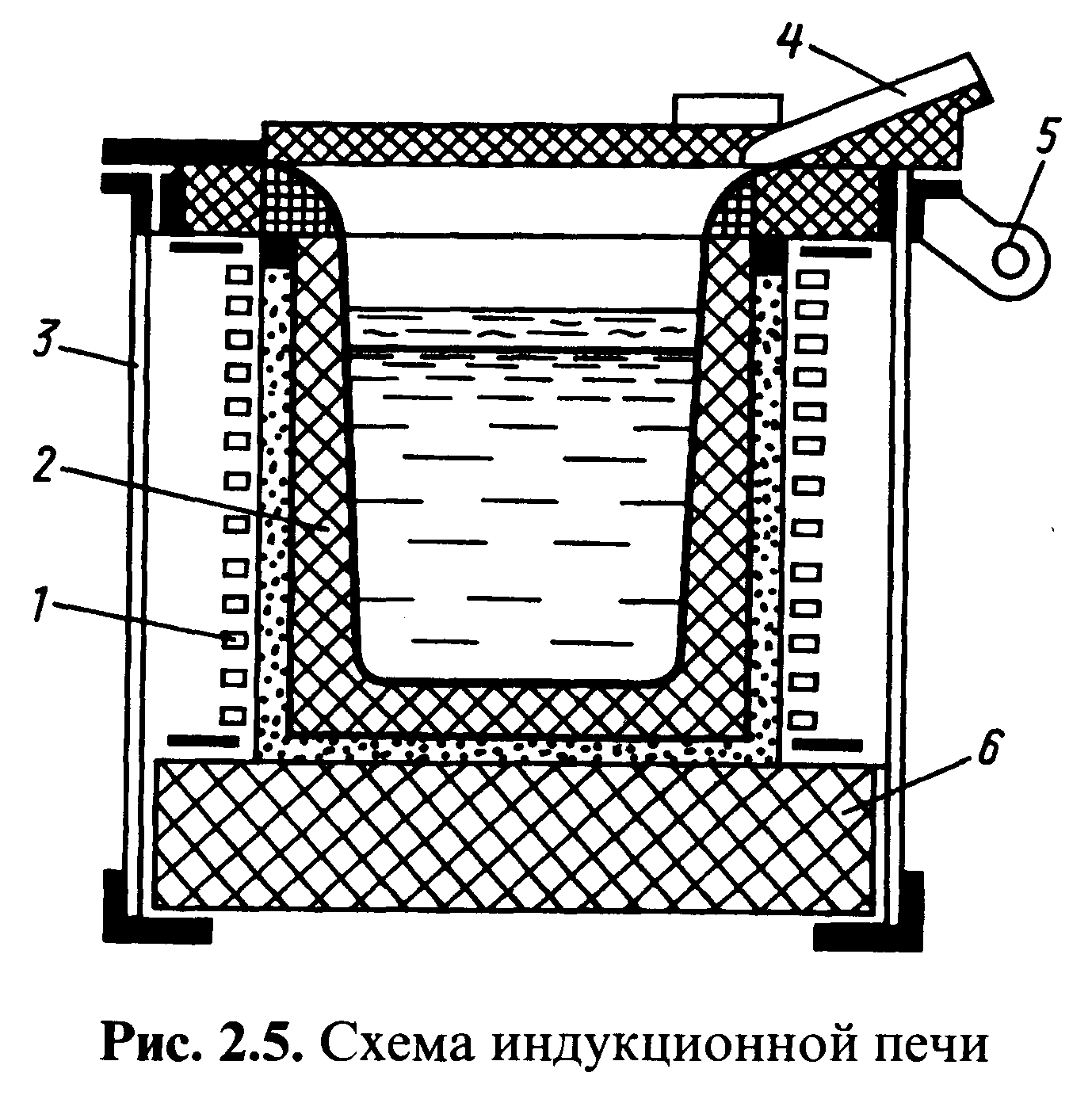
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Инструкция по изготовлению
Чертежи
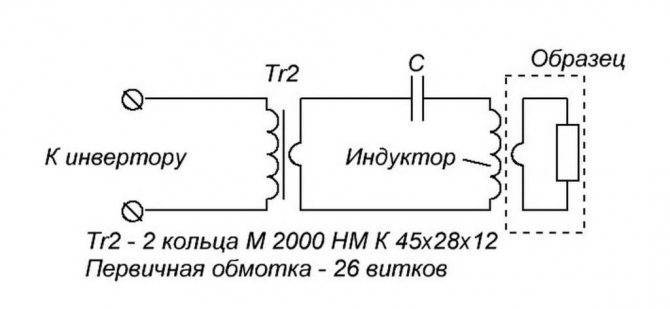
Рисунок 1. Электрическая схема индукционного нагревателя
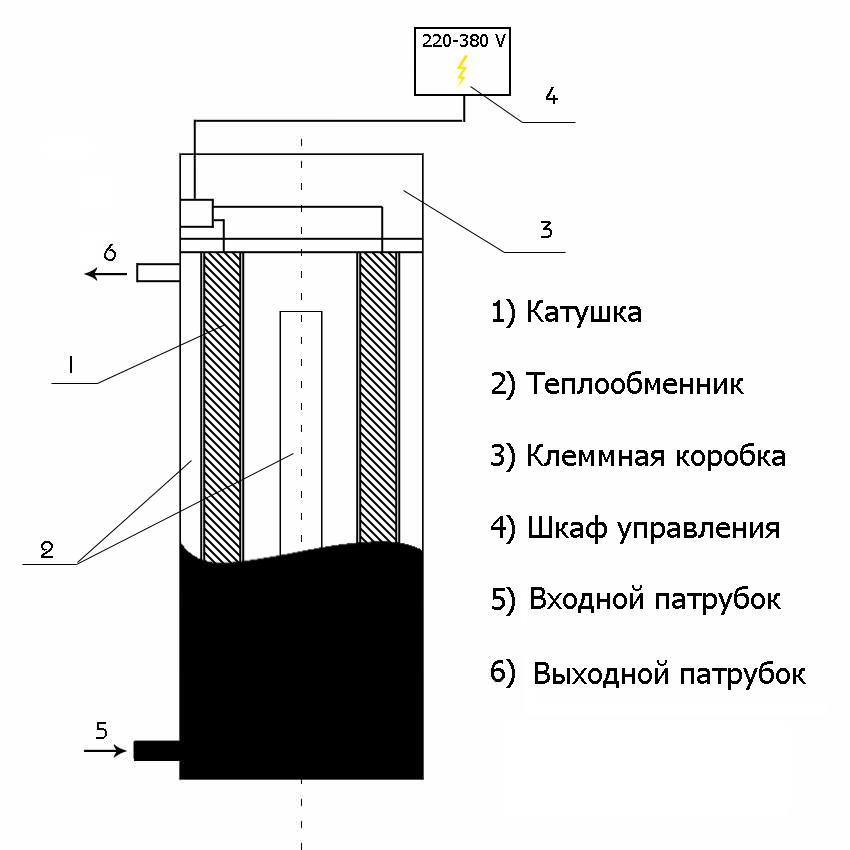
Рисунок 2. Устройство.

Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Особенности эксплуатации
Важным вопросом использования печи индукционного типа является безопасность.
Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
При этом, генераторы, изготовленные своими руками, могут излучать паразитные высокочастотные колебания, которые могут принести определенный вред здоровью человека.
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
Принимать меры для защиты пользователя печью от возможного высокочастотного излучения. Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
Станция теплообменная «Петра-0395 СТ»
Станция теплообменная обеспечивает контроль наличия протока воды по внутренним каналам охлаждения тиристорного преобразователя частоты.
Система водяного охлаждения установки поддерживает интенсивность охлаждения индукционного комплекса, контроль давления на входе каналов охлаждения преобразователя частоты «Петра», блок батарей печных конденсаторов, давление дистиллированной воды на выходе составляет 0,2 МПа.
Нерабочие режимы при эксплуатации ТПЧ возможны при превышении рабочих токов, недостаточном охлаждении установки или отсутствии протока воды в каналах охлаждения.
Для повышения надежности ТПЧ при возникновении неисправности в отдельных каналах системы водяного охлаждения применяются термодатчики теплообменной станции.
На рис. 6 показан вид теплообменной станции «Петра-0395» и габаритные размеры. Технические характеристики приведены в таблице 2.

Рис. 6. Вид теплообменной станции и габаритные размеры «Петра-0395»
Площадь поверхности теплообмена, м2 | Отводимые тепловые потери, не менее, кВт | Масса установки, |
1,92 | 40 | 220 |
2,56 | 60 | 230 |
3,04 | 80 | 240 |
5,85 | 160 | 310 |
7,35 | 175 | 335 |
Примечание. Параметры оборудования могут отличаться от табличных значений.








Теплообменная станция «Петра-0395» (пластинчатый теплообменник) производится с двухконтурным охлаждением индукционного оборудования. Диаметр условного присоединенного патрубка — 1 дюйм.
Ввод питания ТС от однофазной сети — 220 В×50 Гц.
Каналы протока воды теплообменной станции — это коррозионно-стойкие шланги во внутреннем контуре. Дистиллированная вода циркулирует с помощью насоса объемом около 30 л «чистой» воды. Через теплообменник вода передает тепло во внешний контур технической воды.
При расходе технической воды не менее 3,74 м3/ч максимальная температура технической воды на входе не превышает +25 °С. Максимальная температура дистиллированной воды на входе должна составлять не более +45 °С .
На рис. 7 показана панель управления «Петра-0395».

Рис. 7. Панель дисплея управления теплообменной станции «Петра-0395»
Система управления теплообменной установки обеспечивает индикацию на панели, где отображены однофазная сеть питания насоса, кнопка «Пуск установки», кнопка «Стоп установки».
Индикация панели ТС отображает статус: (стоп/не готов), температуру воды для преобразователя частоты, внешней воды входа, перепад температуры в теплообменнике; проток внешней воды, уровень чистой воды теплообменника, состояние передней двери, задней двери; при аварии, отсутствии протока воды, ошибке устройства ТС «не готово»; воду сопротивления, качество технической воды.
Система управления теплообменной станции реализует следующие функции:
- контроль и цифровую индикацию температуры дистиллированной и технической воды;
- контроль в контуре протока технической воды;
- контроль уровня дистиллированной воды;
- контроль температуры в контуре дистиллированной воды;
- контроль температуры в контуре технической воды.
При выходе параметров за установленные пределы система управления теплообменной станции отключает индукционное нагревательное оборудование. Канал, по которому произошло отключение оборудования, запоминается и отображается на лицевой панели блока управления.
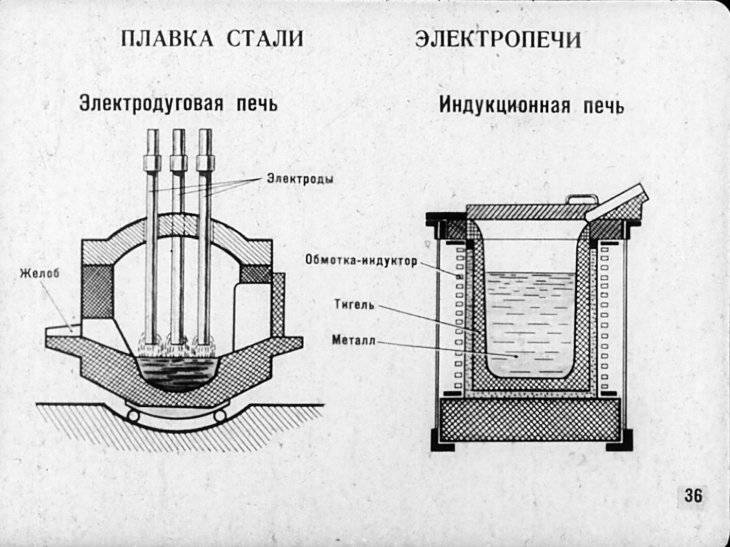
Плaвильныe печи для стали
Плавильные печи нагреваются до своей максимальной температуре при плавки стали 1500 – 1600 °С и сопровождается сложными физико-химическими процессом. При переплавке стали, необходимо снизить содержания кислорода, серы и фосфора, образующих оксидные и сульфидные элементы, который снижают качество стали.
Особенность плавки стали в плавильных печах является использование футеровочных смесей, в отличие от плавки меди, где применяется графитовый тигель. Плавильные печи хорошо перемешивают металл, за счет индукционного поля, которое выравнивает химический состав стали.
Указанные выше преимущества, отлично подходят при выплавке легированных сталей, с минимальными потерями легирующих элементов: вольфрама – около 2%, марганца, хрома и ванадия – 5 – 10%, кремния – 10 – 15%, учитывая дефицитность и высокую стоимость легирующих элементов.
Плавка стали имеет следующие особенности и преимущества:
- Самые важные отливки плавятся, используя метод окисления, ведь во время кипения металла, удаляются все неметаллические включения, и происходит понижение содержания фосфора. Состав шихты берется лома углеродистых сталей или чугуна, для получения среднего содержания углерода 0,5 %;
- Если вы собираетесь плавить сталь с высоким содержанием марганца, алюминия, хрома надо выбирать кислую футеровку, ведь стойкость тигля будет в два раза выше;
- Перед началом плавки тигель забивается металлом, но верх не следует забивать плотно, это может привести к образованию сводов и соответственно угару металла, так как шихта будет осаживаться во время плавки нижних кусков;
- Время плавки стали составляет от 50-70 минут, в зависимости от разогрева плавильного узла;
- Плавильные печи для стали, имеют высокую производительность при производстве отливок небольшой массы и размера.
Читать также: Чем отличается циклонный фильтр от контейнера
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.
Плавка алюминия в самодельной печи
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.
Плавка металла
Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Канальные печи индукционной плавки
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение
, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой
, приходится делать несколько промежуточных плавок, получивших название балластных.
Заключение
Для изготовления индукционной печи своими руками лучше выбрать вариант тигельной печи, которая имеет более простую конструкцию, но требует для питания напряжение высокой частоты.
Из предложенных схем генератора высокой частоты наиболее приемлемой является схема на МОП-транзисторах, обеспечивающая мощность в 1 кВт и позволяющая регулировать частоту генерации.
При работе с индукционной печью, изготовленной своими руками, необходимо обращать внимание на защиту от паразитного высокочастотного излучения и ожогов индуктором.
Использование индукционных печей в водогрейных котлах для обогрева дома экономически невыгодно.
Заключение
Для изготовления индукционной печи своими руками лучше выбрать вариант тигельной печи, которая имеет более простую конструкцию, но требует для питания напряжение высокой частоты. Из предложенных схем генератора высокой частоты наиболее приемлемой является схема на МОП-транзисторах, обеспечивающая мощность в 1 кВт и позволяющая регулировать частоту генерации
При работе с индукционной печью, изготовленной своими руками, необходимо обращать внимание на защиту от паразитного высокочастотного излучения и ожогов индуктором. Использование индукционных печей в водогрейных котлах для обогрева дома экономически невыгодно