Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.
Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Это интересно: Фрезы по дереву для ручного фрезера — виды, выбор фрез, назначение
Применение
Фрезы цилиндрические предназначены для установки на горизонтально-фрезерный станок. Используются для обдирной и получистовой обработки прямых плоскостей деталей расположенных параллельно оси инструмента. Зубья фрезы имеют прямую или винтовую форму. Инструмент с винтовыми зубьями удобен для обработки узких участков заготовки. Для уменьшения осевых усилий применяется сдвоенный инструмент, имеющий различный наклон режущих поверхностей. Это позволяет выровнять осевые усилия в процессе обработки металлических деталей.

Цилиндрические фрезы являются одним из основных типов оснастки, широко применяются в машиностроении для производства сложных деталей для машин и оборудования. Материалом инструмента является быстрорежущая сталь с твердосплавными рабочими вставками, что позволяет значительно продлить его срок эксплуатации.
Количество зубьев фрезы
Фреза по металлу должна обладать количеством зубьев, необходимых для успешного фрезерования данного конкретного материала. Ещё их выбор должен быть основан на способе формирования металлической стружки. Например, при фрезеровании чугуна у корпусной фрезы должен быть очень мелкий шаг зубьев, потому что стружка у чугуна мелкая и сыпучая. Это позволяет удалять большие объёмы чугуна без проблем с эвакуацией стружки из зоны резания. Чем больше зубьев будет на фрезе по металлу, тем выше будет подача на один её оборот, а это приводит к повышению производительности. Угла наклона режущих зубьев могут быть переменными, в стружечные канавки между ними могут быть расположены неравномерно, что в общем плане помогает снизить или практически убрать любую вибрацию и резонанс. Неравное пространство между зубьями фрезы по металлу помогает демпфировать вибрацию, возникающую во время процесса фрезерования. Если все режущие кромки имеют одинаковый угол наклона, а также и все зубья равномерно разнесены по диаметру фрезы, то при её работе возникают некоторые резонансные колебания, и, как правило, они всё больше и больше усиливаются с течением времени. При фрезеровании фрезой по металлу с переменными углами наклона режущих кромок сразу заметна большая разница в качестве обрабатываемой поверхности, а нечётное количество зубьев помогает держать возникающие вибрации на нуле. Чем большее количество зубьев фрезы будет находится в контакте с обрабатываемой заготовкой, тем труднее может стать эвакуация стружки из зоны резания. Если происходит фрезерная обработка большой торцевой корпусной фрезой по металлу диаметром 250мм площадки шириной 200мм, то обязательно в зацеплении с обрабатываемым материалом будет много зубьев, а их точное количество будет зависеть от шага. В этих ситуациях становится чуть сложнее создавать идеальную стружку. Что можно сделать в ситуациях, когда эвакуация металлической стружки из зоны резания является большой проблемой? Попробовать пройти фрезой по металлу в два прохода, то есть снять необходимые припуск с обрабатываемой заготовки за два раза. Иногда лучше использовать фрезу CNC меньшего диаметра и пройти два прохода по заготовке, чтобы создать идеальное образование стружки и её удаление из зоны фрезерования. Правда, многое зависит и от фрезеруемого материала. Например, существует большая разница между стружкой, образующейся при фрезеровании легкообрабатываемого алюминия, и стружкой, полученной при фрезеровании труднообрабатываемой стали.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Виды
Фрезы для металлообработки классифицируют в зависимости от формы, которая зависит от направления приложения усилия к режущей кромке. Выделяют следующие типы:
- дисковые;
- торцевые;
- цилиндрические;
- угловые;
- концевые;
- фасонные;
- червячные;
- кольцевые.
Рассмотрим все разновидности последовательно.
Дисковые
Этот тип инструмента получил широкое применение на профильных станках, а также на автоматах продольного вытачивания заготовок. Выделяют следующие разновидности дискового инструмента:
С помощью дисковых фрез делают прорези в заготовке, а также делят ее по длине (для отрезания)
Выбирая подходящий тип оснастки, нужно уделять внимание следующим параметрам:
- Диаметр. При прорезях в заготовке диаметр фрез определяется в зависимости от максимальной глубины паза от поверхности заготовки. В случае отрезания заготовки диаметр инструмента подбирается по глубине реза.
- Ширина. Здесь все зависит от того, паз какой ширины нужно выточить. Требуется минимизировать расходы станочных машино-часов, а также износ инструмента. Исходя из этих соображений, выбирается та ширина, которая будет оптимальной для формирования требуемой конструкционной особенности формируемой детали.
Материал дисковой фрезы. Здесь различают:
Принцип простой: металл обрабатывается инструментом, сделанным из более твердого металла.
Количество зубьев на диске. В зависимости от того, какой материал требуется обработать, определяется сплав, из которого должна быть сделана фреза, а также ее необходимая форма (минимальное количество зубьев). От этого зависит ее стоимость.


Торцевые
Они используются на оборудовании для формирования у заготовок плоских и ступенчатых поверхностей.
Каждый ее зуб представляет собой стандартный резец, при этом его режущие кромки размещаются исключительно в торцевой поверхности.
Ось фрезы располагается перпендикулярно по отношению к обрабатываемой плоскости заготовки.
Основную нагрузку несут боковые режущие кромки. При этом ее зубья воздействуют на деталь не все вместе и сразу, а по очереди (то есть, упор производится не всей плоскостью инструмента). Это дает возможность обрабатывать заготовки равномерно.
Особенности торцевого инструмента:
- наличие большого количества режущих кромок (лезвий);
- повышенная жесткость, что требует и жесткости закрепления инструмента в шпинделе станка.
Эти черты позволяют обеспечивать торцевым фрезам повышенную производительность обработки металла (если сравнивать, к примеру, с цилиндрическими). Однако для торцевого инструмента требуется корректно подобрать охлаждающую и смазывающую жидкость. В связи с его потенциально более высокой производительностью, более качественное охлаждение и смазка нужны здесь для сохранения его режущей способности.
Цилиндрические
Такой тип фрез предназначается для горизонтально-фрезерного оборудования для обработки поверхностей заготовок. Различают следующие разновидности цилиндрического инструмента:
- с прямыми зубьями;
- с винтовыми зубьями.
Особенность фрезы с винтовыми зубьями отличается плавностью обработки заготовки, а потому они весьма распространены на предприятиях. Инструменты с прямыми зубьями в основном применяется для фрезерования узких плоскостей.
Угловые
Они используются для обработки угловых пазов и наклонных плоскостей у заготовки. Такие фрезы бывают:
- одноугловые: оснащаются рабочими кромками, которые располагаются на торце конической поверхности;
- двуугловые: кромки расположены на двух конических поверхностях.
С их помощью ускоряется процесс обработки заготовки детали и, соответственно, экономятся машино-часы оборудования.
Концевые
Применяются для формирования глубоких пазов в корпусных деталях, например, в контурных выемках.
Основную работу выполняют зубья фрезы, расположенные на ее цилиндрической поверхности.
Кроме того, присутствуют и вспомогательные рабочие кромки, которые зачищают дно образуемой канавки.
Зубья концевых фрез бывают винтовыми и наклонными.
Фасонные
Фасонные фрезы используются для придания профиля поверхностям незамкнутого типа. Кроме того, они подходят для формирования канавок. С помощью фасонного инструмента можно создать сложный профиль, в том числе для заготовок, которые имеют существенную разницу между своими габаритными размерами, между длиной и шириной. Фасонные фрезы имеют 2 типа зубьев:
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
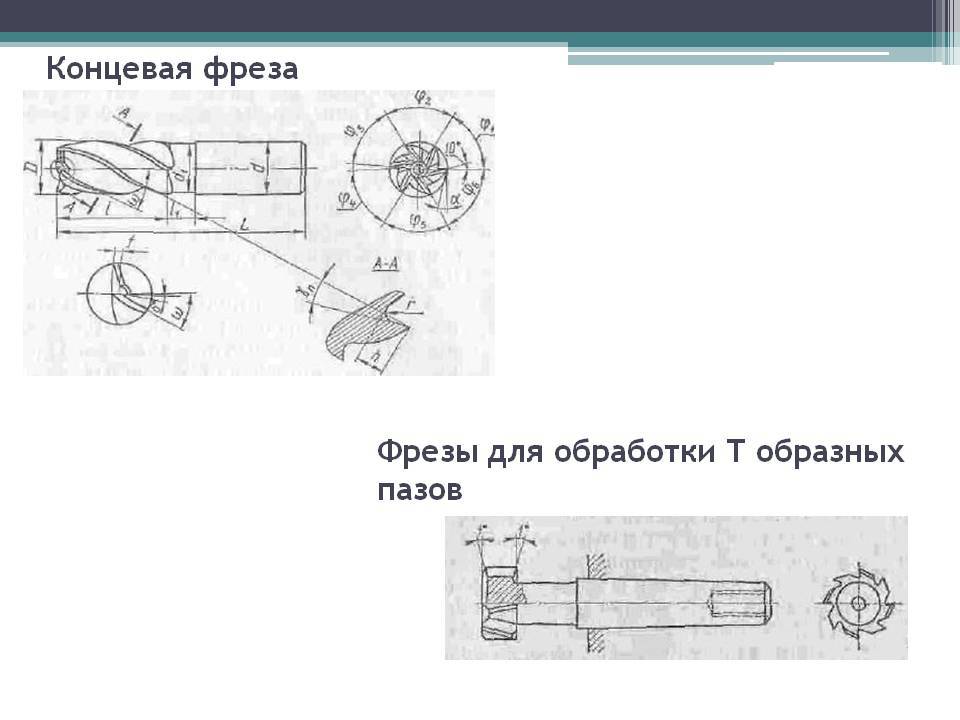
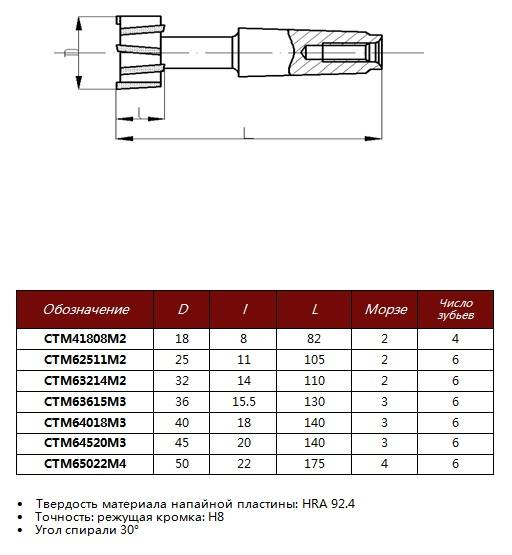
КОНЦЕВЫЕ ФРЕЗЫ
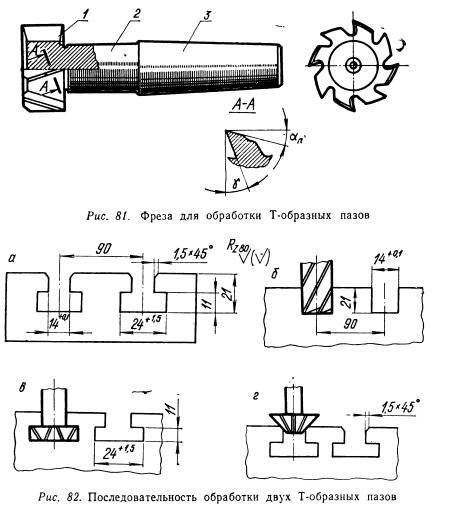
Применение: фрезерование глубоких пазов, уступов, контурных выемок, взаимно перпендикулярных плоскостей. Главные режущие кромки концевых фрез располагаются на цилиндрической поверхности, они выполняют основную работу резания. Вспомогательные режущие кромки на торцах предназначены для защиты дна канавки. Угол наклона зубьев может составлять до 30-45°. Фрезы крепятся в шпинделе станка цилиндрическим или коническим хвостовиком. Диаметр инструмента выбирают меньшим ширины канавки до 0,1 мм, так как при обработке возникает разбивание канавки. Одна из разновидностей концевых фрез – шпоночные двухзубые фрезы. Как и сверло, они способны высверливать отверстие, углубляясь в материал при осевом движении подачи, и двигаться вдоль канавки. При осевой подаче основную работу выполняют торцовые кромки. Одна из них доходит для оси фрезы, что обеспечивает сверление. Переточку необходимо осуществлять по задним поверхностям торцовых кромок. При этом диаметр не изменяется.
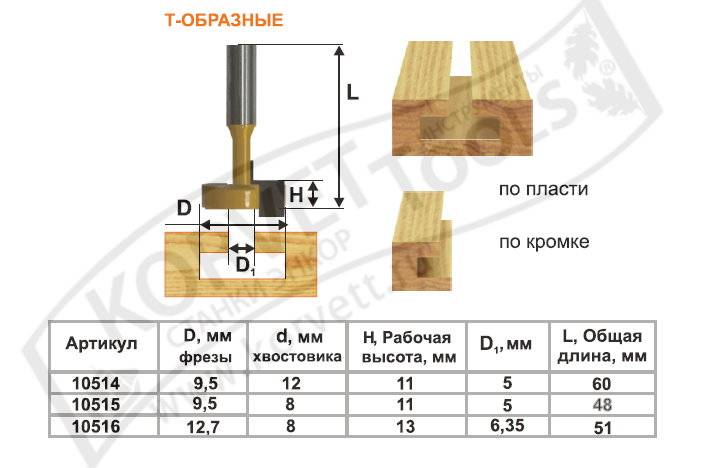
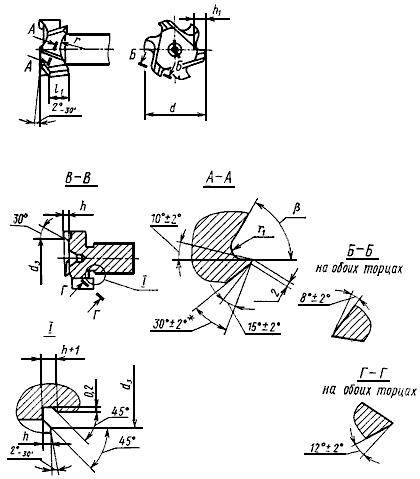
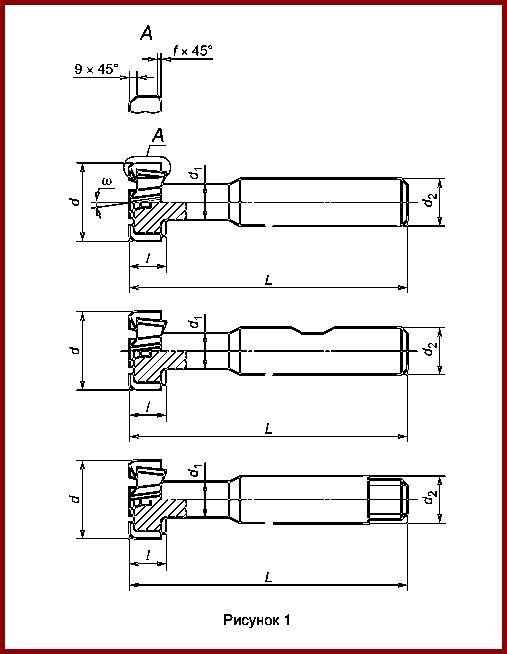
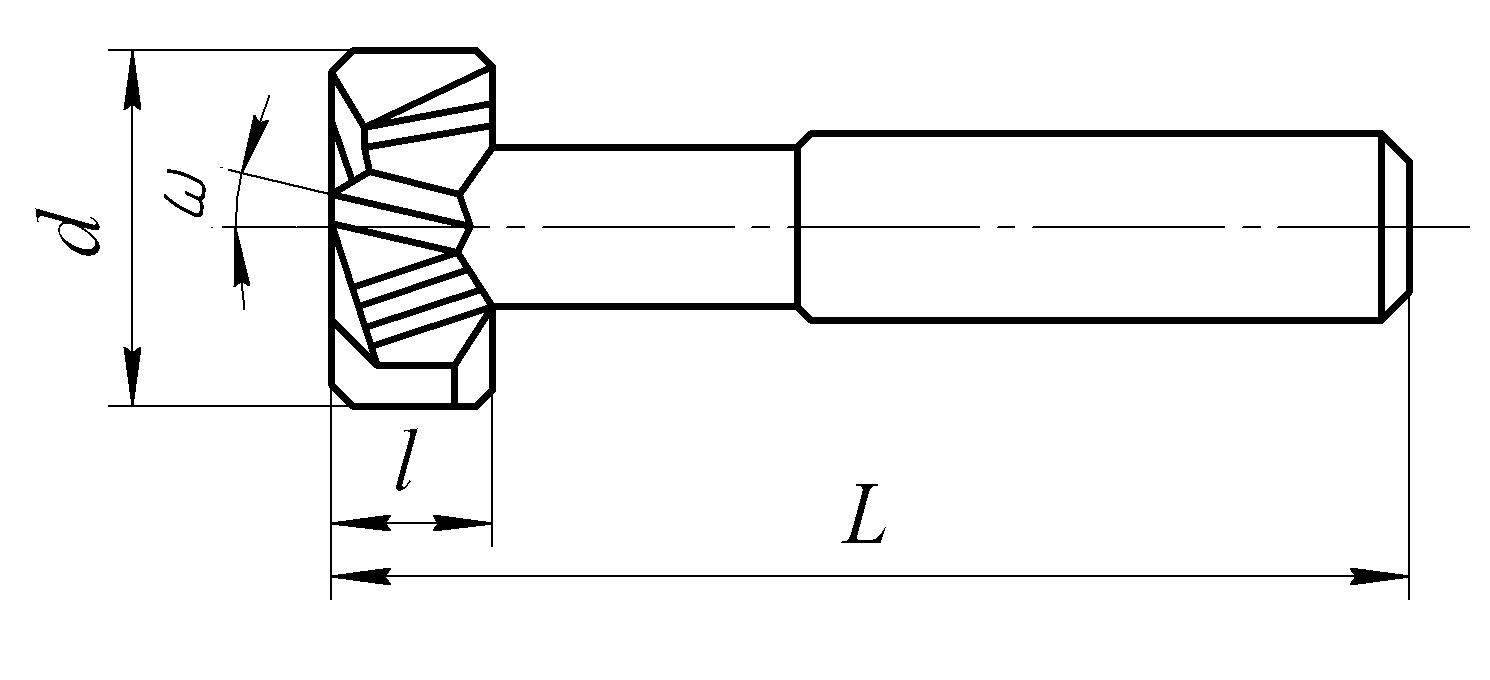
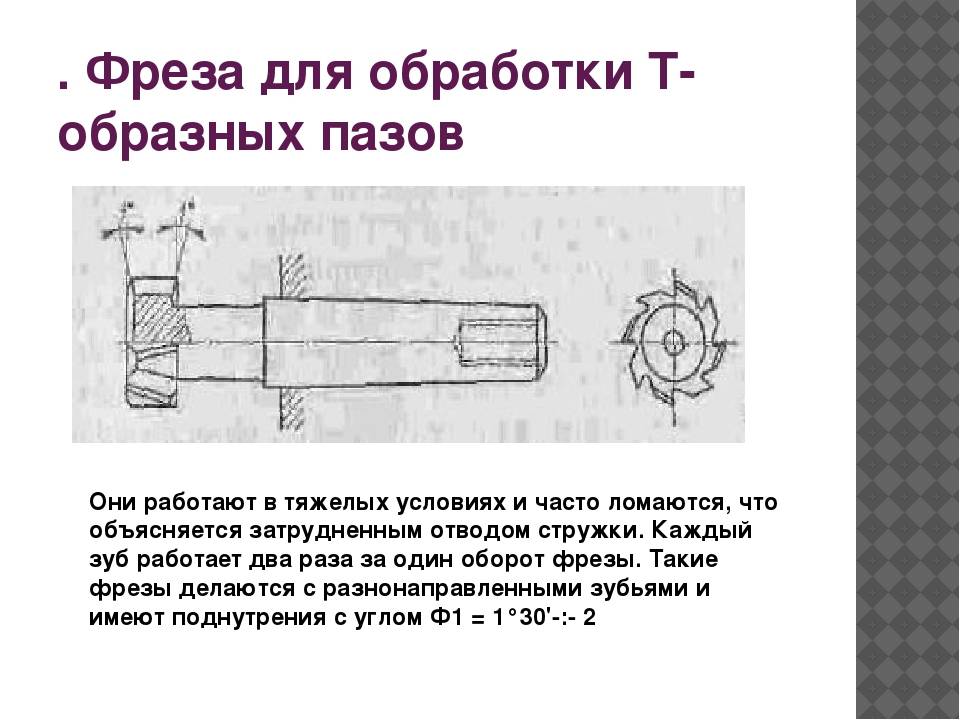
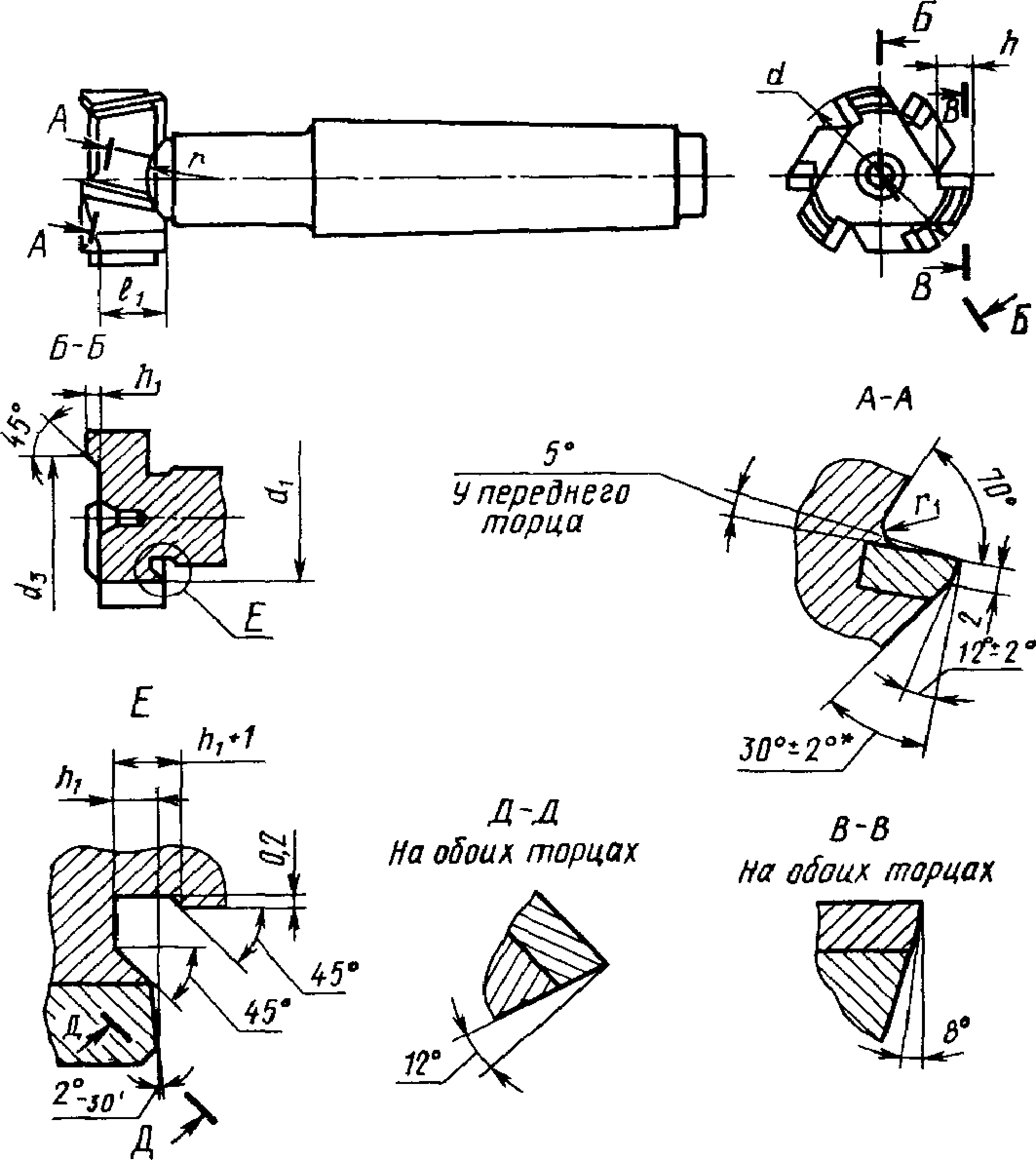
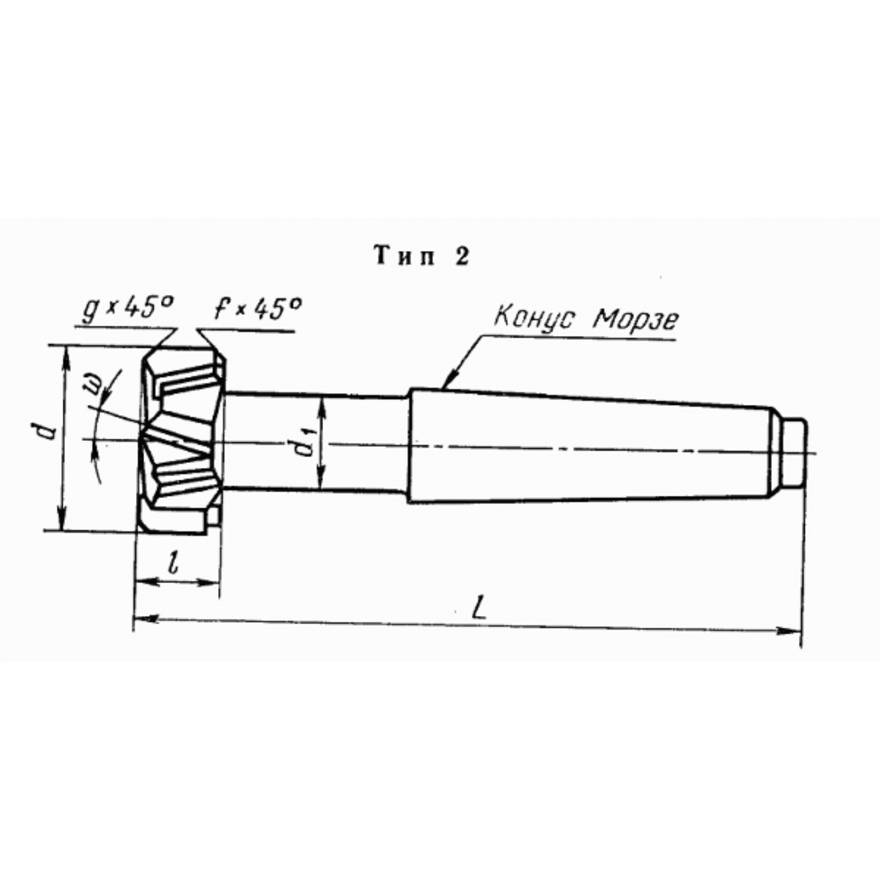
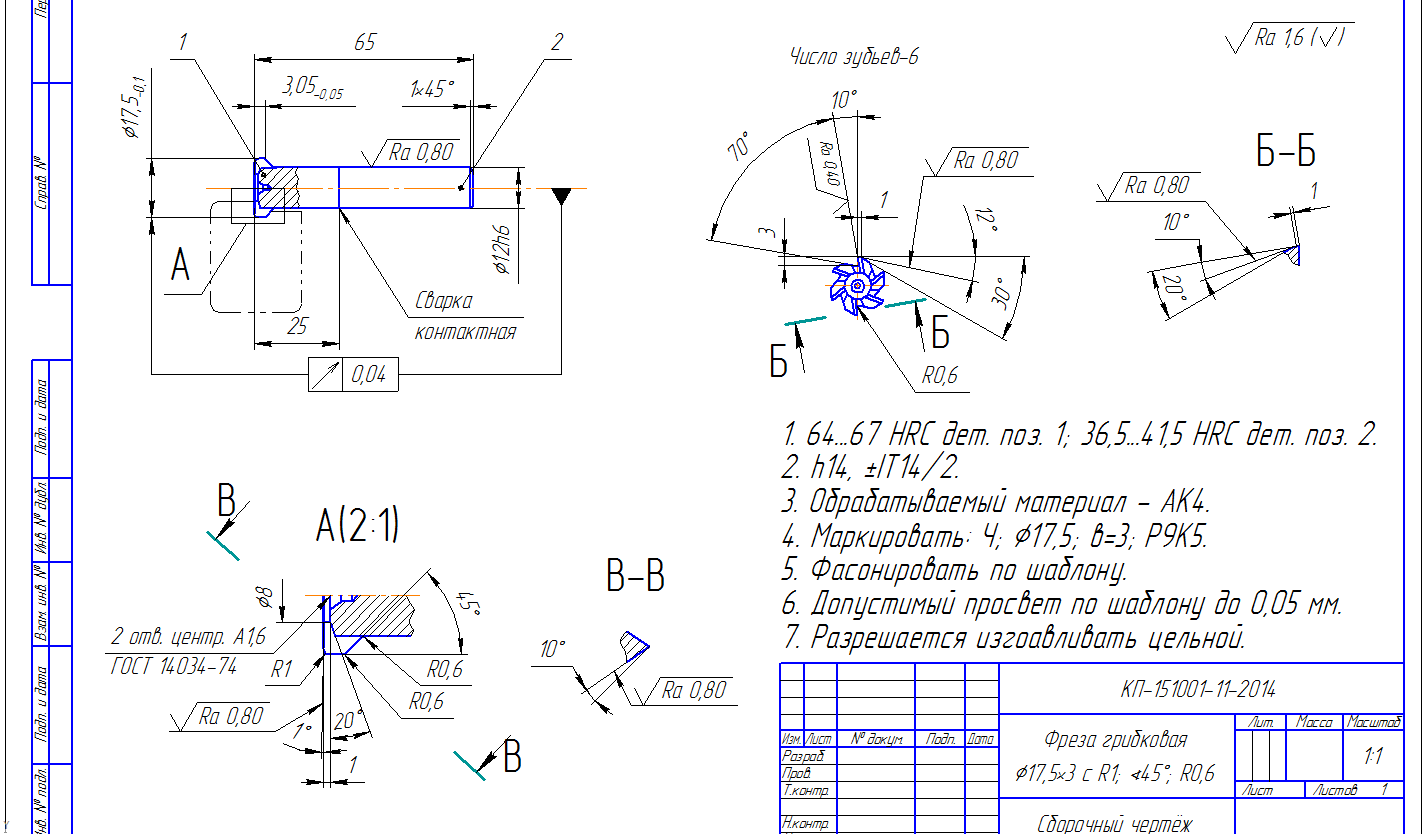
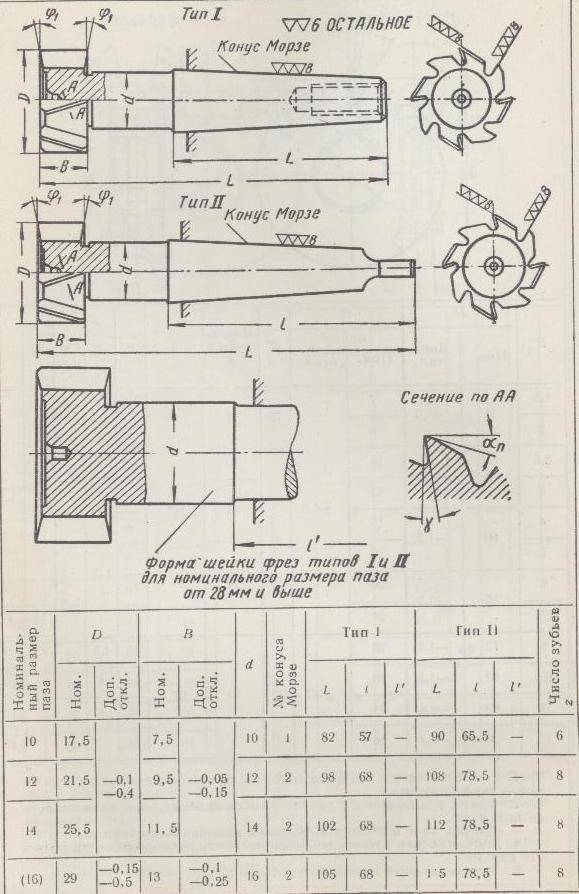
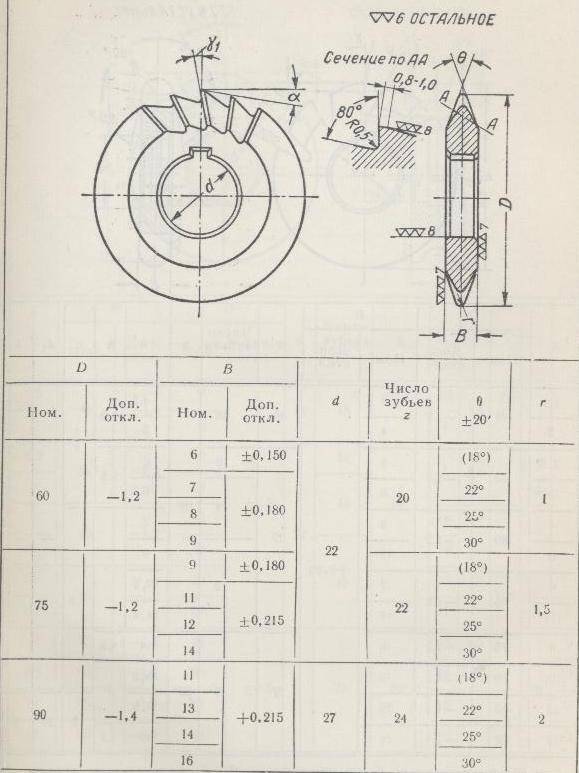
Т-образные фрезы Применение: обработка Т-образных пазов. Особенность таких фрез – затруднённый отвод стружки, поэтому они часто ломаются. За один оборот каждый зуб работает дважды. Фрезу изготовляют с разнонаправленными зубьями и поднутрением с углом на обоих торцах φ1= 1°30’÷2°. Чтобы улучшить условия резания, заточку фасок на зубьях осуществляют по очереди, с одного и с другого торца под углом 30° и шириной 0,5 мм.
Оборудование для работы с фрезами по дереву
Фреза – это основная деталь практически любого деревообрабатывающего инструмента. Ее можно установить:
- в обычную дрель;
- фрезерный станок (фрезер);
- промышленное оборудование.
Электроинструментом можно проводить грубую и более тонкую обработку дерева с высокой скоростью.
Дрель
Применение фрез дает возможность домашним умельцам значительно расширить функциональные возможности обычной дрели, предназначенной только для сверления. При этом дрель превращается в универсальный инструмент, при помощи которого можно будет обрабатывать детали, изготовленные из различных пород дерева.
Используя фрезы по дереву, предназначенные для работы с дрелью, можно получать отверстия большого диаметра без применения специальных насадок на дрель типа балеринка или коронка (корончатая насадка).
Для работы с дрелью используют только пальчиковые фрезы, режущие кромки которых имеют самую разнообразную форму. Кроме того галтельные, кромочные (четвертные) и конусные фрезы часто оснащают опорным подшипником, с помощью которого ограничивают глубину врезания лезвий в древесину.
Режущие лезвия могут быть заостренными или затылованными. У заостренных зубьев передняя и задняя поверхности плоские, причем затачивают по задней поверхности.
При этом во время перезаточки режущая часть может изменить свои геометрические размеры. Избежать этого можно, используя инструмент с затылованными лезвиями. У них плоской выполнена только передняя поверхность, по которой и осуществляется заточка. Перезатачивать такие фрезы можно много раз, не опасаясь, что изменится геометрия режущих кромок.
Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и изделий из них. Он отличается от дрели наличием регулируемой опорной платформы и способностью работать на высоких оборотах (до 30 тыс. об/мин). С помощью фрезера можно с высоким качеством:
- сращивать разные заготовки, соединяя их способом «шип/паз» (кромочные работы), снимать фаску с бруса;
- врезать фурнитуру, замки, петли;
- формировать объемные формы на плоских поверхностях (декорирование);
- вырезать деревянные заготовки, имеющие сложную конфигурацию.
Для выполнения этих работ используют кромочные, пазовые, копировальные и концевые фрезы по дереву.
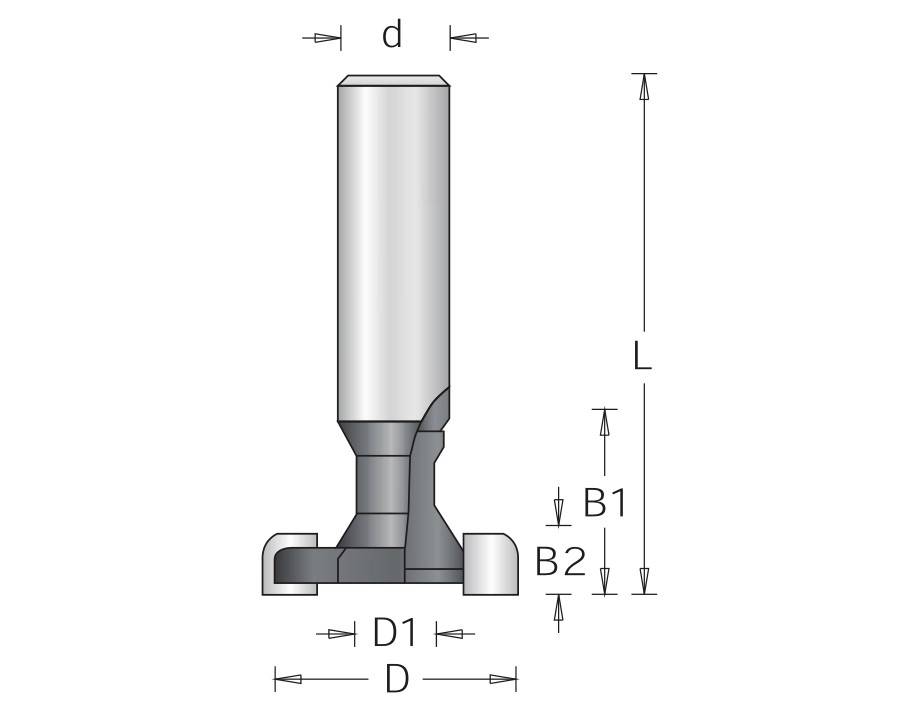
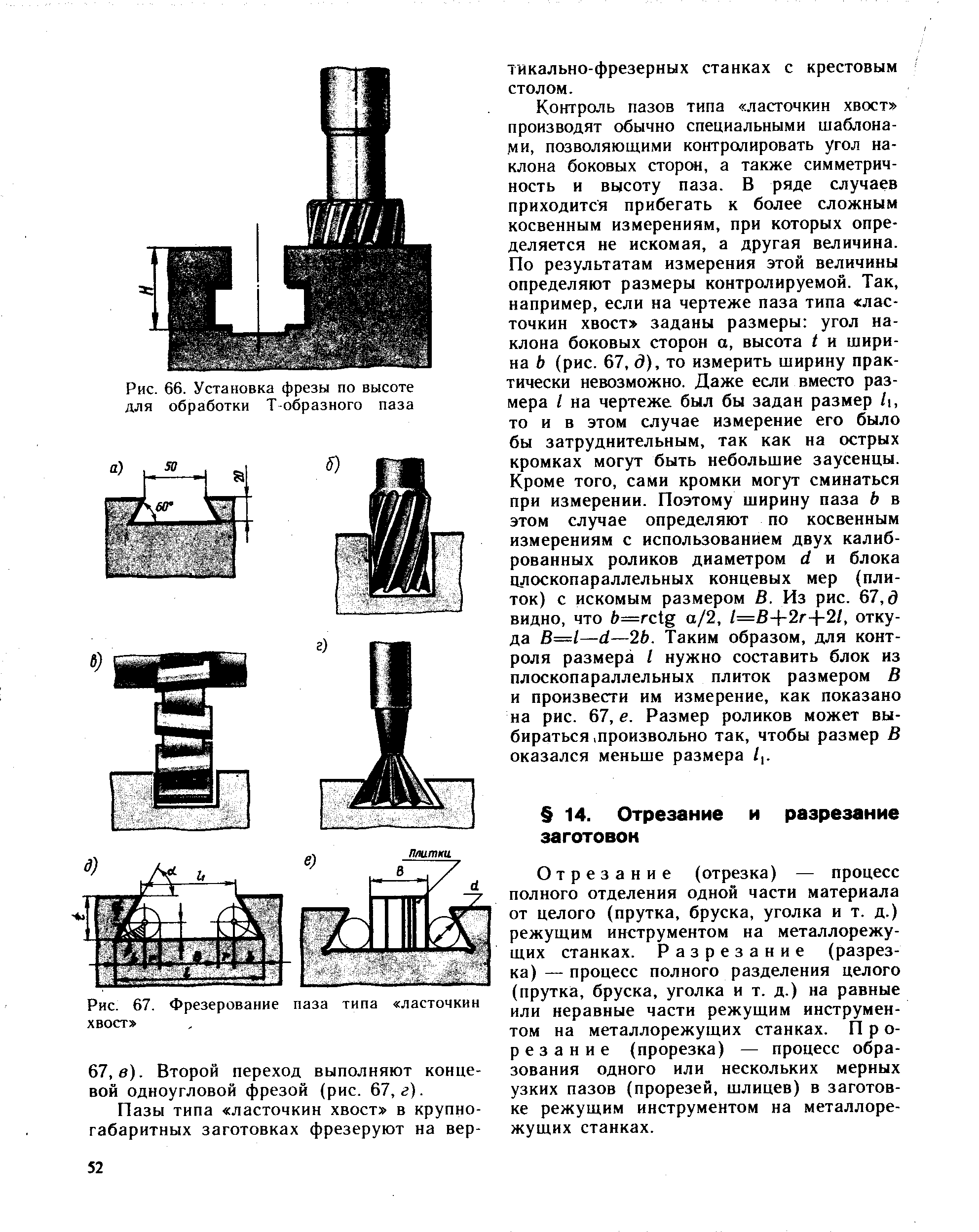
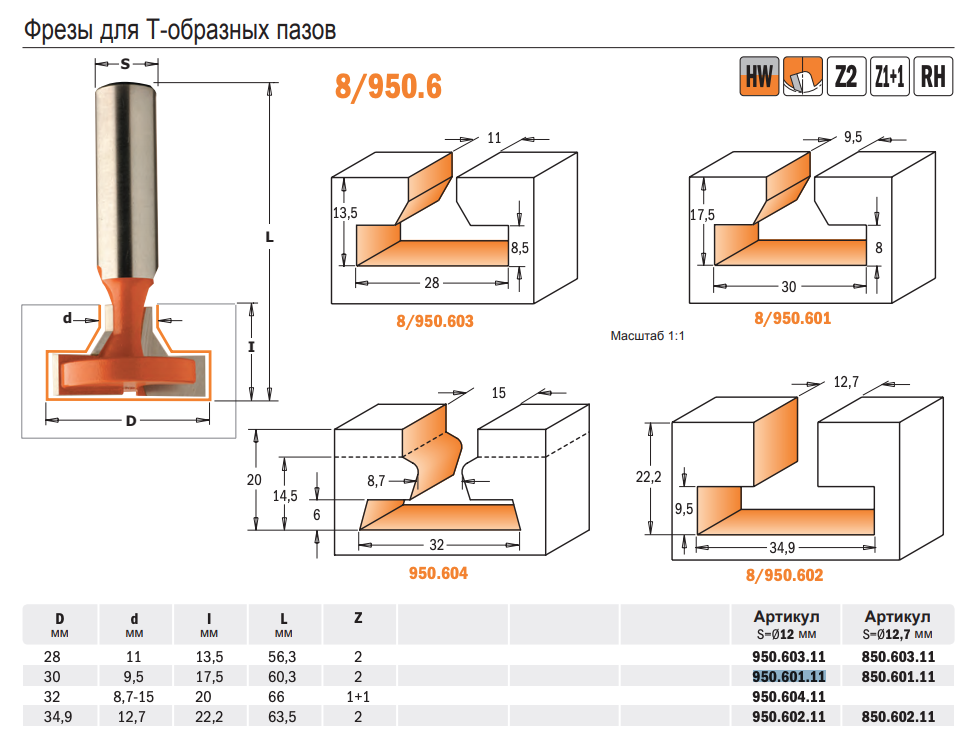
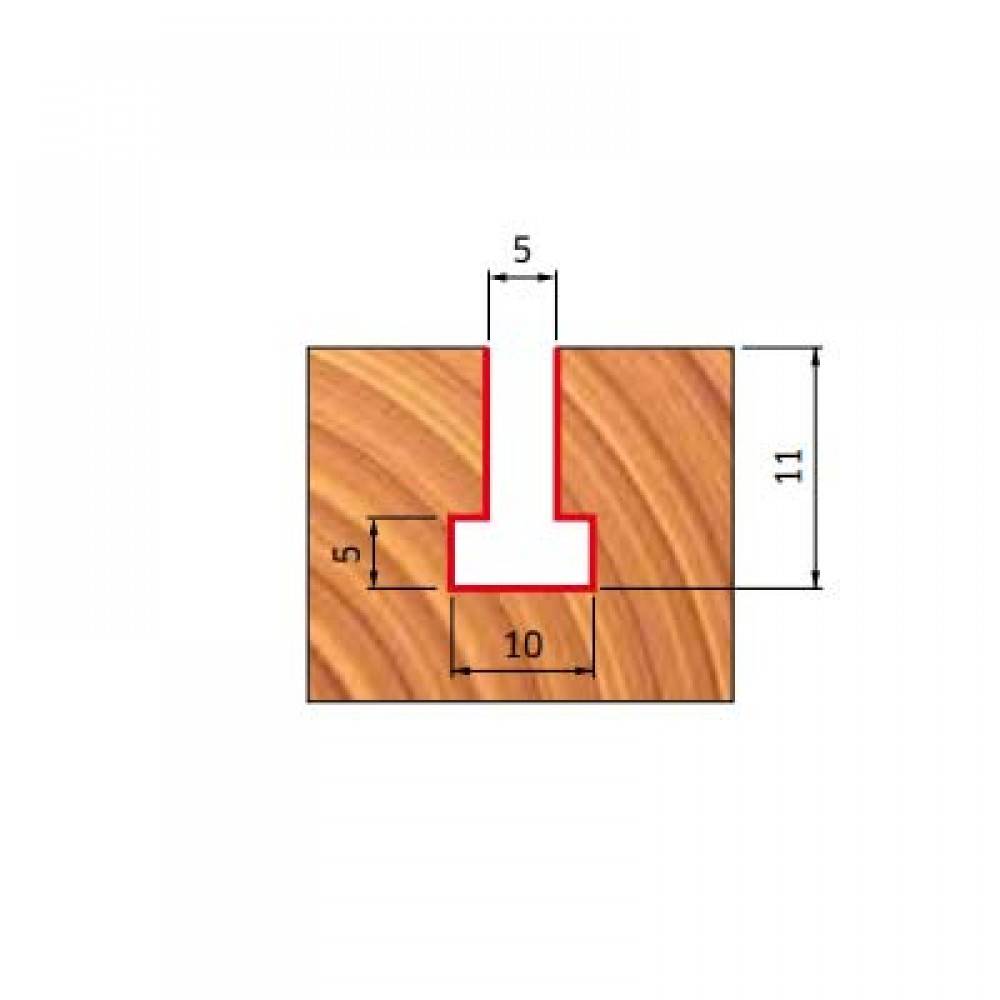
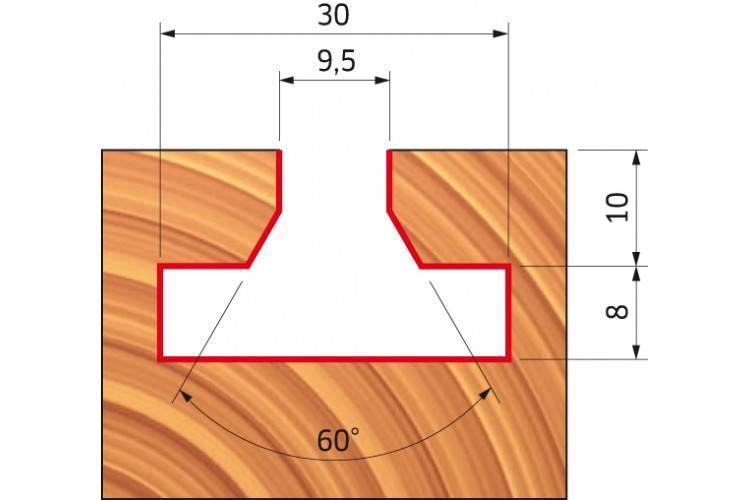
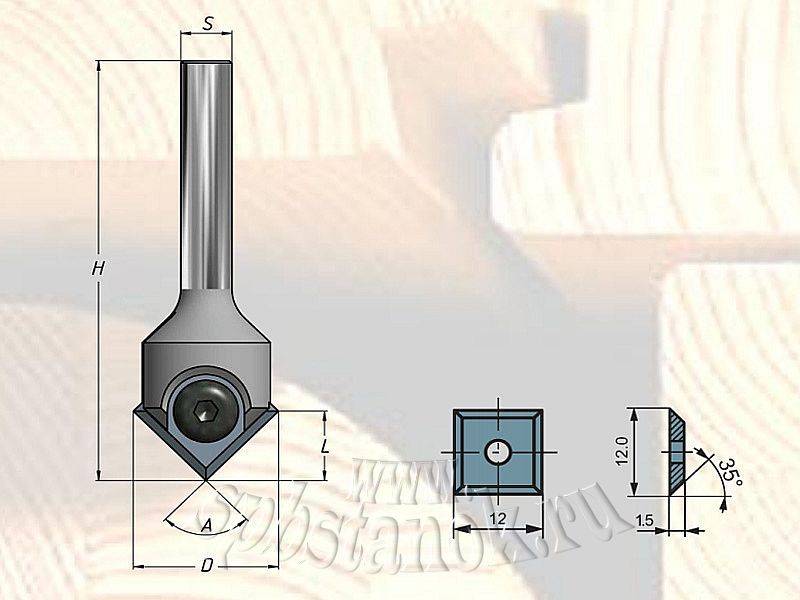
Пазовые фрезы используют, когда нужно получить углубления определенной формы, например, в форме буквы Т (Т-образные), полукруглые или типа «ласточкин хвост».
Кромочные фрезы используются при изготовлении кромок на деталях из дерева. Как правило, их оснащают упорным подшипником, который предотвращает излишнее погружение инструмента в тело детали. Кроме того, он позволяет регулировать глубину вылета. Если подшипник не предусмотрен, то надо применять параллельный упор или шаблон.
Для декоративной обработки филеночных деталей используются фигирейные фрезы горизонтального типа. Они достаточно тяжелые и имеют большой диаметр. Учитывая большие усилия, которые необходимы при работе с такими фрезами, их оснащают хвостовиком, диаметр которого составляет 12 мм. Их применяют на стационарном оборудовании.


У концевых фрез по дереву для ручного фрезера режущие кромки расположены на торце рабочей поверхности. Кроме того в работе принимает участие и боковая кромка, что позволяет перемещать вращающую фрезу в плоскости опорной площадки. Качество обработки поверхностей определяется количеством режущих лезвий. Как правило, концевые фрезы имеют монолитную конструкцию, но встречаются и составные.
Отдельную группу концевых изделий составляют фрезы Шейпера – шарошки (борфрезы).
Используют их на промежуточных этапах обработки, а также в случаях, когда необходимо осуществить финальную доводку конфигурации детали. Их режущая кромка представляет собой крупные насечки (зубья)
Работая с шарошкой, важно правильно выбрать режим. Это позволит избежать поджога дерева, который возможен при повышенном числе оборотов
А оригинальная борфреза «кукуруза» (шарошка с винтовым расположением зубцов) обеспечит снижение нагрузки на вал электромотора фрезера.
Копировальные фрезы – это редко встречающийся вид инструмента для ручного фрезера. Они отличаются не только количеством режущих кромок, но и размещением опорных подшипников, которые могут располагаться с любой стороны. В некоторых моделях предусмотрено два подшипника (сверху и снизу). Во время работы подшипник двигается по шаблону, благодаря чему обрабатываемая заготовка приобретает заданную форму.
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.
Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Читать также: Как пользоваться керхером в домашних условиях
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.

Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.