Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
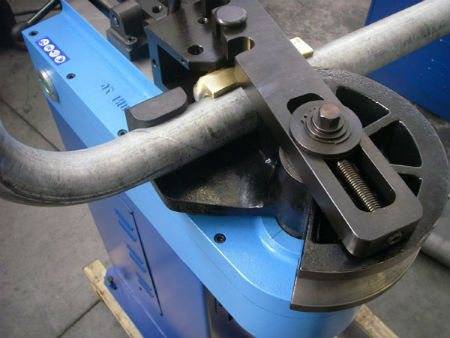
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорновых станков
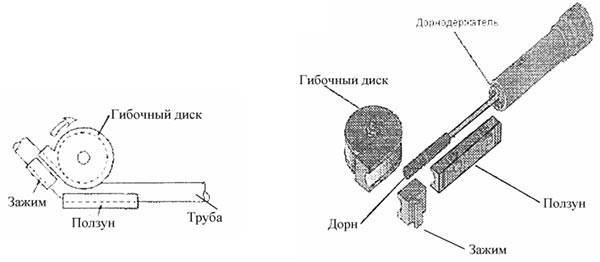
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы. Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Классификация устройств для гнутья
Использование трубогиба для металлопластиковых труб и тонкостенных стальных целесообразно при необходимости их изгиба под различными углами. Различают такие виды устройств:
- ручные;
- гидравлические;
- электромеханические.
Ручные трубогибы для металлопластиковых труб своими руками позволяют сгибать тонкостенные изделия диаметром до 5 см на угол до 180°.
Гидравлический станок предназначен для работы с трубами диаметром до 12 см и бывает ручной и стационарный. Такой инструмент имеет огнеупорный корпус, способный выдержать большие механические нагрузки, и гидравлический насос. Электромеханический трубогиб представляет собой многофункциональное устройство с программным управлением.
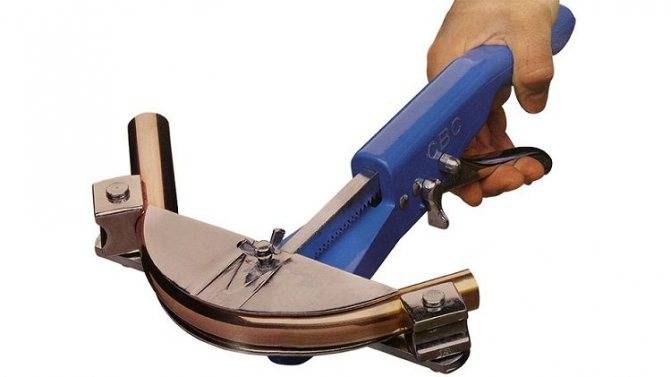
Тонкостенную стальную трубу можно легко согнуть ручным трубогибом
По способу изгиба устройства делятся на:
- пружинные;
- сегментные;
- арбалетные.
С помощью пружинного трубогиба можно гнуть без деформации медные, алюминиевые и металлопластиковые трубы. Его преимуществами являются долговечность, простота конструкции, сохранение хорошей жесткости и необходимой формы независимо от числа изгибов. Сегментные трубогибы выполняют загибание вокруг себя. С помощью арбалетного устройства можно согнуть трубу определенного диаметра на угол до 90°. Оно отличается малыми габаритами и низкой ценой.
Классификация
Дорновые трубогибы делятся на следующие виды:
- Полуавтоматические.
- Автоматические.
Полуавтоматические приборы имеют высокую производительность и используются промышленными предприятиями. Они позволяют осуществлять большие объемы работы. Имеют высокую стоимость, поэтому для бытовых целей используются редко. Полуавтоматическим прибором гибка труб выполняется с высокой точностью. Остальная работа осуществляется сотрудниками завода (оператором, или помощником оператора), на котором применяется агрегат.
Автоматический аппарат обладает большей функциональностью, и осуществляет всю работу самостоятельно. Прибор формирует проект, создает программу его осуществления, после чего выполняет необходимые задачи. У ручных аппаратов отсутствует числовое программное управление, поэтому для этой цели они почти не используются. Принцип действия полуавтоматических и автоматических агрегатов схож, но функции различаются в зависимости от конструкции.
По конструкции устройства делятся на приборы, имеющие:
- арбалетную комплектацию;
- гидравлический привод;
- электрическую систему;
- ручную систему;
- комплектацию, изготовленную своими руками.
Аппарат имеет простой принцип работы: после фиксации заготовки обеспечивается нужный изгиб. Задача осуществляется под давлением. Схемы воздействия могут отличаться в зависимости от модели. Дорновым трубогибом задача выполняется благодаря наличию специального элемента. Этим элементом является дорн.
Работа с трубогибами – методики
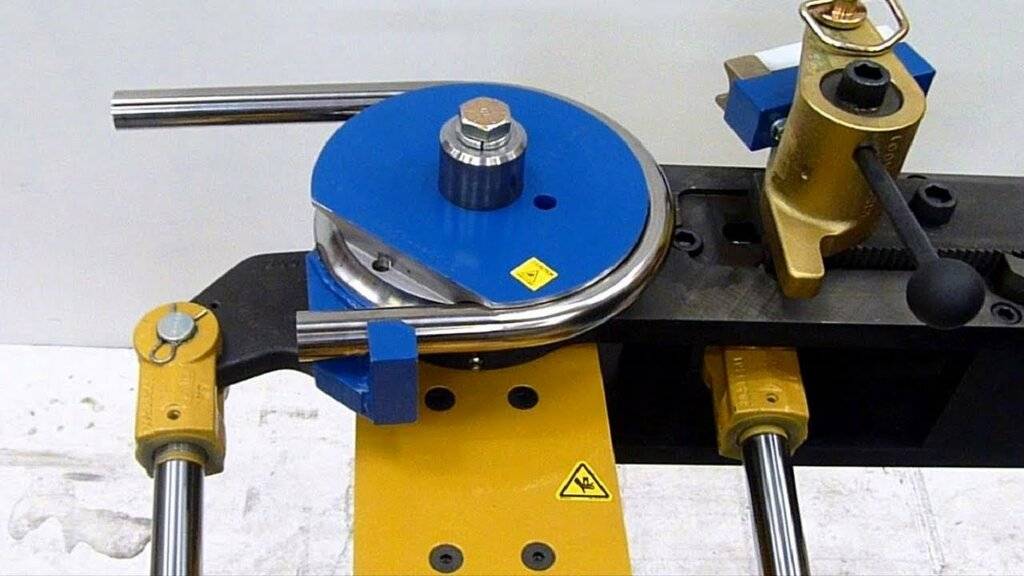
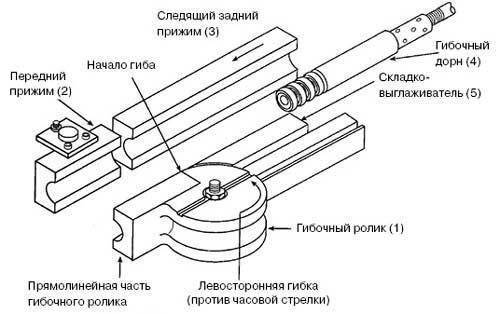
Гибку труб на станке с ЧПУ можно проводить несколькими способами. Довольно часто можно встретить станки, гибка труб в которых осуществляется методом наматывания. Зачастую – это дорновые трубогибы. Гибка таким методом довольно проста: труба вплотную прижимается к ролику для гибки, который в процессе вращения наматывает ее вокруг своей оси. Наматывание продолжают до того момента, пока изгибу трубы не будет придан нужный угол.
Бездорновый трубогиб зачастую работает по принципу обкатки трубы. Трубу укладывают посреди двух роликов, один из которых закреплен неподвижно, а второй является обкаточным. После подачи питания на трубогиб обкаточный ролик начинает двигаться вокруг неподвижного, что заставляет прижимать к нему трубу вплотную. В итоге получается нужная форма, которая задается радиусом закрепленного ролика. Бездорновые установки, как правило, используются для гибки дюймовых труб для подачи воды и газа, а также строительных толстостенных профилей.






Существует еще один метод, которым можно проводить гибку труб – это вальцевание или выдавливание. В случае вальцевания конструкция представляет собой форму арбалета. В случае применения метода выдавливания, имеются в виду трубогибы, у которых присутствуют три валика, два из которых установлены на одной прямой.

Оборудования для гибки труб в настоящее время на рынке представлено большое множество. То, какой трубогиб выбрать в конкретном случае, автоматический или полуавтоматический, будет зависеть от потребностей определенного предприятия. Данный фактор определяет, и каким будет трубогиб, дорновым или бездорновым. В любом случае, оснащение такого оборудования системой программного контроля, сделало его использование максимально комфортным, при этом на весь процесс затрачивается значительно меньше времени.
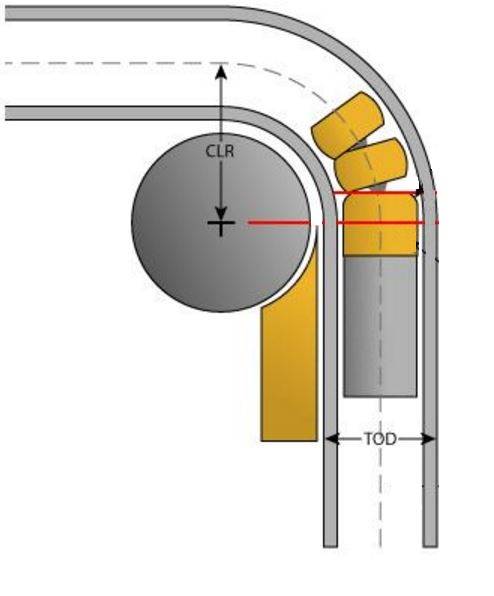
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.

Процесс загибания
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.

Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Что такое дорн
Это механическая составная часть станка или комплекса, на котором осуществляется гибка изделий. С конструкционной точки зрения различают два вида устройства:
- Жесткий дорн – являет собой стержень определенной формы, классифицируется по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото демонстрируется трубогибочный станок.

Технология гибки
Применяются два основных варианта. Выбор зависит от радиуса изгиба трубопровода и толщины стенки – больше 3 мм.
- Гибка без дорна – осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
- Гибка с дорном – труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами.
2.1. Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
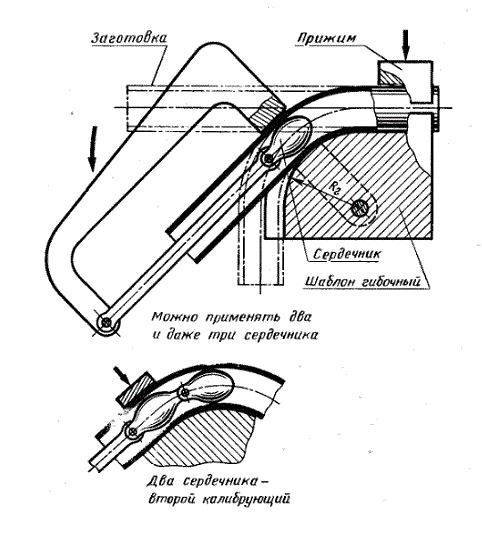
2.2. Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков.

При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять метод с поджимом, так как он более точен и предохраняет стенки от утоньшения.
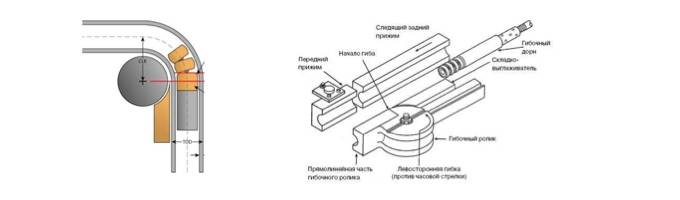
Ручные дорновые трубогибы и их изготовление
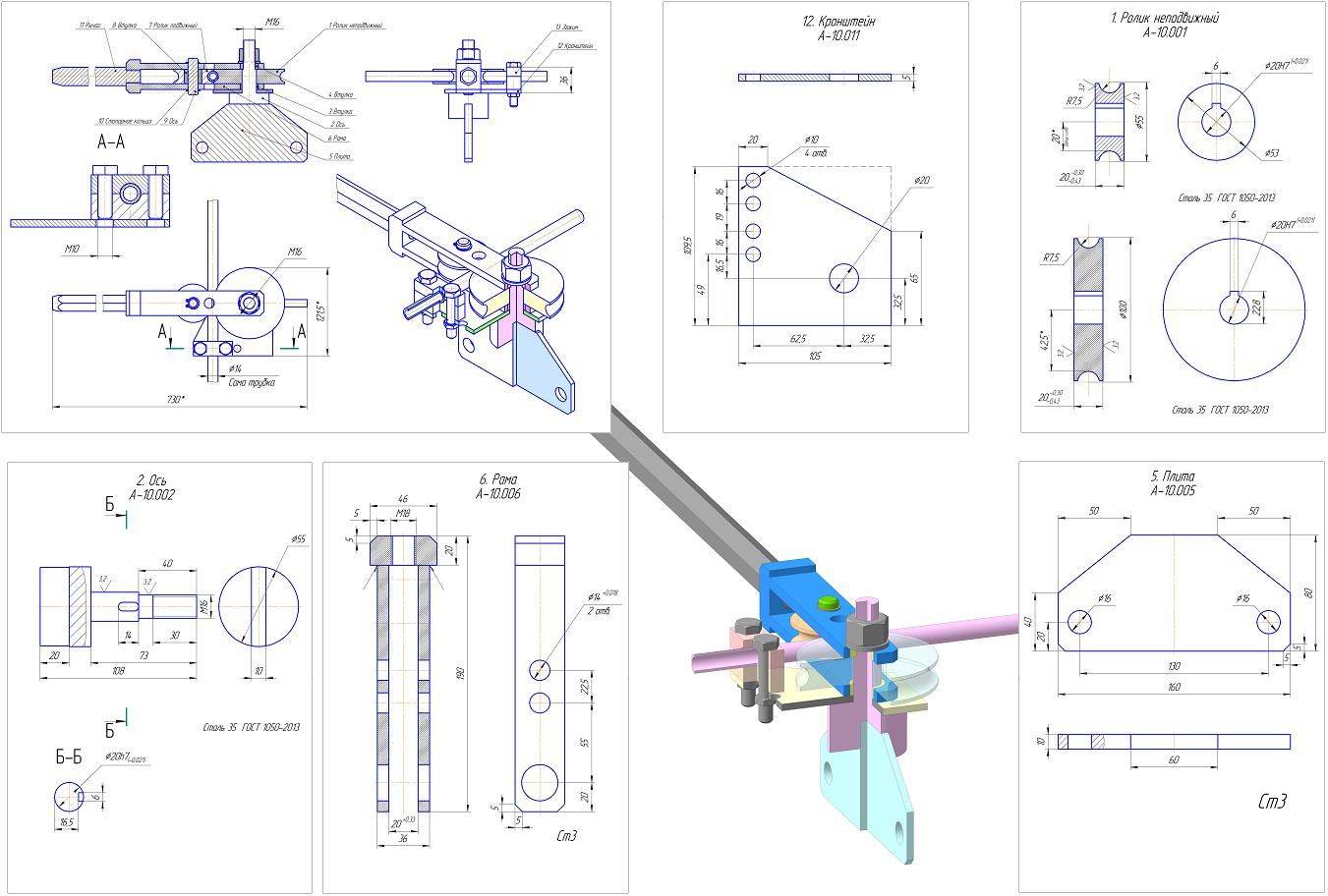
Изготовить своими руками ручной трубогибочный станок для гибки дорнованием не очень сложно. Помимо стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, потребуется своими руками изготовить следующие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого должен соответствовать параметрам гибочной матрицы;
- направляющую, на которую будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой может быть использован стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого вполне подойдёт передняя бабка небольшого токарного станка, с небольшими переделками своими руками.
Такой трубогибочный станок может иметь ручной рычажный привод, но вполне доступно приспособить для зажима трубы и небольшой гидравлический цилиндр. Чертеж самого агрегата и всех вышеописанных деталей и узлов можно найти в Интернете.
Особенности изготовления ручного дорнового трубогиба своими руками:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственного трубчатого элемента, поэтому при изготовлении зажимов необходимо использовать упорную резьбу.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабжать рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость окажется весьма низкой. Ввиду высокого качества и точности данной детали её изготовление лучше доверить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей металлопроката.
Полуавтоматический трубогиб рассмотренного типа изготовить своими руками значительно сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
После сборки ручной трубогибочный станок обязательно необходимо опробовать на гибке тонкостенной трубы небольшого диаметра. По результатам испытания проводится окончательная доводка агрегата.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1 Трубогибочный станок — что это?
Трубогиб — устройство, используемое для обработки круглых труб либо профильных изделий квадратного, прямоугольного и овального сечения, изготовленных из стали, меди или алюминия. Такое оборудование широко распространено в промышленности, ремонтной и строительной сфере.




Ранее для гибки труб применялось крупногабаритное оборудование, работающее по принципу индукционного нагрева (металл на месте сгиба прогревается до температуры повышенной пластичности). Современные устройства, в сравнении с ними, обладают следующими эксплуатационными преимуществами:
- компактные размеры, которые не требуют обустройства капитального фундамента под установку станка;
- минимальная высота загрузки трубы — не более 140 см от пола, на которую не влияет диаметр изделия;
- меньший расход электроэнергии благодаря отсутствию потребности в нагреве, воды и смазочных материалов;
- полное отсутствие грязи, которая наблюдается при индукционной гибке с последующим водяным охлаждением;
- низкий уровень шума в процессе работы, комфортная температура в непосредственной близости к оборудованию;
- высокая продуктивность и скорость обработки — современный электрический агрегат способен согнуть крупногабаритную трубу диаметром 400 мм и толщиной стенки 25 мм за 2-3 минуты.
Универсальный электронный гибочный станок
Существует достаточно большое количество разновидностей оборудования по принципу сгибания. Основными методами сгибания являются:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
Для изделий диаметром до 150 мм наиболее часто применяется наматывающее оборудование, которое выполняет изгиб (намотку) трубы вокруг ролика, давя на ее торцевые части. Ранее такой метод имел немало эксплуатационных недостатков, основные из которых — утончение стенки на месте сгиба и возникновение гофр.
Крупногабаритный гибщик с дорном
Однако с развитием технологии появились станки с дорном, при гибке на которых данные проблемы не возникают. Под дорном подразумевается металлическая вставка, которая размещается внутри сгибаемой трубы и предотвращает деформацию ее стенок. Станки с дорном имеют в комплекте набор вставок разных размеров под конкретные диаметры труб.
Достаточно распространенным является и бездорновый трубогибочный станок, однако возможности применения таких устройств ограничены. Как правило они используются для обработки изделий больших диаметров с тонкими стенками.
1.1 Разновидности трубогибочного оборудования
Трубогибочные станки, в зависимости от конструктивного исполнения, классифицируются на следующие типы:
- ручные — применяются для обработки труб малых диаметров с приложением физических усилий оператором, в такой конфигурации выполняются компактные переносные станки, используемые непосредственно на строительных площадках;
- гидравлические — по конструкции схожи с ручным оборудованием, однако могут выполнятся и в стационарной конфигурации, укомплектованы гидравлическим усилителем, который позволяет без использования значительных усилий обрабатывать трубы диаметром до 20 мм;
- электрические — крупногабаритные промышленные станки стационарного типа, при обработке обеспечивают высокою точность угла и радиуса (в отличие от гидравлического оборудования позволяют гнуть тонкостенные трубы без деформации их стенок).
Ручной гидравлический гибщик
Электрические трубогибочные станки, в зависимости от степени автоматизации, классифицируются на три типа: ручные, полуавтоматические и автоматические (с ЧПУ управлением). Оборудование с ЧПУ является наиболее функциональным.
Система ЧПУ — числовое программное управление, позволяет программировать такие параметры обработки как угол и радиус сгиба. Данные агрегаты способны функционировать в автоматическом режиме, в том числе автоматизированы процессы подачи и фиксации заготовки, а также выдвижение дорна.
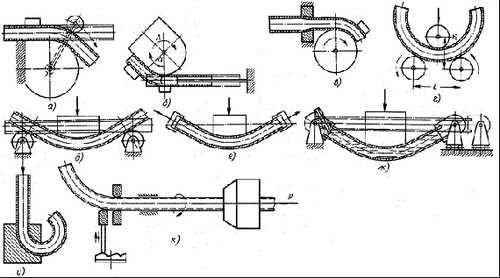
Метод гибки
Для гибки каждого вида профиля, отличающегося от предыдущего, применяется свой, индивидуальный инструмент, он же – штамп или оправка. Вернее сказать, и вращающаяся вокруг своей оси оправка и неподвижные ролики, фиксирующие трубу, блок-основание которых может передвигаться вдоль стола для прижима заготовки – обе эти составляющие должны иметь свою проточку под каждый размер трубы или профиля.
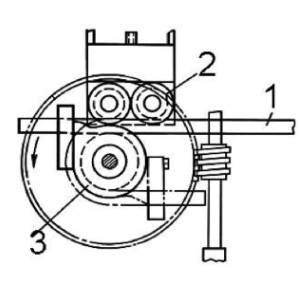
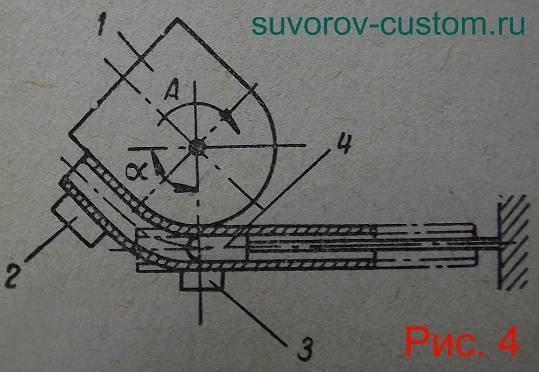
Схема гибки
- Заготовка
- Неподвижные ролики (фиксация)
- Вращающаяся вокруг своей оси оправка
Труба фиксируется в оправке и зажимается неподвижными роликами. Далее оправка, в которой уже загружена и зажата деталь, начинает вращаться вокруг своей оси, приводимая в движение электромотором, а ролики (ответная часть) зафиксированные на месте, таким образом, обеспечивают гибку.
Угол гиба задается при помощи установки на определенное значение (положение) концевика или непосредственно в самом интерфейсе панели управления, в зависимости от модели бездорнового трубогиба.
Области применения бездорновых трубогибов
Бездорновые трубогибы имеют крайне широкую сферу применения при производстве самых разных конструкций, некоторые примеры изделий:

Но главное понимать, что трубогиб, не имеющий дорна, изгибает только толстостенные трубы и профили. Такова особенность именно правильной и качественной гибки труб, где после выполнения операции изделие имеет эстетически приятный внешний вид и не обладает складками, заломами и другими характерными подобным операциям повреждениями.
Нюансы и разъяснение особенностей
При работе на бездорновых трубогибах существует 2 основных правила, которые необходимо учитывать, проектируя гибку какого-либо изделия, а именно:
- Толщина стенки трубы (профиля) должна быть больше ее диаметра минимум на 10%
- Радиус гиба не может быть менее трех, а желательно четырех значений от диаметра самой трубы
Соблюдая оба правила при работе, Вы будете получать правильную, качественную поверхность и, самое главное, форму детали после процесса гибки. Если пренебрегать этими правилами, то есть очень большой риск получить абсолютно не качественные детали, потому что могут (и будут!) образовываться так называемые складки на внутренней поверхности трубы в месте сгиба. А также заломы, замятия или разрывы стенки на внешней стороне. Такое характерно для труб и профиля с тонкой стенкой и/или из более пластичного металла.
Что если у Вас существует необходимость в гибке деталей, которые частично или полностью не отвечают данным условиям? Об этом как раз ниже.
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
https://youtube.com/watch?v=EILOSwyuxoc
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
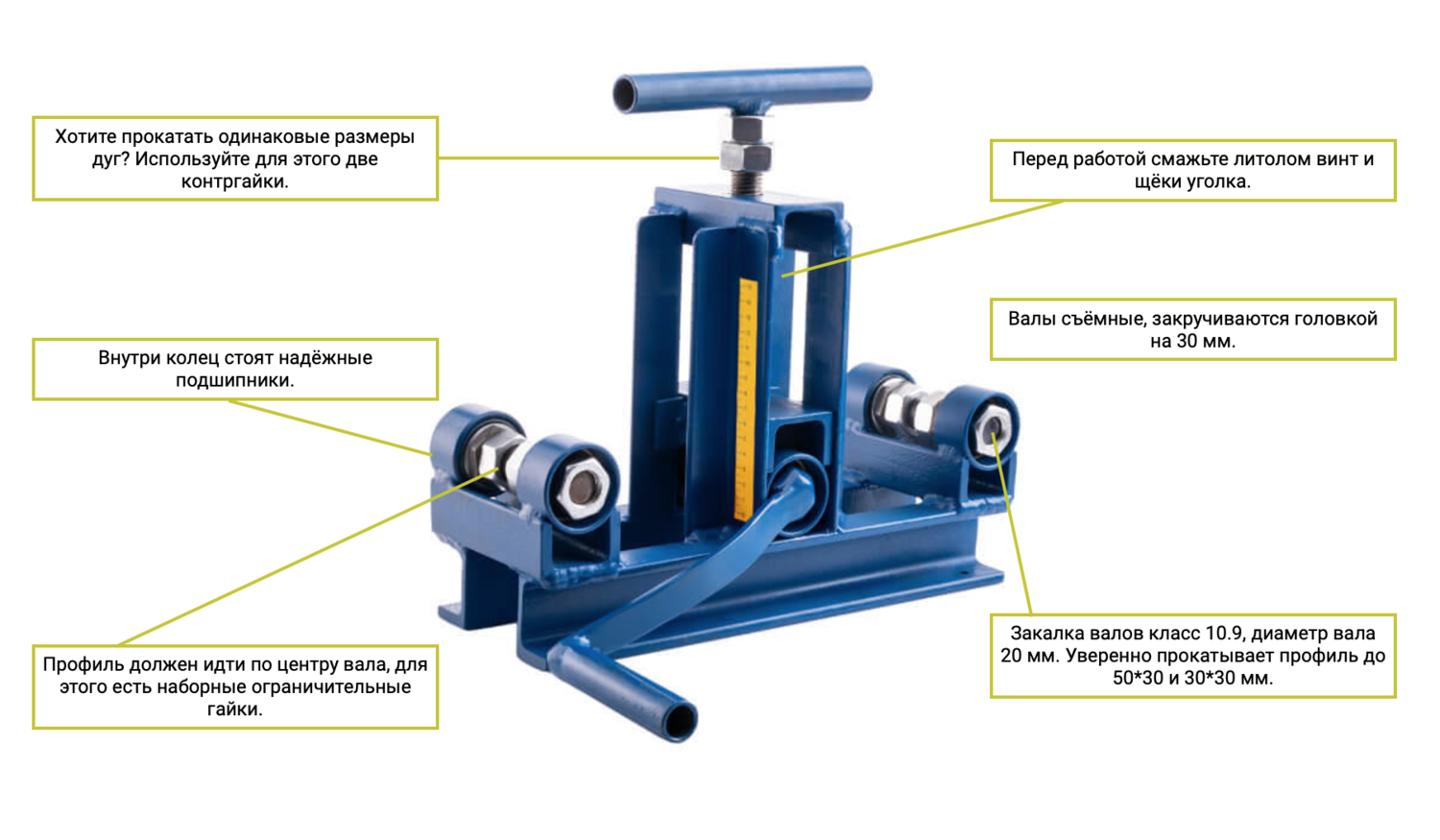
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.






Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
устройство для гибки труб — патент РФ 2406585
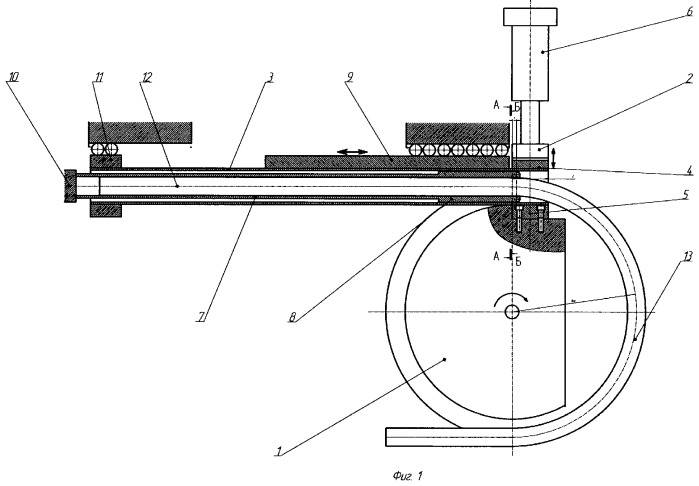
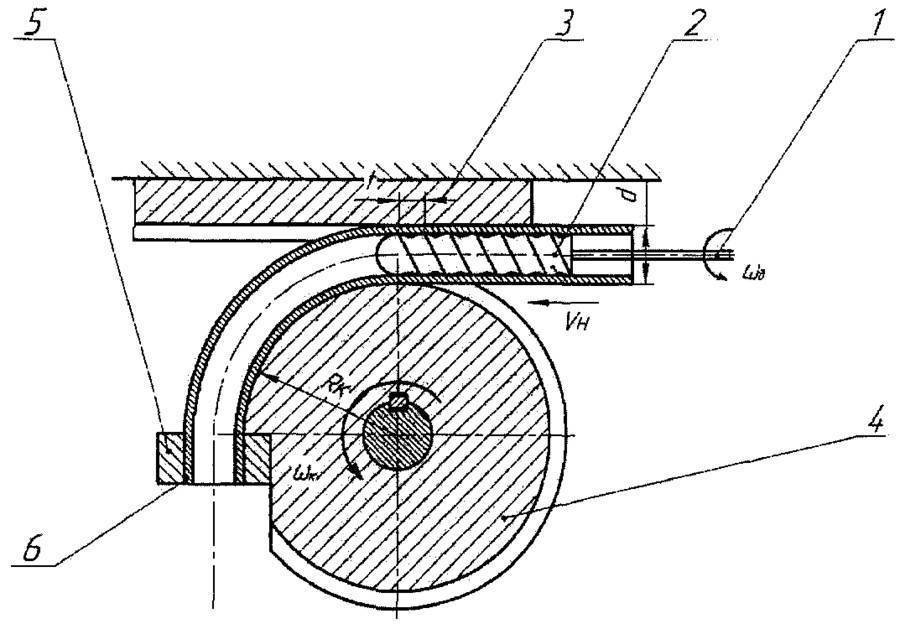
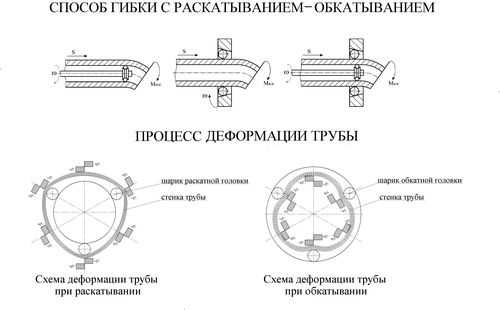
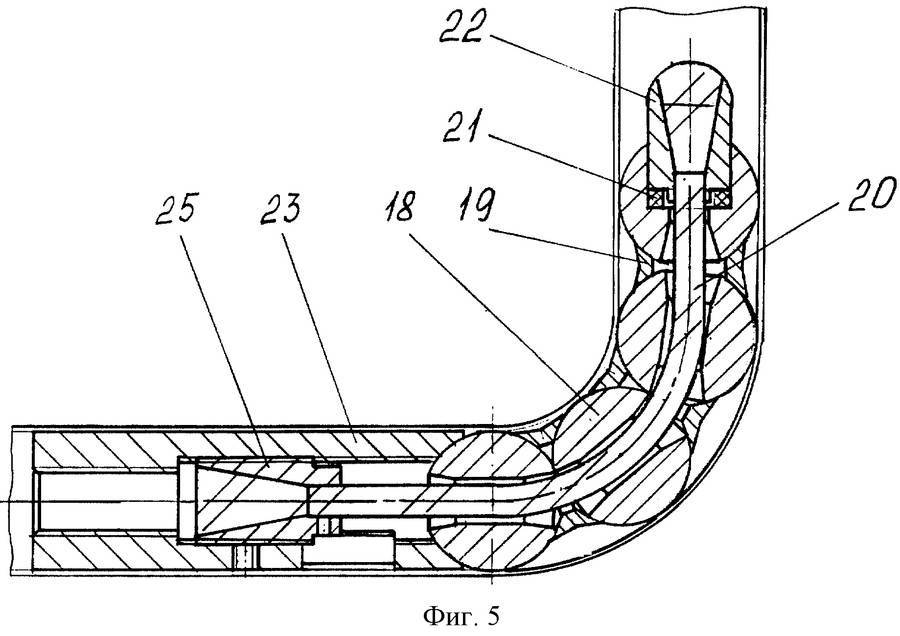
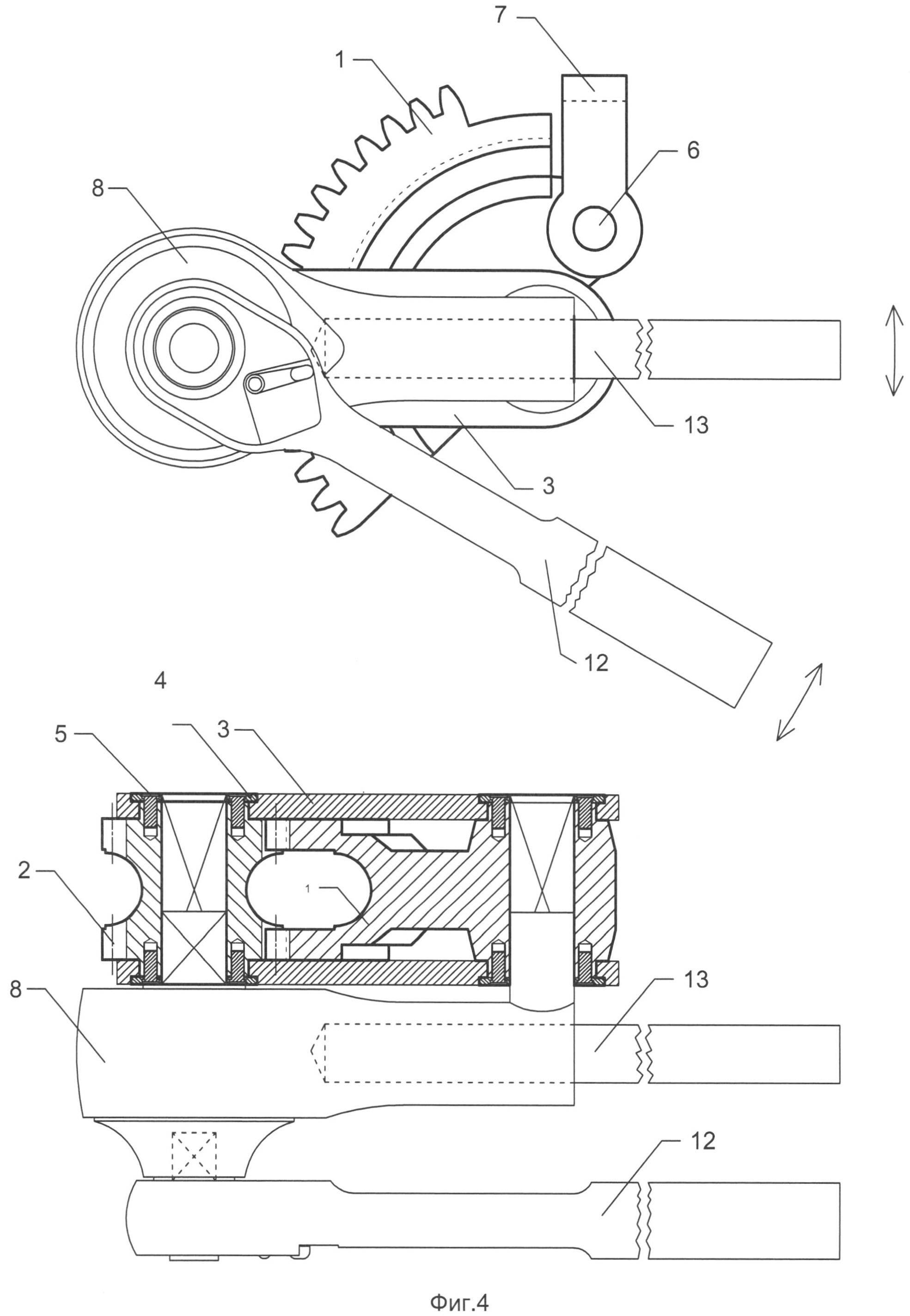
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир. Устройство содержит установленный в трубе дорн, поверхность которого снабжена приводом вращения и выполнена винтовой со скругленными выступами, осевая составляющая скорости которых совпадает по направлению и превосходит по величине линейную скорость наматывания трубы. Повышается прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы. 1 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир.
Недостаток существующего устройства заключается в том, что применение дорна, необходимого для сохранения правильной формы проходного сечения, увеличивает пассивные силы трения, в результате крутящий момент на валу копира увеличивается приблизительно на 70%, также возрастает утонение стенки изогнутой трубы.
Известные устройства для гибки труб имеют тот же недостаток: увеличение крутящего момента и утонения стенки трубы вследствие сил трения, затрудняющих осевое перемещение заготовки относительно дорна.
Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.

Сущность изобретения поясняется чертежом, на котором представлен общий вид предлагаемого устройства.
Устройство состоит из штанги 1, дорна 2 с шагом винтовой поверхности t, прижимной колодки 3, копира 4 и замка 5. Линейная скорость наматывания трубы на копир обозначена vH.
Устройство работает следующим образом. Дорн 2, установленный внутри трубы 6, вращается с угловой скоростью wд. Направление вращения правой винтовой поверхности дорна — против часовой стрелки со стороны незакрепленной части трубы. При этом осевая составляющая сил трения выступов винтовой поверхности дорна действует на трубу в направлении ее части, закрепленной в замке.
Данное устройство позволяет повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.
Источники информации

1. Авторское свидетельство СССР № 818707, кл. В21D 9/14, 1981.
2. Авторское свидетельство СССР № 619248, кл. В21D 7/02, 1978.
3. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальностям «Машины и технология об работки металлов давлением» и «Обработка металлов давлением». — М.: Машиностроение, 1989. — 304 с. — ил. — прототип.