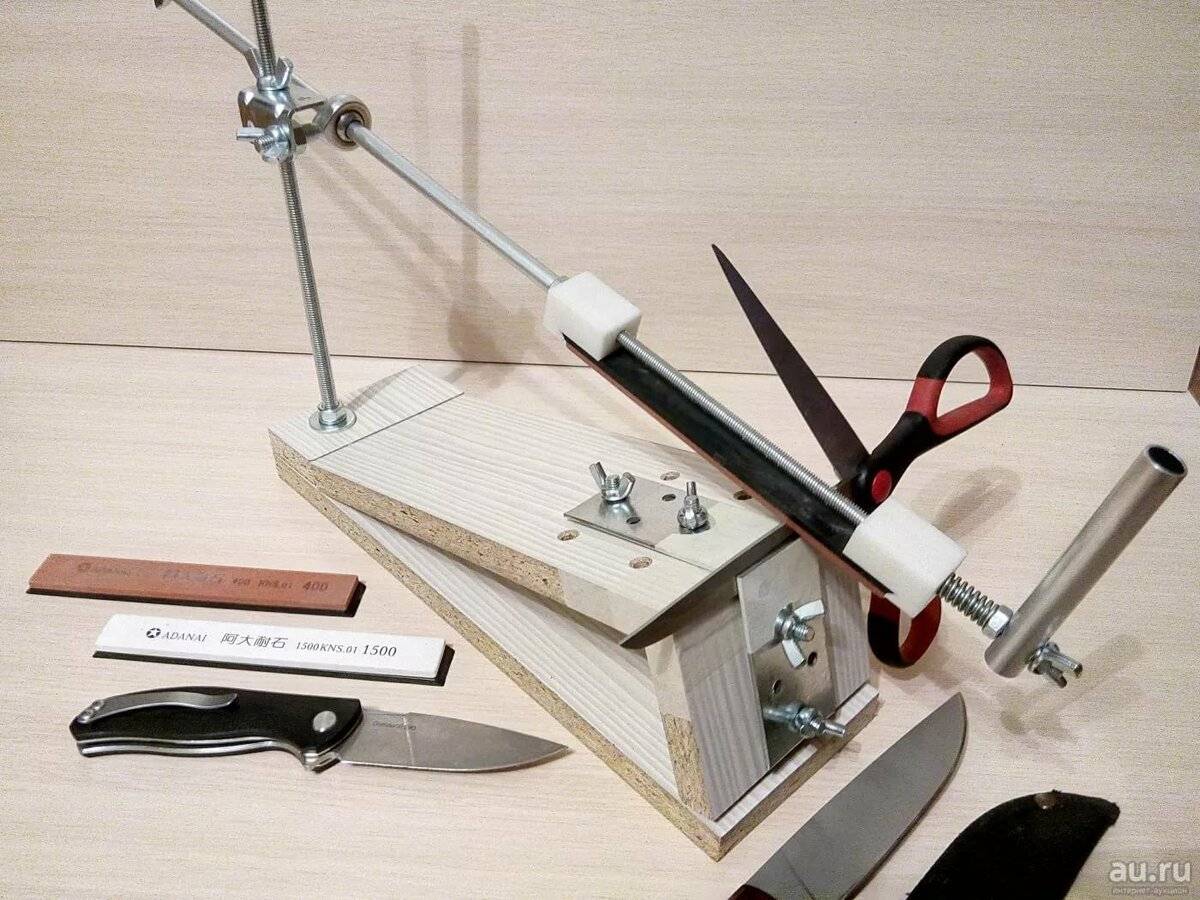
Оборудование для сварки ленточных пил
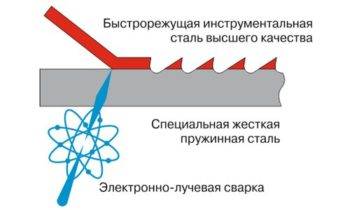
Схема стыковой контактной сварки.
В стандартном аппарате сварка пилы производится по следующему порядку: сначала полотно устанавливается в аппарат, затем оно фиксируется зажимами, после точно подводится к электродам, через которые проходит ток. Данный процесс позволяет расплавить и сварить концы обоих объектов. Также стоит знать, что ток проходит через электроды, которые, в свою очередь, закрепляются фиксаторами-зажимами. На сегодняшний день имеется множество марок и моделей таких аппаратов, но условно они классифицируются на три типа.
Оборудование для сварки с сопротивлением. Основными преимуществами данного оборудования является достаточно невысокая стоимость и малые габариты. При этом их производительность невысокая, и оно рассчитано только на малый объем работ и выпуск небольшой партии пил. Оборудование для сварки с оплавлением. Его производительность заметно выше, чем у предыдущих аппаратов, но стоимость и габариты также стали больше. Относящиеся к среднему классу аппараты могут применяться для любых типов полотен
Очень важно, что они могут плавить даже биметаллические полотна, которые нередко используются для таких изделий. Автоматизированное оборудование для сварки оплавлением
Такого рода оборудование устанавливается на крупных цехах и фабриках или же в сервисных центрах
Его производительность очень высока, при этом процесс полностью автоматизирован. Оператору станка требуется только устанавливать пилы в оборудование и снимать после полного прохождения процесса сварки.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.

Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.

Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.

Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.









 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
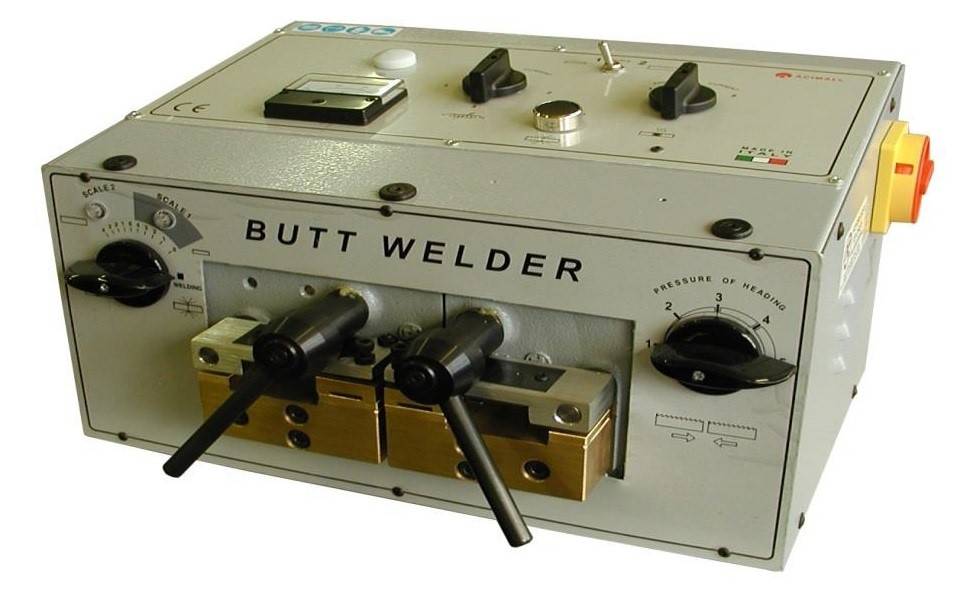
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Какие материалы и инструменты потребуются для изготовления пилы
Набор инструментов и расходных материалов для создания ленточной пилы своими руками в домашних условиях может различаться в зависимости от особенностей выбранной конструкции. Но, как правило, в обязательном порядке для сооружения станка требуются:
- доски или листы фанеры для каркаса;
- подшипники;
- мотор — электрический или бензиновый;
- металлические уголки;
- металлическое режущее полотно — самодельное или покупное;
- саморезы и болты с гайками;
- резина от велосипедной камеры;
- деревянные бруски и рейки, они нужны для опорной рамы конструкции;
- втулки;
- ремень для передачи вращательного момента;
- стальной прут, который послужит валом для шкивов;
- стальной лист или кусок текстолита;
- лак или краска, они нужны на заключительном этапе создания станка.
READ Насколько Тише Звук Аккумуляторной Цепной Пилы
Также при изготовлении ленточной пилы своими руками потребуется использовать следующие инструменты:
- болгарку;
- шуруповерт;
- плоскогубцы;
- гаечные ключи — размеры подбираются в соответствии с болтами;
- электролобзик;
- отвертки;
- молоток.
Как собрать ленточную пилу из лобзика своими руками
Еще одна простая схема предлагает сделать мини ленточную пилу по дереву своими руками из электрического лобзика. Алгоритм предлагается следующий:
- К небольшой квадратной заготовке ручкой вниз прикладывают лобзик и фиксируют металлические уголки по обеим сторонам. При помощи дрели в отмеченных местах проделывают отверстия для винтов. Уголки закрепляют на деревянной подставке. В качестве основания для настольного станка подойдет любая твердая доска или небольшой лист ДСП
- Между уголками вставляют лобзик, слегка приподнимают его и кладут кусок резины между кромкой металлических элементов и корпусом. Поскольку инструмент не прижимается вплотную к доске, снизу остается пространство для осуществления регулировки через кнопки. Длинными винтами лобзик фиксируют между уголками, чтобы он не качался и не люфтил. Резиновая прокладка смягчает возможные вибрации при работе электролобзика
- Теоретически подобием ленточной пилы уже можно пользоваться, однако удобнее довести конструкцию до совершенства и придать ей вид классического станка. Для этого к подошве лобзика при помощи винтов прикрепляют столешницу компактных размеров. Предварительно в ней нужно прорезать узкое отверстие, через которое будет выступать ленточное полотно инструмента. Для столешницы подойдет любой твердый материал — сталь, текстолит, эбонит
Для серьезных работ и реза бревен и крупных досок ленточная пила
из электролобзика своими руками не подойдет. А вот мелкие заготовки с ее помощью обрабатывать будет очень удобно.
Выбор ленточного полотна
При желании изготовить пильное полотно для ленточного станка можно своими руками из инструментальной стали У8 или У10. Материал должен быть прочным, но гибким, с толщиной 0,4-0,8 мм для распила древесины твердых пород. При самостоятельном создании полотна понадобится с помощью болгарки вырезать в металле зубья, развести их и заточить, а потом спаять газовой горелкой ленту в сплошное кольцо и зашлифовать шов.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.









Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
 Сварка ленточной пилы.
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
 Процессы подготовки ленточных пил.
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
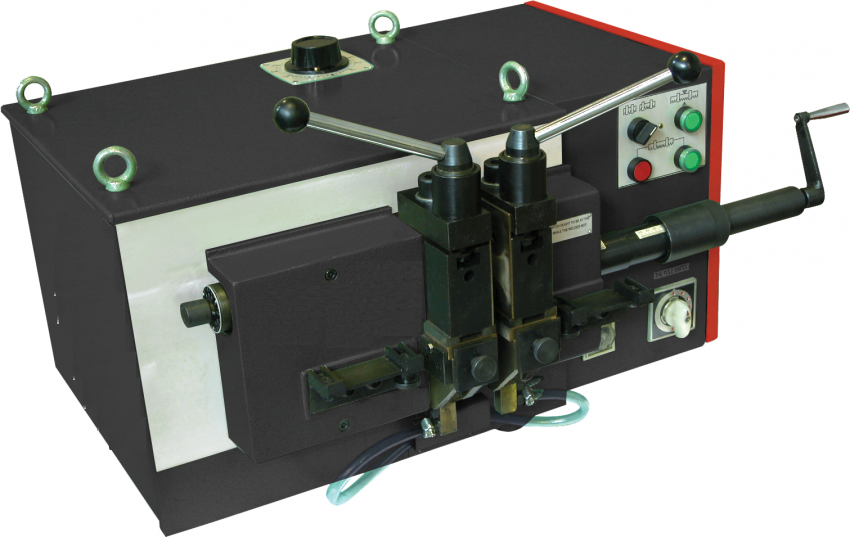
Сварочный аппарат
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Классификация пильных полотен
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Работа ленточного полотна
Зажим материала Правильный зажим материала способствует качественному пилению, влияет на точность резания и износ пилы. Поэтому необходимо учитывать разницу при зажиме материала во время работы с двухколонным станком или одноколонным.
Натяжение
Чрезмерное натяжение полотна может привести к разрыву полотна. Недостаточное натяжение полотна приводит к уводу полотна при пилении и разрушению полотна. На станках с ручным натяжением полотна лучше немного перетянуть полотно, чем не дотянуть, если точное значение величины натяжения неизвестно.
Станок
Плохое выравнивание направляющих или шкивов приводит к разрушению полотна или значительному сокращению его ресурса. Неисправности других элементов станка (подшипников и т. п.) также значительно ухудшают характеристики пильного полотна. Эксплуатируйте и обслуживайте ленточнопильный станок в соответствии с требованиями, приведенными в его Руководстве.
СОЖ
Смазывающе-охлаждающая жидкость требуется для пиления большинства материалов. Подбирайте СОЖ и ее концентрацию в соответствии с распиливаемым материалом.
Обкатка ленточных пил
Зачем нужна обкатка ленточной пилы?
Процесс обкатки полотна укрепляет и придает форму новым очень острым зубьям. Надлежащая обкатка может увеличить срок службы полотна на 20-50%.










Всегда делайте обкатку для нового полотна ленточной пилы!
Обкатка полотна:
- Выполнить распиливание на рекомендуемой скорости движения ленточной пилы.
- Выполните резку при темпе подачи, вдвое медленнее обычного (продолжительность реза вдвое больше).
- Спустя 20 минут постепенно повышайте интенсивность подачи до тех пор, пока не достигнете рекомендуемого темпа резания.
Для обеспечения хорошего проникновения в очень жесткие и труднообрабатываемые материалы необходимо увеличить усилие подачи и выполнять распиливание в более ускоренном темпе, чем описано выше.

- У новой пилы зубья имеют очень острую режущую кромку
- Благодаря правильной обкатке пилы режущая кромка приобретает оптимальное закругление
- Чрезмерная нагрузка на пилу при неправильной обкатке приводит к образованию микросколов на режущей кромке
Биметаллические ленточные пилы.
Величина подачи при обкатке новой пилы должна соответствовать 50% от рекомендуемой для разрезаемого материала. Это позволит избежать микросколов из-за образования слишком толстой стружки. Работу новой пилы могут сопровождать вибрация и резкие звуки. В этом случае достаточно немного снизить скорость резания. При резке заготовок небольшого сечения в режиме обкатки необходимо разрезать около 300 см2 материала. При обработке заготовок большого размера мы рекомендуем производить обкатку в течение 15 мин. После обкатки следует медленно увеличивать величину подачи до рекомендуемой.
Ленточные пилы с твердым сплавом.
Требуемый режим обкатки новой пилы определяется как 50% от рекомендуемой величины подачи и 50% от величины скорости резания
Очень важно во время обкатки избегать вибрации. При ее возникновении необходимо снизить скорость резания
После работы в режиме обкатки в течение 15 минут или после резки ок. 300 см2 материала следует постепенно увеличивать сначала скорость резания, а затем подачу до табличных величин.
Перед началом работы новой пилы произведите контроль натяжения ленточного полотна, которое должно составлять ок. 300 Н/ мм2, а также процент содержания масла в смазочно- охлаждающей жидкости. FLAMME предлагает для этих целей ручной рефрактометр и прибор для измерения натяжения.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится при сваривании хрупким и твердым, стал вновь пластичным и вязким. Данная процедура происходит в том же положении, в котором происходило сваривание, только токовый режим необходимо выбирать другой. Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.

Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа:
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы постоянно подвергнуты большим нагрузкам.
- Зубья пил на месте свариваемого шва оказывают влияние на нагрузку при применении изделий.