Особенности процесса кокильного литья
Перед тем как проводить литье в кокиль алюминиевых сплавов, нужно сделать определенную подготовку.
- Очистить от различных загрязнений, масел и коррозионных образований поверхность формы и зоны стыковки полуформ.
- Проверить крепления, убедиться в хорошей подвижности деталей.
- Произвести смазывание поверхностей кокиля огнестойкими материалами (спецсмазки, краски).
Далее технологический процесс литья включает следующие этапы:
- нужно внутреннюю рабочую поверхность кокиля нагреть до 160-180 градусов;
- нанести на неё слой защитного покрытия;
- залить расплав;
- охладить кокиль;
- раскрыть форму и извлечь готовую отливку.
Для того чтобы изготовить кокиль, необходимо правильно подобрать материал, учитывая то, какие сплавы будут заливать в него. Также учитывается размер деталей, которые нужно получить. При изготовлении кокиля для литья алюминия и других цветных металлов формы делают из серого чугуна. Кокили бывают алюминиевыми, стальными.
Избыток цинка
Переизбыток макроэлемента наступает при употреблении более двух грамм в сутки. Если же принять более 200 г цинка, то он вызовет рвоту. Длительное употребление вещества в количестве более 100 грамм в день приводит к ухудшению иммунитета и способствует развитию язв желудка. Острое отравление сопровождается рвотными рефлексами, диареей и появлением во рту специфического привкуса.
Причиной переизбытка цинка может быть прием препаратов несогласованных с врачом, нарушение обмена веществ на клеточном уровне, работа на вредном производстве и даже неправильное использование оцинкованной посуды.
Симптомами начальных стадий отравления данным макроэлементом являются: патологии кожи, ногтей и волос, ослабление иммунной системы, боли в желудке, нарушения в работе печени, поджелудочной железы и простаты. При более сильных отравлениях могут возникнуть боли в поясничном отделе, усиленное сердцебиение и боли при мочеиспускании. Велика также вероятность повышения уровня холестерина в сосудах.
Положительным является тот факт, что, по мнению многих ученых, передозировка цинком практически невозможна, так как он не обладает токсичностью и не может накапливаться в тканях в виде излишков. Особенно это касается макроэлемента, содержащегося в естественном виде в продуктах питания. А вот дефицит вещества в рационе питания многих людей действительно является серьезной проблемой.
Дефекты отливок из цветных сплавов и методы их предупреждения
Общими характерными дефектами отливок при литье в кокиль являются:
- недоливы и неслитины при низкой температуре расплава и кокиля перед заливкой, недостаточной скорости заливки, большой газотворности стержней и красок, плохой вентиляции кокиля;
- усадочные дефекты (раковины, утяжины, пористость, трещины) из-за недостаточного питания массивных узлов отливки, чрезмерно высокой температуры расплава и кокиля, местного перегрева кокиля, нерациональной конструкции литниковой системы;
- трещины вследствие несвоевременного подрыва металлического стержня или вставки, высокой температуры заливки, нетехнологичной конст-рукции отливки;
- шлаковые включения при использовании загрязненных шихтовых материалов, недостаточном рафинировании сплава перед заливкой, неправильной работе литниковой системы;
- газовая пористость при нарушении хода плавки (использовании загрязненных влагой и маслом шихт, чрезмерно высокого перегрева, недостаточного рафинирования или раскисления сплава).
Специфические дефекты отливок из магниевых сплавов – это дефекты усадочного происхождения (пористость, трещины, рыхлоты), обусловленные широким температурным интервалом их затвердевания. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов – температуры расплава и кокиля, применение краски и др. Часто отливки из магниевых сплавов из-за плохой работы литниковой системы поражены шлаковыми включениями, что приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы.
Специфическими дефектами отливок из медных сплавов являются: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц, вторичные оксидные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме, трещины из-за плохого раскисления сплавов при плавке.
- ← Раздел 3.3
- Раздел 3.3.2 →
Литье в оболочковые (корковые) формы
К передовым технологическим способам литья, позволяющим изготовлять наиболее точные отливки с минимальной механической обработкой, с уменьшением расхода металла на стружку относиться литье в оболочковой форме.
Для получения литья в оболочковые формы на нагретые металлические плиты с закрепленными на них металлическими моделями и литниковой системой наносится слой песчано-бакелитовой смеси. Нагретая до 150-200 o C модельная оснастка расплавляет бакелит. Который смачивает зерна формовочного материала, прилипающего к модели. Избыток смеси, не прилипший к модели, удаляется, а модельная плита с коркой смеси толщиной 7-10 мм помещается в печь, нагретую до 300-350 o C, где быстро (1-3 мин.) происходит затвердевание корки на модели. Жесткая корка, снятая с модели (полуформа), спаривается с соответствующей ей другой оболочковой полуформой и заливается металлом.
Материалом для оболочковых форм, заливаемых, чугуном или цветными металлами и сплавами, служит мелкозернистый кварцевый песок с 10% бакелитовой смолы. С целью улучшения поверхности стальных отливок иногда применяют хромистый железняк, хромомагнезит, магнезит и другие добавки, повышающие огнеупорность, но удорожающие стоимость песчано-смоляной смеси.
Замена обычной песчаной формы только оболочкой (коркой) сокращает расход формовочных смесей на 50-90 %, повышает точность размеров и чистоту поверхности отливки, увеличивает съем с квадратного метра производственной площади, снижает стоимость отливки.
Ответ
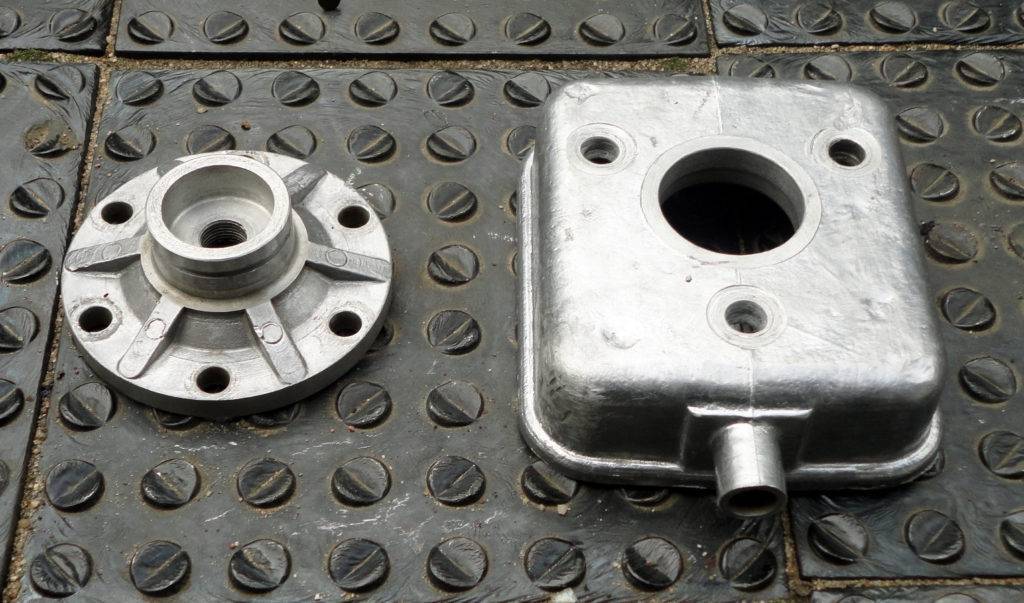
Литье металлов — это процесс получения металлических изделий способом заливки (литья) расплавленного горячего металла в специальную форму. Такая форма, из которой родится будущая «отливка» (так называют полученное при литье металлов металлическое изделие) , получила название «литейной формы» . Рабочая часть литейной формы представляет собой полость, в которой металл при литье, охлаждаясь, затвердевает и получает вид конечного изделия.
Процессу литья можно подвергать любые металлы. Однако не все металлы обладают важным для литья свойством – жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств самого металла: его химического состава и структуры. Немаловажна температура плавления металла. Чем меньше температура плавления, тем легче поддается он промышленному литью. Из металлов самую высокую температуру плавления имеет сталь. Сталь — это черный металл, также как и чугун. Цветные металлы – это все оставшиеся металлы, которые не содержат в больших количествах железо. Для литья металлов хорошо подходят сплавы на основе меди, никеля, алюминия, магния, свинца и цинка. На сегодняшний день известно множество видов литья металлов.
Наиболее широкое применение получили следующие виды:
— литье в землю — литье по выплавляемым моделям — статическая заливка, литье в свободную металлическую форму (кокиль) — литье металлов под давлением, — литье с кристаллизацией под высоким давлением — центробежное литье, — вакуумная заливка.
Чаще всего используется метод статической заливки, когда осуществляется заливка металла в неподвижную литейную форму.
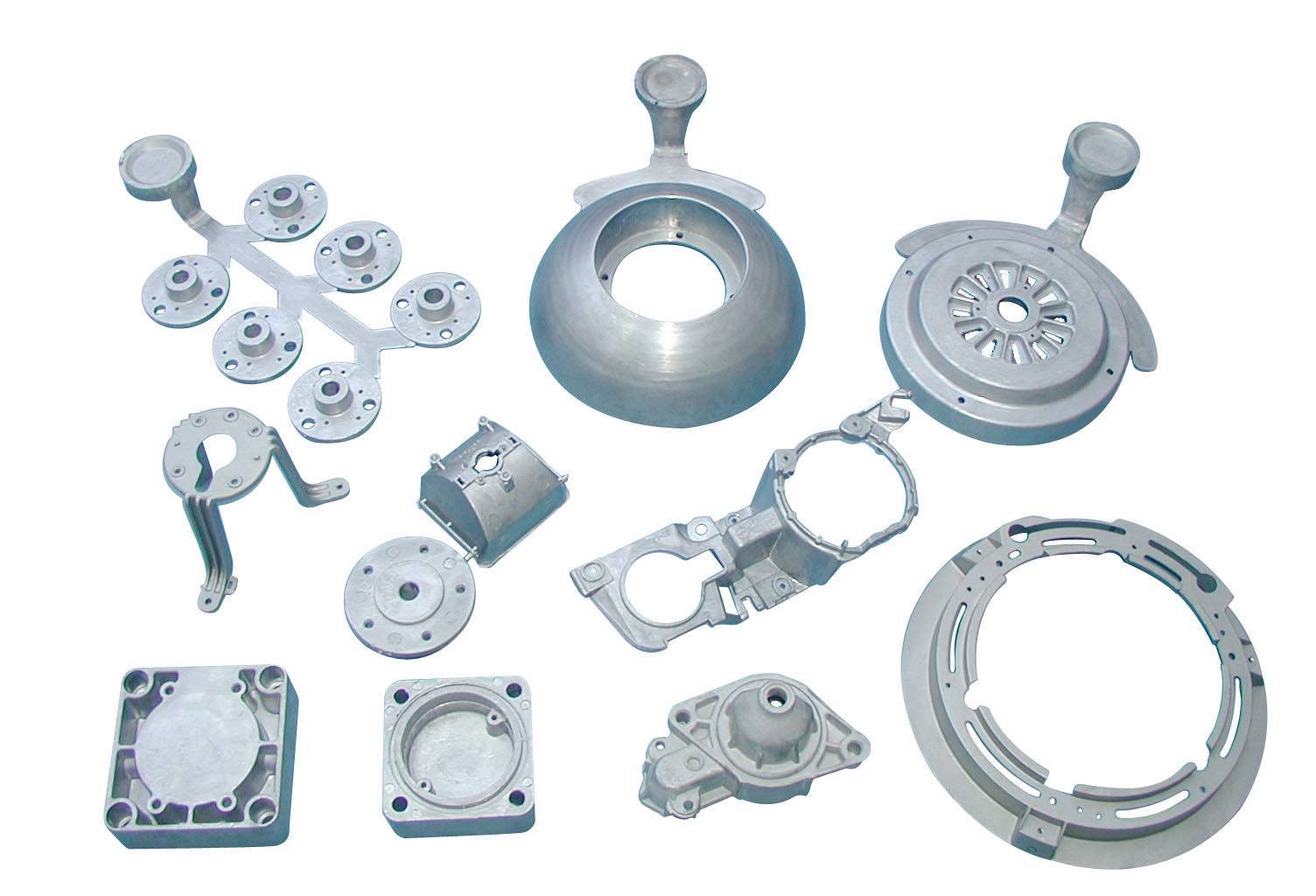
Отливки металлические находят применение в промышленности при изготовлении деталей в станкостроении, автомобильной промышленности, а также встречаются и в повседневной жизни: отливки из драгоценных металлов широко используют в ювелирном деле и при лечении зубов (коронки металлические, пломбы) , в современной электронике. Применяю отливки металлов и при изготовлении бытовой техники (светильниках, стационарных телефонах, пылесосах, стиральных машинах) .

Технология плавки
Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический. Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °С. По результатам экспресс-анализа проводят корректировку химического состава. Для ввода магния используют стальной колокольчик. При получении заданного химического состава металл перегревают до 440…450°С и переливают в ковш, нагретый до той же температуры. В ковше под вытяжным зонтом производят рафинирование расплава таблетками комплексного дегазатора «Дегазер», в составе которых 87% гексахлорэтана, 12,7% NaCl, 0,3% ультрамарина. Рафинирование можно проводить также отстаиванием, продувкой инертными газами и фильтрацией.
Читать также: Самодельный подъемник для двигателя
Теория процесса.
Гальваническое цинкование (оцинковывание) представляет собой процесс осаждения катионов металла на аноде. Реакция проходит в электролитической ванне под воздействием электрического тока.







Электролит.
Электролитом может служить любой раствор соли цинка. Самый распространенный в быту является раствор ZnCl (хлорид цинка) и HCl (соляная кислота), который называется паяльной кислотой. Так же можно получить раствор ZnSO4 при помощи травления цинка в растворе H2SO4 (серная кислота — аккумуляторный электролит). При травлении цинка стоит быть предельно осторожным, поскольку реакция проходит с выделением теплоты и взрывоопасного водорода H2.
Цинк.
Где взять цинк? Вариантов есть несколько:
— солевые батарейки (это самые дешевые. индекс L);
— плавкие предохранители из СССР;
— детали с цинковым покрытием;
— покупка чистого цинка в магазинах хим. реактивов и на радио базарах.
Подготовка к цинкованию (оцинковыванию).
- Прежде всего нужно подготовить саму гальваническую ванну. В качестве ванны можно использовать стеклянную либо пластиковую тару. Необходимо установить штативы для катода и анода.
- Электролит не должен содержать нерастворенных кристаллов соли. Для уменьшения концентрации соли можно добавлять в раствор дистиллированную воду, до полного исчезновения отдельных кристаллов на дне ванны.
- Анод. Анодом служит цинковая пластина на которую присоединяется «плюс» от источника питания. Чем больше площадь цинкового анода, тем более равномерное покрытие будет у вас на катоде. Использование нескольких цинковых анодов позволяет получать покрытие сразу на всей поверхности катода.
- Катод (присоединяем «минус») — деталь на которой будет осаждаться цинк. Поверхность катода должна быть качественно очищена от окислов (ржавчины), обезжирена и «активирована». Для активации поверхности катода, вам нужно окунуть его в раствор кислоты. В ванной катод должен размещаться на одинаковом расстоянии от любого анода для получения однородного слоя цинка со всех сторон.
- Источником питания может служить любой блок питания с постоянным напряжение на выходе либо аккумулятор. Чем сильнее сила тока и вольтаж — тем быстрее будет проходить процесс и тем более рыхлая поверхность получится у Вас в результате. Для бытовых условий можно использовать автомобильный аккумулятор, НО в схему нужно будет включить лампочку накаливания (от 10 до 20 Ватт) для снижения силы тока.
Цинкование.
После всех предварительных процедур Вам остается только включить блок питания в розетку (или закрепить клеммы на аккумуляторе) и окунуть катод в гальваническую ванну.
Процесс должен протекать без бурного кипения, если таковое наблюдается — это значит у Вас сильно большая сила тока и ее следует уменьшить путем добавления потребителей в электрическую цепь.
На поверхности катода появляется цинковое покрытие, чем дольше катод будет находится в ванне, тем толще слой вы получите в итоге.
ВНИМАНИЕ. Процесс гальванического цинкования (оцинковывания) проходит при использовании растворов кислот и источников электрического тока
Во избежание травм рекомендуем соблюдать правила техники безопасности при работе с кислотами и правила электробезопасности при работе с бытовыми электроприборами.
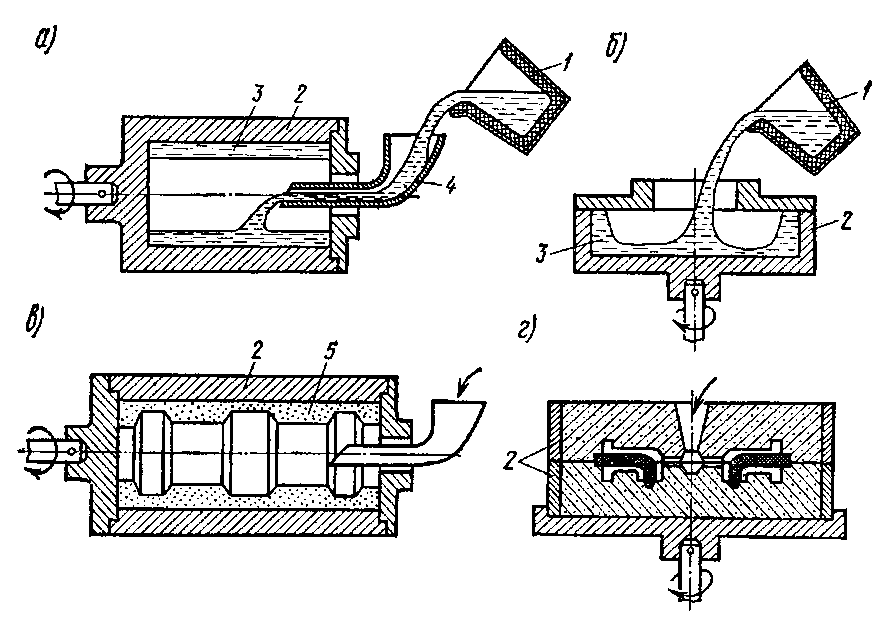
Кокильные машины.
В зависимости от расположения плоскости разъема кокиля в пространстве и от характера перемещения его формообразующих элементов (собственно кокиля и металлических стержней) различают машины для получения отливок в формах с горизонтальной и вертикальной плоскостями разъема (число подвижных подкокильных плит 1—6 с учетом подвижных поддонов н верхних стержней).
Кокильные машины имеют разнообразные компоновочные решения. Наибольшее число машин имеют разное исполнение (с цилиндрическими направляющими для перемещения кокильных плит) или консольное. Первые применяют в основном при производстве крупных отливок из черных и цветных сплавов; вторые — при производстве мелких отливок из легких цветных сплавов.
Для крупносерийного и массового производства отливок наиболее целесообразно применение карусельных машин или заливочных комплексов. По сравнению с кокильными станками для этих машин характерны: высокая производительность благо-даря совмещению во времени всех операций технологического цикла; минимальная занимаемая площадь, наименьшие энергетические затраты, удобство обслуживания и наиболее рациональная организация работы; возможность механизации и автоматизации основных и вспомогательных операций и на этой основе возможность встраивания в автоматические линии производства отливок. Большинство созданных карусельных машин имеет четное число позиций — 4, 6, 8, 12, 16 — и вертикальную ось вращения, т. е. платформу с кокильными секциями, перемещаемыми в горизонтальной плоскости.
В большинстве кокильных машин, как правило, предусмотрены полуавто-матический и автоматический циклы работы с автоматизацией следующих операций: сборки кокиля, выдержки отливки в период кристаллизации, извлечения металлических стержней, раскрытия и выталкивания отливки.
На базе стационарных и нестационарных (карусельных) кокильных машин разработаны автоматизированные комплексы и технологические линии с манипуляторами для удаления отливок из кокилей, устройства для отбивки (отрезки) литников и прибылей, устройства для нанесения на кокиля теплозащитного покрытия, заливочно- дозирующие установки и другие механизмы и узлы.
Литье в кокиль является одним из наиболее широко применяемых видов литья в настоящее время. Из-за автоматизации технологического процесса, литье становится наиболее экономически выгодным при изготовлении больших партий отливок и начале серийного или массового производство конкретной детали.
Свяжитесь с нами:
Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.





Бронзовые сплавы классифицируют по двум категориям:
- оловянные более пластичные;
- безоловянные хуже поддаются обработке:
- бериллиевые характеризуются высокой прочностью, максимальной выносливостью на разрыв, кручение;
- у алюминиевых невысокая температура плавления, они устойчивы к коррозии, обладают хорошими антифрикционными свойствами;
- свинцовые пластичные, хорошо поддаются механической обработке;
- с добавками цинка и кремния отличаются текучестью, при плавлении равномерно заполняют форму для литья;
- сплав с железом неплохо сваривается, но контакт ее с агрессивными средами нежелателен;
- марганец улучшает прочностные характеристики с сохранением пластичности, свойственной меди;
- оловянно-свинцовые бронзы отличаются ковкостью, их подвергают горячей деформации, делают из сплава горячекатаный прокат.
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.
Месторождения и получение
Самородного цинка в природе не существует. Сегодня используется около 70 минералов, из которых его выплавляют. Самый известный — сфалерит (цинковая обманка), который содержится в незначительных количествах в организме человека и животных, а также в некоторых растениях. Больше всего — в фиалке.
Цинковые минералы добывают в Казахстане, Боливии, Австралии, Иране, России. Лидеры по производству — Китай, Австралия, Перу, США, Канада, Мексика, Ирландия, Индия.
На сегодняшний день самый популярный метод получения чистого металла — электролитический. Чистота получаемого металла почти стопроцентная (возможны лишь небольшие примеси в объёме не более нескольких сотых процента. В целом они незначительны, поэтому такой цинк считается чистым).
Общее производство цинка во всём мире оценивается примерно в более чем десять миллионов тонн в год.
ГРАФИТОВЫЕ И ОГНЕУПОРНЫЕ ФОРМЫ.
Такие формы состоят из двух или большего числа деталей, при соединении которых образуется требуемая полость. Форма может иметь вертикальную, горизонтальную или наклонную поверхность разъема либо разбираться на отдельные блоки; это облегчает извлечение отливки. После извлечения форму можно собрать и использовать снова. Графитовые формы допускают сотни отливок, керамические – лишь несколько.
Графитовые многократные формы можно изготовить путем механической обработки графита, а керамические легко формуются, так что они значительно дешевле металлических форм. Графитовые и огнеупорные формы могут использоваться для повторного литья в случае неудовлетворительных отливок, полученных литьем в кокиль.
Огнеупорные формы делают из фарфоровой глины (каолина) и других высокоогнеупорных материалов. При этом используются модели из легкообрабатываемых металлов или из пластмассы. Порошкообразный или гранулированный огнеупор замешивают с глиной на воде, полученную смесь формуют и заготовку литейной формы обжигают так же, как кирпичи или посуду.
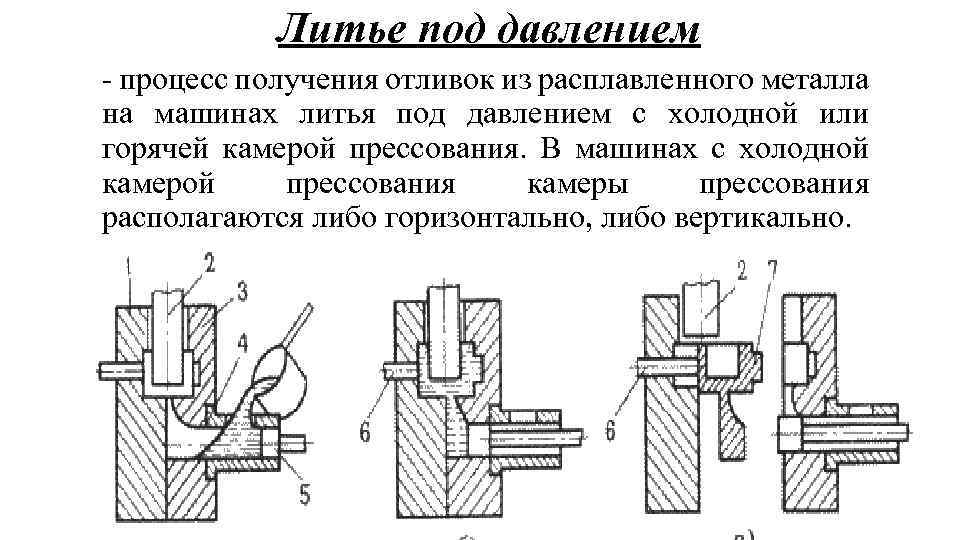
Особенности литья изделий из цинка ЦАМ4-1
Особенности литья изделий из цинка ЦАМ4-1: цинковые сплавы для литья под давлением должны обладать высокой жидкотекучестью при небольшом перегреве, не взаимодействовать с металлом пресс-форм и камер прессования, не привариваться к пресс-формам. Сплавы должны обладать малым интервалом кристаллизации, прочностью при высоких температурах, так как отливки подвергаются значительным нагрузкам при усадке и плотном обжатии металлических стержней, при снятии со стержней и выталкивании из пресс-формы. В России для литья под давлением применяются в основном цинковые сплавы ЦАМ4-3, ЦАМ4-1, а также некоторые другие.
Отливки из цинковых сплавов получают на компрессорных и поршневых машинах для литья под давлением. Наибольшее распространение в нашей стране для получения цинковых отливок получило литье под поршневым давлением на машинах с холодной камерой прессования.
При литье под давлением к конструкции отливок предъявляют следующие требования:
- отливка не должна иметь выступов и поднутрений, препятствующих извлечению стержней и вставок из отливки и удалению ее из формы;
- отливка не должна иметь большого различия в толщинах стенок: утолщение отдельных мест отливок следует уменьшать с помощью ребер, отверстий, уголков жесткости; ребра жесткости обеспечивают необходимую прочность отливки при меньшем расходе металла;
- отливки должны иметь литейные уклоны в направлении извлечения стержней и вставок и разъема формы: для наружных поверхностей уклоны должны быть не меньше 0о 15; а для внутренних поверхностей, оформляемых подвижными стержнями, — не менее 0°30, неподвижными — не менее 1 °;
- отливки не должны иметь острых углов (кроме углов в плоскости разъема) и больших радиусов перехода от одного сечения стенки к другому.
Отливки, получаемые литьем под давлением, по степени сложности делят на три категории:
I — отливки простой конфигурации с глухими поверхностями или незначительными, простыми по форме ребрами и выступами, имеющие литейные уклоны на внутренней поверхности 1°, на внешней 0°30. II — отливки с прямолинейными и криволинейными поверхностями, с углублениями и выступами, с резкими переходами от тонких сечений к толстым; литейные уклоны на внутренней поверхности 0°30 — 1°, на внешней поверхности 0°15-0°30. III — отливки сложной конфигурации с прямолинейными и криволинейными поверхностями сложных очертаний, со значительным количеством углублений, выступов, ребер, окон, с глубокими отверстиями малых размеров; минимальные литейные уклоны на внутренней поверхности 0°30, на внешней 0°15.
Точность отливок зависит от правильного исполнения размеров полости пресс-формы с учетом усадки сплава и степени износа формы при эксплуатации. Усадка цинковых сплавов для отливок со стенками толщиной 1-3 мм составляет 0,4-0,5 %; при большей толщине стенок отливки усадка составляет 0,5-0,6 %. Состав сплава, температура сплава и формы, продолжительность выдержки металла в форме также оказывают влияние на точность отливок. Класс точности цинковых отливок, получаемых литьем под давлением, зависит от их номинальных размеров. С увеличением размеров отливок точность уменьшается. Размерам отливок до 30 мм соответствует 4-й класс точности, размерам 30-120 и 120-360 мм — 5-й и 7-й классы соответственно.
Чистота поверхности отливок зависит от чистоты поверхности пресс-формы. При литье под давлением цинковых сплавов чистота поверхности отливок достигает 7-8-го класса. Однако по мере износа пресс-формы чистота поверхности ухудшается. Средние значения чистоты поверхности отливок соответствуют 6-му классу.
Особенности формирования отливок и их качество
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).







Скачать — Где взять цинк в домашних условиях.
Комментарии к видео
Добрый день, где он есть понятно, а как его из этого извлечь? Спасибо за видео, лайк!
не путайте с цамом а то насоветуете. люди может афинаж делать будут . карбюратор точно с цинка 80% тного а на тросиках тоже. а остальное шлак
У меня есть цинк с гальваники. не хрена он не как ручки . и на зачем искать кислоту цинк не понятно какой . цена паяльной кислоты 150р за пол литра .
а я думал вешалки из алюминия или дюрали.
⇥ Автовоспроизвидение
Мода и увлечения у каждого бывают свои, а потому иногда очень приятно найти единомышленников, оценить их коллекцию марок или же мастерство в определенной игре. Тут собраны различные видеоролики, которые посвящены тому или иному увлечению
Не важно, любите ли Вы шахматы, теннис или же собирать диких, необузданных животных под своей крышей – тут Вам удастся найти хороший видео – контент по душе